IPQC巡检日报表
合集下载
IPQC巡检日报表-咪头车间
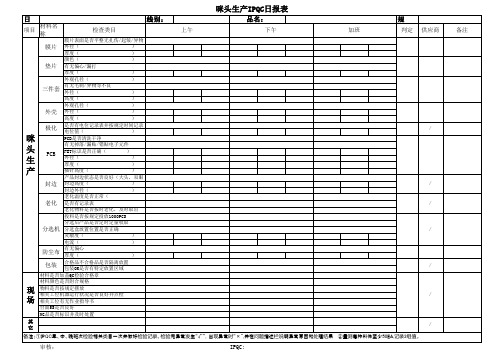
灵敏度(
)
电流(
)
防尘布
有无偏心 厚度(
)
包装
合格品不合格品是否隔离放置 包装OK是否有特定放置区域
材料是否加盖QC检验合格章
材料颜色是否附合规格
现 物料是否按规定摆放 场 相关工位机器运行状况是否良好并点检
相关工位有无作业指导书
台面5S是否良好
NG品是否标识并及时处置
其
它
上午
品名:
下午
规
加班
判定 供应商
/
/ / / / / /
备注:①IPQC早、中、晚班次检验相关类目一次并做好检验记录。检验无异常发生“√”,出现异常时“×",并在问题描述栏说明异常原因和处理结果 ②量测每种料件至少50EA,记录3组值。
审核:
IPQC:
备注
头 生
有无掉落/漏贴/错贴电子元件
PCB
FET标识是否正确( 外径(
) )
厚度(
)
产
插针高度(
)
产品封边状态是否良好(大头,双眼
封边 封边高度(
)
封边外径(
)
老化温度是否正常(
老化 是否有记录表
老化物料是否按时老化,及时取出
投料是否按规定投放1000PCS
分选后产品是否定时定量收取
分选机 分选盒放置位置是否正确
咪头生产IPQC日报表
日
线别:
项目
材料名 称
检查类目
膜片表面是否平整无扎伤/起皱/异物
膜片 外径(
)
厚度(
)
颜色(
)
垫片 有无偏心/漏打
厚度(
)
外观孔径(
)
三件套
IPQC巡检表-模板

次/4H
4.6 异常问题的改善措施是否正确执行;
次/4H
5.1 同一时间内产线没有其他订单在制;
次/4H
5.2 静电:综合电阻/静电腕带有测试记录;
次/2H
环
5.3 车间环境温湿度是否符合要求并确认记录;
次/班
5.4 各工位操作台面是否叠放产品;
次/2H
5.5 现场的5S要求:物料、静电、区域标识规范,现场和操作台清洁;
次/2H 即时 即时
3.4 验证物料:
即时
4.1 各工位是否有相工装治具、作业结果是否符合指导书要求;
次/2H
4.3 软件版本:
次/2H
4.4 二维码打印是否良好:
机型:
颜色 代码:
次/2H
法
4.5 机标IMEI:
VC:
S/N:
次/4H
4.6
IMEI写号位配置参数是否正确(特别是IMEI号的设定,版本的设定 CE 码:
IPQC巡检表——制程
记 录 人: 记录时间:
审 核 人: 审核时间:
线别:
日期:
月
日
机型/颜色/投产数量:
类别 人 机 料
项目 编号
控制项目及要求
1.1 各工位员工是否具有上岗证;
1.2
作业员是否穿戴好ESD防护符合指导书要求(工衣,静电衣服,静电 环);
1.3 关键工位检出能力考核是否通过;(即敏感度测试)
注②:工序目标不良管控时机:关键检查工位不良超标, IPQC 发出“品质异常处理单”要求分析、改善;不合格项经确认已导致已包装品存在不合格品,各部门作出
注③:IPQC将问题记录“IPQC每日巡线报告”,记录发生的区域(工位)、问题描述、影响产品台数等信息,并在15分钟内重检并记录结果;发现问题时,IPQC通知线
IPQC巡检日报表-SMT
.8m/min
6
回流焊
炉温曲线 每次测完后需打印出来,并确认是否在规定范围内
巡检时机12H/次
测试频率
正常生产的机种测试频率:1次/12H,产品转线:每转线需测好炉温后方可生产,设
备故障维修后需测试炉温,其它情况参照作业指导书要求
巡检时机
12H/次
首件检查 每天转线/转班都需做首件,并做好首件记录
巡检时机12H/次
7
首件
贴片质量
回焊前贴片质量确认:2PCS/次 回焊后贴片质量确认:5PCS/次
8
转线管控
清理物料 生产现场需将上一个工单的物料全部清理干净后再生产
9
更换物料
换料记录 “SMT换料记录表”有按时如实记录,换料时要经过复查人进行复查确认
AOI程序/设备保 程序与检查的产品名称是否一致,“AOI设备点检/保养确认表”按时点检和保养
修理工位所需物料是否有料号。型号、规格等信息且符合BOM要求,并且作业是否依 照SOP执行
作业员是否依照SOP要求执行
15 车间环境
车间温度 车间湿度
车间温度是否有日常点检并记录,温度要求:25±5℃ 车间湿度是否有日常点检并记录,湿度要求:30-70%RH
16
车间7S
7S管理
车间7S状况,产品状态标识规范
贴片程序/点检保 贴片程序是否与所生产机种一致,“贴片机设备点检/保养确认表”按时点检保养
养
巡检时机12H/次
5
贴片机
设备气压 贴片机气压:0.33Mpa-0.45Mpa
吸嘴的检测 吸嘴每周清洗保养一次
回流焊程序/点检 程序是否与所生产机种一致,“回流炉设备点检/保养确认表”按时点检和保养
保养
6
回流焊
炉温曲线 每次测完后需打印出来,并确认是否在规定范围内
巡检时机12H/次
测试频率
正常生产的机种测试频率:1次/12H,产品转线:每转线需测好炉温后方可生产,设
备故障维修后需测试炉温,其它情况参照作业指导书要求
巡检时机
12H/次
首件检查 每天转线/转班都需做首件,并做好首件记录
巡检时机12H/次
7
首件
贴片质量
回焊前贴片质量确认:2PCS/次 回焊后贴片质量确认:5PCS/次
8
转线管控
清理物料 生产现场需将上一个工单的物料全部清理干净后再生产
9
更换物料
换料记录 “SMT换料记录表”有按时如实记录,换料时要经过复查人进行复查确认
AOI程序/设备保 程序与检查的产品名称是否一致,“AOI设备点检/保养确认表”按时点检和保养
修理工位所需物料是否有料号。型号、规格等信息且符合BOM要求,并且作业是否依 照SOP执行
作业员是否依照SOP要求执行
15 车间环境
车间温度 车间湿度
车间温度是否有日常点检并记录,温度要求:25±5℃ 车间湿度是否有日常点检并记录,湿度要求:30-70%RH
16
车间7S
7S管理
车间7S状况,产品状态标识规范
贴片程序/点检保 贴片程序是否与所生产机种一致,“贴片机设备点检/保养确认表”按时点检保养
养
巡检时机12H/次
5
贴片机
设备气压 贴片机气压:0.33Mpa-0.45Mpa
吸嘴的检测 吸嘴每周清洗保养一次
回流焊程序/点检 程序是否与所生产机种一致,“回流炉设备点检/保养确认表”按时点检和保养
保养
IPQC巡检日报表

SMT巡检日报表
日期:
稽核项目 时段稽核项目 上线物料是否有合格标签及料号 上线PCB是否使用防静电包装 产品安放是否规范,是否有状态标识,良品不良品是否隔离且标识醒目 物料 锡膏的储存及使用 锡膏/胶水的型号厂商是否符合要求,是否超有效期 各站物料与是否与料表相符 胶水储存及使用 作业员上岗证确认 人员 操作是否符合作业 是否有防静电自检 是否做ESD防护,敏感工位是否佩戴有绳静电环 CAR改善措施是否确实导入 相应ECN及联络单是否及时导入 作业指导书是否正确指导作业 作业规范 网板清洗纪录确认 及记录 样品、图纸、BOM表、上料表、作业指导书、设备操作指导书是否为最新有效版本 相应站别是否有记录,不良是否及时记录,不良率超标是否及时反馈 是否做好静电防护点检记录 车间温/湿度 环境 生产RoHS产品时是否有明确的区域?各种标识是否清楚? 由非RoHS切换到RoHS产品的管控 日稽核项目 治具是否正常,有无损坏 有无点检、校验、保养 仪器设备 参数设置是否正确 是否在计量期内 通电仪器是否有接地措施 抽检项目 首件稽核 印刷质量 贴片质量 炉后质量 测试质量 TOP3项 序号 线别 站别 问题描述 确认人 原因分析 责任单位改善措施 抽样 数 不合格描述及处理记录 参作业指导书 / / / 参《生产工具治具点检规范》 参作业指导书 参作业指导书 参作业指导书 参《锡膏管制规范》 作业指导书 参《IPQC AUDIT规范》 参《胶水管制规范》 / 参作业指导书 参作业指导书 参作业指导书 / / / / / / / 参《车间温湿度管理规范》 参《RoHS管理规范》 参《RoHS管理规范》
页码:1/2 旧版本号:A00
班别:
检查标准 1 2 2H时段检验 3 4 5 6
检验结果
原因分类(IPQC填写) 人 机 料 法 环Fra bibliotek备 注
日期:
稽核项目 时段稽核项目 上线物料是否有合格标签及料号 上线PCB是否使用防静电包装 产品安放是否规范,是否有状态标识,良品不良品是否隔离且标识醒目 物料 锡膏的储存及使用 锡膏/胶水的型号厂商是否符合要求,是否超有效期 各站物料与是否与料表相符 胶水储存及使用 作业员上岗证确认 人员 操作是否符合作业 是否有防静电自检 是否做ESD防护,敏感工位是否佩戴有绳静电环 CAR改善措施是否确实导入 相应ECN及联络单是否及时导入 作业指导书是否正确指导作业 作业规范 网板清洗纪录确认 及记录 样品、图纸、BOM表、上料表、作业指导书、设备操作指导书是否为最新有效版本 相应站别是否有记录,不良是否及时记录,不良率超标是否及时反馈 是否做好静电防护点检记录 车间温/湿度 环境 生产RoHS产品时是否有明确的区域?各种标识是否清楚? 由非RoHS切换到RoHS产品的管控 日稽核项目 治具是否正常,有无损坏 有无点检、校验、保养 仪器设备 参数设置是否正确 是否在计量期内 通电仪器是否有接地措施 抽检项目 首件稽核 印刷质量 贴片质量 炉后质量 测试质量 TOP3项 序号 线别 站别 问题描述 确认人 原因分析 责任单位改善措施 抽样 数 不合格描述及处理记录 参作业指导书 / / / 参《生产工具治具点检规范》 参作业指导书 参作业指导书 参作业指导书 参《锡膏管制规范》 作业指导书 参《IPQC AUDIT规范》 参《胶水管制规范》 / 参作业指导书 参作业指导书 参作业指导书 / / / / / / / 参《车间温湿度管理规范》 参《RoHS管理规范》 参《RoHS管理规范》
页码:1/2 旧版本号:A00
班别:
检查标准 1 2 2H时段检验 3 4 5 6
检验结果
原因分类(IPQC填写) 人 机 料 法 环Fra bibliotek备 注
IPQC巡检日报表

烙铁温度满足产品修理要求?
产品
检查结果
生产日期
改善措施 效果确认 责任人
检查时间: 检查组 每2小时抽检20PCS检 查后的产品及本时间 段总体品质状况 08:00-10:00 10:00-12:00 12:00-14:00 14:00-16:00 16:00-18:00 18:00-20:00 相关工位人员的铬铁温度是否合理,并测试合 格? RoHS产品是否都用了RoHS物料及专用工具?
IPQC巡检日报表(THT)
客户
检查站点 检查项目 物料加工是否符合标准?插件线是否整理干净? 物料分配和摆放是否合理? 检查时间: 插件 每2个小时抽检20PCS 插件完成的半成品及 本时间段的品质状况 08:00-10:00 10:00-12:00 12:00-14:00 14:00-16:00 16:00-18:00 18:00-20:00 波峰焊温度是否符合要求?剪脚是否符合要求? 剪脚区域的产品摆放是否符合要求? 检查时间: 波峰焊/ 每2小时抽检20PCS波 浸焊区 峰焊后的产品质量情 况及本时间段总体品 质状况 08:00-10:00 10:00-12:00 12:00-14:00 14:00-16:00 16:00-18:00 18:00-20:00 物料是否认识?焊接要求是否明确? 检查时间: 08:00-10:00 手焊组 每2小时抽检20PCS焊 接后的完成品及本时 间段的品质状况 10:00-12:00 12:00-14:00 14:00-16:00 16:00-18:00 18:00-20:00 检查人员对标准是否明确? 检查不良率是否满足规定要求?
其它及不 良问题描 述
注:检查标准依客户要求,IPC-A-610标准及我司品质要求
产品
检查结果
生产日期
改善措施 效果确认 责任人
检查时间: 检查组 每2小时抽检20PCS检 查后的产品及本时间 段总体品质状况 08:00-10:00 10:00-12:00 12:00-14:00 14:00-16:00 16:00-18:00 18:00-20:00 相关工位人员的铬铁温度是否合理,并测试合 格? RoHS产品是否都用了RoHS物料及专用工具?
IPQC巡检日报表(THT)
客户
检查站点 检查项目 物料加工是否符合标准?插件线是否整理干净? 物料分配和摆放是否合理? 检查时间: 插件 每2个小时抽检20PCS 插件完成的半成品及 本时间段的品质状况 08:00-10:00 10:00-12:00 12:00-14:00 14:00-16:00 16:00-18:00 18:00-20:00 波峰焊温度是否符合要求?剪脚是否符合要求? 剪脚区域的产品摆放是否符合要求? 检查时间: 波峰焊/ 每2小时抽检20PCS波 浸焊区 峰焊后的产品质量情 况及本时间段总体品 质状况 08:00-10:00 10:00-12:00 12:00-14:00 14:00-16:00 16:00-18:00 18:00-20:00 物料是否认识?焊接要求是否明确? 检查时间: 08:00-10:00 手焊组 每2小时抽检20PCS焊 接后的完成品及本时 间段的品质状况 10:00-12:00 12:00-14:00 14:00-16:00 16:00-18:00 18:00-20:00 检查人员对标准是否明确? 检查不良率是否满足规定要求?
其它及不 良问题描 述
注:检查标准依客户要求,IPC-A-610标准及我司品质要求
IPQC日常巡检查表

武汉菱电汽车电子贴装IPQC巡检记录表
类别 序号
检查项目
日期 /时间
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1.1 操作员是否持证上岗?培训中的人员的工作是否被合格的人员所监督?
1.2 WI上是否有该操作员的培训记录? 人
1.3 操作员是否有按文件操作?
1.4 ESD依照相关WI文件要求.
2.1
机器是否在保养期内?(干燥柜&冰箱&AOI&5DX&2DX&烤炉&烧录 IC机&API)
2.2 机器是否在校准期内?(冰箱&5DX&API)
机器 2.3 工程人员是否按照保养记录每天对机器进行检查确认? 2.4 锡炉时温度和记录是否正确?
物料
感的组件均被放置在静电盒内
3.3 锡膏的P/N是否正确?锡膏及化学品是否按WI要求存放?
3.4 存放PCBA的车子ESD是否良好?
4.1 是否使用相应的受控WI?
4.2.1
冰柜温度控制是否每班次及时正确的记录雪柜的温度于SPC图中?SPC 是否在管控范围内?
4.2.2
锡膏是否控制先进先出?过期的锡膏是否及时报废?锡膏的恒温时间是 否符合WI要求?(8小时)
4.2.11
空白IC型号
烧录IC程序检查
Checksum 烧录后型号
方
结果
法
4.2.12
AOI测试的程序是否与PCBA的型号相符?测试区的板是否有明确的标 识?
4.2.13
每班次是否有按WI要求抽检进行AOI测试?并将结果记录于ODC中?是否 按WI要求AOI机器气压达到0.4兆帕后再测试?
类别 序号
检查项目
日期 /时间
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1.1 操作员是否持证上岗?培训中的人员的工作是否被合格的人员所监督?
1.2 WI上是否有该操作员的培训记录? 人
1.3 操作员是否有按文件操作?
1.4 ESD依照相关WI文件要求.
2.1
机器是否在保养期内?(干燥柜&冰箱&AOI&5DX&2DX&烤炉&烧录 IC机&API)
2.2 机器是否在校准期内?(冰箱&5DX&API)
机器 2.3 工程人员是否按照保养记录每天对机器进行检查确认? 2.4 锡炉时温度和记录是否正确?
物料
感的组件均被放置在静电盒内
3.3 锡膏的P/N是否正确?锡膏及化学品是否按WI要求存放?
3.4 存放PCBA的车子ESD是否良好?
4.1 是否使用相应的受控WI?
4.2.1
冰柜温度控制是否每班次及时正确的记录雪柜的温度于SPC图中?SPC 是否在管控范围内?
4.2.2
锡膏是否控制先进先出?过期的锡膏是否及时报废?锡膏的恒温时间是 否符合WI要求?(8小时)
4.2.11
空白IC型号
烧录IC程序检查
Checksum 烧录后型号
方
结果
法
4.2.12
AOI测试的程序是否与PCBA的型号相符?测试区的板是否有明确的标 识?
4.2.13
每班次是否有按WI要求抽检进行AOI测试?并将结果记录于ODC中?是否 按WI要求AOI机器气压达到0.4兆帕后再测试?
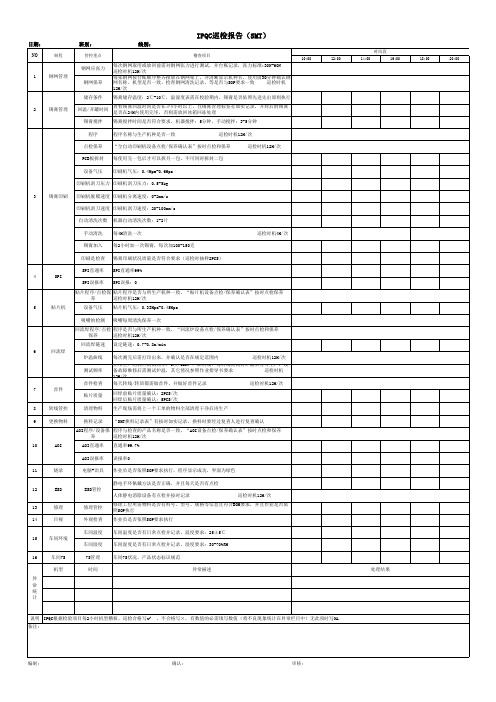
IPQC 巡检报表

8:00--- 10:01--- 13:30--- 15:31--- 18:30--- 20:31--- 22:31-----10:00 ---12:00 ---15:30 ---17:30 ---20:30 ---22:30 ---24:00
22
23
24
25 生产组长签名
备注:IPQC巡检第一次发现一项目不良时通知生产组长签名及时处理好。当发现二项或前一次不良项目未切底改善处理时回 报
10 螺丝螺帽是否锁紧
11 点胶位是否点胶且正确 作业方法是否按作业指导书作
12 业
13 电批烙铁是否点检
14 静电手环是否有点检 锡炉温度是否有点检且符合要
15 求
16 工OM
18 PCB包装方式是否合格
19 PCB摆放是否合格
20 PCB放置位是否有标示
21 PCB是否有标示清楚
IPQC组长处理,当发现三项已上不良或前二次不良项目未彻底改善处理时写《CAR》回报主管处理。
巡检合格打:“√” 不合格打:“×” 如产品不存在点检项目即留空白。
IPQC:
主管:
CW-IPQC-B02
xxxxxx科技有限公司
IPQC 巡检记录表
组别: 客户:
订单号:
型号:
数量:
日期:
序 号 检查项目
时间
1 元器件是否标识明确
2 元器件是否摆放整齐
3 线材规格是否符合要求
4 元器件型号规格是否正确 接触PCB的作业人员是否配戴
5 静电手环
6 PCB焊接是否良好
8 组件组装是否良好
9 锁付螺丝规格是否正确
IPQC制程巡检日报表
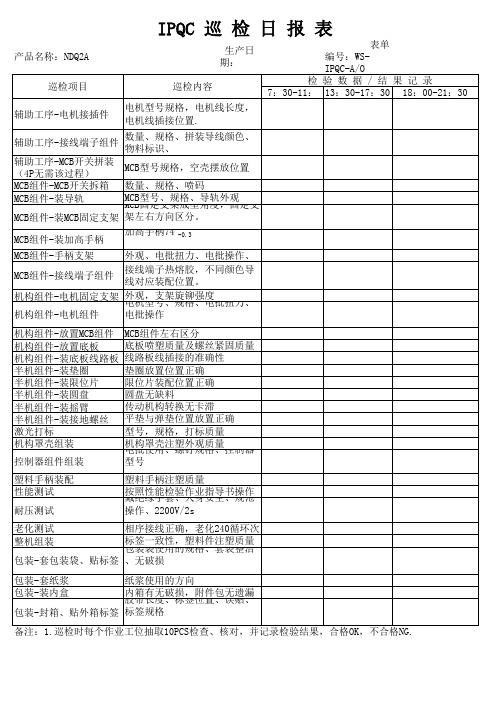
性能测试
按照性能检验作业指导书操作
耐压测试
戴绝缘手套、人身安全、规范 操作、2200V/2s
老化测试
相序接线正确,老化240循环次
整机组装
标签一致性,塑料件注塑质量
包装袋使用的规格、套袋整洁 包装-套包装袋、贴标签 、无破损
包装-套纸浆
纸浆使用的方向
包装-装内盒
内箱有无破损,附件包无遗漏
包装-封箱、贴外箱标签
IPQC 巡 检 日 报 表
产品名称:NDQ2A 巡检项目
生产日期:
表单编号:WS-IPQC-A/O
巡检内容
检验数据/结果记录 7:30-11:30 13:30-17:30 18:00-21:30
辅助工序-电机接插件
电机型号规格,电机线长度, 电机线插接位置物料标识、
外观、电批扭力、电批操作、
MCB组件-接线端子组件
接线端子热熔胶,不同颜色导 线对应装配位置。
机构组件-电机固定支架 外观,支架旋铆强度
机构组件-电机组件
电机型号、规格、电批扭力、 电批操作
机构组件-放置MCB组件 MCB组件左右区分
机构组件-放置底板
底板喷塑质量及螺丝紧固质量
机构组件-装底板线路板 线路板线插接的准确性
半机组件-装垫圈
垫圈放置位置正确
半机组件-装限位片
限位片装配位置正确
半机组件-装圆盘
圆盘无缺料
半机组件-装摇臂
传动机构转换无卡滞
半机组件-装接地螺丝 平垫与弹垫位置放置正确
激光打标
型号,规格,打标质量
机构罩壳组装
机构罩壳注塑外观质量
控制器组件组装 塑料手柄装配
电批使用、螺钉规格、控制器
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
直通率
外观位 功能位 CALL/TEST
FQC 半成品位 外观位 功能位 CALL/TEST
FQC 半成品位 外观位 功能位 CALL/TEST
FQC 半成品位 外观位 功能位 CALL/TEST
FQC
总不良率 确认:
总合格率 审核:
总直通率
时间段
线别: 项目
投入数 不良现
象
第一项
不良数
机型: 不良率 投入数
原因
改善措 施
不良现 象 原因
改善措 施
不良现 象原因改源自措 施不良现 象原因
改善措 施
合计
总投入 数 巡检员:
总不良数 PIE分析:
第二项
不良数
IPQC巡检日报表
颜色:
第三项
不良率 投入数 不良数 不良率
日期: 测试站 合格率
半成品位