质量问题处理表
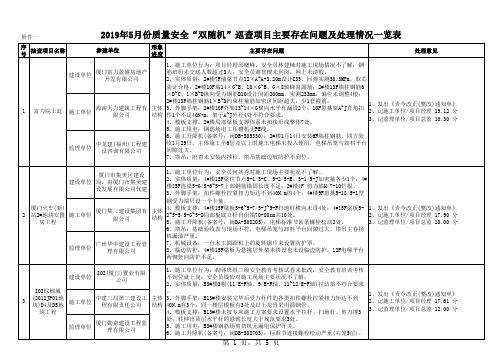
质量安全问题汇总表
建设单位 局,由厦门市集美建
设发展有限公司代建
1、实体质量:8区块地下室顶板一处存在渗水现象;20区块负一层D1-21/D1-T轴
7
集美北部新城 区中央公园项
目
施工单位
福建建工集团有限责 任公司
装饰 装修
、D1-32/D1-U轴柱根部存在蜂窝孔洞现象;D1-23~D1-26/D1-U~D1-S轴顶板存在 裂缝渗水现象。 2、外脚手架:15区块天井处开口型架体端头未按要求设置连墙件(1处);天井处 脚手架主节点处小横杆缺失(1处);;外架扣件安装完毕后受力杆件的各类扣件
层建筑结构拉结。
监理单位
厦门天和项目管理投 资咨询有限公司
5、施工用电:钢筋场弯曲机2台无PE线。 6、塔式起重机(备案号:闽DA-T04056):塔吊标准节未标注生产日期1节。
厦门市集美区建设局
建设单位 、由厦门市集美建设 发展有限公司代建
1、实体质量:2#楼15F剪力墙2C-F/2C-6、2A-4/2A-F、2B-5/2B-D 根部砼缺陷各 1处共3处;21F剪力墙2B-D/2B-5主筋3根偏位1.2cm;2C-2/2C-C主筋4根偏位
验证合格;2#楼10F墙14×G~B、10×G~B、G×8轴蜂窝露筋;2#楼13F墙柱钢筋6
×D~C、1×B~D纵向受力钢筋D10设计间距200mm,实测233mm,偏位未调整4根;
1
富力院士廷
施工单位
海南天力建筑工程有 限公司
2#楼13F墙柱钢筋1×B~D约束柱箍筋加密区间距超大,少1套箍筋。 主体 3、外脚手架:2#楼10F外架13~14×G横向水平杆漏设2个;10F悬挑架A~J直角扣 结构 件1个不足40N•m,架子A~J外径4处不符合要求。
质量问题整改情况统计分析表
质量问题整改情况统计分析表1. 引言本文档旨在统计和分析质量问题整改情况,以便更好地了解和改进质量管理措施。
2. 数据收集为了获取准确的数据,我们对以下方面进行了数据收集:- 质量问题发生的部门或领域- 质量问题的类型(例如:设计缺陷、制造问题、材料问题等)- 质量问题的紧急程度(例如:严重、一般、不紧急)- 质量问题的原因分析- 整改措施的执行情况- 整改后的质量情况3. 数据统计与分析基于收集的数据,我们进行了如下统计与分析:3.1 质量问题的部门/领域分布我们对质量问题发生的部门或领域进行了统计,以了解质量问题的分布情况。
统计结果显示如下:3.2 质量问题类型分布我们对质量问题的类型进行了统计,以便了解不同类型问题的出现频率。
统计结果如下:3.3 质量问题紧急程度分析我们对质量问题的紧急程度进行了分析,以便更好地了解问题的处理优先级。
统计结果如下:3.4 质量问题原因分析我们对质量问题的原因进行了分析,以便找出问题产生的根本原因并采取相应的改进措施。
原因分析结果如下:- 设计缺陷:主要原因为设计细节不完善和沟通不畅。
- 制造问题:主要原因为操作工人技能不足和生产设备不稳定。
- 材料问题:主要原因为供应链管理不到位和材料选择不当。
3.5 整改措施执行情况对于每个质量问题,我们制定了相应的整改措施,并对整改情况进行了统计。
整改措施执行情况如下:- 问题数量:50- 已完成整改:40- 未完成整改:103.6 整改后的质量情况在完成整改后,我们对质量问题进行了复查,并统计了整改后质量情况。
质量情况如下:4. 结论与建议基于以上统计和分析结果,我们得出以下结论和建议:1. 部门A和部门B的质量问题较多,需要加强质量管理措施和培训。
2. 设计缺陷和制造问题是最主要的质量问题类型,应重点解决。
3. 对严重和一般紧急程度的问题要给予优先处理。
4. 加强供应链管理,避免材料问题的发生。
5. 提高整改措施的执行效率,确保及时完成整改。
XXX公司质量问题解决表
报告
编号:问题出现次数
何类问题
在线仓库收货区总数
第一次
√
外观入厂检验√
检查400
装配生产线第二次尺寸模具压生产线
不合最终检验其他
性能发货检验
可疑
售后
其他
√
供应商名称:适用零件名称:
零件号:
不合格品名称:
规格型号:√不合格品主要问题描述及验证(附照片) :
检验员/日期:审核/日期:
批准/日
(以上部分由XXX 填写并递交至供
初步答复 :
(由供应商填写并在收到本通知11.已采取的短期纠正措施:
2.不合格品的处置 :
3.新合格品发运日期:
4.可疑数量:
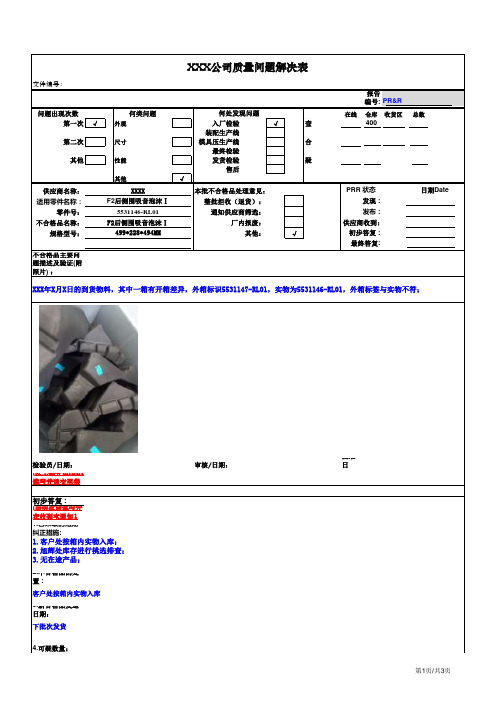
XXX公司质量问题解决表
1.客户处按箱内实物入库;
2.旭辉处库存进行挑选排查;
3.无在途产品;
客户处按箱内实物入库下批次发货最终答复:
XXX 年X 月X 日的到货物料,其中一箱有开箱差异,外箱标识5531147-RL01,实物为5531146-RL01,外箱标签与实物不符;
F2后侧围吸音泡沫Ⅰ厂内报废:
供应商收到:499*228*494MM
其他:
初步答复 :F2后侧围吸音泡沫Ⅰ
整批拒收(退货):发现 :5531146-RL01通知供应商筛选:
发布 :文件编号:
PR&R
何处发现问题XXXX
本批不合格品处理意见:PRR 状态
日期Date。
质量问题纠正措施表

质量问题纠正措施表
责任单位:完成时间:
质量问题事实摘要:
车辆无法满足新GB7956
原因分析及纠正情况:
原因1:技术人员、工艺人员、操作人员、质检人员等对新国标不熟悉
2:相关设计、质检、工艺文件,未针对新国标更新
纠正措施:
1:组织技术、工艺、操作、质检人员对新GB7956进行培训学习
2:在以后新产品设计和需要认证检测的重大变形产品设计制作中逐步更新不符合新国标的相关文件举一反三检查情况(针对全部体系范围):
对纠正措施有效性的验证:
组织对技术、工艺、操作、质检人员对新GB7956进行培训学习
验证人:日期:
责任单位:日期:
质量问题纠正措施表
责任单位:完成时间:
质量问题事实摘要:
拖臂钩箱体滚轮轴太细,易卡死,造成不滚和跑偏
原因分析及纠正情况:
原因1:滚轴销子脱落,滚轮轴心致使定位不准,出现不滚和跑偏
纠正措施:
1:在以后生产中,对销子进行电焊处理。
举一反三检查情况(针对全部体系范围):
对纠正措施有效性的验证:
已解决问题,实验成功。
验证人:日期:
责任单位:日期:。
制造业质量问题报告表

制造业质量问题报告表报告表编号: XXX-2022报告日期: 2022年10月31日报告人: XXX(注意:以下内容为模拟报告表,与真实情况无关)一、问题概览1. 问题描述在制造过程中发现以下质量问题:- 产品A的尺寸超出规定范围;- 产品B的外观出现瑕疵;- 产品C的功能测试不通过。
2. 问题原因经过初步的调查和分析,初步判断以下原因导致了上述质量问题:- 产品A的生产线设备出现故障,导致尺寸控制不准确;- 产品B的外观检验过程存在疏忽,未能及时发现瑕疵;- 产品C的功能测试程序存在漏洞,无法全面检测产品功能。
二、问题解决方案1. 产品A尺寸超出规定范围的问题解决方案- 检修并调整生产线设备,确保尺寸控制准确;- 加强对尺寸的监控,设立尺寸抽检环节,减少尺寸超差产品的出厂率。
2. 产品B外观瑕疵问题解决方案- 加强对外观检验的培训,提高员工的检验技能;- 定期对外观检验工作进行质量抽查,及时纠正发现的问题。
3. 产品C功能测试不通过问题解决方案- 优化功能测试程序,增加测试用例的覆盖范围,从而提高产品功能的全面性;- 加强对测试设备的维护和校准,确保测试结果的准确性。
三、预防措施为了避免类似问题再次发生,需要采取以下预防措施:1. 定期对生产设备进行维护和保养,确保其正常运行和精确控制;2. 加强员工培训,提高其质量意识和操作技能;3. 定期开展内部质量审核,及时发现和纠正潜在问题;4. 引进先进的质量管理工具和技术,优化生产流程,提高质量控制效果。
四、改进效果评估为了评估改进措施的效果,将采取以下措施:1. 进行尺寸抽检和外观检验的统计,比较改进前后的差异;2. 对产品功能进行全面测试,评估改进措施对产品质量的影响。
五、结论通过以上的问题分析和解决方案提出,相信能够有效改善制造业质量问题,提升产品质量稳定性。
为了持续改进,建议在实施改进措施后进行定期的质量回顾和评估,确保质量问题得到彻底解决。
产品质量问题处理表

产品质量问题处理表日期:_______________产品名称:_______________产品批次:_______________问题描述:_______________处理过程:1. 收到质量问题反馈后,立即确认问题的具体描述和影响范围。
2. 将问题记录在质量问题处理表中,并填写日期、产品名称和产品批次等必要信息。
3. 进行问题排查,确定问题的根本原因,并分析问题发生的可能原因。
4. 制定解决方案,包括采取哪些措施来解决产品质量问题,并确保问题不再出现。
5. 实施解决方案,按照预定计划进行操作。
确保质量控制措施得以执行并获得预期效果。
6. 统计处理过程中产生的成本,包括人力、物力和时间成本等。
7. 定期进行质量评估,记录解决方案的有效性和改进措施的落实情况。
处理结果:1. 列出处理后的问题详情,包括解决的方案、实施过程和结果。
2. 统计问题处理所产生的成本。
3. 评估解决方案的有效性和改进措施的落实情况。
改进措施:1. 针对产品质量问题的经验教训,提出相应的改进措施和建议。
2. 确定质量管理体系中的薄弱环节,并针对性地进行改进和加强。
3. 加强员工的质量意识培训,提高对产品质量问题的预防和处理能力。
总结:产品质量问题处理表的编制和使用对于企业提高产品质量和服务水平具有重要作用。
通过建立完善的问题处理体系,能够及时有效地发现和解决产品质量问题,为客户提供满意的产品和服务。
注意事项:1. 填表人员需要仔细核对相关信息的准确性和完整性,确保问题的描述清晰准确。
2. 所有填写的内容要规范、清晰,确保信息传达的准确性。
3. 在填写表格时,需要根据具体情况对字数进行适当增减,以保证表格整洁美观。
以上是针对产品质量问题处理表的一般性描述和流程,具体格式和内容可以根据实际情况进行调整和修改。
通过合理运用产品质量问题处理表,企业能够及时解决和预防产品质量问题,提升客户满意度,提高企业的市场竞争力。
现场质量问题处理解决表

料与骨架脱离。
分析人:
验证人:
纠正措施 方案
纠正措施 实施效果
验证 预防措施
实施
3、9点方向改变喷脱模剂枪角度,由原来3、9点横扫改为45度角 纠正措施实
喷,按键平台不再喷脱模剂。
施
制定人:
从5月23号日开始实施此方案。操作员工现场培训
截止6月13日前,该措施实施已生产两批共300件产品,经验证,产品均合格,措施有效。
6月22日前更新PFMEA、控制计划及作业指导书
实施责任人
实施验证 人
验证人: 关闭状态 □ OK
现场操作 培训人员
名单
批准:
编制:
表单号:JL/QR07-45A 产品名称
发现问题 现场
装配线
现场质量问题处理解决表
发现时间
影响程度
编号: 质201405001
发生频度
5%
问题实际 存在工序
临时措施方 案
临时措施 验证
临时措施 实施要求
清查现场库存品,按照临时方案实施
实施责任人 及完成时间
临时措施执 5.22日经清查,库存品共计7件,全部按照要求执行。
行情况
执行人:
问题图片 及说明
发泡处理骨架时,
说明:红框所示范围内出 现发泡体与骨架本体脱离
现象。
原因分析/分 析人
为使3、9点按键处 多余发泡料易清 原因验证
除,脱模剂喷在了 /验证人 该部位 部位10件,产品OK;使用脱 模剂喷涂此部位3件,全部
出现该现象。
质量问题处理审批表

编号:20150101
顾客名称
项目名称
成品名称
产品型号
回复建议
1.
2.
3.
质检部部长签字/日期:
合规部
签字
技术副总经理签字
总经理
签字
备注
填表说明:
1.此表由质检部在《反馈处理报告》批准后填写审批,作为向顾客回复的依据;
2.此表审批过程中须后附签批完的《反馈处理报告》;
3.因公司责任造成赔偿的,一万元以内由技术副总经理批复,一万元以上由总经理批复执行;
4.回复内容涉及法律法规问题的,须经合规部审批;
5.回复顾客后,此表存档,相关工作由质检部跟踪落实。