模具零件清单
模具主要零配件、项目名称及功能
模具主要零配件、项目名称及功能导柱(边钉、GP、定位销DP)--可分为普通型导柱(直边)和有托导柱(托边),起定位导向作用,保证各类机构在工作过程中定位导向。
一般硬度为HRC58~62导套(胚司)--可分为直司(BB套)和托司(BA套),起定位导向作用,配合导柱一起使用。
顶柱(EP/RP、回针、回程柱、回位销)--保持顶针板活动顺滑,并确保顶针回复原位。
中导柱(中GP针板边、EGP)--用做顶针板定位之用,承托顶针板的重量,使顶出及回复时更顺畅,保证顶针能正确垂直的顶出制品。
中导套(中BA、EGP)--配合中导柱一起使用,运用中导套设计使顶针板定位更加精确。
拉杆(水口边、SP)--承托上模重量,限制上夹板(定模面板)、水口板、A板之间的行程。
挡圈(水口介子)--固定在拉杆的末端,作用是限制上夹板、水口板、A板的行程距离,防止A板脱落浇口套(唧咀)是一个与注塑机连接的配件,塑胶料从此通道注入模内。
一般硬度为HRC53~58浇口套也就是模具浇注系统的主流道。
定位环(法兰)--用作模具与啤机容易对准和定位。
顶针将成品从模芯顶出,达到脱模的目的。
司筒(顶管)--将成品从模芯顶出,作用与顶针相同,但一般用于制品中心带有细孔的圆柱时的脱模.司筒针--用于制品的柱位孔成型,配合司筒使用,并不是脱模用途.撑头(SP)--承托B板,减少因注塑时受压变型.垃圾钉(ST)--承托着顶针板,由于它面积较少,可防止垃圾积在上面,令顶针板不平或变形.运水孔--用于对模具的有效冷却,使模温保持在一定的范围内.喉咀--安装在模具运水孔上,用来连接啤机的冷却水喉,一般用黄铜制成.拉料杆--1、分流道拉料杆:因分流道中所存的塑料不易脱落,便于开摸系时冷料脱模。
2、浇口拉料杆:在开模时从浇口套内拉出主流道凝料使与注塑机喷嘴分离,一般都设在冷料穴的尽端,拉料杆直径等于、浇口内孔大端的直径,以便于沟住冷料。
拉料杆一般由注塑机顶出机构的顶板带动,拉料杆孔不倒角,深度要求严格.分流锥--分流道较多时采用。
模具主要零配件、项目名称及功能
导柱(边钉、GR定位销DP)——可分为普通型导柱(直边)和有托导柱(托边),起定位导向作用,保证各类机构在工作过程中定位导向。
一般硬度为HRC58~62导套(胚司)------可分为直司(BB套)和托司(BA套),起定位导向作用,配合导柱一起使用。
顶柱(EP/RR回针、回程柱、回位销)——保持顶针板活动顺滑,并确保顶针回复原位。
中导柱(中GP针板边、EGP ------用做顶针板定位之用,承托顶针板的重量,使顶出及回复时更顺畅,保证顶针能正确垂直的顶出制品。
中导套(中BA、EGP ------配合中导柱一起使用,运用中导套设计使顶针板定位更加精确。
拉杆(水口边、SR ——承托上模重量,限制上夹板(定模面板)、水口板、A板之间的行程。
挡圈(水口介子)——固定在拉杆的末端,作用是限制上夹板、水口板、A 板的行程距离,防止A板脱落浇口套(唧咀)是一个与注塑机连接的配件,塑胶料从此通道注入模内。
一般硬度为HRC53~58^ 口套也就是模具浇注系统的主流道。
定位环(法兰)------用作模具与啤机容易对准和定位。
顶针将成品从模芯顶出,达到脱模的目的。
司筒(顶管)-----■#成品从模芯顶出,作用与顶针相同,但一般用于制品中心带有细孔的圆柱时的脱模.司筒针------用于制品的柱位孔成型,配合司筒使用,并不是脱模用途.撑头(SP)- 承托B板,减少因注塑时受压变型.垃圾钉(ST) -----承托着顶针板,由于它面积较少,可防止垃圾积在上面,令顶针板不平或变形.运水孔------用于对模具的有效冷却,使模温保持在一定的范围内.喉咀------安装在模具运水孔上,用来连接啤机的冷却水喉,一般用黄铜制成.拉料杆------1、分流道拉料杆:因分流道中所存的塑料不易脱落,便于开摸系时冷料脱模。
2、浇口拉料杆:在开模时从浇口套内拉出主流道凝料使与注塑机喷嘴分离,一般都设在冷料穴的尽端,拉料杆直径等于、浇口内孔大端的直径,以便于沟住冷料。
最全的模具配件中英文零件名称-Eddy-181006

序号中文名称英文名称序号中文名称1隔热板Insulation Plate55虎口2面板Top Plate56法兰3水口推板Runner stripper Plate57唧嘴4热流道板Manifold Plate58水口转司5A板 A plate59流道镶件6推板Stripper plate60浇口镶件7B板 B plate61杯头螺丝8托板Support Plate62无头螺丝9方铁Spacer Block63山打螺丝10顶针面板Ejector Retainer Plate64平头螺丝11顶针底板Ejector Plate65波仔螺丝12底板Bottom plate66直顶13模胚Mold Base67扁顶14回针Return Pins68司筒15导套Guide Bushing/self-lubricating69司筒针16导柱Leader pin/Guide pillar/with/outoil grooves70顶针17中托司Ejector Guide pin/guidedejection pins71托针18中托套Ejector Guide Bushing/Brass、Bronze guide bush/selflubricating/Guide bush for ballguiding unit/recirculating ballbushing72撑头19中托司(整套)Ejector Guide Bushing andpin/Guide unit/Ball guide unitwith collar(滚珠中托司)73齿轮20垃圾钉Stop pins74齿条21限位块Limited Block75齿轴22环保章recycle stamp76链23日期章Date stamp77链条24前模仁Cavity78垫圈25后模仁Core79胶圈26前模镶件Cavity insert80弹弓辅针27后模镶件Core insert81止水塞景荣精密(深圳)模具)模具有限公司。
模具各零件总汇
模具各零件的作用总汇1、唧咀(浇口套):与啤机射嘴直接接触,啤机射胶时须经过唧咀才进入模芯;2、定位环(圈):用于模具上啤机(模架)时方便对位;3、面板:与底板共同支撑整套模具;4、顶针保护开关:在顶针板未退回到位时,开关未接通,此时线路断开,前后模不能合模,从而保证前模不会因顶针没退到位而撞到顶针,这样避免了模具的损坏;5、顶棍孔:在成形完成后,顶棍推顶针板,顶针板向前推进,从而将产品顶出;6、水口拉杆:用于开模时将水口板拉开,从而使水口易取出;7、导柱:在前后模合模时起到导向作用(共4支);模具中的“导柱”也叫“导向柱”,作用就是导向。
模具的导向装置的作用是引导上模与下模以正确位置对合。
最常见的导向装置就是导柱导套。
8、运水接口:当模具在生产时模具温度不断升高,运水可让模具在一个恒温下生产,从而保证产品的稳定性;9、斜导柱:在开模时若行位的弹簧不起作用时,则斜导处会带动行位向后退出(斜导处固定在前模上的)又叫斜边或弯销:用作动滑块做反复运动;10、铲机:在合模时依靠斜面将行位向前推进,铲机固定在前模上(铲机与行位的配合面为斜面);11、行位:装于后模上;12、行位垫片:用于增加行位的耐磨性;(产品有扣位,所以需要做行位)13、回针:在顶针顶出和后退时起导向作用,并保证在前后模合模后,因回针和前模模胚接触,所以可以顶针板退到位(共4支);(产品在顶出时是依靠顶针,斜顶,司筒顶出的)14、司筒针:固定于底板上,顶针板顶出时,司筒针保持不动;在司筒针杯头处锁上一个无头螺丝,无头螺丝的直径视模具的大小而定,如小模具,即取5MM的距离,大模具即10MM。
15、司筒:当产品上有环形骨位,而且骨位的深度比较高,出模时易粘模时,则要考虑做司筒;司筒有顶出作用,司筒是固定在顶针板上的。
16、斜顶:出模时,斜顶沿着斜方向向上顶(角度90°),斜顶出模后,斜顶与产品扣位之间距离要有0.5MM以上,才能保证产品出模不会扣到斜顶;17、司筒(顶管):将产品从模芯顶出,作用与顶针相同,但一般用于制品中心带有细孔的圆柱时的脱模;18、司筒针:用于制品的柱位孔成型,配合司筒使用,并不是脱模用途;19、支撑柱(撑头):承托B板,因注塑时受压变型;从面板底部锁螺丝到B板底部;20、垃圾钉:承托着顶针板,由于其面积较少,可防止垃圾积在上面,令顶针板不平或变形;从顶针板底部画起;21、运水孔:用于模具的有效冷却,使模温保持在一定的范围内;22、喉咀:安装在模具运水孔上的,用来连接啤机的冷却水喉,一般用铜制造;23、拉料杆:A、分流道拉料杆:因分流道中所存的塑料不易脱落,便于开模时冷料脱落;B、浇口拉料杆:在开模时从浇口套内拉出主流道凝料便于与注塑机喷嘴分离,一般在冷料穴的尽端,拉料杆直径等于浇口内径大端的直径,以便沟住冷料;24、滑块:是完成侧面抽芯的重要零件,配合导滑槽使用,用斜导柱带动其进行侧抽芯;25、行位(滑块槽):是滑动横模,一般在制品侧面有凹凸形状时使用,分矩行( T 型槽)和燕尾型,使滑块带动成型芯平稳而准确侧抽芯,其宽度公差可放宽;26、弹簧:起复位作用;27、小拉杆:同拉杆作用相同,起限位作用,为双分型面模具(细水口)中主要配件;28、限位钉(止动块):起限位作用,模架中常用于顶板限位(于B板反面或顶板正面);限位针:限制顶针板的顶出行程;29、排气槽:用于排出模具内本身的空气以及因塑料受热而产生的气体。
模具零件名称中英对照

53 sleeve-pinlok 54 55 56 57 58
31 32 33 34 35 36 37 38 39 40 41 42 43 44
前模模仁 前模仁镶件 前模仁镶针 后模模仁部分 后模模仁 后模模仁镶件 后模模仁镶针 前模行位部分 前模行位镶件 前模行位镶针 前模行位本体 前模行位铲基 前模行位斜导柱 前模行位压块 前模行位耐磨板 后模行位部分 后模行位镶件 后模行位镶针 后模行位本体 后模行位铲基 后模行位斜导柱 后模行位压块 后模行位耐磨板 前模斜顶部分 前模斜顶 前模斜顶脚 前模斜顶导向块 后模斜顶部分 后模斜顶
模具零件名称中英对照表
1 cav-acc 2 cav 3 cav-sub(insert) 4 cav-pin 5 core-acc 6 core 7 core-sub(insert) 8 core-pin 9 fix-sld-acc 10 fix-sld-sub 11 fix-sld-pin 12 fix-sld-body 13 fix-sld-cam 14 fix-sld-angpin 15 fix-sld-guide 16 fix-sld-wear 17 mov-sld-acc 18 mov-sld-sub 19 mov-sld-pin 20 mov-sld-body 21 mov-sld-cam 22 mov-sld-angpin 23 mov-sld-guide 24 mov-sld-wear 25 fix-lif-acc 26 fix-lif 27 fix-lif-leg 28 fix-lif-guide 29 mov-lif-acc 30 mov-lif
fix-mb
42 top-plt 43 str-plt 44 a-plt 45
mov-mb
模具一般零件用料一览表
产品胶料是ABS,PP,H(L)DPE,PC,PA,等 胶料是POM,PVC,等腐蚀性胶料 局部高频处理
14 15 16 17 18 19 20 21 22 23 24 25 26 27 28
挤紧块 垃圾钉 模具限位柱/垫块/压块/挡块 K.O镶件 撑 模 头 脚
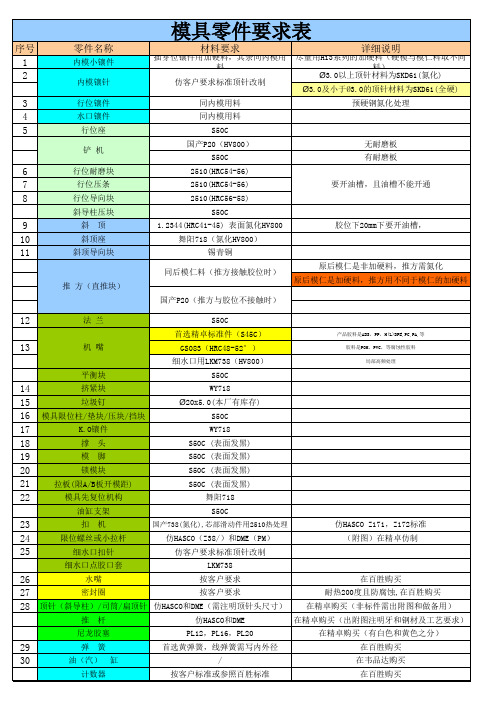
模具零件要求表
序号 1 2 3 4 5 零件名称
内模小镶件 内模镶针 行位镶件 水口镶件 行位座 铲 机
材料要求
仿客户要求标准顶针改制 同内模用料 同内模用料 S50C 国产P20(HV800) S50C 2510(HRC54-56) 2510(HRC54-56) 2510(HRC56-58) S50C 1.2344(HRC41-45) 表面氮化HV800 舞阳718(氮化HV800) 锡青铜 同后模仁料(推方接触胶位时)
胶位下20mm下要开油槽,
原后模仁是非加硬料,推方需氮化 原后模仁是加硬料,推方用不同于模仁的加硬料
推 方(直推块) 国产P20(推方与胶位不接触时)
12 13
法 兰 机 嘴 平衡块
S50C 首选精卓标准件(S45C) GS083(HRC48-52°) 细水口用LKM738(HV800) S50C WY718 Ø 20x5.0(本厂有库存) S50C WY718 S50C (表面发黑) S50C (表面发黑) S50C (表面发黑) S50C (32 33 34 35 36 37 38
行程开关 直身锁 锥度锁 热流道板 隔热板 防尘板 销钉 齿轮轴 齿轮,齿条
1) 以上材料除客户指定外,暂按此执行(2012-05-12) 备 注:
锁模块 拉板(限A/B板开模距) 模具先复位机构 油缸支架 扣 机 限位螺丝或小拉杆 细水口扣针 细水口点胶口套 水嘴 密封圈 推 杆 簧 缸
模具各零件的作用总汇

模具各零件的作用总汇零件作用1、唧咀(浇口套):与啤机射嘴直接接触,啤机射胶时须经过唧咀才进入模芯2、定位环(圈):用于模具上啤机(模架)时方便对位;3、模板:与底板共同支撑整套模具;4、顶针保护开关:在顶针板未退回到位时,开关未接通,此时线路断开,前后模不能合模,从而保证前模不会因顶针没退到位而撞到顶针,这样避免了模具的损坏;5、顶棍孔:在成形完成后,顶棍推顶针板,顶针板向前推进,从而将产品顶出;6、水口拉杆:用于开模时将水口板拉开,从而使水口易取出;7、导柱:在前后模合模时起到导向作用(共4支);模具中的“导柱”也叫“导向柱”,作用就是导向。
模具的导向装置的作用是引导上模与下模以正确位置对合。
最常见的导向装置就是导柱导套。
8、水路接口:当模具在生产时模具温度不断升高,运水可让模具在一个恒温下生产,从而保证产品的稳定性;9、斜导柱:在开模时若行位的弹簧不起作用时,则斜导处会带动行位向后退出(斜导处固定在前模上的)又叫斜边或弯销:用作动滑块做反复运动;10、铲机:在合模时依靠斜面将行位向前推进,铲机固定在前模上(铲机与行位的配合面为斜面);11、行位:装于后模上;12、行位垫片:用于增加行位的耐磨性;(产品有扣位,所以需要做行位)13、回针:在顶针顶出和后退时起导向作用,并保证在前后模合模后,因回针和前模模胚接触,所以可以顶针板退到位(共4支);(产品在顶出时是依靠顶针,斜顶,司筒顶出的)14、司筒针:固定于底板上,顶针板顶出时,司筒针保持不动;在司筒针杯头处锁上一个无头螺丝,无头螺丝的直径视模具的大小而定,如小模具,即取5M M的距离,大模具即10MM。
15、司筒:当产品上有环形骨位,而且骨位的深度比较高,出模时易粘模时,则要考虑做司筒;司筒有顶出作用,司筒是固定在顶针板上的。
16、斜顶:出模时,斜顶沿着斜方向向上顶(角度90°),斜顶出模后,斜顶与产品扣位之间距离要有0.5MM以上,才能保证产品出模不会扣到斜顶;17、司筒(顶管):将产品从模芯顶出,作用与顶针相同,但一般用于制品中心带有细孔的圆柱时的脱模;18、司筒针:用于制品的柱位孔成型,配合司筒使用,并不是脱模用途;19、支撑柱(撑头):承托B板,因注塑时受压变型;从面板底部锁螺丝到B 板底部;20、垃圾钉:承托着顶针板,由于其面积较少,可防止垃圾积在上面,令顶针板不平或变形;从顶针板底部画起;21、运水孔:用于模具的有效冷却,使模温保持在一定的范围内;22、喉咀:安装在模具运水孔上的,用来连接啤机的冷却水喉,一般用铜制造;23、拉料杆:A、分流道拉料杆:因分流道中所存的塑料不易脱落,便于开模时冷料脱落;B、浇口拉料杆:在开模时从浇口套内拉出主流道凝料便于与注塑机喷嘴分离,一般在冷料穴的尽端,拉料杆直径等于浇口内径大端的直径,以便沟住冷料;24、滑块:是完成侧面抽芯的重要零件,配合导滑槽使用,用斜导柱带动其进行侧抽芯;25、行位(滑块槽):是滑动横模,一般在制品侧面有凹凸形状时使用,分矩行(T 型槽)和燕尾型,使滑块带动成型芯平稳而准确侧抽芯,其宽度公差可放宽;26、弹簧:起复位作用;27、小拉杆:同拉杆作用相同,起限位作用,为双分型面模具(细水口)中主要配件;28、限位钉(止动块):起限位作用,模架中常用于顶板限位(于B板反面或顶板正面);限位针:限制顶针板的顶出行程;29、排气槽:用于排出模具内本身的空气以及因塑料受热而产生的气体。
模具零件编码表

版本: A00更新时间: 2007.11.25类别子类序号编号范例零 件 名 称备 注1FCAB01前模仁(Cavity block)2FCIC01前模镶件(Cavity insert core)3FCIP01前模镶针(Cavity insert pin)4FCIW01楔形压紧块(Insert wedge)5FCLB01前模定位镶块(Cavity lock block)6FCCB01前模运水接块(Cooling block)7FCAP01前模调整板(Adjust plate)7FCWC01前模线割件(Wire cut part)1FMAP01A板(A plate)2FMST01水口板(Stripper plate)3FMTC01上固定板(Top clamp plate)4FMRP01顶针面板(Ejector retainer plate)5FMEP01顶针底板(Ejector plate)6FMSP01托板(Support plate)7FMBP01座板(Base plate)8FMSB01方铁(Space block)1FSBD01行位(Slide body)2FSIC01行位镶件(Slide insert core)3FSIP01行位镶针(Slide insert pin)4FSGR01行位压条(Guide rail)5FSWW01铲机耐磨块(Wedge wear plate)6FSSW01行位背面耐磨块(Side wear plate)7FSBW01行位底面耐磨块(Bottom wear plate)8FSCK01行位导滑块(Center guide key)9FSWB01锁紧块(铲机)(Wedge block)10FSAB01压块(Attach block)11FSSB01挡块(Stopper block)12FSAP01斜导柱(Angular pin)13FSAG01斜导滑块(Angular guide block)14FSLB01连接块(Link block)1FALF01斜顶(Lifter)2FACO01斜顶块(Angular core)3FAGH01斜顶导滑槽(angular guide housing)4FASU01斜顶滑动块(angular slide unit)5FAGP01斜顶导滑板(angular guide plate)6FALP01斜顶边接杆(Angular link pin)7FAIC01斜顶镶件(Angular insert core)8FAIP01斜顶镶针(Angular insert pin)9FASP01间隔套(Space pipe)1FEPN01顶针(Ejector pin)2FEBD01扃顶针(Eejector brade)3FESL01司筒(Ejector sleeve)4FEIP01司筒内针(sleeve inside pin)5FECO01顶块(Ejector core)定模部分模仁相关行位相关斜顶相关Plastic mould Part List模 具 零 件 一 览 表模胚相关顶出相关版本: A00更新时间: 2007.11.25类别子类序号编号范例零 件 名 称备 注Plastic mould Part List模 具 零 件 一 览 表分顶出相关标。