装配线开线点检表
装配首件检验点检表(装配品质专用)

11
生产时装配线是否按SOP要求使用防呆防混料检具/销钉垂直度检具全 检适配产品
12
待装配区是否只有一个编码的产品?易混物料、相似型号是否实施物 理隔离后分开生产?
备注:1、此表由装配品质班长线长或指定专人进行点检,点检时符合要求在“OK”栏填写“OK”;不符合要求在“NG”栏填写“NG”,同时在“异常情况描述”栏填写具体NG情况。 2、首件点检按要求确认合格后,由品质部LQC对首件样品进行确认按首件样品进行检验,发现异常情况,品质部有权停线,要求生产线整改OK后再生产。 3、对于生产线首件异常情况,必须由品质部组长级以上人员跟踪异常情况的处理结果,首件检验确认合格后方可进行开线生产。
首检人签名:
审核签名:
装配首件检验点检表
装配线号: 线
年/月/日果 OK NG
1
首件检验前首先确认测量工具是否良好/销钉垂直度检验工装是否损坏 或丢失,检验合格标签是否在校验有效期内
2
首件检验前首先确认装配产线物料版本号是否与最新版本物料结构一 致/版本号一致/ECN变更设变要求相符一致,
准备装配开线生产产品的SOP/SIP是否为最新有效版本,对变更位置是
3 否描述清楚,SOP/SIP是否与图纸要求/质量控制要点要求不一致的地
方
4
首件检验时是否按【质量控制要点】/【开模会议纪要】/其它技术要 求进行一一核对确认
5
首件检验时按2D图纸确认不清楚的位置是否找装配品质工程师/项目工 程师看3D图纸进行再次确认
6
试制物料第一次及量产物料第一次是否找对应品质工程师/项目工程师 进行首件检验确认,工程师与你本人首件确认是否一致
7
单独打包的附件装配生产是否按客户要求核对附件型号/图号/包装方 式一致
设备工装点检管理制度(含表格)

设备、工装点检管理制度(ISO9001-2015)1.0目的本制度规定了设备、工装点检的管理规范。
适用于生产、试验等对使用可靠性要求较高的设备及生产线在线工装,以及公用动力设备的预防维修管理,不适用于生活设备和公共设施。
2.0术语和定义下列术语和定义适用于本文件:2.1专业点检以维修工为主开展的设备点检活动,这些点检包含设备、工装比较深层的,需要一定的专业技能和专业工具才能开展的点检。
2.2自主点检以操作工为主开展的设备点检活动,这些点检包含设备、工装表层的状态、作业安全性、质量重点关联项目等,不需要维修专业技能和专业工具就能开展的点检。
2.35W2H编制基础作业标准的基本要素。
5W指出作业内容(What)、部位(Where)、周期(When)、责任人(Who)、为什么(即作业内容选择)(Why)、量化标准(How much)、方法(How)。
3.0点检的分类3.1自主点检3.1.1自主点检以操作工人为主体。
3.1.2自主点检内容主要是设备外表层面和环境状态(设备外观、安全、质量等相关)的缺陷和不良的检查、排除,不应解体设备和从事带电作业。
3.1.3自主点检内容应由维修人员指导和确认。
3.1.4根据操作工对自主点检掌握情况,可以逐步加深自主点检作业层次,但不涉及需要特殊资质才能进行的作业。
3.2专业点检3.2.1专业点检以维修人员为主体。
3.2.2专业点检针对设备外部、内部状态缺陷和不良进行全面且深入的检查和恢复。
3.2.3维修人员点检的内容和技术方法由设备技术员指导和确认。
4.0点检文件编制4.1设备点检文件分类a)点检基准卡:定义设备、工装点检作业部位、内容、周期、判断标准、方法等。
b)点检记录表:记录点检作业的实际内容和检查结果。
c)作业要领书:指导点检人员完成复杂的点检作业。
4.2作业内容4.2.1作业内容来源a)设备说明书上推荐的项目;b)设备保养过程中发现的,易造成设备劣化的设备自身或环境缺陷、不良;c)设备故障暴露的应重点关注的薄弱点;d)按维修经验积累判断应予关注的项目;e)按法规应重点进行日常检查的项目。
装配线开线点检表

产品名称:
日期 : 时间:序号
点 检 内 容点检人签名备 注
1
余留物料是否清出产线,余留物料清点出数量并整理、标识摆放在退料区2
不良品或报废品是否清出作业区,重工品或报废品要放置在不合格品区或报废区3
上次生产的治具、工具、SOP是否清出产线5
6
电批、气批力矩是否经过校验,力矩是否符合对应SOP要求7
螺丝胶是否与客户要求一致,胶水不可点在塑胶件上,避免与塑胶件发生化学反应。
8
上线物料有无防护措施,产品包装有无品质PASS章,外观有无表面不良现象11
上线物料:五金件、塑胶件,包材、标签、印刷品等是否按生产计划成套发放12
核实剩余物料与产出数量总和是否与领料数量相等13
核对标签、印刷品(彩盒、外箱、说明书、保修卡、墙卡、展示盒)文字内容是否与SOP要求一致14
核对螺杆、铆钉规格是否符合SOP要求17
配件是否符合S OP 和图纸要求,电子称上、下限数值设定是否有效防止漏件报警18检查包装材料:彩盒、外箱、滑拖板、天盖有无破损或脚印不良现象。
装配线开线点检表
备注:1、换线或新产品PFA都需点检
2、点检结果符合打“√”,不符合打“×”;
3、产线非因漏装情况下多余物料,需经LQC判定贴合格标签后返回仓库
点检结果。
装配连接器生产流程(工厂流程图)
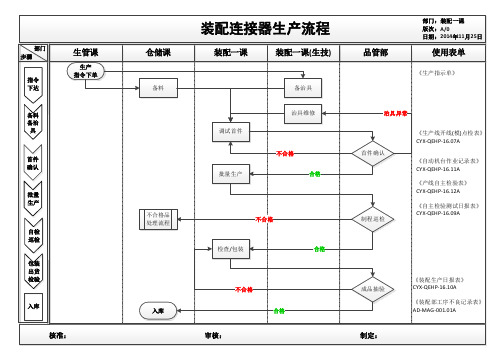
指令 下达
备料 备治
具
生管课
生产 指令 下单
首件 确认
批量 生产
自检 巡检
包装 出货 检验
入库
核准:Biblioteka 仓储课备料不合 格品 处理 流程
入库
装配连接器生产流程
装配一课
装配一课(生技)
调试 首件 批量 生产
备治 具 治具 维修
不合 格 合格
不合 格 检查/包装
合格
不合 格
合格
审核:
品管部
部门 :装配 一课 版次:A/0 日期:2014年11月25日
成品 抽验
制定:
《装配 生产日 报表》 CY X-QEH P-16.10A
《装配 部工序 不良记 录表》 AD-MAG-001.01A
使用表单
《生产 指示单 》
治具 异常
首件 确认 制程 巡检
《生产 线开线 (模)点检 表》 CY X-QEH P-16.07A
《自动 机台作 业记录 表》 CYX-QEHP-16.11A
《产线 自主检 验表》 CY X-QEH P-16.12A
《自主 检验测 试日报 表》 CY X-QEH P-16.09A
配件厂安全资料装配车间设备点检表

序号
隐患排查项目
隐患排查日期
:年户
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
1
机床接地良好,照明灯使用安全电压
2
急停开关可靠有效
3
电控系统电器、线路无异常、无异味,电气线路套管防护
4
设备底座等设备机件安装牢固、可毒,设备基础良好
备注
排查出的问题或隐患描述
设备设施名称:钻床
岗位排查人员:
填表说明:各岗位员工每日对照表格项目进行检查,合格打“J”,不合格打“X”,在备注栏中记录问题或隐患情况,并及时汇报、处理。
岗位员工每日隐患排查记录表
序号
隐患排查项目
隐患排查日期:年月
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
பைடு நூலகம்30
31
1
安全防护罩状态完好,固定牢固
2
机床接地良好,照明灯电源线采用安全电压
3
砂轮不能有裂纹,按要求装夹砂轮片。
4
挡板紧固,间隙不超3-5克米。
5
4M点检表(新)

侯海勇潘磊磊郭世军郭世路潘永华田飞郝昭杨光军赵玲玲发现玩手机等与工作无关的事情扣5分发现一人未穿扣5分(新员工除外)未按要求处理的一次扣5分发现未分类退仓库的一次扣5分发现封样与产品不一致的扣5分发现设备表面有油渍、灰尘的扣5分发现未一个流生产扣5分填写马虎、内容不完整的扣5分,不张贴不填写的扣5分发现一处扣5分下面没有散落垃圾,上面没有多余物料,发现一处扣10分发现水杯等与工作无关的物品扣5分发现一处扣5分发现未及时清理扣5分发现未放指定区域扣5分发现脏乱,未摆放整齐扣5分发现一处扣10分发现未按规章制度处理扣5分发现一处扣5分⑿放绳区是否干净,框子是否摆放整齐发现一处扣5分装配车间现场检查标准区分要求事项要求事项检查要求1人①作业时间内不得做与工作内容不相关的事情②员工有无穿厂服上班(新员工除外)2物①线内不良品要求及时处理(每天1次)②线内多余尾料是否及时分类退仓库(换型前)③首件封样是否与在线生产产品一致3设备①设备是否清洁(无灰尘、油污)②是否一个流生产②生产管理板各种表单要求全部张贴、正确填写5现场2S ①地上有无掉落垃圾、生产废料、油污等②流水线上面、流水线下面要求保持清洁③生产线只能放置与生产相关的物品⑾外围铁架放置区铁架是否摆放整齐且有无其他不相关物品堆放备注:总分100分,所扣款项均有照片为证。
检查结果装配一车间④物料、物料框有无摆放整齐(歪放,横竖不统一,叠放不整齐,堆料太多等等)⑤生产垃圾桶是否每天及时清理倒掉⑥清洁工具是否放在指定区域⑧周转区是否地面干净整洁,物料、半成品摆放是否整齐⑨车间主通道,消防通道是否畅通、消防栓是否堵塞⑩有缠绕膜的空铁架、空推车必须将缠绕膜撕掉放在指定区域待搬运工拉走。
PL工程点检表(以此为准)

图片记录 图片记录 图片记录 图片记录 图片记录 图片记录 图片记录
图片记录 图片记录
检查结果 检查结果 检查结果 检查结果 检查结果 检查结果 检查结果 检查结果 检查结果 检查结果 检查结果 检查结果 检查结果 检查结果 检查结果 检查结果 检查结果 检查结果 检查结果 检查结果
图片记录 图片记录
总装 作业 两器固定
两器 安装
接地线
-
确认接线柱表面清洁. 确认两器罩壳装配与两器端子无干涉. 确认两器规格与产品要求一致. 确认两器罩壳装配后线束无挤压现象. 确认出线部位基本绝缘的防护与固定结构. 确认两器安装盒材料阻燃等级与产品要求一致. 确认两器安装盒固定强度 确认两器固定结构 确认压缩机两器防水结构 确认压缩机外壳接地线标识. 确认压缩机安装板接地线标识. 确认电源线进行单独固定. 确认接地线自然的松弛状态. 确认接地线无干涉情况. 确认接地线固定以外的固定结构.
补偿加热丝应完全密封贴覆,无干涉,无损坏,无变形等情况 如铝箔部分贴覆在内胆表面,铝箔厚度必须达到70um以上 加热丝跨管部分应完全密封,能避免泡液进入
温控器预埋盒有无阻燃等级标识?阻燃等级是否满足(UL认证区域5VA,其它区域V0) 照明灯预埋盒有无阻燃等级标识?阻燃等级是否满足(UL认证区域5VA,其它区域V0) 门灯开关预埋盒有无阻燃等级标识?阻燃等级是否满足(UL认证区域5VA,其它区域V0) 主控板预埋盒有无阻燃等级标识?阻燃等级是否满足(UL认证区域5VA,其它区域V0) 变频板预埋盒有无阻燃等级标识?阻燃等级是否满足(UL认证区域5VA,其它区域V0) 出线部位应该有软性结构设计避免线束折弯风险 线束出线部位基本绝缘应有护套等防护设计 线束穿出部位应进行密封设计,避免泡液进入 线束固定后应该避开照明灯表面 线束固定后与结构件应该无挤压 有无阻燃等级标识?阻燃等级是否满足(UL认证区域5VA,其它区域V0) 填写照明灯正确规格,规格标签或印刷标识是否清晰可见
点检表

备注:
JBJH-MA—O-F0013-1.1
点
生产线名称 缝纫线B008
日期: 产品:
检
表
——————————
时
间
2012年 2月
D
设备名称 / 编号
工序描述
组装螺栓组件,包装
1.操作者经考核合格;已熟练掌握操作技能 2.以前生产的合格与不合格零组件已清理 3.操作指导书,检验指导书齐全有效 4.工人自检-互检表齐全 5.待装零件已备齐、且与待生产产品及工艺相适应 6. 工作场地整洁,设备/工装/工位器具准确且无灰尘/异物 7.首件检验合格: 外观或各单项数值依据相对应产品的《检验 指导书》
备注:
JBJH-MA—O-F0013-1.1
点
生产线名称 缝纫线B008
日期: 产品: 1.操作者经考核合格;已熟练掌握操作技能 2.设备工作参数:气压0.50±0.10MPa 3.设备无漏气/电现象,运转正常,添加机油 4.用废织带试机,图案符合工艺要求 5.以前生产的合格与不合格零组件已清理 6.操作指导书,检验指导书齐全有效 7.工人自检-互检表齐全 8.待装零件已备齐、且与待生产产品及工艺相适应 9. 工作场地整洁,设备/工装/工位器具准确且无灰尘/异物 10.首件检验合格: 外观或各单项数值依据相对应产品的《检验 指导书》 11.末件检验合格:外观或各单项数值依据相对应产品的《检验 指导书》 点检状态 操作者签名 现场工程师签字 班长签名 质检员抽检结果 质检员签名
备注:
填 表 说 明
JBJH-MA—O-F0013-1.1
点
生产线名称 缝纫线B008
日期: 产品:
检
表
——————————
时
间
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
产品名称:
产线点检表
日期 :
时间:
序号
点
检
内
容
点检结果 点检人签名
备注
1 余留物料是否清出产线,余留物料清点出数量并整理、标识摆放在退料区 2 不良品或报废品是否清出作业区,重工品或报废品要放置在不合格品区或报废区 3 上次生产的治具、工具、SOP是否清出产线 5 检查SOP版本与PO要求版本是否符合,装配SOP是否悬挂在对应工位 6 电批、气批力矩是否经过校验,力矩是否符合对应SOP要求 7 螺丝胶是否与客户要求一致,胶水不可点在塑胶件上,避免与塑胶件发生化学反应。 8 上线物料有无防护措施,产品包装有无品质PASS章,外观有无表面不良现象 11 上线物料:五金件、塑胶件,包材、标签、印刷品等是否按生产计划成套发放 12 核实剩余物料与产出数量总和是否与领料数量相等 13 核对标签、印刷品(彩盒、外箱、说明书、保修卡、墙卡、展示盒)文字内容是否与SOP要求一致 14 核对螺杆、铆钉规格是否符合SOP要求 17 配件是否符合SOP和图纸要求,电子称上、下限数值设定是否有效防止漏件报警 18 检查包装材料:彩盒、外箱、滑拖板、天盖有无破损或脚印不良现象。
备注:1、换线或新产品PFA都需点检 2、点检结果符合打“√”,不符合打“×”; 3、产线非因漏装情况下多余物料,需经LQC判定贴合格标签后返回仓库