点焊机技术参数100KVA
点焊工艺及全参数
点焊方法和工艺一、点焊方法:点焊通常分为双面点焊和单面点焊两大类。
双面点焊时,电极由工件的两侧向焊接处馈电。
典型的双面点焊方式如图11-5所示。
图中a是最常用的方式,这时工件的两侧均有电极压痕。
图中b表示用大焊接面积的导电板做下电极,这样可以消除或减轻下面工件的压痕。
常用于装饰性面板的点焊。
图中c 为同时焊接两个或多个点焊的双面点焊,使用一个变压器而将各电极并联,这时,所有电流通路的阻抗必须基本相等,而且每一焊接部位的表面状态、材料厚度、电极压力都需相同,才能保证通过各个焊点的电流基本一致。
图中d为采用多个变压器的双面多点点焊,这样可以避免c的不足。
单面点焊时,电极由工件的同一侧向焊接处馈电,典型的单面点焊方式如图11-6所示,图中a为单面单点点焊,不形成焊点的电极采用大直径和大接触面以减小电流密度。
图中b为无分流的单面双点点焊,此时焊接电流全部流经焊接区。
图中C有分流的单面双点点焊,流经上面工件的电流不经过焊接区,形成风流。
为了给焊接电流提供低电阻的通路,在工件下面垫有铜垫板。
图中d为当两焊点的间距l很大时,例如在进行骨架构件和复板的焊接时,为了避免不适当的加热引起复板翘曲和减小两电极间电阻,采用了特殊的铜桥A,与电极同时压紧在工件上。
在大量生产中,单面多点点焊获得广泛应用。
这时可采用由一个变压器供电,各对电极轮流压住工件的型式(图11-7a),也可采用各对电极均由单独的变压器供电,全部电极同时压住工件的型式(图11-7b).后一型式具有较多优点,应用也较广泛。
其优点有:各变压器可以安置得离所联电极最近,因而。
其功率及尺寸能显著减小;各个焊点的工艺参数可以单独调节;全部焊点可以同时焊接、生产率高;全部电极同时压住工件,可减少变形;多台变压器同时通电,能保证三相负荷平衡。
二、点焊工艺参数选择通常是根据工件的材料和厚度,参考该种材料的焊接条件表选取,首先确定电极的端面形状和尺寸。
其次初步选定电极压力和焊接时间,然后调节焊接电流,以不同的电流焊接试样,经检查熔核直径符合要求后,再在适当的范围内调节电极压力,焊接时间和电流,进行试样的焊接和检验,直到焊点质量完全符合技术条件所规定的要求为止。
点焊参数
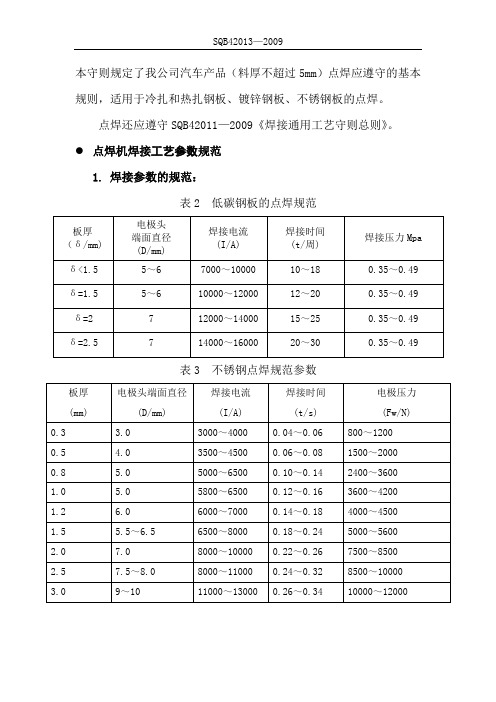
本守则规定了我公司汽车产品(料厚不超过5mm)点焊应遵守的基本规则,适用于冷扎和热扎钢板、镀锌钢板、不锈钢板的点焊。
点焊还应遵守SQB42011—2009《焊接通用工艺守则总则》。
点焊机焊接工艺参数规范
1.焊接参数的规范:
表2 低碳钢板的点焊规范
表3 不锈钢点焊规范参数
表4 镀锌钢板的点焊规范
2.点焊接头的最小搭边宽度和焊点的最小点距
a)点焊接头的最小搭边宽度见图1
最小搭边宽度
b = 4δ+8 (当δ
1<δ
2
时,按δ
2
计算)
其中 b ——搭边宽度,mm ;δ——板厚,mm
图1 搭边尺寸
b)点焊接头的最小搭边宽度和焊点的最小点距见表4
表4 点焊接头的最小搭边宽度和焊点的最小点距单位mm
3.点焊熔核直径的合格判定基准
点焊熔核直径合格判定基准见表5
表5 点焊熔核直径的合格判定基准单位: mm。
点焊机技术参数
点焊机技术参数
牌:斯特杰能型号:ST-18501、性能特点:
A、采用精确的数字控制,并可随意更改、调用;
B、运用脉冲式可确保焊接牢固、焊点美观;
C、9段LED显示各焊接参数;
D、工作台升降手拧式锁紧,电极立体式调节,使操作者可以轻易地焊接各种形状、尺寸的电池;
E、对电网电压自动监测、跟踪补偿。
功率大、操作简单、焊接可靠。
2、电气参数:功率10KVA(最大)输入频率50/60 Hz输入电压220 V输入气源7~8 Bar(公斤/平方厘米)初级电流5~40 A次级短路电流1800 A次级空载电压5、5 V最大工作气压6 公斤/平方厘米最小工作气压0、5 公斤/平方厘米进气接头直插式3、机械结构:整机结构一体化结构焊臂结构伸缩摆动控制电极至机体距离80~95毫米(可伸缩调节)气缸直径25毫米气缸行程25毫米(最大)电极直径3、00毫米最小电极距离0、1毫米4、焊接控制:脉冲数0~9脉冲能量级0~999自动补偿范围+40V ~ -40V面板数字显示9段LED 显示系统主控电脑8位微处理器系统记忆器EEPROM参数调整按钮触摸按钮开关操作控制方式微动开关控制5、外围规格:外围尺寸458 X374 X267mm总重量40千克包装尺寸500 X400 X300mm深圳市斯特杰能机电设备有限公司
第 1 页共 1 页。
点焊机的技术参数
点焊机的技术参数
作为知名的点焊机的供应商,下面为大家简单介绍一下电焊机的技术参数,希望对您有所帮助
空压式点焊机额定容量:KVA(千伏安)402525161010
电源电压V(伏):380
初级电压A(安):105 6565422626
次级电压V(伏):4.3-6.5 2.4-4 1.81-3.82-3.4 1.80-3.2 1.52-2.62
调节级数级:778777
额定调节级数级:66766 6
每小时焊数点/时:600-80006008000720900900
低碳钢板焊接厚度额定mm(毫米):1.5+1.5- 4+4 1+1 -3+3 1+1 -2+20.5+0.5 -2+2 0.3+0.3- 1.5+1.5 0.3+0.3- 1.5+1.5
降低暂载率最大mm(毫米):4.5+4.5 3.5+3.5 2.5+2.5 2.5+2.52+22+2
低碳钢园棒十字焊焊接范围(直径)mm(毫米):3+3- 10+103+3 -8+81+1- 3+3 1+1- 6+62+2 -5+5 1.5+1.5-4+4
负载持续率%:202015151510
电极臂伸出长度mm(毫米):510400450400400350
电极臂间距mm(毫米):120-360150150150150150
上电极工作行程mm(毫米):252020202015
冷却水消耗量kg:200450400400350
最大电极压力KN:0.8 1.5 1.5 1.5 1.00.7
重量kg:24516516514013063
公司具有多年的生产经验,产品质量好,受到新老客户的一致好评。
点焊机各参数意义

点焊机设定的各焊接参数说明:电流频率为50Hz时,一周波=1/50=0.02秒;电流频率为60Hz时,一周波=1/60秒。
加压时间5周波(0.1秒)[可调范围4-6周波(0.08-0.12秒)]——加压时间是指上下焊头闭合后的一段时间,通常设臵的较小,在5周波左右。
加压时间太短容易造成焊接件接触不实,形成虚焊,时间太长导致生产率下降。
预热时间调至20周波(0.4秒)[可调范围15-25周波(0.3-0.5秒)]——预热时间即第一个脉冲焊接时间,通常设定应小于第二次脉冲焊接时间。
焊接时间太短,容易造成焊点不能完全融化,从而引起脱焊等现象。
焊接时间太长容易造成过焊、生产率较低等。
要根据焊件的情况进行试验确定。
预热电流调至060(12千安)(可调范围060-065即12-13千安)——预热电流即第一个脉冲的焊接电流,通常设定应小于第二次脉冲焊接时间。
焊接电流太小,不易击穿镀锌层或者氧化层,从而使焊件形成虚焊或者脱焊,电流太大,容易引起过焊、含黑等情况。
冷却1时间一般设定在2-3周波,如果不设冷却时间,则是单脉冲工作,设定时间太长,易使生产率降低。
焊接时间为30周波(0.6秒)[可调范围30-35周波(0.6-0.7秒)] ——焊接时间即第二个脉冲焊接时间,设定要比预热时间稍大。
时间长短的后果同预热时间。
焊接电流为070(14千安)(可调范围070-075即14-15千安)——焊接电流即第二个脉冲的焊接电流,设定要比预热电流稍大,其后果同预热电流。
冷却2时间、回火时间和回火电流均设为0。
维持时间为10周波(0.2秒)[可调范围8-15周波(0.16-0.3秒)] ——维持时间是指焊点保温时间,一般设定5-10周波。
维持时间太长,容易造成过焊,而时间太短又容易造成焊不牢。
压力为3.5-4KG——压力的大小与板厚、板材质和截面积有关;压力的大小要适中,压力过大容易把凸点压平,使焊接效果减弱,压力太小容易造成虚焊。
悬挂点焊机
DN3系列悬挂式点焊机说明书一、用途及特点:DN3系列悬挂式点焊机是我公司在消化及吸收日本等国家同类产品的基础上,改进研制的新产品,是具有国际九十年代水平的双焊钳、双规范,气压水冷式点焊机,是中低碳钢薄板加工和金属线材垂直交叉焊接理想的焊接设备,广泛适用于汽车、拖拉机、家用电器、金属橱柜、建筑钢筋焊接等生产制造行业。
DN3系列悬挂式点焊机与目前国内传统产品相比较,有许多突出的特点。
该机采用了先进的环氧树脂真空浇注工艺,具有体积小,重量轻、结构紧凑、安全耐用的特点;该点焊机采用双气路结构,其气路系统中装有分水过滤器和油雾器,不仅有效地除去高压空气中的水分及其它杂质,而且可使润滑油雾化,达到润滑气阀和焊钳气缸的目的。
DN3系列悬挂式点焊机可根据需要选配我公司自主开发生产的焊接控制器,一般标准配置为KD3-160A点凸焊微机控制器,该控制器为一路单规范焊接控制器,适用于一把焊钳和一种焊接规范的焊接,可以满足用户的绝大部分工件的焊接工艺要求。
当用户需要两把相同或不同规格的焊钳,并且分别使用各自独立的不同的焊接规范时,可选用KD7312A双工位微机点焊同步控制器,这样可按预先设定的两种不同焊接规范各自独立工作,在保证焊接质量的前提下,能够大大提高生产效率。
二、主要技术参数:目前我公司生产四种规格的悬挂式点焊设备,其主要技术参数如下:焊机型号: DN3 -75 DN3 -100 DN3 -125 DN3 -160 额定容量: 75KVA 100KVA 125KVA 160KVA负载持续率: 50%电源电压:单相 50Hz 380V次级空载电压: 18.2V 19V 20V 22V额定焊接厚度: 1+1 1.2+1.2 1.5+1.5 2+2最大短路电流: 9000A 10000A 12000A 16000A冷却水流量: 16L/min压缩空气压力: <0.55MPa重量: 125Kg 132Kg 165Kg 175Kg外型尺寸: 600 × 450 × 735 600 × 450 × 750 640 × 470 × 740 640 × 470 × 750 三、工作原理及主要结构特征:基本工作原理:利用受控的低电压大电流通过工件本身电阻产生热量加热并形成局部熔化(或达到塑性状态),在一定压力下形成牢固的点焊焊核。
NIMAK公司中频凸、点焊机技术性能简介[1]
![NIMAK公司中频凸、点焊机技术性能简介[1]](https://img.taocdn.com/s3/m/7d744e01a6c30c2259019e6f.png)
NIMAK公司中频凸/点焊机技术性能简介一、中频点焊1、中频点焊发展的原因(1)弧焊逆变电源的成功应用必然扩大到点焊弧焊逆变电源是70年代末期80年代初期问世的一种节能焊机,它的问世誉为焊接电源的革命。
世界各国竞争相互开发换流原件诸如:◆大功率晶体管◆功率场效应管MOSFET◆晶闸管◆可关断晶闸管GTO◆绝缘栅极晶闸管IGBT,它有:MOSFET的高输入阻抗,高开关速度20KH Z以上GTO的低饱和压降高电流密度而且IGBT已向智能化模块方向发展,已经有:内置功能-连接功率器件和控制电路接口以及过热、过流保护电路。
脉宽调幅PWM(pulse width modulation)控制线路-上/下电路信号的分配电路。
过载保护过压保护等(2)三相次级整流焊机的失败。
(3)IGBT扩大智能化模块新一代产品不断推出和快恢复整流二极管(SHOTTKY BARER DIODE)容量的增加使中频点焊的负载持续率由6%—10%—16%—现今大部分厂的20%。
注:德国BOSCH公司的EXPERT的MF焊接变压器负载持续率已达到50%,但ISO尚无统一标准。
2、中频点焊逆变器与弧焊逆变器工作状态的差别大功率弧焊电源不能突破10KA大关,而中频点焊机200KVA (NIMAK PMP-6-2/100FM)最大焊接电流达到54KA。
两者相比有以下不同点:◆点焊没有空载过程弧焊的负载由无穷大到0和到额定负载的波动所产生的过度过程对逆变器产生不利的影响。
◆点焊负载过程中的焊接电阻变化比起回路阻抗可以忽略不计,而弧焊电源波动所引起Z f变化有几百倍或上千倍的变化,而且是电抗性的负载。
◆点焊时在恒流段工作,点焊逆变器外特性曲线外拖突然截流也就是最深的负反馈频率不变,逆变器工作最稳定。
3、中频点焊机本质上包括三大部分:一个三相整流器,一个绝缘栅极晶闸管组成的桥式逆变器通过中频焊接变压器将高压信号降至适合点焊的低压,再全波整流在二次侧产生焊接电流。
悬挂式点焊机资料
焊机使用条件
3、气源压力要求稳定,气压应不低于 0.5Mpa,同时气体要干净 。 气源的压力不高于1.0Mpa,
焊机使用条件
4、供电电网要求 供电电压应为单相380V,其频率为50Hz。 供电电网品质应达到下列要求: 电压波形应为实际的正弦波; 电网电压的波动不超过额定值的±10%; 电网电压的频率波动不超过额定值的±1%。
3、电极压力的影响 电极压力对两电极间的总电阻有显著的影 响。随着电极压力的增大电阻减小,此时 焊接电流要略有增大。焊点的强度是随着 电极压力的增大而降低,在增大电极压力 同时,增大焊接电流或延长焊接时间,来 弥补电阻减少的影响,可以保持强度不变。 如果电极压力过小,将引起喷溅,也会降 低焊点强度。
带夹紧功能的 焊接/调整转换 开关 1号焊钳阶梯报警 指示/报警复位按 钮
无遮掩的整 体真空灌注 结构
进出水接管
控制面板的开关按钮介绍
夹紧/调整/焊接开关;调整/焊接主要用 于控制焊机运行时是点火还是不点火;拨 向调整档,在焊机气路系统有效的前提下, 启动按钮开关,检查各工步的实际运行时 间的正确性。 在焊接时,要把转换开关打在焊接位置。 夹紧是供电极修磨用的;当转换开关转向 夹紧后,按下启动按钮,上下电极闭合进 行电极修磨,直到把转换开关转向调整或 焊接时,上下电极才会张开。
加热时间短,热量集中,所以热影响区小, 铁板变形也小,通常在焊后不必安排校正 和热处理。 不需要焊丝、焊条等填充金属,以及氧气、 乙炔、氩气等焊接材料,焊接成本较低。 操作简单,易于实现机械化和自动化。 生产效率高,且无噪声及有害气体。
电阻焊的缺点
目前还缺乏可靠的无损检测方法,焊接质 量只能靠工艺试样和工件破坏性试验来检 查,以及靠各种监控进行技术保证。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PT 1/2
出水管接头
英寸
PT 3/4
05
气体管路系统
1
压缩空气压力
06
下电极臂高度调节装置
1
作业高度
mm
850
作业高度调节范围
mm
±50
07
焊接电脑控制器
1
朝兴公司制造
Model
Welcom -Ⅱ
08
其他
1
初次侧断路器
付着
NFB付着(各1个)
1
脚踏开关
付着
1个
备注
设备颜色:买方指定颜色(Munse11 No.6.7 GY 7.1/5.7)
A
26,000
额定容量时负载持续率
%
50
最大电流时负载持续率
%
4.7
电流调节方法
-
用可控硅位相控制
03
电极臂及电极夹
1
电极深度
mm
500
电极间距
mm
200
电极夹直径
mm
32
电极夹长度
mm
200(上)/230(下)
电极夹锥度
-
1/10
04
冷却水管路
1
冷却水压
Kg/cm2
1.5
冷却水流量
L/min
8
进水管接头
技术参数表
设备名称
交流点焊机,100 kVA
序
主要组件
数量
区分
单位
技术参数
01
焊接加压装置
1
最大加压力
Kgf
1000
气缸行程(两个行程)
mm
20/60
汽缸结构
-
双活塞三气室
02
焊接主变压器
1
额定容量
kVA
100
额定初级输入
kVA
100
最大初级输入
kVA
286
输入电压
V
单相,380V
额定频率
Hz
50
最大次级短路电流