基于pLc的过程控制
基于PLC的工业搅拌过程控制系统设计

基于PLC的工业搅拌过程控制系统设计摘要随着PLC等许多处理器的发展,自动控制模式的电动机的数量越来越多。
传统的控制方式因技术手段落后、生产效率低等弊端已不能适应企业生产的需要。
本文主要介绍采用西门子PLC实现对液体搅拌系统进行自动控制。
基于PLC构成的用于两种液体自动混合、自动搅拌和自动放料系统的控制目标、硬件组成、软件设计及系统功能,能模拟显示液体搅拌系统的全部工作过程。
系统硬件主要由S7-300可编程控制器、电磁阀、泵以及液位变送器等组成,编程软件采用采用西门子编程软件STEP7。
系统通过液位变送器将采集到的现场液位高度传送给西门子PLC,并由PLC对现场数据逻辑处理后,发出相应的控制指令,完成系统的自动控制。
最后,系统使用RS-232接口与上位机相连实现PLC与计算机的通讯。
系统不仅自动化程度高,灵活性强, 还具有在线修改功能,可满足不同的生产工艺要求。
关键字:PLC,液体搅拌系统,液位变送器,电磁阀DESIGN OF INDUSTRIAL MIXING PROCESS CONTROLSYSTEM BASED ON PLCABSTRACTWith the development of PLC, there are more and more automatic control electromotor. The traditional way of controlling can not meet the needs of enterprise production for its in low efficiency and low productivity. This paper introduces the rational application of SIEMENS PLC in the automatic control system of liquid mixer. PLC-based liquid composition for the two auto-mixing, automatic mixing and automatic discharge system, control objectives, hardware components, software design and system capabilities of liquid mixing system simulation show that all the work process.The System hardware is mainly formed by the S7-300 programmable logic controller, electromagnetic valve, pump and liquid location sensor, programming software using Siemens STEP7. The System through the liquid location sensor collected level information to Siemens PLC and then the PLC deal with on-site data, and sending corresponding control command to complete the system of automatic control. At last system is realized the communication between PLC and the upper computer by using the connection of RS-232.This system not only has high automation level and great mobility but also can alter the parameter on line, it can use in kinds of liquid location control systems.Key words: PLC,liquid mixing system,liquid location sensor,electromagnetic valve目录1. 绪论 -------------------------------------------------------------------------------------------------- 11.1 液体搅拌系统的简介 ---------------------------------------------------------------------- 11.2 液体搅拌系统组成 ------------------------------------------------------------------------- 21.3 PLC在液体搅拌系统中的应用----------------------------------------------------------- 22. 可编程控制器 -------------------------------------------------------------------------------------- 42.1 可编程控制器的发展 ---------------------------------------------------------------------- 42.1.1 PLC技术发展概况 ------------------------------------------------------------------ 52.1.2 可编程控制器在我国的发展 ----------------------------------------------------- 62.2 PLC的分类----------------------------------------------------------------------------------- 72.3 PLC的工作原理----------------------------------------------------------------------------- 82.4 可编程控制器实现控制的要点 --------------------------------------------------------- 102.4.1 可编程控制器基本特点----------------------------------------------------------- 112.5 PLC的主要技术指标及抗干扰分析 --------------------------------------------------- 132.5.1 干扰源及干扰一般分类----------------------------------------------------------- 142.5.2 PLC控制系统中电磁干扰的主要来源----------------------------------------- 142.5.3 PLC控制系统工程应用的抗干扰设计----------------------------------------- 172.5.4 主要抗干扰措施-------------------------------------------------------------------- 172.6 西门子S7-300可编程控制器简述----------------------------------------------------- 182.7 SIMATIC S7-300系列PLC系统基本构成 ------------------------------------------- 182.7.1 SIMATIC S7-300的组成 ---------------------------------------------------------- 192.7.2 S7-300的扩展能力 ----------------------------------------------------------------- 202.7.3 S7-300模块地址的确定----------------------------------------------------------- 202.8 S7—300式PLC的CPU简介 ---------------------------------------------------------- 21 3.控制系统硬件设计 ------------------------------------------------------------------------------ 243.1 系统工业流程 ------------------------------------------------------------------------------ 243.2 液位变送器的选择 ------------------------------------------------------------------------ 243.3 电磁阀的介绍 ------------------------------------------------------------------------------ 253.3.1 电磁阀的分类及特点-------------------------------------------------------------- 253.3.2 电磁阀的选择----------------------------------------------------------------------- 263.4 接触器及选用 ------------------------------------------------------------------------------ 273.4.1 接触器的分类和结构-------------------------------------------------------------- 283.4.2 接触器的工作原理及选用-------------------------------------------------------- 283.5 中间继电器 --------------------------------------------------------------------------------- 293.6 PLC选型------------------------------------------------------------------------------------- 303.7 系统主电路工作原理 --------------------------------------------------------------------- 313.8 系统控制电路工作原理 ------------------------------------------------------------------ 32 4.控制系统软件设计 ------------------------------------------------------------------------------ 344.1 PLC编程软件STEP7 --------------------------------------------------------------------- 344.2 PLC控制流程------------------------------------------------------------------------------- 354.3 系统的程序设计 --------------------------------------------------------------------------- 35 结论 ----------------------------------------------------------------------------------------------------- 43 致谢 ----------------------------------------------------------------------------------------------------- 44 参考文献----------------------------------------------------------------------------------------------- 451. 绪论1.1液体搅拌系统的简介目前,我国的液体搅拌系统大部分采用传统的继电器进行控制,这种方法耗能大,浪费大,搅拌效果不好,给工厂浪费很多资金,同时对噪声污染也很严重。
基于PLC的加热炉热过程专家控制的实现

. 2信息的获取与处理过程 统中的上位 机和下位机 的功用, 但是我们还不 能很 好的了解 怎 2 得到信息的方式主要有 以下几种: 通 过闭环控制系统反馈 样的实现对数据 的监控和捕捉 。
2加热炉热过程中专家控制的实现
基于可编程逻辑控制器的加 热炉热过程专家控 制系统 中, 专家控制器是关 键和核心 , 主要作用是通 过系统进行数据的捕 捉和采集 , 调节空气、 数字的滤波 , 对加热炉 的气 压调节、 换热 控制 器 的防护 以及调节量 的自学习等 。 加热炉热过程 中的专家 控制能够根据实 时监控和采集 的数据信息, 经过完整的数据处 理后, 会对整 个基于P L C ) / I 热炉热过 程的工作状况进行分析, 通
常温状态 下又可 以分为四个 级别。 换热 器前 温度和温 度 在 上位机 上 , 运用了一般性 的台式计算 机, 采 用W i n c c 开发 级别 , 又可以分为不 同的等级。 根据 的上位 形式的检测系统 , 能够及 时地对工业现场进行各项工作 升高的速率如果处于不同的阶段, 可以很明显地得出加热炉所具有 的控制 的处理和设置 , 包括计算机 的存储、 显示、 打 印, 还 有报警系统 以上所述 的这些情况 , 能够用表格的形式正确 地表现出来 。 处理 , 加 热炉热 的控制等 。 尽管 我们 可 以了解到在专家控制 系 规则集,
综合 的比较与分析, 从而得 出需要的结论, 制定出合 测 控制信息 , 并依此 调节信 号, 送往 执行器 。 这 样加热炉 热过 面、细致、 而模糊关系通 过对各阶段的分级变量、 程 中就 能够 有调节煤气的热 气流 量和调节室 内外空气参数 的功 理 的调控指令和 目标 。
能。
温度 差 的分析, 分成了三个级别 。 而对温 差过 高时又分 为两个
基于PLC的钻孔加工过程自动化控制系统的设计
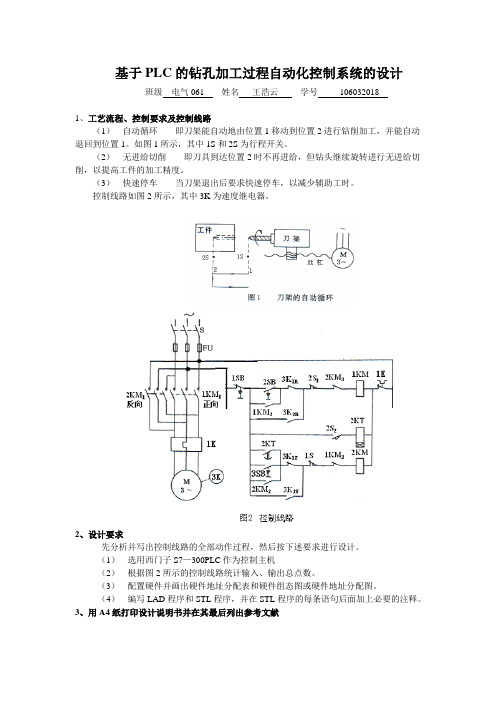
基于PLC的钻孔加工过程自动化控制系统的设计班级电气061 姓名王浩云学号1060320181、工艺流程、控制要求及控制线路(1)自动循环即刀架能自动地由位置1移动到位置2进行钻削加工,并能自动退回到位置1。
如图1所示,其中1S和2S为行程开关。
(2)无进给切削即刀具到达位置2时不再进给,但钻头继续旋转进行无进给切削,以提高工件的加工精度。
(3)快速停车当刀架退出后要求快速停车,以减少辅助工时。
控制线路如图2所示,其中3K为速度继电器。
2、设计要求先分析并写出控制线路的全部动作过程,然后按下述要求进行设计。
(1)选用西门子S7—300PLC作为控制主机(2)根据图2所示的控制线路统计输入、输出总点数。
(3)配置硬件并画出硬件地址分配表和硬件组态图或硬件地址分配图。
(4)编写LAD程序和STL程序,并在STL程序的每条语句后面加上必要的注释。
3、用A4纸打印设计说明书并在其最后列出参考文献设计步骤:1、根据上图分析过程:电机正转起动(进刀)→进刀按2SB→1KM吸合—→1KM1闭合→电机正转—→3K动作—→3K1F打开—→为反接制动作准备→1KM2闭合→自锁→3K2F闭合→→1KM3打开→反向闭锁进给电机正转(进刀)时的快速停车进给电机正转(进刀)时的快速停车可防止进刀过多,提高加工质量。
这种情况进给电机正转(进刀)是带负载运行(反转时不带负载),故本身断电停车就快,加上反接制动后,正向停车就更快。
其动作过程如下:→2S2闭合→2KT吸合→无进给切削计时开始撞压2S—→2S1打开→1KM释放—→1KM1打开→切断正转电源→1KM2打开→自锁解除→1KM3闭合—(3K2F早已闭合)→2KM吸合→①①—→2KM3打开→正向闭锁→2KM2闭合→因3K1F早已断开,无自锁作用→2KM1闭合→接通反转电源→电机反接制动(但仍正转)→电机转速迅速下降→当转速下降到约为零时(100转/分)→3K释放—→3K2F先断开→→3K1F后闭合—→2KM释放→2KM1打开→防止电机反转,同时反接制动结束→电机靠自由滑行减速到零→开始无进给切削→无进给切削时间到2KT闭合→进入进给电机的反转过程→退刀(2)进给电机反转(退刀)时的快速停车进给电机反转(退刀)时的快速停车可减少等待时间、提高辅助工时。
PLC在智能机械控制中的应用及技术分析
PLC在智能机械控制中的应用及技术分析PLC(可编程逻辑控制器)是一种广泛应用于工业领域的数字化电子设备,用于控制机械或生产过程。
它基于特定的输入和输出条件,通过编程来控制和监测工业自动化系统。
PLC的应用范围非常广泛,特别是在智能机械控制中,它发挥着重要的作用。
以下是PLC在智能机械控制中的一些应用和技术分析:1. 自动装配线控制:PLC可以用于控制自动装配线上的各个工作站,包括传送带、机器人、传感器等,实现物料的传送、零部件的安装和产品的组装。
2. 过程控制:智能机械通常涉及复杂的生产过程,PLC可以用于监测和控制这些过程,如温度控制、压力控制、流量控制等,以确保产品质量和生产效率。
3. 机器人控制:PLC可以作为机器人控制系统的核心,用于编程和控制机器人的运动、动作和操作。
通过PLC,机器人可以实现高度精确的定位、灵活的动作和复杂的操作。
4. 数据采集和处理:PLC可以与传感器和仪表进行连接,实时采集物理量数据,如温度、压力、流量等,然后进行处理和分析,以提供有关机械系统运行状态的实时监测和报告。
5. 远程监控和控制:PLC可以与网络或无线通信设备连接,实现远程监控和远程控制。
利用PLC,可以通过互联网或局域网对机械设备进行监控、操作和维护,提高生产效率和运行可靠性。
在PLC技术方面,以下是一些常见的技术分析:1. 编程语言:PLC的主要编程语言包括Ladder Diagram(梯形图)、Instruction List (指令列表)、Function Block Diagram(功能块图)等。
选择合适的编程语言对于实现特定的控制功能非常重要。
2. 用户界面:PLC通常包含一个用户界面,可用于编程和监测系统状态。
界面可以是触摸屏、键盘和显示器等形式,方便用户进行操作和调试。
3. 通信接口:PLC通常配备多种通信接口,如串口、以太网、无线等,以便与其他设备进行通信和数据交换。
通过通信接口,PLC可以与上位机、传感器、执行器等设备进行联动和数据传输。
基于PLC的生产过程控制探讨

基于PLC的生产过程控制探讨摘要:阐述了PLC的基本概念,分析了PLC的主要特点,对基于PLC的生产流水线生产过程控制进行了深入探讨。
关键词:PLC 特点生产过程控制应用引言PLC是可编程逻辑控制器(Programmable Logic Controller)的简称,是工业控制的重要元器件之一,具有工业生产环境适应性强、体积小、功能全、现场接口便捷等特点,可广泛应用于工业生产过程控制的各个环节。
随着技术的不断创新,特别是超大规模电子技术的不断进步,PLC的功能进一步得到拓展,控制功能更趋完善,质量更加优良,有力加快了工业自动化的发展进程。
1 PLC的主要特点1.1 组态灵活、通用性强PLC的硬件实现了标准化,同时PLC的产品已实现系列化,功能模块品种多,可以灵活组成大小各异、功能各异的控制系统。
在PLC构成的控制系统中,只需在PLC的端子上接入相应的输入输出信号线。
当需要变更控制系统的功能时,可以用编程器在线或离线修改程序,同一个PLC装置用于不同的控制对象,只是输入输出组件和应用软件的不同。
1.2 可靠性高、抗干扰能力强微机功能强大但抗干扰能力差,工业现场的电磁干扰,电源波动,机械振动,温度和湿度的变化,都可能导致一般通用微机不能正常工作;传统的继电器—接触器控制系统抗干扰能力强,但由于存在大量的机械触点(易磨损、烧蚀)而寿命短,系统可靠性差。
PLC采用微电子技术,大量的开关动作由无触点的电子存储器件来完成,大部分继电器和繁杂连线被软件程序所取代,故寿命长,可靠性大大提高,从实际使用情况来看,PLC控制系统的平均无故障时间一般可达4~5万小时。
PLC 采取了一系列硬件和软件抗干扰措施,能适应有各种强烈干扰的工业现场,并具有故障自诊断能力。
如一般PLC能抗1000V、1ms脉冲的干扰,其工作环境温度为0~60℃,无需强迫风冷。
1.3 接口简单、便于维护PLC的接口按工业控制的要求设计,有较强的带负载能力(输入输出可直接与交流220V,直流24V等强电相连),接口电路一般亦为模块式,便于维修更换。
基于PLC技术的煤矿机电控制系统应用研究
基于PLC技术的煤矿机电控制系统应用研究煤矿机电控制系统在煤矿生产中起着非常重要的作用,它可以实现对煤矿生产过程中的各种机电设备进行自动化控制,提高生产效率,保障生产安全。
本文将以基于PLC技术的煤矿机电控制系统应用研究为主题,深入探讨PLC技术在煤矿机电控制系统中的应用。
一、煤矿机电控制系统的工作原理和作用煤矿机电控制系统是指通过对各个机电设备进行自动化控制,实现对整个煤矿生产过程的监控和调节。
其主要包括:自动控制系统、传感器检测系统、执行机构、监视系统和通信系统等组成部分。
1. 自动控制系统自动控制系统是煤矿机电控制系统的核心部分,它通过对PLC控制器进行编程,实现对各个机电设备的自动化控制。
还可以根据生产过程的需要,设定相应的控制策略,提高生产效率和质量。
2. 传感器检测系统传感器检测系统主要用于监测生产过程中的各项参数,如温度、压力、流量、速度等。
通过传感器采集到的数据,可以实时反馈给PLC控制器,进行相应的控制调节,保证生产过程的稳定和安全。
3. 执行机构执行机构是指根据PLC控制器发送的指令,实现对机电设备的操作。
对于输送带的启停、提升机的升降等操作,都需要通过执行机构来完成。
4. 监视系统监视系统可以通过触摸屏、显示屏等设备,实时监测和显示生产过程中的各项参数和设备运行状态。
监视系统还可以进行数据记录、历史查询等功能,为生产管理提供重要依据。
5. 通信系统通信系统主要用于实现各个机电设备之间的信息交换和传输,同时还可以与上位机进行通讯,实现对整个生产过程的远程监控和管理。
通过以上组成部分的协同作用,煤矿机电控制系统可以实现对整个生产过程的自动化控制和监控,提高生产效率,保障生产安全。
二、基于PLC技术的煤矿机电控制系统的优势PLC(Programmable Logic Controller)即可编程逻辑控制器,是一种专门用于工业控制领域的数字化电子设备。
它具有编程灵活、稳定可靠、功能强大等特点,因此在煤矿机电控制系统中得到了广泛应用。
基于GE Rx3i PLC生产过程控制技术实训装置设计与实现

—
珊 流管
一
位机采用个人计算机 , 主要完成动态 流程 图显
示、 工艺参 数 设 置 、 自动 与 手 动 切 换 、 动 力设 备 启停 操 作 、 历史数 据记 录及报 表管 理等功 能。 控制 柜 内含 G E—F A N U C标 准 P A C一3 i 系统、 电源 系统 、 控 制 面板等 , 相 当于实 际 工业 现场 的
麦艳红 ,钟 文
( 1 . 南宁职业技术学院 机 电工 程 学 院 ,广 西 南宁 5 3 0 0 0 8 ;2 . 南 宁 广 开 电气 有 限 公 司 ,广 西 南宁 5 3 0 0 0 8 )
[ 摘
要] 针对 自动化专业的学生, 结合高校 实训要 求 , 制作 了符合工业生产 实际的过程控制 实训装置 , 系统
水, 再 由泵往两功能水箱注水 , 超出水位时 , 水箱通过溢流管 回水至储水箱。当达到要求水位时 , 通过各个支
路 之间 的配合 , 完成 实训要 求 。过程 控制实 训装 置系统 原理 图如 图 1 所示。
当做流量实验时, 设定 固定流量值 , 系统按照设定流量供水 , 当需改变系统流量时 , 只需改变控制终端流
[ 作者简 介] 麦艳红( 1 9 6 7一) , 女, 广 西南宁人 , 南宁职业技术 学院机 电工程学 院副教授 , 主要研 究方 向: 自
动 化 技术 。
[ 基金项 目] 广西教育厅 2 0 1 1 年 新世纪教 改项 目( 2 0 1 1 J G Z O 8 1 ) 。
.
主要有控制柜和控制对 象( 过程控制 实训装置 ) 两大部分组成 。选 用美国通用 电气的 G E R x 3 i P L C和 I F I X组 态软
基于自动供料系统顺序控制的PLC程序设计

输入地址输出输出顶料到位开关顶料复位开关推料到位开关I0.0I0.1I0.2顶料推料Q0.0Q0.1表1I/O地址分配表图1自动供料系统结构图将初始步预置为活动步。
根据以上分析,绘制顺序功根据顺序功能图,利用SCR指令的方法[6]编写该控制的梯形图程序,如图4所示。
在SCR段中用的常开触点驱动该步中为ON的输出点的线圈,利用转换条件对应的触点(或者电路)来驱动转换到后续步图3顺序功能图程序调试该控制过程的软件设计以及硬件连接完成后,查程序是否有误,各执行机构动作是否发生冲突。
检查无误后下载运行程序。
经过实验表明,程序编写无误,可以满足控制要求。
进行自动供料系统的程序设计,程序设计方法简单易被接受,易于掌握,不仅避免了传统的继电器控制电路设计中对设计人员经验要求高的问题,的稳定性和控制过程的可靠性也得到显著提高。
应用于实际生产,提高工作效率。
参考文献:[1]覃娟.基于PLC和MCGS的自动供料单元控制系统设计[J].装备制造技术,2016(2):119-122.[2]于成龙.基于PLC控制的高炉自动化上料系统的应用与分析[J].自动化应用,2020,3:27-29.[3]祁伟.PLC技术视角下锰铁高炉自动上料控制系统研究[J].工业加热,2019,48(9):33-36.[4]王晓燕.基于PLC的液晶玻璃基板自动上料控制系统[J].兵器装备工程学报,2019,2:33-36.[5]戴冠秀,刘太湖,巩敦卫,等.PLC在运料小车自动控制系统中的应用[J].工矿自动化,2005(6):57-59.图2PLC外部接线图图4梯形图程序。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
基于pLc的过程控制
【论文字数: 20700 论文价格:300元(整套论文)论文编号:EA224】
基于pLc的过程控制
摘要:过程控制是用系统工程的观点和方法来研究化工过程的开发,设计,最优操作和最优控制。
工业自动化涉及的范围极广,过程控制是其中最重要的—个分支。
它主要针对所谓六个参数,即温度、压力、流量、液位(或物位)、成分和物性等参数的控制问题。
它能覆盖许多工业部门,诸如石油、化工、电力、冶金、轻工、纺织等等.因而,过程控制在国民经济中占有极其重要的地位。
过程控制的任务是由控制系统的设计和实现来完成的。
过程控制中需要控制的过程变量在现在的条件下无法直接测量或小易快速测量,因而采用离线或在线实验数据建立模型,揭示变量与操作参数之间的关系,软测量技术就是实现这一环节的手段。
如何在高度不确定性和复杂非线性条件下的实时状态估计方法是研究的一个热点。
随着计算机技术,通信技术,微电子技术和控制技术的发展,工业自动化提出了越来越高的要求,作为标准工业控制设备的PLC也由最初的只能处理开关量发展到可以处理模拟量,并提供PID调节功能和联网通信能力;今后的工业控制系统将想开放总体系结构发展,由现场总线构成的彻底分散型控制系统将会改变自动控制系统的结构,实现现场通信与控制系统的集成。
关键词:过程控制、最优控制、测量技术、plc
?
ABSTRACT
Course control is to study the development in chemical course, design and optimum operating and optimum control with method and the viewpoint of systematic project. The scope that industrial automation is concerned with is very broad, course control is in which most important —branch. It major for the 6 parameters claimed, temperature, pressure, rate of flow and liquid position? , the parameters such as composition and thing control problem.
It can cover a lot of industrial departments such as petroleum, chemical engineering, power and metallurgy , is light industrial , weaving and so on . so, course control is being old to possess extremely important position in the economy of the people. The task of course control is completed by realization and the design of control system. In course control the course variable that need to control the condition in now under can not direct measure or little easy fast measure, thus adopting is away from line or online experiment data to build benevolent model , reveals the relation between variable and operating parameter, soft measure technology is the means that realize this link. How to the state estimated method of real time under high uncertainty and complex nonlinear condition is a hot point of research.
Along with the development of computer technology, communication technology and microelectronics technical and control technology industrial automation have put forward more and more high requirement, as PLC of standard industrial control equipment also from initial can only handle switch quantity development arrive can handle simulated quantity, and offer PID regulation function and unite net communication ability; The last trade control system in the future will want to open to tame architecture development, from scene bus line form scatter thoroughly type dig system system the structure that will change voluntarily control system , realize
the control system and communication on-the-spot integrated Keywords:? process control 、PLC、measure technology。