真空渗碳热处理炉具体操作
渗碳炉操作规程1

渗碳炉操作规程
1、检查提升炉盖机构动作、控制仪表是否正常,检查渗碳剂是否够用,确保线路及电器无故障。
2、检查待渗工件的外观质量,了解工件的渗碳技术要求和渗碳部位,确定防渗措施。
3、在对炉盖的操作时,一人扶着悬臂手柄(防止炉盖左右移动,撞坏氧探头),一人操作按钮,并对炉盖的行动位置进行密切关注。
(本炉所有动作设有互锁,炉盖没关好不能加热。
)
4、加热,加热前必须先开冷却水、开循环风机;根据工艺要求在仪表设置加热工艺参数并运行仪表。
开主令开关,工作指示灯亮,如果不亮可能是炉盖没有关好或线路故障。
5、在炉子整个工作过程中,要求操作员对系统密切关注,定期巡检,检查渗碳温度、碳势、渗碳剂的滴量、废气火焰颜色及长度是否符合工艺要求。
6、排出的废气应点燃,火焰颜色呈浅黄色,火焰应稳定,保持80~100mm长度;炉内压力保持恒定,一般为1960 ~ 4910Pa。
7、工艺结束后,炉温超过150℃时禁止关冷却水、关风机。
设备运行中严禁停冷却水,否则会损坏冷却水套和循环风机;冷却水出水口水温不得超过65℃,当出现任何意外事项时,请立即把总电源关闭。
8、煤油、甲醇属于易燃品,操作时请注意。
700℃以下禁止向炉内滴入甲醇,否则易发生爆炸事故。
9、如果设备长期不用请关闭总电源。
真空渗碳热处理工艺流程

真空渗碳热处理工艺流程温馨提示:该文档是小主精心编写而成的,如果您对该文档有需求,可以对它进行下载,希望它能够帮助您解决您的实际问题。
文档下载后可以对它进行修改,根据您的实际需要进行调整即可。
另外,本小店还为大家提供各种类型的实用资料,比如工作总结、文案摘抄、教育随笔、日记赏析、经典美文、话题作文等等。
如果您想了解更多不同的资料格式和写法,敬请关注后续更新。
Tips: This document is carefully written by the small master, if you have the requirements for the document, you can download it, I hope it can help you solve your practical problems. After downloading the document, it can be modified and adjustedaccording to your actual needs.In addition, the store also provides you with a variety of types of practical information, such as work summary, copy excerpts, education essays, diary appreciation, classic articles, topic composition and so on. If you want to know more about the different data formats and writing methods, please pay attentionto the following updates.真空渗碳热处理工艺流程是一种常见的表面强化处理方法,通过将工件放置在真空环境中,在高温下通过扩散作用使碳原子渗入金属表面,提高金属的表面硬度和耐磨性能。
真空炉操作技术
真空炉操作技术
1.准备
1)经常擦拭炉子外表,保持炉体及仪表清洁干净。
2)应用绸布类织品蘸酒精或气油擦拭炉内灰尘及污物,保持炉内清洁干燥。
3)凡处理的工件及工装或料筐等必须清洗干净,并干燥后方可入炉。
未经清洗或带有水迹的工件不得进入炉内。
4)检查各部分电器应正常。
5)检查水路水压及流量应符合要求。
6)各控制柜及指示灯正常。
7)检查真空泵及真空系统是否正常。
2.装炉
1)打开炉盖,用吸尘器清理炉底落入的氧化皮及杂物。
2)用绸布或不掉毛的织品浸酒精或汽油擦拭炉盖(f-1)的炉口及密封处。
3)零件安装要牢固,以免在设备运行和吹气时造成零件移动和散落。
4)关闭炉盖(门)。
3.起动
1)将循环开关设为自动方式。
2)将工艺程序输入计算机。
3)按工艺选择冷却方式和压力。
4)按下循环起动钮,设备执行程序,抽真空一加热_+冷却自动完成
工序。
4.出炉
1)恢复炉内正常压力,指示灯正常后打开炉盖(门)。
2)卸料时应细心操作,轻拿轻放,不得碰撞炉口。
3)正常使用时不得使用手动方式。
4)停炉后,炉内真空度应保持在6.65×104Pa以下。
5)操作中如出现失控、卡位、限位不准等故障时,应立即停止工作,不要强行操作,以免损坏机件。
待故障排除后再行操作。
6)严格按真空炉的维护与保养制度执行。
真空炉渗碳脉冲工艺流程

真空炉渗碳脉冲工艺流程
1.准备工作:将待处理的工件放入真空炉内,并对炉内进行真空抽气处理,以确保炉内真空度达到要求。
2. 碳源加热:在炉内加入碳源,然后对碳源进行加热处理,以使其达到适当的温度。
3. 脉冲电流处理:在碳源达到适当的温度后,对其进行脉冲电流处理。
这种处理方式可以使碳源在短时间内释放大量的碳原子,并将其渗透到工件表面。
4. 保温处理:在脉冲电流处理结束后,对工件进行保温处理,以使其达到适当的温度,从而促进碳原子在工件表面的扩散。
5. 冷却处理:在工件达到适当的温度后,对其进行冷却处理,以使其表面形成坚硬的碳化物层。
6. 检测处理效果:对处理后的工件进行检测,以确定其是否达到要求的硬度和耐磨性等性能指标。
总之,真空炉渗碳脉冲工艺流程结合了碳渗透和脉冲电流处理的优势,具有渗透效果好、处理速度快、工件变形小等优点,广泛应用于机械制造、航空航天等领域。
- 1 -。
真空炉操作步骤

8号真空炉操作步骤及注意事项一操作步骤:1、打开高压空气阀门,合上控制柜总电源,接通控制系统电源,并且接通控温表、电压、电流表电源。
然后启动预抽阀、预抽泵。
(抽除炉体内氢气)2、打开真空计,待真空度升至1.0 E 1 Pa时即可。
然后关闭预抽阀、预抽泵。
放气、取件。
3、装料前用酒精将托盘表面擦拭干净,然后将待焊工件按照要求摆放在托盘上,将托盘升到位置,拧紧放气阀。
然后启动预抽阀、预抽泵,并且打开真空计测量真空度。
4、待真空度升至6.0 E 0 Pa时,关闭预抽阀,然后启动机械泵Ⅰ、Ⅱ。
约1分钟后关闭预抽泵,同时开启大阀。
5、待真空度升至5.0 E 0 Pa时,启动分子泵电源Ⅰ、Ⅱ。
6、待真空度升至4.0 E –3 Pa时,接通加热电源开始升温。
7、升温步骤:⑴先确定控温热电偶,即“上控温”(上面热电偶)还是“下控温”(下面热电偶)。
⑵“上控温”操作步骤:①若选择“上控温”则应将旋钮开关旋至“上控温”,然后按下“加热启动”按钮,同时“加热”指示灯亮。
再按下“上控晶闸管启动”按钮,同时“上控晶闸管”指示灯亮。
然后选择“自动”或“手动”控制方式。
②自动控制:若选择自动控制则将旋钮开关旋至“自动”,同时“自动控制”指示灯亮。
确定要运行的程序,然后启动控温表运行程序,进行升温。
手动控制:若选择手动控制则先将“手动调节Ⅰ”电位器归零,然后将旋钮开关旋至“手动”,同时“手动控制”指示灯亮。
调节“手动调节Ⅰ”电位器调节加热电流,按照工艺要求进行升温。
③加热结束后,按下“上控晶闸管停止”按钮,将“自动手动”旋钮开关旋至中间位置。
然后按下“加热停止”按钮,将“上控温下控温”旋钮开关旋至中间位置。
关闭加热电源总开关。
⑶“下控温”操作步骤:①若选择“下控温”则应将旋钮开关旋至“下控温”,将“手动调节Ⅱ”电位器归零,然后将钮子开关置于“手动调节”状态(即上方)。
之后按下“加热启动”按钮,同时“加热”指示灯亮。
再按下“下控晶闸管启动”按钮,同时“下控晶闸管”指示灯亮。
渗碳炉操作规程

渗碳炉操作规程
《渗碳炉操作规程》
1. 渗碳炉操作前,应检查设备是否完好,并确保工作环境安全。
操作人员需穿戴防护装备,包括耐高温手套、护目镜等。
2. 打开渗碳炉门,进行预热。
渗碳炉预热时间一般为30分钟,预热温度应根据具体工件材料和要求进行调整。
3. 将工件放入渗碳炉内,关闭炉门,并调整好温度和渗碳时间。
根据工件的要求,可进行多次渗碳处理。
4. 在渗碳炉操作过程中,应随时监控温度和气氛状态,确保符合加工要求。
5. 渗碳炉操作结束后,先停止供气,然后打开炉门,待温度降至安全范围后,将工件取出。
6. 渗碳炉操作结束后,应及时清理炉内残留物,并进行设备维护保养。
7. 渗碳炉操作结束后,将操作记录进行归档,包括工件种类、渗碳时间、温度等参数,以便日后的工艺追溯和改进。
以上即是《渗碳炉操作规程》,操作人员在进行渗碳炉操作时,务必按照规程严格执行,确保工件质量和操作安全。
真空炉操作规程1
真空炉操作规程1、开炉准备1.1检查各电接头是否紧固,各组成部分是否洁净、正常。
1.2测量绝缘电阻,应大于100Ω。
1.3接通电源总开关。
1.4总电源合闸,调压器、控制箱上的总开关合上。
1.5调节控制仪表,使其符合真空热处理工艺要求。
1.6打开回充气体开关。
1.7打开压缩空气开关。
1.8打开水冷系统开关,保证水压在0.15~0.25MPa之间。
,保证排水畅通,重点检查水冷电极处的水流是否通畅。
2、开炉步骤2.1打开炉门,将工件、工件车送入冷却室,然后关闭并锁紧炉门。
送入真空炉内的工件要确保洁净。
2.2确认热室阀、罗茨泵及旋片泵均处于关闭状态时,打开冷室阀(机组管路自动放气,5秒后阀开),启动旋片式机械泵。
2.3当真空度≤800Pa时,启动罗茨泵。
2.4真空度至1.3×102时打开热室真空阀。
2.5观察冷热室真空度接近时、车在退位,车在升位、门在关位。
打开自动送料开关。
2.6当热室真空度至工艺设定值时,合加热开关,启动控温表RUN 键,按程序自动升温,保温。
2.7保温结束后,关闭冷室真空阀。
2.8断开加热。
2.9 按工艺需求选择油淬或气淬2.9.1 自动油淬取料部分:设定延降时间1秒~9分59秒,设定淬火时间1分~59分。
观察冷室真空应接近热室,车在退位,门在关位,车在中位。
打开油气淬开关选择油淬,打开手自动开关选择自动,打开自动取料开关。
2.9.2自动气淬取料部分:设定淬火时间1分~59分,气冷压强0.8~1.8bar。
观察冷、热室真空度应接近,车在退位,门在关位,车在中位。
开油/气淬开关选择气淬,打开手/自动开关选择自动,打开自动取料开关。
2.10充气至0.8bar后,启动气冷风机,当风机正常运转后继续充气至设定压力时(<2bar)停充气。
2.11观察工件认为冷却至≤100℃时停气冷风机。
3、停炉3.1打开冷却室上的气动放气阀,使冷却室内压力恢复至大气压力,关闭放气阀。
3.2确认热室阀、罗茨泵及旋片泵均处于关闭状态时,打开冷室阀(机组管路自动放气,5秒后阀开),开旋片泵,对冷室抽真空,稍有负压,打开锁圈,然后关冷室阀,延时几秒后关旋片泵。
气体渗碳炉操作指导书-完整可编辑版
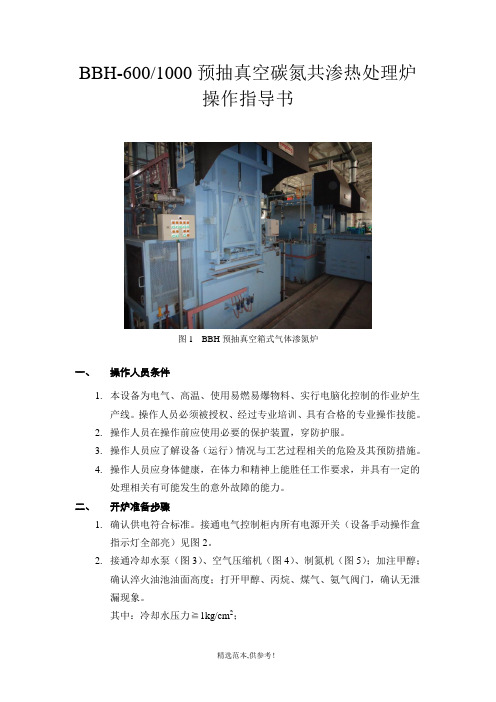
BBH-600/1000预抽真空碳氮共渗热处理炉操作指导书图1 BBH预抽真空箱式气体渗氮炉一、操作人员条件1.本设备为电气、高温、使用易燃易爆物料、实行电脑化控制的作业炉生产线。
操作人员必须被授权、经过专业培训、具有合格的专业操作技能。
2.操作人员在操作前应使用必要的保护装置,穿防护服。
3.操作人员应了解设备(运行)情况与工艺过程相关的危险及其预防措施。
4.操作人员应身体健康,在体力和精神上能胜任工作要求,并具有一定的处理相关有可能发生的意外故障的能力。
二、开炉准备步骤1.确认供电符合标准。
接通电气控制柜内所有电源开关(设备手动操作盒指示灯全部亮)见图2。
2.接通冷却水泵(图3)、空气压缩机(图4)、制氮机(图5);加注甲醇;确认淬火油池油面高度;打开甲醇、丙烷、煤气、氨气阀门,确认无泄漏现象。
其中:冷却水压力≧1kg/cm2;压缩空气压力5-8kg/cm2;氮气压力≧2kg/cm2,纯度99.9%以上;煤气压力≧1kg/cm2;丙烷气压力≧1kg/cm2;氨气压力0.5-0.8kg/cm23.打开操作台触摸屏,将操作画面切换至“加热炉警报监视”,确认是否有红色报警显示,如有显示要检查处理排除(图6)。
4.零件产品及配套装炉工装准备到位。
确认整套设备及配套辅助设施处于良好状态。
图2 电器柜电源控制开关及指示灯图3 冷却水泵图4 空气压缩机图5 制氮机图6 操作台-加热炉警报监视-触摸屏三、开炉运行步骤1.接通CTPC-TP程序控制器、电子记录仪及其它控制电源(图7)。
2.将操作台触摸屏切换至“加热炉电磁阀”监控画面,设定为:真空排气、氮气复压、氮气背压、户袋排气、超级排气为“自动”状态;滴注剂、流量报警、基准气泵、加热室氮气、电子点火器电源(750℃)为“接通”状态(图8)。
图7 CTPC-TP控制电源开关图8 操作台-加热炉电磁阀监控-触摸屏3.将操作台触摸屏切换至切换至“马达”画面,设定:加热炉搅拌、油槽搅拌、油槽循环泵为“自动”,并操作要求确定真空计显示方式和油槽搅拌速度(图9)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
真空渗碳热处理炉具体操作
【盛阳工业炉真空渗碳热处理炉】今天盛阳工业炉为我们介绍一下真空渗碳热处理炉具体操作规程,真空渗碳热处理炉渗碳过程中应注意的重要事项包括三方面,第一,渗剂选择;第二,渗碳过程中分析渗碳炉中的碳势和气氛;第三,确定渗碳保温时间。
下面我们就了解一下吧~
#详情咨询#【盛阳工业炉:真空渗碳热处理炉】
【真空渗碳热处理炉具体操作】
真空渗碳热处理炉进行气体渗碳操作时,首先要将炉温升高到920~940℃,并使炉温均匀.然后再装入
已经准备好了的工作,随即滴入渗碳剂.滴入渗碳剂时,应该由少到多,一般地刚入炉时,每分钟滴入30~40滴,随着真空渗碳热处理炉炉温的升高和加热时间延长,滴入数也应逐渐增加,当炉温升到渗碳温度(920~940℃)时,每分钟的滴入量可增加至70~80滴,在保温过程当中,滴入量不能有太大的波动.工件渗碳以后,一般采用直接淬火.如果不能直接淬火,出炉以后应连夹具放入冷却坑中冷却.冷却坑是一个有盖铁桶,其中放入一些木炭,或倾入一些煤油,如果能通入保护气体更好.这样,工件冷却时就不致造成脱炭和氧化,当工件冷却到200℃以下时,即可取出在空气中冷却.有时,为了加快冷却速度,可在冷却坑外通以循环冷却水。
#详情咨询#【盛阳工业炉:真空渗碳热处理炉】
【真空渗碳热处理炉注意事项】
真空渗碳热处理炉渗碳过程中应注意的重要事项包括三方面,第一,渗剂选择;第二,渗碳过程中分析渗碳炉中的碳势和气氛;第三,确定渗碳保温时间。
①:渗剂选择:
真空渗碳热处理炉气体渗碳中采用煤油和苯或煤油和苯及酒精的混合物,煤油和酒精的混合使用能提高渗碳速度;采用70%的煤油与30%的酒精渗剂,保温4—6小时,渗层会达到0.92~1.16mm且不会产生碳黑影响渗碳。
#详情咨询#【盛阳工业炉:真空渗碳热处理炉】
②:渗碳过程中分析渗碳炉中的碳势和气氛:
经常检查真空渗碳热处理炉炉内渗碳过程进行状态是否良好,应经常对排出的废气进行分析。
在渗碳过中可以把废气点燃,根据火焰颜色、长度和形状判断炉内的工作情况。
在正常情况下,火焰应是稳定的,有一定长度(约100~120mm)呈浅黄色,没有烟灰和火星。
③:确定渗碳保温时间:
在渗碳时,当工件在预计出炉半小时或一小时应拿出试棒淬火打断,(渗碳时试样为相同材料Φ10左右为好)
真空渗碳热处理炉渗碳后淬火,打断看渗碳层的深度,从而确定
出炉时间;试样打断后的颜色,渗层与中心有明显的区别,一般地渗层稍带白色,组织细密,而中心部位颜色稍暗,并比较粗糙。
可用显微尺测出渗层深度。
潍坊市盛阳工业炉有限公司座落于世界风筝之都一一潍坊,东临青岛,紧靠309国道,潍莱高速和济青高速,水陆交通潍坊市盛阳工业炉有限公司是一家集研制、设计、制造为一体的真空工业炉专业生产企业。
公司的主要产品已形成五大系列,分别是:热处理真空炉、钎焊真空炉、烧结真空炉、熔炼真空炉、气氛保护炉等,二十一种类型,上百种规格,具有优质、高效、节能等特点:公司产品广泛应用于航空、航天、军工、冶金、机械、汽车、模具、电光源、特种材料行业以及高等院校等领域。
潍坊市盛阳工业炉有限公司以“诚信为先”为企业的宗旨,为客户提供质先进、价格优惠、售后服务及时的产品。
竭诚欢迎国内、外新老客户前来洽谈业务,愿与您精诚合作,共创未来。
#详情咨询#【盛阳工业炉:真空渗碳热处理炉】。