品质异常处理报告表
品质异常报告怎么写

品质异常报告怎么写品质部品质异常检讨报告品质部品质异常检讨报告事件问题描述如下:在6-1至6-3号生产的T8椭圆1/2平钩26*29.5和T8 1/2斜钩V字型直径26的产品,现这两款产品在生产至出货过程中混料包装出货到客户那里,导致影响客户的出货交期,有损客户对我司的印象,并造成公司物力资源的重大损失。
产品工序责任人如下:开机技术员:蔡灿军、赖虔洲品质IPQC:廖仲坤、赖惠兰点数贴标签:廖凤凤、罗贞凤、吕明裁管:廖国林出货检验:易浩品质部经查证对此事做原因分析如下:1、商务部的制令单上的图纸没更新只是文字描述。
2、针对产品规格和形状差不多的产品,且在同一台机器上生产,生产一款产品订单时更换模具生产下一款时,技术员未跟品质或点数工序沟通说下。
3、产品点数贴标签的时候标签贴错了,但当班的IPQC盖章时没检查到位发现问题。
4、裁管工序裁切时也没核对制令单来做,裁管员在裁管时没主动把首件拿给OQC检验确认。
5、生产出来的产品没有明确区分标识并分开放置,导致裁切、包装容易出错。
6、出货检查时OQC检验没及时发现问题杜绝流入客户那里。
7、新来员工及临时工未做相关岗前作业培训,容易放错误。
永久改善纠正措施如下:1、通知此事件相关负责人,然后召开品质异常检讨会。
2、商务部发出的制令单产品资料要及时更新。
3、新来员工及临时工应做相关的产品品质与作业规模培训再上岗。
4、品质部加强对品质检验员的培训与督导,特别是出货检查要把关到位。
5、生产车间5S要做好,如产品要准确标识区分,对于类似的产品要做明显标识并分开放置。
6、各部门的岗位职责说明书的制定落实。
让工作流程化,制度化。
这样大家工作更顺心。
7、各部门的管理制度撰写制定出来,并落实执行到位。
8、成立ISO内部审核小姐,对各部门的工作流程、5S、管理制度、作业规范、检验规范等相关事项进行不定期地审核与督导。
对于这件事,作为品质主管的我,在对品质检验员的培训与监督工作没做到位,虽有做品质程序文件及相关表单记录,品质部也有按程序来做事,但没监督品质检验员落实执行到位。
异常处置流程(范例)
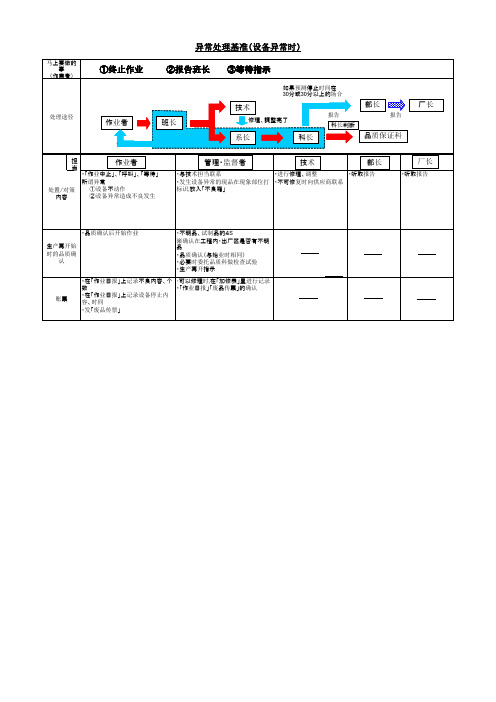
马上要做的 事
(作業者)
处理途径
①终止作业
②报告班长
作业者
班长長
作業開始指示
管理・監督者
③等待指示
如果预测停止时间在 30分或30分以上的场合
技术
修理、調整完了
报告 科長长判断
系長 长
科長长
部长長
报告
品质質保证証科課
工厂场长长
担
作業业者
当
・「作业中止」、「呼叫」、「等待」
所谓异常
账票
・在「作业日报」上记录不良内容、个 ・可以修理时,在「加修表」里进行记录
数
・「作业日报」「废品传票」的确认
・在「作业日报」上记录设备停止内
容、时间
・发「废品传票」
处置/对策 ①设备不动作 内容 ②设备异常造成不良发生
管理・监督者
技术
部长
・与技术担当联系
・进行修理、调整
・听取报告
・发生设备异常的现品在现象部位打 ・不可修复时向供应商联系确认后开始作业
生产再开始 时的品质确
认
・不明品、试制品的4S ※确认在工程内・出厂区是否有不明 品 ・品质确认(与始业时相同) ・必要时委托品质科做检查试验 ・生产再开指示
品质异常处罚单表格

品质异常处罚单
一、异常产品信息
1.产品名称: _____
2.产品批次: _____
3.产品数量: _____
二、异常描述
●简述产品异常现象及对客户/市场需求的影响。
●描述已采取的临时措施。
●说明产品异常的原因分析。
三、处罚依据
●引用适用的公司规章制度或品质标准。
●列举具体的违规行为或不符合项。
四、处罚内容
1.处罚类型: _____(如罚款、扣分、降职等)
2.处罚金额/程度: _____
3.处罚期限: _____
五、整改要求
●提出明确的整改措施和期限。
●要求责任人/部门提交整改报告。
六、申诉权利
●说明相关人员/部门有权利在规定期限内提出申诉。
●提供申诉流程和联系方式。
七、处罚执行日期
●填写处罚正式执行的日期。
八、审批人/盖章
1.审批人: _____(签名)
2.盖章: _____(公司章)
九、备注
●提供其他需要说明的事项或补充信息。
十、日期
●填写制作处罚单的日期。
不良品分析报告表格
不良品分析报告表格本报告是对公司生产的不良品进行分析,旨在找出不良品产生的原因,并提出改进措施,以确保产品质量,提高客户满意度。
1. 不良品基本信息。
产品名称,___________。
生产批次,___________。
不良品数量,___________。
不良率,___________。
2. 不良品分类。
根据不良品的具体情况,将其分类统计,包括但不限于外观缺陷、功能性问题、包装破损等。
3. 不良品原因分析。
(1)生产工艺问题,分析生产过程中可能存在的工艺缺陷,如温度控制不当、操作不规范等。
(2)原材料问题,对原材料进行检测,找出可能存在的质量问题,如原材料不合格、供应商质量管理不到位等。
(3)设备故障,检查生产设备,发现可能存在的故障或不良,如设备老化、维护不及时等。
(4)人为因素,分析人为操作中可能存在的问题,如操作失误、培训不足等。
4. 不良品改进措施。
(1)加强生产工艺管理,确保每个环节的质量控制,提高生产工艺的稳定性和可控性。
(2)加强对原材料的检验和采购管理,建立完善的原材料质量管理体系,严格把控原材料的质量。
(3)加强设备维护和保养,定期检查设备运行情况,确保设备正常运转,减少设备故障对产品质量的影响。
(4)加强员工培训,提高员工的操作技能和质量意识,确保每个员工都能够按照标准操作,减少人为因素对产品质量的影响。
5. 不良品改进效果评估。
对实施改进措施后的产品进行再次检验,评估改进效果,并对改进措施的实施情况进行跟踪和监控,确保改进措施的有效性和持续性。
6. 不良品分析报告结论。
通过对不良品的分析,找出了不良品产生的原因,并提出了相应的改进措施。
公司将全面贯彻执行改进措施,不断提升产品质量,确保产品达到客户要求,提高客户满意度。
以上为不良品分析报告内容,希望能够对公司的生产管理和质量控制工作有所帮助,提高产品质量,为客户提供更优质的产品和服务。
制程品质异常处理规定

1. 目的为规范本公司制程品质异常的处理流程,明确质量异常及时处理、报告内容的填写与发行,提高质量异常的处理时效,确保制程中的产品品质得到有效控制.2. 适用范围适用于公司内所有质量异常问题的提出、处理、执行、验证等.3. 定义3.1 一般异常的定义:3.1.1 产品在制程生产时一小时出现功能不良、尺寸不良、装配不良,不良率超过3%;3.1.2 产品在制程生产时一小时出现外观不良,生产300pcs及以上总不良率超过5%;300pcs以下总不良率超过7%3.1.3 产品在制程中出现安全性隐患;3.1.4 制程中出现物料来料不良超过5%(特采物料除外);3.1.5 工序漏做、做错或混料.3.2 严重异常的定义:3.2.1 制程同一时间段,不良超过10%且无有效改善措施,不良有明显上升趋势;3.2.2 产品出现有安全隐患且不能有效筛选;3.2.3 物料不良且无法加工或挑选使用;3.2. 4 重大质量问题(安全测试不通过、客户端有相关投诉且该产品在线生产且无明确的纠正预防措施)不能在产线得到相关的筛选.3.2.5 批量性不良(不良超过20%).4. 职责4.1 生产部: 负责制程异常的发现、反馈,不良品的区分、处理及制程失控造成的异常原因分析、纠正预防措施的制定和执行;4.2 研发部:4.2.1负责制程异常因工艺、作业标准、包装技术问题造成的不良的产品处理、原因分析及纠正预防措施的拟订和执行以及有效措施标准化文件的建立.4.2.3对生产员工操作进行指导,对异常原因进行分析,并对工艺问题进行改善.4.3 工程部4.3.1负责品质异常中牵涉到的设备异常的设备维修、原因分析、原因改善,以及相关措施的执行.4.4 品质部:4.4.1 IPQC:对整个生产过程进行监控,将车间发生的异常向有关部门进行汇报,对不良品进行标识和隔离,对改善行动进行跟踪、监督以及改善后数据的收集、反馈4.4.2 品质工程师:参与对异常进行分析,对最终执行的纠正预防措施进行跟踪、验证,并保证本管理办法有效执行4.4.3 品质文员:负责品质单的收集、分发、归类和存档以及通报4.5 PMC: 负责异常物料的退货、补发以及产品的入库处理4.6 财务部:负责异常工时的统计,异常财产损失的计算、通报以及相关部门的责任分摊5. 作业内容5.1 发现异常5.1.1 IPQC根据作业指导书的要求进行首件、巡检以及转序产品的抽检,当发现有品质异常时,初步统计不良数量、不良项目等信息.判定异常属于一般异常还是其他异常.5.1.2 当其他人员发现异常时,应立即通知组长和IPQC.5.2 判定异常5.2.1 IPQC对异常现象进行了解并统计后,应确认是否需要发出《品质异常处理单》.如果没有达到异常标准则只需反馈给操作员或组长进行改善,并填写《制程稽查记录表》同时跟进改善结果是否有效,如果达到异常标准3.1则开出《品质异常处理单》;如达到3.2时,除开出《品质异常处理单》外还要开出《品质异常事件单》.5.2.2 IPQC确认并发出《品质异常处理单》,并将异常单中得内容填写清楚,异常单必须具备以下几点:a) 产品批次、型号;b)发生异常的时间和地点;c)已生产数量;d)已发现(抽检)的不良数量;e)不良率;f)异常现象的详细描述;填写完成后交给生产组长或生产主管确认异常.生产部门确认后,需要交给品质组长及以上进行审核.5.2.3 异常单会签完成后,IPQC组长将异常单交给文员进行编号登记.编号原则:QA+年份+月份+日+三位序列号.5.2.4 异常达到严重异常且暂时没有有效措施改善时,需要停机、停拉的,需各部门经理会签评审(夜班可根据情况电话通知,事后补签),经过副总经理批准.生产部立即将异常信息通知给PMC.5.3采取应急措施5.3.1 由生产组长主导对已生产的产品进行隔离、标识,待研发、品质现场工程师给出解决方案.5.3.2 IPQC将异常单交给研发部现场工程师,现场工程师接到异常单后,在现场对不良现象及不良率进行确认.必要时可向销售部了解交期,然后与生产主管、品质工程师共同分析确认,研发、品质现场工程师根据实际情况制定应急措施(严重异常时,可召集相关人员召开会议进行讨论).5.3.3 如应急措施需要返工,则由研发部现场工程师制定返工方案后,生产部按照公司《返工返修管理规定》进行返工.研发部现场工程师现场指导,IPQC对返工后的产品进行确认.5.3.4 研发、品质现场工程师提出临时解决方案一定对现场具有指导性、可行性等,不可用“加强”、“建议”等字眼. 提出临时处理措施时,应具备以下两点:a 对已经生产的产品给出处理措施,如:报废、返工、返修、挑选使用、区分下转等.b 对后续的生产过程给出纠正措施,提升产品合格率.5.3.5 研发部主管或经理负责对临时解决方案的可行性、合理性进行确认.5.4 临时处理措施验证5.4.1现场品质人员、以及现场负责人对于研发、品质现场工程师给出的临时处理措施的实施效果的可行性、合理性进行验证,确保临时处理措施可提升产品合格率或能准确区分、拦截不良品.5.4.2现场品质人员应对已生产产品的处理过程进行监督;对已按临时处理措施处理过的产品进行复检、标识和区分,并统计出准确数量记录在《品质异常处理单》上(含合格数量、不良数量或报废数量).5.4.3 对处理措施涉及到的报废、降级等方案,现场品质人员需复印异常单副本交于PMC和财务部,由PMC评估是否需要补料;由财务部统计异常损失(待追查到责任部门后,将异常损失转嫁到责任部门).5.5 原因分析5.5.1 研发、品质现场工程师对不良现象进行分析,并将分析结果记录在《品质异常处理单》中.必要时组织相关部门进行会议讨论或进行试验验证.5.5.2 研发、品质现场工程师找出异常造成的责任部门并记录在异常单中(异常责任部门明确到车间工序),异常单经部门负责人核准,核准后的异常单传递给责任部门.5.5.3 原因分析要合理、得体,不可用“估计”、“大概”、“可能是”等模棱两可的字眼.5.5.4 在涉及到物料问题时,要写清楚物料名称、物料编码、入库日期、入库状态;在涉及到文件问题时,要写清楚文件编码与版次,以便相关人员追溯、处理.5.5.5 品质工程师须对分析原因的符合性进行确认,并跟进确认库存物料、供应商处物料、在线产品、客户处产品的处理.5.5.6 责任部门收到异常单后,应立即对异常情况进行调查分析,并将分析结果记录在异常单中.如果对异常责任部门判定有异议时,需立即找到对应的现场工程师共同分析或进行试验验证,必要时可召集品质、研发以及总经理进行裁决,直到找到真因为止.5.5 纠正预防措施5.5.1 责任部门(工序)负责人将异常分析结果及改善对策填写在异常单后,经部门主管/经理审核.将异常单回复给品质工程师.如异常单填写的改善措施无法有效解决问题,则直接退回给责任部门的主管/经理,由主管/经理监督或协助完成此异常单的回复.填写要求如下:A.责任部门对异常问题点提出纠正预防措施,须用简洁、明确、确定性的文件进行描述,多项措施应用项目符号标注,如:①、②….B.纠正预防措施应具备可行性、可测量性、权威性、有效性等,不可用“加强”、“建议”、“看情况”、“待确认(待验证)”等字眼.C.纠正预防措施如涉及到其他部门职责范围内,应提交相关责任部门填写预防方案;5.5.2 负责执行的职责部门必须明确纠正预防方案的完成时间,以保证此方案能够得到及时、有效的落实.5.5.3 现场研发部主管级以上人员负责对工程纠正与预防方案的可行性、合理性、有效性进行确认.并填写职责部门及具体完成日期.5.5.5 相关职责部门经理负责对本部门采取的纠正与预防方案的可行性、合理性、有效性进行确认.并确定部门纠正与预防措施的主责人.5.5.5 确认OK后的异常单,由部门文员将异常单给生产部统计异常损失的工时及物料.并将异常单复印分发给生产部、财务部、、PMC及相关责任部门.5.5.6 相关部门收到异常单后,应按照异常单的内容对改善行动进行执行,并将执行结果反馈给品质部.5.5.7 各部门在填写时须严格按以上职责与权限进行,并明确本身在此工作中的职能作用,避免越权,以避免造成异常单的层次不清与混乱及给处理者及执行者带来迷惑与误导.若有好的建议和其他意见,则以附件形式提出.5.5.8 改善措施一旦给出,相关职责部门须按照改善措施执行,如未执行改善措施,品质部有权要求停止生产,所造成异常损失由相关责任部门承担.5.6 效果确认5.6.1 IPQC在异常单原件上对改善后的效果进行跟踪,如改善OK,则可以关闭.如改善NG,则重新开出异常单.5.6.2 改善效果跟踪中,如发生的问题属于新发生的问题,则此份异常单也可关闭.如不良原因相同或由于改善措施引发的问题点,则改善措施无效.5.6.3 效果确认后,IPQC将填写完成的异常单给品质组长审核,品质工程师对已结案或完成改善的项目最终执行结果进行验证,,并对结批数据汇总进行汇报,必要时提供相应验证资料和异常单交给上级批准关闭项目.交由文员存档.5.6.4文员进行汇总各负责人跟进纠正预防措施执行情况,并抄送各部门负责人、副总;5.7 标准化如改善措施经最终判定合格有效,由研发部负责将改善措施增加(修改)到相关文件内,形成标准受控文件6. 相关文件《制程与出货检验作业规范》、《返工返修管理规定》7. 记录表单《品质异常处理单》、《制程稽查记录表》、《品质异常事件单》8. 附流程图。
ISO9001-2015品质超标异常处理规范
品质超标异常处理规范(ISO9001:2015)1.0 目的为了对生产过程中品质超标与异常处理得到及时处理并有效的控制,从而提高生产效率,确保产品的质量。
2.0适用范围适用于产品所有品质超标与异常处理的管理规定。
3.0 职责3.1品管部门负责对品质超标与异常处理报告确认审批,。
3.2各部门主管负责对品质超标与异常报告填写原因和改善措施。
3.3生产经理对各部门主管填写的原因分析和改善措施进行评审并最终决定不合批的处理方式。
4.0定义4.1品质超标:品管在抽样检验中发现的不符合产品接受准则的不合格品超出规定的可接收水平,要求生产单位对该不合格品进行返工/返修处理,相关记录“制程品质超标通知及处理记录”“成品检验报告”。
4.2品质异常:品管在首样检验和巡查检验中发现产品的质量特性不符合规定的要求,要求生产单位对不合格品进行处理并采取措施防止问题的再次发生,相关记录“品质异常反馈处理报告”。
惠州培训网ISO9001-2015内审员升级培训(100元) ISO9001-2015内审员培训(200元) :5.0程序流程:5.1制程品质超标的处理流程(附表样“制程品质超标通知及处理记录”):注①:车间主管不在时须授权领班负责当班的品质确认和书面报告回复;②:车间主管对品管员判定的不良有异议时,即与品管部门主管反馈信息,涉及到无签板、无量具、不可量化的情况下,品管主管联系相关职能部门/人员确定验收标准;5.2成品抽检品质超标的处理流程(附表样“电器成品检验报告”):德信诚培训网更多免费资料下载请进: 好好学习社区5.3品质异常的处理流程(附表样“品质异常反馈处理报告”:注①:新产品投产前,技术中心或营销中心必须提供样板,批量生产时对签板有争议时,提交生产工程部三方重新确定签板。
注②:生产部要求车间主管及时对生产领班的分析和采取措施情况进行审核,见表样; 注③:生产车间必须配合生产工程部的整改工作,要求调试过程中生产车间的操作工、领班在场并服从工作安排。
品质改善报告
PD1005(底部批锋,毛边,擅 自取消对位线)
原因分析:1.冲压下料,半切工序模具设计不当,造成冲 外形废料时拉起毛边,批锋现象。 2. 擅自取消对位线:1.贵司要求PD0912对位线取消,改为 “S”尚准标记,因当时工程记错料号误把PD1005对位 线取消。 改善对策:1.重新设计调整冲压下料,半切模具,由原来 背面直角改为R角。担当:张志显 12/21完成 2.重新追加对位线。担当:张志显 12/21完成 3.已生产产品重新镭雕对位线。担当:张亮亮 12/21完成 4.后续如再有变更要求时,我司必须与贵司确认清楚后再 进行修正。
PD1005(颜色偏亮,蓝,暗, 白,黑,深)
• 原因分析: • 1.偏亮,蓝,暗:A:CD纹时同时有四台机生产,有部 分机台车出光泽会偏亮,偏暗一些,阳极时未区分开使 用同一条件生产,导致光泽偏亮,蓝,暗。 • 2.偏白:CD纹偏浅,导致阳极后偏白。 • 3.偏黑(深):CD纹车削刀具因素,导致阳极后颜色偏 黑(深)。 • 改善对策: • 1.CD纹机无法完全克服,由CD纹后每台机生产产品区 分隔离至阳极,阳极时跟据不同光泽效果调整合适参数 确保颜色品质。 • 2.调整CD纹机台参数,确保阳极后颜色与限度样一致。 • 3.更换新的刀具。12/19 • 4.成品出货检验时,由原来AQL抽样水准加抽100PCS 进行检验.
东莞尚准五金制品有限公司
品质异常改善报告
制作:沈小纳 审核:邹泽成
PD0912(颜色偏黄)
• • • • • 原因分析: 1.前处理化抛时间过短,导致产品表面光泽偏暗。 2.阳极时间过长,表面氧化膜厚导致颜色偏黄。 改善对策: 1.调整前处理化抛时间由原来20秒调整25秒,并严格 参照限度样作业,针对样板模棱两可之间差异部分, 全检时要分开层别,由生产/品保主管确认后才能流入 下工站。担当:黄中轩、邹泽成 • 2.阳极时间由原来13分种调整为10分钟,非特殊情 况不可更改 。担当:黄中轩 完成时间:12/22完成 • 3.成品出货检验时,由原来AQL抽样水准加抽 100PCS进行检验.
供货品质异常分析及改善报告模板

M材料改善报告---P4: 根本原因分析(Root Cause Analysis)
可能原因
现象特征匹配
发生站点匹配
发生概率匹配
再现验证匹配
设备故障
√
√
√
√
说明
该原因导致的不良现象和异常现象是否一致
LILY
2024年3月11日
采购中
M材料改善报告---P6:效果确认(effect confirmation)
设备走动机构报修后,当日已经修好,因此其他M材料没有此种情况;经过本次与现场使用人员沟通,我们待改进设备的行走稳定性,用以实现M材料涂层的更加均匀。此机构的优化计划在本月底以前完成,届时,将提供完善后的产品状态照片。
3D 临时对策
4D 原因分析及验证
5D 改善措施及验证
6D 改善执行及效果确认
7D 预防措施
JACK
工艺
★
★
★
★
LILY
品质
★
★
★
★
★
★
SURE
工程
★
★
★
LUCY
生产
★
★
★
★
★
JULY
业务
★
★
★
M材料改善报告—P3:临时对策(Temporary countermeasures)
现象描述 成立小组 临时对策 原因分析 永久措施 有效验证 措施标准化 客户确认
位置
数量
处理方法
处理结果
完成日期
备注
客户端
1
退回补货
根据客户安排
在库
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Approved by:
Checked by:
表单编号:XXX
Prepared by:
Date:
Owner负责人/ Due date完成日期
D5. Permanent Corrective Action Plan制定永久改善措施 Permanent Corrective Action Plan永久改善措施
Date:
Owner负责人/ Due date完成日期
D6. Verification of Effectiveness 矫正效果确认 Verification of Effectiveness 矫正效果确认
XXXX
品质异常处理报告
8-Discipline Problem Solving Report
CAR NO: D1.Define team: D2. Describe Problem 描述发生问题
Part No: Date:XXX
(附图)
核准:
审核:
经办:XX
D3. Analyze and Describe the Root Cause分析和描述不良原因
Date:
5W analyze_manufacuring cause (不良产生原因)
5W analyze_inspection cause(不良流出原因)
1Why为什么
1Why为什么
2Why为什么
3Why为什么 Root cause 根本原因分析:
2Why为什么 3Why为什么
D4. Containment Action 临时对策 : Containment Action 临时对策
Date:
Owner负责人/ Due date完成日期
D7. Prevent Recurrence 预防再发 Prevent Recurrence 预防再发
Daபைடு நூலகம்e:
Owner负责人/ Due date完成日期
D8. Close 结案:
Date: 确认改善措施执行:
确认改善措施执行后追踪3批出货质量: