项目二供料工作单元调试
项目二 供料单元控制系统实训
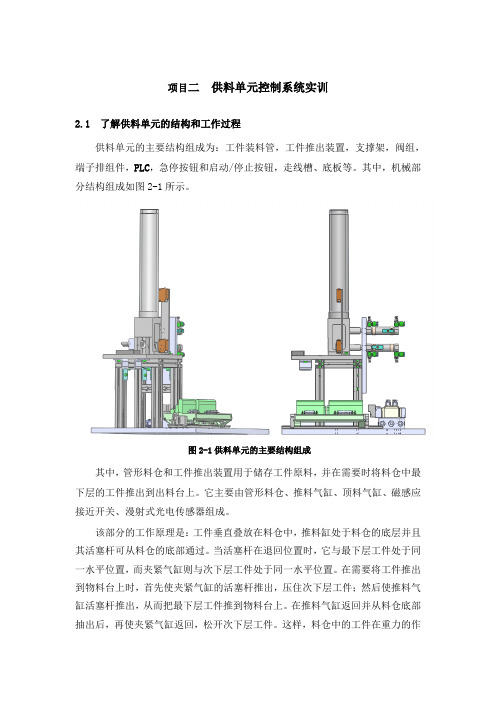
项目二供料单元控制系统实训2.1 了解供料单元的结构和工作过程供料单元的主要结构组成为:工件装料管,工件推出装置,支撑架,阀组,端子排组件,PLC,急停按钮和启动/停止按钮,走线槽、底板等。
其中,机械部分结构组成如图2-1所示。
其中,管形料仓和工件推出装置用于储存工件原料,并在需要时将料仓中最下层的工件推出到出料台上。
它主要由管形料仓、推料气缸、顶料气缸、磁感应接近开关、漫射式光电传感器组成。
该部分的工作原理是:工件垂直叠放在料仓中,推料缸处于料仓的底层并且其活塞杆可从料仓的底部通过。
当活塞杆在退回位置时,它与最下层工件处于同一水平位置,而夹紧气缸则与次下层工件处于同一水平位置。
在需要将工件推出到物料台上时,首先使夹紧气缸的活塞杆推出,压住次下层工件;然后使推料气缸活塞杆推出,从而把最下层工件推到物料台上。
在推料气缸返回并从料仓底部抽出后,再使夹紧气缸返回,松开次下层工件。
这样,料仓中的工件在重力的作用下,就自动向下移动一个工件,为下一次推出工件做好准备。
在底座和管形料仓第4层工件位置,分别安装一个漫射式光电开关。
它们的功能是检测料仓中有无储料或储料是否足够。
若该部分机构内没有工件,则处于底层和第4层位置的两个漫射式光电接近开关均处于常态;若仅在底层起有3个工件,则底层处光电接近开关动作而第4层处光电接近开关常态,表明工件已经快用完了。
这样,料仓中有无储料或储料是否足够,就可用这两个光电接近开关的信号状态反映出来。
推料缸把工件推出到出料台上。
出料台面开有小孔,出料台下面设有一个园柱形漫射式光电接近开关,工作时向上发出光线,从而透过小孔检测是否有工件存在,以便向系统提供本单元出料台有无工件的信号。
在输送单元的控制程序中,就可以利用该信号状态来判断是否需要驱动机械手装置来抓取此工件。
2.2 相关知识点2.2.1 供料单元的气动元件1、标准双作用直线气缸标准气缸是指气缸的功能和规格是普遍使用的、结构容易制造的、制造厂通常作为通用产品供应市场的气缸。
自动化生产线安装与调试项目二 供料单元安装与调试

(4)冲击气缸:这是一种新型元件。它把压缩气体的压力能转换为活塞高速
(10~20米/秒)运动的动能,借以做功。 (5)无杆气缸:没有活塞杆的气缸的总称。
气动系统在供料单元中的应用
(一)气缸
2、标准双作用直线气缸的结构和原理
电气自动化技术
电气自动化技术专业教学资源库
在图 2-2供料操作 示意图中,我们可以 观察到供料单元中使 用的气缸是标准的双
供料单元的结构与工作过程
(一)供料单元的结构
电气自动化技术
电气自动化技术专业教学资源库
供料单元的主要结构包括工件 装料管,工件推出装置,支撑架, 阀组,端子排组件, PLC,急停按 钮和启动/停止按钮,走线槽、底板 等。其中,机械部分结构组成如图 2-1所示。 其中,管形料仓和工件 推出装置用于储存工件原料,并在 需要时将料仓中最下层的工件推出 到出料台上。它主要由管形料仓、 推料气缸、顶料气缸、磁感应接近
(二)供料单元的工作过程
电气自动化技术
电气自动化技术专业教学资源库
在底座和管形料仓第4层工件位置,分别安装一个漫射式光电开关。它们
的功能是检测料仓中有无储料或储料是否足够。若该部分机构内没有工件,则 处于底层和第4层位置的两个漫射式光电接近开关均处于常态;若仅在底层起 有3个工件,则底层处光电接近开关动作,而第4层处光电接近开关常态,表明工 件已经快用完了,系统处于料不足状态。这样,料仓中有无储料或储料是否足 够,就可用这两个光电接近开关的信号状态反映出来。 推料缸把工件推出到出料台上。出料台面开有小孔,出料台下面设有一个 圆柱形漫射式光电接近开关,工作时向上发出光线,从而透过小孔检测是否有 工件存在,以便向系统提供本单元出料台有无工件的信号。在输送单元的控制 程序中,就可以利用该信号状态来判断是否需要驱动机械手装置来抓取此工件。
项目二供料单元的设计与维护
2.安装和连接N:N 通信网络 网络安装前,应断开电源。各站PLC应插上485-BD通 信板。它的LED 显示/端子排列A系统的 N:N链接网络,各站点间用 屏蔽双绞线相连,如图8-3所示,接线时须注意 终端站要接上110欧姆的终端电阻(485BD板 附件)。
⑴ N:N网络:用FX2N、FX2NC、FX1N、FX0N 等PLC进行的数据传输可建立在N:N的基础上。 使用这种网络,能链接小规模系统中的数据。它 适合于数量不超过8个的PLC(FX2N、FX2NC、 FX1N、FX0N)之间的互连。
⑵ 并行链接:这种网络采用100个辅助继电 器和10个数据寄存器在1:1的基础上来完成 数据传输。
3.组建N:N 通信网络 1)网络组建的基本概念和过程 FX系列 PLC N:N通信网络的组建主要是对各站点 PLC用编程方式设置网络参数实现的。 FX系列 PLC规定了与N:N网络相关的标志位(特 殊辅助继电器)和存储网络参数和网络状态的特殊 数据寄存器。当PLC为FX1N或FX2N(C)时,N: N网络的相关标志(特殊辅助继电器)如表8-1所 示,相关特殊数据寄存器如表8-2所示。
⑶ 计算机链接(用专用协议进行数据传输):用 RS485(422)单元进行的数据传输在1:n(16)的 基础上完成。 ⑷ 无协议通讯(用RS指令进行数据传输):用各种 RS232单元,包括个人计算机、条形码阅读器和打印机, 来进行数据通讯,可通过无协议通讯完成,这种通讯使 用RS指令或者一个FX2N-232IF特殊功能模块。 ⑸ 可选编程端口:对于FX2N、FX2NC、FX1N、FX1S 系列的PLC,当该端口连接在FX1N-232BD、FX0N232ADP、FX1N-232BD、FX2N-422BD上时,可以 和外围设备(编程工具、数据访问单元、电气操作终端 等)互连。
《自动线安装与调试》评分表

安装 2、气动连接
识读气动控制回路图并按图连接气路(连接是否完成或有错气 路连接;有无漏气现象;气管有无绑扎或气路连接是否规范)
3、电气连接
识读电气原理图并按图连接(连接是否完成或有错电气连接; 端子连接、插针压接质量,同一端子超过 2 根导线;端子连接 处有无线号等;电路接线有无绑扎或电路接线是否凌乱。)
任务 3 1、写出 PLC 的 I/O 与 PLC 的 I/O 接线原理图是否相符
20
编 制 分配表
PLC 控 2、写出单元初始工 描述清楚、正确 制 程 作状态 序 3、写出单元工作流 描述清楚、正确
程
4、按控制要求编写 满足控制要求 PLC 程序
任务 4 1、机械
满足控制要求
30
调试 2、电气(检测元件)满足控制要求
启动、停止、复位的功能
30
功 能 2、监视功能 实现 3、设置功能
描述清楚、正确 描述清楚、正确
4、填写数据通信表 按实际填写调试运行记录表,是否符合控制要求 记录表
职 业 职业素养与安全意 1、现场操作安全保护是符合安全操作规程;
20
素 养识 与安
2、工具摆放、包装物品、导线线头等的处理是符合职业岗 位的要求;
3、气动系统
气动系统无漏气;动作平稳(气缸节流阀调整是否恰当。)
4、PLC 程序
满足控制要求(料仓中工件落下时刻是否满足控制要求;回转 台能否完成把工件转移到装配机械手手爪下,实现回转定位的
准确性;装配操作顺序是否合理)
5、填写调试运行记 按实际填写调试运行记录表,是否符合控制要求 录表
职 业 职业素养与安全意 1、现场操作安全保护是符合安全操作规程;
得分
机 械 安 装 及 装 20 配工艺
项目二:加工单元的安装与调试

磁性开关的输出为2线(棕色+; 蓝色-),连接时,1B、2B1、2B2、 3B1、3B2的棕色线分别与PLC的I0.1、 I0.2、I0.3、I0.4、I0.5输入点相连, 蓝色线与直流电源的“-”相连。
任务一 加工单元的装配与测试
2. 光电开关的安装与接线
1)光电开关的安装 加工单元中的光电开关主要用于加工台物料检 测,光电开关的安装方法与供料单元中光电开关的 安装方法相同。
自动生产线应用技术
项目二 加工单元的安装与调试
加工单元的装配与测设 加工单元的编程与单机调试
项目二 加工单元的安装与调试
一、 项目综述
加工单元是YL-335B自动生产线的第二个工作 站,负责加工原料(或工件)。加工单元除了可以 独立工作外,还可以协同其他工作单元联动,形成 自动生产线的整体运行。本项目的主要工作任务是 对加工单元实施机电安装、编程调试及运行等操作, 其目的是锻炼学生识图、安装、布线、编程及装调 的综合能力。
(3)装配型材支撑架时,注意调整好各条边的平行度及垂直度, 然后再锁紧螺母。
(4)铝合金型材支撑架上的螺栓一般是具有空间对称的结构的成 组螺栓,锁紧螺栓时一定要成组螺栓的“对角线"装配,以免造成局部应 力集中,长时间会影响铝合金型材的形状。
任务一 加工单元的装配与测试
3)推料机组件的安装方法
安装时,需要注意出料口 的方向向前且与挡料板方向一 致;要手动调整推料气缸和挡 料板位置螺栓,若位置不当将 引起工件推偏。
任务一 加工单元工单元通电(接通气源), 用手按动停止按钮、起动按钮、急停开关、单机/联机转 换开关,观察PLC I1.2、I1.3、I1.4、I1.5的LED是否亮( 灭),若不亮(灭)应检查对应按钮及连接线。
自动生产线安装与调试3-1项目单站篇-供料单元
三、 确定方案
1.小组初步任务方案,并进行成员分工。 2.汇报并修正方案。 3.小组进行分工并领取实训工具。
四、 安装与调试工作计划
五、 实施
任务1:设计
按照工作要求,设计电气原理图、气动原理图。
任务2:安装
(1)机械部分安装 参照供料单元实物全貌图进行安装。 (2)电气连接 参照供料单元I/O接线原理图进行电气接线,整理并捆绑好导线。 (3)气动连接 按气动控制回路图进行气路连接。并将气泵与过滤调压组件连接,在过滤 调压组件上设定压力为6bar(600kPa)。
二、 供料单元的工作原理
该系统的工作过程是:工件垂直叠放在料仓中,推料气缸 处于料仓的底层并且其活塞杆可从料仓的底部通过。当活 塞杆在退回位置时,它与最下层工件处于同一水平位置, 而顶料气缸则与次下层工件处于同一水平位置。在需要将 工件推出到物料台上时,首先使夹紧气缸的活塞杆推出, 压住次下层工件;然后使推料气缸活塞杆推出,从而把最 下层工件推到物料台上。在推料气缸返回并从料仓底部抽 出后,再使夹紧气缸返回,松开次下层工件。这样,料仓 中的工件在重力的作用下,就自动向下移动一个工件,为 下一次推出工件做好准备。
(2)光电开关的接线,光电开关的输出为3线(棕色+,蓝色-,黑色 输出),连接时棕色线与直流电源的正极相连,蓝色线与直流电源的负极相 连,黑色线与PLC的输入点相连。
ห้องสมุดไป่ตู้
3.金属接近开关的安装与接线
(1)金属接近开关的安装,供料单元中配有金属开关, 安装在物料台上,当有金属工件推出时,便发出感应信号, 安装时应注意传感器与工件的位置。
7.物料台面开有小孔,物料台下面也设有一个光电开关,工作时向下 发出光线,从而透过小孔检测是否有工件存在,以便向系统提供本单元物料 台有无工件的信号。
自动化生产线安装与调试课程标准

《自动线的安装与调试》课程标准一、课程基本信息课程名称:自动线的安装与调试适用专业:电气自动化技术课程类别:专业核心课程修课方式:必修教学时数:78学时二、课程概述1.课程定位《自动线的安装与调试》课程在整个专业课程体系中,是一门重要的专业主干课程,是《工业组态控制技术》的后续课程,是《可编程控制技术及应用》和《电气控制及应用》的前修课程,在整个专业培养目标中起着承前启后的作用。
《自动线的安装与调试》课程是理论和实践性一体化的课程,通过学习,可以培养学生的思维素质、创新能力、工匠精神以及用电气控制技术解决实际问题的能力,为后继专业主干和核心课程的学习,都具有十分重要的作用。
本课程遵循以学生为主体、知识为技能服务的理念,培养学生的自主学习能力、创新能力和团队合作的能力,达到在短时间内掌握实际工作技能的要求,从而培养从事电类相关专业的技术人员必须具有的基本素质和技能。
2.课程设计思路电气自动化技术专业是黑龙江省级重点建设专业,《自动线的安装与调试》是电气自动化技术专业主干课程,在麦可思调研报告中被毕业生认为是最重要的专业课程之一。
《自动线的安装与调试》与其他课程一起共同构成学生在电气自动化专业岗位就业所应具备的知识和技能,为培养高端技术技能型人才提供保障。
本课程根据电气自动化技术专业学生所必须具备的综合职业能力出发,按照“以培养职业能力为核心,以工作实践为主线,以典型的工作任务为载体,以培养高素质与高技能并存的人才为目标”的总体设计要求,以培养自动化生产线设备操作、安装、设计和维修维护等岗位职业能力为基本目标,紧紧围绕工作任务完成的需要来选择和组织课程内容,突出工作任务与知识的联系,并根据行业专家对电气自动化技术专业所涵盖的岗位群进行的任务和职业能力分析,同时遵循高等职业院校学生的认知规律,充分考虑课程内容的实用性、典型性、可操作性以及可拓展性等因素,紧密结合专业技能和高级维修电工、可编程序系统设计师(三级)职业资格证书中相关考核要求,本课程为项目式课程,共分为七个项目26个典型的工作任务:分别是自动化生产线的操作与使用、供料单元的安装与调试、加工单元的安装与调试、装配单元的安装与调试、分拣单元的安装与调试、输送单元的安装与调试和自动化生产线整机的运行与调试。
【技能大赛】《机电一体化技术》赛项赛题第4套(高职组)

职业院校技能大赛“机电一体化技术”(高职组)任务书A一、项目名称:机电一体化技术二、任务情境:组装、编程、调试一条小型自动化生产线。
现有一条小型自动化生产线,需要按客户要求进行组装、编程、调试。
其中包括设计、安装、调试机械部件和电气系统,并能完成设备控制系统和人机界面编程,对自动化生产线进行维护、维修、系统集成与设计仿真等工作。
三、项目任务及时间安排:机电一体化技术试题主要考核选手组装、编程、调试一条小型自动化生产线的能力,该生产线由颗粒上料单元、加盖拧盖单元、检测分拣单元、机器人搬运包装单元、智能仓储单元5个单元组成。
大赛为期2天,完成7个工作任务,并实现生产过程自动化,累计完成时间为8小时,由2位选手以团队方式进行完成。
机电一体化技术设备说明一、竞赛设备说明竞赛平台主要由颗粒上料单元、加盖拧盖单元、检测分拣单元、机器人搬运包装单元、智能仓储单元等组成,实现空瓶上料、颗粒物料上料、物料分拣、颗粒填装、加盖、拧盖、物料检测、瓶盖检测、成品分拣、机器人抓取入盒、盒盖包装、贴标、入库等智能生产全过程。
特别提示:本赛题涉及模块功能、布局描述均为参考,不具有指向性,以大赛执委会最终确定实际竞赛设备功能、布局为准。
二、工作过程概述本系统工作过程概述如下:(一)颗粒上料单元输送机构将空瓶输送到上料输送带上,空瓶到位检测传感器检测到空瓶,输送机构停止。
上料输送带将空瓶输送到主输送带,当空瓶到达填装位后,填装定位机构将空瓶固定,主输送带停止;同时根据任务要求供料机构推出对应颜色物料;填装机构将到位的颗粒物料吸取放到空物料瓶内;物料瓶内填装物料到达设定的颗粒数量后,填装定位气缸松开,主输送带启动,将物料瓶输送到下一个工位。
(二)物料瓶被输送到加盖拧盖单元的加盖机构下,加盖定位机构将物料瓶固定,加盖机构启动加盖流程,将盖子(白色或蓝色)加到物料瓶上;加上盖子的物料瓶继续被送往拧盖机构,到拧盖机构下方,拧盖定位机构将物料瓶固定,拧盖机构启动,将瓶盖拧紧。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
• 笔型气缸用于推料及顶料
• 气缸节流阀的作用是调节 气缸的动作(伸缩)速度。
• 电磁阀组控制气缸的动作
供料单元的阀组使用两个二位五通的带手控开关的单电控电磁阀
3、供料工作单元中传感器的应用
• 供料单元用到的传感器主要有:磁性开关、漫射式光电接 近开关。
• 磁感应接近开关用于检测气缸活塞的运动位置,控制气缸 活塞杆的行程
任务2.4运行调试
• • • • • 1、机械部分调试 2、电气部分调试 3、气动部分调试 4、PLC程序调试 5、单元单站运行
磁性开关 磁性开关
磁感应传感器在供料单元中的实际位置
• 漫射式光电接近开关用于检测物料
任务2.2 工作单元安装
1、机械部件安装 2、气动系统连接 3、电气连接
1、机械部件安装
2、气动系统连接图
任务2.3编制PLC控制程序
• • • • • 1、明确单元控制要求 2、写出PLC的I/O分配表 3、写出单元初始工作状态 4、写出单元工作流程(动作过程) 5、编写程序
项目2 供料工作单元调试
• • • • • 布置工作任务 任务2.1 认识工作单元 任务2.2 工作单元安装 任务2.3 编制PLC控制程序 任务2.4 运行调试
任务2.1 认识工作单元
• 1、单元结构与组成
2、供料工作单元中气动元件的应用
• 供料工作单元中应用的气动元件有:双作用气缸、节流阀 和电磁阀组等。