PPAP_checklist
PPAP checklist

PART No. / NAME: Engineering change level (ECL) / DATE: LEVEL OF SUBMISSION:
Items 0 0.1 0.2 0.3 0.4 0.5 1 1.1 1.2 1.3 1-1 1-1.1 1-1.2 2 2.1 2.2 3 3.1 4 4.1 4.2 4.3 4.4 5 5.1 5.2 5.3 5.4 5.5 5.6 6 6.1 6.2 6.3 6.4 6.5 6.6 7 7.1 7.2 7.3 7.4 7.5 7.6 7.7 7.8 7.9 7.10 7.11 7.12 7.13 7.14 8 8.1 8.2 8.3 8.4 PPAP Package Is the PPAP Submission Index available (table of contents)? Does the PPAP reflect all changes of the tool or process? In case of re-submissions: Is the requested information available? Are all documents legible and understandable? Are all PSW of sub-components included? Design Records of Saleable Product [Sect 2.2.1] Are actual design records included (e.g. applicable drawings, material specification, TFC, measurement agreement)? Is a feasibility analysis available for the drawing en
供应商PPAP检查清单
零件重量,除非客户另有规定,否则此重量用kg表示并精确到小数
点后4位(0.0000);重量不包括运输防护、装配辅具或包装材料。为 了确定零件的重量,组织必须随机将选择10个零件分别称重,然后
进行计算并报告平均值,至少必须针对产品实现的每个型腔、工装、 生产线或过程测量一个零件。
The organization shall record on the PSW the part weight of the part as shipped, measured and expressed in kilograms to four decimal places(0.000) unless otherwise specified by the customer. the weight shall not include shipping protectors, assembly aides, or packaging materials. To determine part weight, the organization shall individually weigh ten randomly selected parts, caculate and report the average weight. At least one part shall be measured from each cavity, tool, line or process to be used in product realization.
Ensure all drawing notes and performance requirements are addressed/ undestood.
6
需有最新版EBOM
PPAP检查表
4
Design FMEA设计失效模式及后果分析
N
5
Process flow diagram/Floor Plan Layout过程流程图/场地平面布置图
Y
6
Process FMEA过程失效模式及后果分析
Y
7
Dimensional results尺寸结果
Y
8
Material, performance test resactor information分供方信息
Y
编制(Completed by):审核(Approved by):日期(Date):
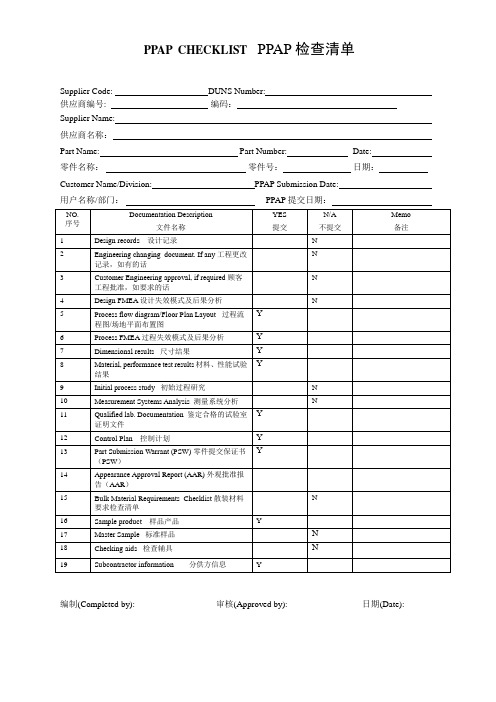
Supplier Code:DUNS Number:
供应商编号:编码:
Supplier Name:
供应商名称:
Part Name:Part Number:Date:
零件名称:零件号:日期:
Customer Name/Division:PPAP Submission Date:
用户名称/部门:PPAP提交日期:
NO.序号
Documentation Description
文件名称
YES
提交
N/A
不提交
Memo
备注
1
Design records设计记录
N
2
Engineering changingdocument. If any工程更改记录,如有的话
N
3
CustomerEngineering approval, ifrequired顾客工程批准,如要求的话
Y
9
Initial process study初始过程研究
N
10
Measurement Systems Analysis测量系统分析
PPAP_Checklist
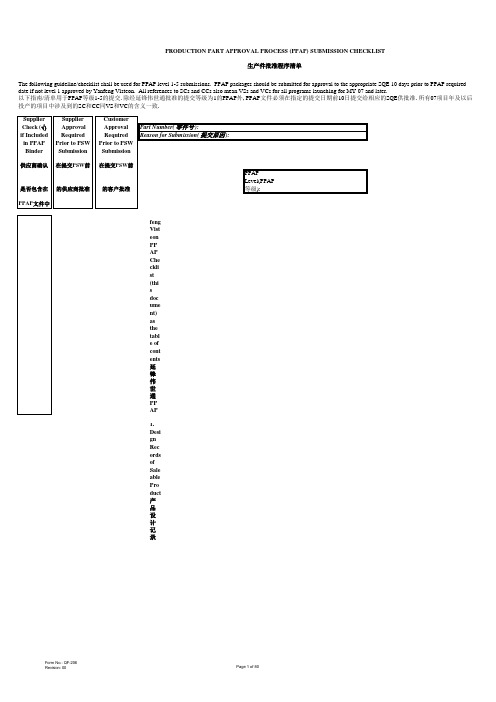
Yanfeng Visteon PPAP Checklist (this document) as the table of contents延锋伟世通PPAP 清单目录1. Design Records of Saleable Product产品设计记录a.Released Engineering Specification/Drawings and drawing notes 工程规范/图纸及图纸注释b.Special Characteristics 特殊特性Special Characteristics Identification Form (SCIF) Model year 2007 and later 特殊特性确认表格c.Interface and performance requirement for defined Black Box part“黑盒子”的零件应当规定接口和性能要求d.Part material composition report, report can be IMDS or other system/method defined by customer零件材质成分报告, 报告可以使用国际材料数据系统或顾客规定的其他系统/方法e.Polymer shall be identified according to ISO sign 聚合物应按ISO符号标识f.E-data, such as CAD/CAM data need hard copy 电子数据, 如CAD/CAM 数据需要打印硬拷贝2. Engineering Change Documents if applicable 授权的工程更改文件SCR approved by all customer functions as specified on SCR forms 批准的供应商变更请求3. Customer Engineering approval, if required 顾客工程批准, 如需要a.Product Engineering Approval(ESER) 产品工程批准(工程样品评估报告)b.Engineering Test Results (ES, Electronic Component) 工程测试结果(工程样品, 电子元件)4. Design FMEA 设计潜在失效模式及后果分析DFMEA must be included if supplier is design responsible 如果供应商有设计责任, 应进行请附DFMEA5. Process Flow Diagrams 过程流程图Detailed Flow Diagram to Yanfeng Visteon's dock 详细的产品流程图6. Process FMEA 过程潜在失效模式及后果分析PFMEA should includ"Handling,Packaging,Warehousing, and Shipping" PFMEA应包括"操作过程, 包装, 仓储和运输"7. Dimensional Results 尺寸结果100% layout for 6 parts for a single line process minimum单线流程最少取6件产品进行100%尺寸测量100% layout for 6 parts for each cavity if the process has 2 cavities per tool minimum如果每个模具有2个穴, 每个穴最少取6件产品进行100%尺寸测量100% layout for 3 parts for each cavity if the process has 3, 4 or 5 cavities per tool minimum如果每个模具有3个, 4个或5个穴, 每个穴最少取3件产品进行100%尺寸测量100% layout for 1 part for each cavity if the process has 6 or more cavities per tool minimum如果每个模具有6个或更多的穴, 每个穴最少取1件产品进行100%尺寸测量a.Tabular Summary Format (according to AIAG manual) - with 100 % in tolerance results 100%在公差范围内的结果Note: Data cannot be older than one year 数据不能过时超过一年b.Any surrogate data must be approved by Yanfeng Visteon's SQE 所有替代的数据必须被延锋伟世通SQE批准Note: Number of layouts may be modified with approval from Yanfeng Visteon. Attach approval if applicable注: 标记出经延锋伟世通批准的修改后的数据, 并附上批准文件8. Records of Material/ Performance test results 材料/性能试验结果的记录Data should be collected from Production Trial Run parts 数据应从试生产产品中收集Any material certification cannot be older than one year 任何材料证明都不能过时超过一年Any surrogate data must be approved by Visteon's Product Engineering 任何代替数据必须被延锋伟世通PD批准Test Results need to include: 试验结果应包括:- Copy of the specifications called out on the drawing 图纸上的材料规范- Material Certification with test results 附有试验结果的材料证明- Approved PV test results by Yanfeng Visteon's PD as required" '- 被延锋伟世通PD批准的PV试验结果9. Initial Process Study 初始过程研究a.At least 100 parts measured and at least 25 subgroups to be considered 最少25个子组并至少取得100个零件测量读数For each SC/VS and CC/VC. Raw data to be included in the PPAP package.应包含每个SC/VS和CC/VC的原始数据b.c.For all SC/VS's and CC/VC's, if any Ppk/Cpk < 1.33, work plan and 100% in process inspection to be implementedas a control method in the Control Plan对于所有的SC/VS及CC/VC项, 如果Ppk/Cpk < 1.33, 则应提交纠正措施计划和包含100%检验的控制计划For all SC/VS's and CC/VC's, if any 1.33 ≤ Ppk/Cpk < 1.67, work plan required对于所有的SC/VS及CC/VC项, 如果1.33 ≤ Ppk/Cpk < 1.68, 则应提交纠正措施计划The following guideline/checklist shall be used for PPAP level 1-5 submissions. PPAP packages should be submitted for approval to the appropriate SQE 10 days prior to PPAP required date if not level 1 approved by Yanfeng Visteon. All references to SCs and CCs also mean VSs and VCs for all programs launching for MY 07 and later.以下指南/清单用于PPAP等级1-5的提交. 除经延锋伟世通批准的提交等级为1的PPAP外, PPAP文件必须在指定的提交日期前10日提交给相应的SQE供批准. 所有07项目年及以后投产的项目中涉及到的SC和CC同VS和VC的含义一致.cumentsForm No.: QF-206Revision: 00Page 1 of 4The following guideline/checklist shall be used for PPAP level 1-5 submissions. PPAP packages should be submitted for approval to the appropriate SQE 10 days prior to PPAP required date if not level 1 approved by Yanfeng Visteon. All references to SCs and CCs also mean VSs and VCs for all programs launching for MY 07 and later.以下指南/清单用于PPAP等级1-5的提交. 除经延锋伟世通批准的提交等级为1的PPAP外, PPAP文件必须在指定的提交日期前10日提交给相应的SQE供批准. 所有07项目年及以后投产的项目中涉及到的SC和CC同VS和VC的含义一致.如果考虑型腔, 则原始数据矩阵应作适当的详细说明* The statistical Capability study must show statistical charts 统计过程能力分析研究应有统计图表* If the study is being done per cavity, at least 100 parts/cavity and at least 25 subgroups should be consideredfor each SC and CC. If less than 30 parts/cavity contact SQE responsible activity to develop a suitable plan.* 如果对每个型腔进行研究, 则对每个型腔的SC及CC项最少要100个数据和至少25个子组。
质量管理过程检查单(PPQA-Checklist)

审计人
阶段 子阶段
审计要点
审计活动
立项
项目启动
制定项目 计划
项目立项报告 项目章程 召开项目启动会议
编制从属计划
参加项目启动会议 制定配置管理计划
项目策划
பைடு நூலகம்
项目计划 纳入配置 库管理
讲配置管理计划纳入配置库 项目计划纳入配置库 管理 管理
需求
建立需求 建立需求基线 基线
建立需求基线,详细步骤参 考《配置管理过程文件》
与用户联络沟通 风险识别 和分析 识别和分析风险
风险管理
参加项目例会 编写个人日报
填写《问题管理表》 与用户联络通过,有问题记 录在《问题管理表》中跟踪 直至关闭
参与识别和分析项目风险
风险处理 处理和缓解风险
执行风险缓解活动
度量分析 执行度量 收集和分析度量数据 收集度量数据
决策分析 评审管理
全程管理 变更管理
参与采购计划评审
备注:发现的不符合项记录在《不符合项管理表》中。标记的状态有:符合(OK) 不符合(NC) 还
计划工作量
实际工作量
审计对象
D- 项目立项报告 D- 项目章程 D-启动会会议记录
D-配置管理计划 D-配置管理工具 (VSS、CVS、 Cleacase等);文 件夹式的配置管理 系统 D-综合计划;I-配 置管理报告; D-需求基线建立申 请;D-用户需求说 明书、需求规格说 明书、系统原型、 用例;D-需求基线 建立报告; D-设计基线建立申 请;D-概要设计书 、详细设计书;D设计基线建立报告 D-测试基线建立申 请;D-测试基线建 立报告; D-产品基线建立申 请;D-产品基线建 立报告; D-产品发布报告 D-打包产品、交付 清单、培训资料 D-系统安装报告 D-签字的验收报告 (测试相关记录、 缺陷文档)
PPAP检查清单(ts16949iso9001)

Байду номын сангаас审核/日期
1/1
单据编号
S10F51
PPAP检查清单
供应商名称/ 代码 产品名称 PPAP递交等级 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 完整的零件提交保证书 产品工程批准的设计记录 产品工程批准的工程更改文件, 如果有 尺寸报告,附尺寸检查标识 检具及检查辅具文件 工程试验清单(DVP)和PPAP试验清 单(PVP) 材料报告或材料质保书 性能报告 过程流程图(工位编号与控制计划 一致) 过程失效模式和效果分析(PFMEA) 控制计划 初始过程能力 MSA 测量系统分析 包装说明 分供方清单和材料清单 场地平面布置图 首件样品(OTS)认可报告 生产件样品 产品图号/日期 提交PPAP样品数量
是 是 是 否 否 否 否 否 否 否 否 否 否 否 否 否 否 否 否 否 否
文件编号 版本号 1.0
备注 可质保技术共同 开发 开发 质保 质保 质保 质保 质保 开发 开发 开发 质保 质保 物流 开发 开发 质保 开发
是 是 是
是 是 是
是 是 是 是 是 是 是 是 是
编制/日期
校对/日期
2---PPAP检查清单填写要求

资产分类:C 内部PPAP Checklist / PPAP 检查清单YFI-DS03-23-05Part Name :零件名称 :工程部门签发的最终零件名称Model Year :车型年份 :填写车辆年份信息(SOP 时间)Part Number :零件号 :顾客零件号+ YFV QAD 号Drawing No.&Version :图纸号及版本:规定提交的顾客零件编号的设计记录及版No. of samples submitted for PPAP :提交PPAP 的样品数量 :5件或该数量由采购工程师确认PPAP Submission Level :PPAP 的提交等级 :根据客户要求的提交等级,一般为3级Supplier promised PPAP Date:供应商承诺PPAP 日期:承诺的PPAP 提交日期Actual PPAP submit date:PPAP 实际提交日期:应早于承诺日期No.序号PPAP Element PPAP 文件种类Remarks 备注1Completed part submission warrant完整的零件提交保证书SQE 签字批准2Appearance approval report / part approved经批准的外观批准报告和外观样件外观工程师会签3项目工程师会签4项目工程师会签5项目工程师会签6Dimensional report referenced to the check print for # ofsamples decided.和尺寸检验标识对应的尺寸报告SQE 会签7Document of checking fixtures/checking aids used.检具清单、检具图纸及验证报告清单项目采购会签、A 、B 表检具工程师会签8Test List 试验大纲项目工程师会签、SQE 脚签9Material test results summary report (incl. All child parts)with all enclosures in original.材料测试结果总结报告,包括所有分零件,并附原始报告供应商公章、SQE 确认10Material Quality Document材料供应商质保书供应商公章、SQE 确认11Functional/performance/durability test results-summaryreport with all enclosures.功能/性能/耐久性测试结果总结报告,并附原始报告供应商公章、SQE 确认12Process flow diagram, duly numbered for each operation(co-relate with FMEA & control plan).过程流程图(工位编号与FMEA 和控制计划一致)供应商会签、盖章13PFMEA 过程失效模式和效果分析供应商会签、盖章14DFMEA-if supplier is design responsible.设计失效模式和效果分析-如果供应商是设计责任者供应商会签、盖章15Special Characteristic List特殊特性清单项目工程师会签、SQE 脚签确认KCC 16produciton Control Plan 生产控制计划.供应商会签、盖章、SQE 确认17pre-launch control plan试生产控制计划供应商会签、盖章18Initial Process capability results 初始过程能力供应商会签、盖章、SQE 确认19Equipment capability results 设备能力指数供应商会签、盖章、SQE 确认20MSA 测量系统分析供应商会签、盖章、SQE 确认21Packaging Specifications (If any) 包装说明-如有要求物流包装工程师确认22 Subcontractor list and Bill of material分供方清单和材料清单项目采购、工程会签(脚签(如使用客户表单,可和项目采购签字在同一位置)23Floor Plan 场地平面布置图SQE 会签24认可证明25SQE 会签认可样件26OTS Approval Report OTS 工装样品认可报告项目采购发放27SQE 会签Completed by (编制): 供应商项目负责人Approved by(审核) :供应商质量部主管Date(日期 ):****__**_**Customer approval(客户审核):YF 项目采购Date(日期 ):****__**_**提交最新版本。
PPAP_Checklist11

Yanfeng Visteon PPAP Checklist (this document) as the table of contents延锋伟世通PPAP 清单目录1. Design Records of Saleable Product产品设计记录a.Released Engineering Specification/Drawings and drawing notes 工程规范/图纸及图纸注释b.Special Characteristics 特殊特性Special Characteristics Identification Form (SCIF) Model year 2007 and later 特殊特性确认表格c.Interface and performance requirement for defined Black Box part“黑盒子”的零件应当规定接口和性能要求d.Part material composition report, report can be IMDS or other system/method defined by customer零件材质成分报告, 报告可以使用国际材料数据系统或顾客规定的其他系统/方法e.Polymer shall be identified according to ISO sign 聚合物应按ISO符号标识f.E-data, such as CAD/CAM data need hard copy 电子数据, 如CAD/CAM 数据需要打印硬拷贝2. Engineering Change Documents if applicable 授权的工程更改文件SCR approved by all customer functions as specified on SCR forms 批准的供应商变更请求3. Customer Engineering approval, if required 顾客工程批准, 如需要a.Product Engineering Approval(ESER) 产品工程批准(工程样品评估报告)b.Engineering Test Results (ES, Electronic Component) 工程测试结果(工程样品, 电子元件)4. Design FMEA 设计潜在失效模式及后果分析DFMEA must be included if supplier is design responsible 如果供应商有设计责任, 应进行请附DFMEA5. Process Flow Diagrams 过程流程图Detailed Flow Diagram to Yanfeng Visteon's dock 详细的产品流程图6. Process FMEA 过程潜在失效模式及后果分析PFMEA should includ"Handling,Packaging,Warehousing, and Shipping" PFMEA应包括"操作过程, 包装, 仓储和运输"7. Dimensional Results 尺寸结果100% layout for 6 parts for a single line process minimum单线流程最少取6件产品进行100%尺寸测量100% layout for 6 parts for each cavity if the process has 2 cavities per tool minimum如果每个模具有2个穴, 每个穴最少取6件产品进行100%尺寸测量100% layout for 3 parts for each cavity if the process has 3, 4 or 5 cavities per tool minimum如果每个模具有3个, 4个或5个穴, 每个穴最少取3件产品进行100%尺寸测量100% layout for 1 part for each cavity if the process has 6 or more cavities per tool minimum如果每个模具有6个或更多的穴, 每个穴最少取1件产品进行100%尺寸测量a.Tabular Summary Format (according to AIAG manual) - with 100 % in tolerance results 100%在公差范围内的结果Note: Data cannot be older than one year 数据不能过时超过一年b.Any surrogate data must be approved by Yanfeng Visteon's SQE 所有替代的数据必须被延锋伟世通SQE批准Note: Number of layouts may be modified with approval from Yanfeng Visteon. Attach approval if applicable注: 标记出经延锋伟世通批准的修改后的数据, 并附上批准文件8. Records of Material/ Performance test results 材料/性能试验结果的记录Data should be collected from Production Trial Run parts 数据应从试生产产品中收集Any material certification cannot be older than one year 任何材料证明都不能过时超过一年Any surrogate data must be approved by Visteon's Product Engineering 任何代替数据必须被延锋伟世通PD批准Test Results need to include: 试验结果应包括:- Copy of the specifications called out on the drawing 图纸上的材料规范- Material Certification with test results 附有试验结果的材料证明- Approved PV test results by Yanfeng Visteon's PD as required" '- 被延锋伟世通PD批准的PV试验结果9. Initial Process Study 初始过程研究a.At least 100 parts measured and at least 25 subgroups to be considered 最少25个子组并至少取得100个零件测量读数For each SC/VS and CC/VC. Raw data to be included in the PPAP package.应包含每个SC/VS和CC/VC的原始数据b.c.For all SC/VS's and CC/VC's, if any Ppk/Cpk < 1.33, work plan and 100% in process inspection to be implementedas a control method in the Control Plan对于所有的SC/VS及CC/VC项, 如果Ppk/Cpk < 1.33, 则应提交纠正措施计划和包含100%检验的控制计划For all SC/VS's and CC/VC's, if any 1.33 ≤ Ppk/Cpk < 1.67, work plan required对于所有的SC/VS及CC/VC项, 如果1.33 ≤ Ppk/Cpk < 1.68, 则应提交纠正措施计划The following guideline/checklist shall be used for PPAP level 1-5 submissions. PPAP packages should be submitted for approval to the appropriate SQE 10 days prior to PPAP required date if not level 1 approved by Yanfeng Visteon. All references to SCs and CCs also mean VSs and VCs for all programs launching for MY 07 and later.以下指南/清单用于PPAP等级1-5的提交. 除经延锋伟世通批准的提交等级为1的PPAP外, PPAP文件必须在指定的提交日期前10日提交给相应的SQE供批准. 所有07项目年及以后投产的项目中涉及到的SC和CC同VS和VC的含义一致.cumentsForm No.: QF-206Revision: 00Page 1 of 4The following guideline/checklist shall be used for PPAP level 1-5 submissions. PPAP packages should be submitted for approval to the appropriate SQE 10 days prior to PPAP required date if not level 1 approved by Yanfeng Visteon. All references to SCs and CCs also mean VSs and VCs for all programs launching for MY 07 and later.以下指南/清单用于PPAP等级1-5的提交. 除经延锋伟世通批准的提交等级为1的PPAP外, PPAP文件必须在指定的提交日期前10日提交给相应的SQE供批准. 所有07项目年及以后投产的项目中涉及到的SC和CC同VS和VC的含义一致.如果考虑型腔, 则原始数据矩阵应作适当的详细说明* The statistical Capability study must show statistical charts 统计过程能力分析研究应有统计图表* If the study is being done per cavity, at least 100 parts/cavity and at least 25 subgroups should be consideredfor each SC and CC. If less than 30 parts/cavity contact SQE responsible activity to develop a suitable plan.* 如果对每个型腔进行研究, 则对每个型腔的SC及CC项最少要100个数据和至少25个子组。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
P PAPKIT_Steel Suppliers_F01 Rev. A (Oct_03)D a n a C o r p.,P a r t S u b m i s s i o n Wa r r a n tPart Name ______________________________________ Part Number _______________________________________ Government and/or Safety Regulation Engineering Drawing Change Level__________ Dated___________Additional Engineering Changes _____________________________________________________________Dated___________ Shown on Drawing Number_____________________ Purchase Order Number______________________ Weight_________kg Checking Aid No.___________________________ Engineering Change Level_______________________ Dated___________SUPPLIER MANUFACTURING INFORMATION SUBMISSION INFORMATION__________________________________________________Materials/FunctionalSupplier Name Supplier Code__________________________________________________Customer Name/Division___________________________Street AddressBuyer/Buyer Code__________________________________________________________________________City State Postal Code Application______________________________________REASON FOR SUBMISSIONEngineering Change Sub-Supplier of Material Source ChangeTooling: Transfer, Replacement, Refurbishment, or additionalParts Produced at Additional LocationOther – please specify____________________________________REQUESTED SUBMISSION LEVEL (Check one)Level 1 - A Dana—Warrant, Appearance Approval Report (for designated appearance items only)Level 2 - A Dana—Warrant, Parts, Drawings, Inspection Results, Laboratory and Functional Results, Appearance Approval Report.Level 3 - A Dana —Warrant, Parts, Drawings, Inspection Results, Laboratory Results, and Appearance Approval Report, Process Capability Results, Capability Study, Process Control Plan, Gage Study, FMEA.Level 4- Per Level 3, but without parts.Level 5- At Supplier Location – Warrant, Parts, Drawings, Inspection Results, Laboratory and Functional Results, Appearance Approval Report, Process Capability Results, Capability Study, Process Control Plan, Gage Study, FMEA.S UBMISSION RESULTSS ubmitting: dimensional measurements material & functional testsT hese results meet all drawing and specification requirements:D ECLARATIONI hereby affirm that the samples represented by this warrant are represented by this warrant are representative of our parts, have been made to the applicable Production Part Approval Process Manual 3rd Edition Requirements. I further warrant these samples were produced at the production rate of ______ / 8 hours.T he product represented by this warrant conforms to all applicable government, End of Vehicle Life, and safety requirements for restriceted materials. Material Safety Data Sheets (MSDS) or equivalent are enclosed or have been previously submitted.I have noted any deviations from this declaration below:E XPLANATION / COMMENTS _______________________________________________________________________________________P rint Name ___________________________________________ Title_______________________________ Phone No.___________________S upplier Authorized Signature__________________________________________________________ Date: ____________________________F OR DANA USE ONLY – Part Disposition: Approved Rejected Other______________Representative_____________________Signature______________________Date___________PPAPKIT_Steel Suppliers_F02 Rev. A (Oct_03)D i m e n s i o n a l Te s t R e s u l ts SUPPLIER PART NUMBERNAME/LOCATION OF INSPECTION FACILITY PART NAMEITEM DIMENSION/SPECIFICATIONSUPPLIERMEASUREMENTSOK NOTOKCOMMENTS(Dana use only)Submitted by:NAME TITLE SIGNATURE DATE PPAPKIT_Steel Suppliers_F03 Rev. A (Oct_03)M a t e r i a l Te s t R e s u l ts SUPPLIER PART NUMBERNAME/LOCATION OF LABORATORY PART NAMETYPE OF TEST MATERIAL SPEC. NO./DATE/SPECIFICATIONSUPPLIERTEST RESULTSOK NOTOKCOMMENTS(Dana use only)Submitted by:NAME TITLE SIGNATURE DATE PPAPKIT_Steel Suppliers_F04 Rev. A (Oct_03)P r o d u c t i o n P a r t Ap p r o v a l P r o c e s s—P e r f o r m a n c e Te s t R e s u l t s SUPPLIER PART NUMBERNAME/LOCATION OF LABORATORY PART NAMEREF. NO.REQUIREMENTS TESTFREQ TESTQTY.SUPPLIER TESTRESULTS ANDTEST CONDITIONSOK NOTOKCOMMENTS(Dana use only)Submitted by:NAME TITLE SIGNATURE DATE P PAPKIT_Steel Suppliers_F05 Rev. A (Oct_03)。