组装车间防错清单
13防错清单
防错装置名称
1 固定节压入位移防错 2 固定节齿圈漏装防错
3 固定节钢球大小混装防错
4 固定节漏装钢球防错
பைடு நூலகம்
5 固定节扭力大小防错
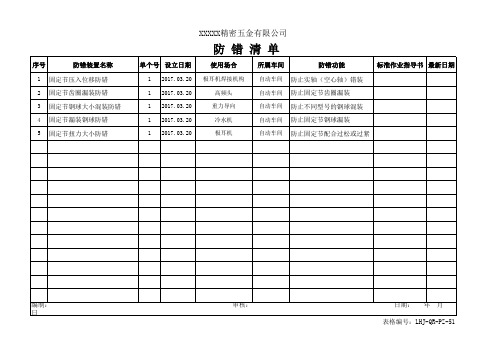
XXXXX精密五金有限公司
防错清单
单个号 设立日期
使用场合
所属车间
防错功能
标准作业指导书 最新日期
1 2017.03.20 极耳机焊接机构
1 2017.03.20
高频头
1 2017.03.20
重力导向
1 2017.03.20
冷水机
1 2017.03.20
极耳机
自动车间 防止实轴(空心轴)错装 自动车间 防止固定节齿圈漏装 自动车间 防止不同型号的钢球混装 自动车间 防止固定节钢球漏装 自动车间 防止固定节配合过松或过紧
编制: 日
审核:
日期: 年 月 表格编号:LHJ-QR-PZ-51
防错、防漏清单

项目名称
项目代号工序号
工序名称防错措施图示防错验证图示
A 、橡胶衬套防漏,由感应
开关检测当工装中放入橡胶衬套的数量为0-3个时,橡胶衬套状态显示为“NG”,仅当数量为4个时,状态显示为“OK”,如右图所示;要求分别对四个感应器进行验证,即第一个感应器不放
入零件,其余3个放入零件,看
设备是否可以启动,第2、3、
4分别按第1个感应器的方式依
次进行验证
B 、支撑套圈防漏,由感应
开关检测当工装中放入支撑套圈的数量为0-3个时,支撑套圈状态显示为“NG”,仅当数量为4个时,状态显示为“OK”,如右图所示;要求分别对四个感应器进行验证,即第一个感应器不放
入零件,其余3个放入零件,看
设备是否可以启动,第2、3、
4分别按第1个感应器的方式依
次进行验证
编制/日期:批准/日期:XXX 铸造有限公司
防错、防漏清单
文件编号:
审核/日期:。
防错清单

防止实轴(空心轴)错装 防止固定节齿圈漏装 防止不同型号的钢球混装 防止固定节钢球漏装 防止固定节配合过松或过紧
防错装置清单
(G391019-1)
序号
防错装置名称
编号 单个号 设立日期
使用场合
所属车间
1 Tulip1#漏割槽防错装置
1
2 搓齿工序来料预车外圆大小防错
1
3 搓齿工序来料预车外圆大小防错
1
4 外星轮2#线漏磨外圆
1
5 搓齿工序来料预车Байду номын сангаас圆大小防错
1
6 卡簧漏装防错
1
7 固定节压入位移防错
1
8 固定节齿圈漏装防错
装配工段cell 1-4 装配生产线
装配工段cell 1-4 装配生产线
装配工段cell 1-4 装配生产线
装配工段cell 1-4 装配生产线
装配工段cell 1-4 装配生产线
清单
防错功能
标准作业指导书编号 最新日期
防止漏割槽外圆
防止来料外圆尺寸不合格现象 防止来料外圆尺寸不合格现象 防止漏磨外圆
1
9 固定节钢球大小混装防错
1
10 固定节漏装钢球防错
1
11 固定节扭力大小防错
1
三销轴叉工段cell 三销轴叉工段cell 实轴工段cell 1
1 1-2
移动节生产 线移动节生产 线实轴生产线
外星轮cell 2 外星轮cell 1-2
固定节生产 线固定节生产 线
装配工段cell 1-4 装配生产线
公司生产车间风险点辨识清单
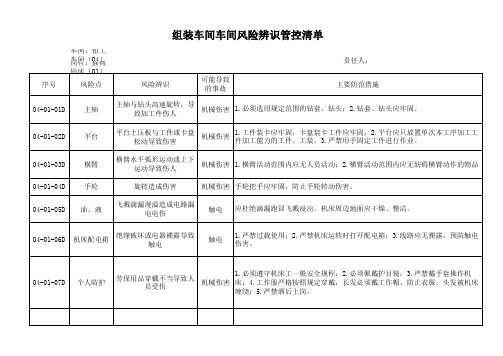
车间:钳工车间(04)岗位:摇臂钻床(01)04-01-01D主轴主轴与钻头高速旋转,导致加工件伤人机械伤害04-01-02D平台平台上压板与工件或卡盘松动导致伤害机械伤害04-01-03D横臂横臂水平弧形运动或上下运动导致伤人机械伤害04-01-04D手轮旋转造成伤害机械伤害04-01-05D油、液飞溅滴漏漫溢造成电路漏电电伤触电04-01-06D机床配电箱绝缘破坏或电器裸露导致触电触电04-01-07D个人防护劳保用品穿戴不当导致人员受伤机械伤害1.必须选用规定范围的钻套、钻头;2.钻套、钻头应牢固。
1.工件装卡应牢固,卡盘装卡工件应牢固;2.平台应只放置单次本工序加工工件加工能力的工件、工装。
3.严禁用手固定工件进行作业。
1.横臂活动范围内应无人员活动;2.横臂活动范围内应无妨碍横臂动作的物品手轮把手应牢固,防止手轮转动伤害。
应杜绝滴漏跑冒飞溅浸出,机床周边地面应干燥、整洁。
风险点风险辨识可能导致的事故责任人:1.严禁过载使用;2.严禁机床运转时打开配电箱;3.线路应无裸露,预防触电伤害。
1.必须遵守机床工一般安全规程;2.必须佩戴护目镜;3.严禁戴手套操作机床;4.工作服严格按照规定穿戴,长发必须戴工作帽。
防止衣服、头发被机床缠绕;5.严禁酒后上岗。
序号主要防范措施车间:钳工车间(04)岗位:台式钻床(02)04-02-01D主轴主轴与钻头高速旋转,导致加工件伤人机械伤害04-02-02D平台平台上压板与工件或卡盘松动导致伤害机械伤害04-02-03D防护罩无防护罩、防护罩不牢固导致伤人机械伤害04-02-04D手轮旋转造成伤害机械伤害04-02-05D油、液飞溅滴漏漫溢造成电路漏电电伤触电04-02-06D机床配电箱绝缘破坏或电器裸露导致触电触电04-02-07D个人防护劳保用品穿戴不当导致人员受伤机械伤害1.必须选用规定范围的钻套、钻头;2.钻套、钻头应牢固。
1.工件装卡应牢固,卡盘装卡工件应牢固;2.平台应只放置单次本工序加工工件加工能力的工件、工装。
06_防错装置清单
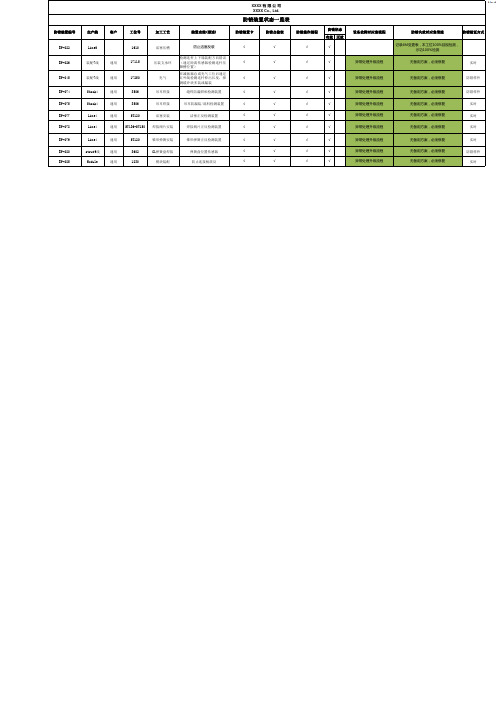
防错失效时应急措施
防错验证方式
记录4M变更表,本工位100%目视检测, 示功100%检测
无备用方案,必须修复
实时
无备用方案,必须修复 无备用方案,必须修复 无备用方案,必须修复 无备用方案,必须修复 无备用方案,必须修复
防错样件 防错样件
实时 实时 实时EP-079Fra bibliotekLine4
通用
ST120
锥形弹簧安装
防错状态 有效 无效
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
通用
3506
吊耳焊接
吊耳防漏装/混料检测装置
√
√
√
√
通用
ST120
活塞安装
活塞正反检测装置
√
√
√
√
通用 ST136-ST150 焊接阀片安装
焊接阀片正反检测装置
√
√
√
√
设备故障时应急流程
异常处理升级流程 异常处理升级流程 异常处理升级流程 异常处理升级流程 异常处理升级流程 异常处理升级流程
锥形弹簧正反检测装置
√
√
EP-080
strut9线
通用
3602
C1弹簧盘焊接
弹簧盘位置传感器
√
√
EP-085
Module
通用
1830
模块装配
防止连接板放反
√
√
√
√
√
√
√
√
异常处理升级流程 异常处理升级流程 异常处理升级流程
无备用方案,必须修复 无备用方案,必须修复 无备用方案,必须修复
生产车间的防呆防错的例子
生产车间的防呆防错的例子生产车间的防呆防错是确保生产过程中不发生错误和失误的关键步骤。
以下是一些防呆防错的例子,帮助车间提高效率、降低成本并确保产品质量。
## 操作规程的明确性为防止操作人员误解或遗漏步骤,制定明确的操作规程是至关重要的。
例如,在设备操作方面,确保每一步骤都清晰地描述,包括启动、运行和关闭过程。
图形化的操作指南和流程图也能够提高可视化程度,减少误操作的可能性。
## 材料标识和验证在车间中使用的材料应当经过清晰标识,包括产品名称、批次号和有效期限。
操作人员在使用材料之前应进行验证,确保所使用的材料是正确的,且处于有效期内。
这有助于避免因材料错误而导致的生产问题。
## 设备故障预防定期的设备维护和检查是防呆防错的重要环节。
制定设备维护计划,定期检查关键部件,确保设备运行正常。
此外,实施设备故障预测技术,提前发现潜在故障,有针对性地进行修复,减少生产中因设备故障而造成的停工时间。
## 工序检查和自动化引入工序检查和自动化技术有助于减少人为错误。
通过在关键生产节点引入自动化设备,可以降低依赖操作人员的程度,提高精度和一致性。
与此同时,设置工序检查点,确保每个生产阶段都经过质量检验,防止次品流入下一阶段。
## 员工培训和认证确保操作人员接受全面的培训,熟悉操作规程和生产流程。
实施员工认证制度,经过考核合格的操作人员才能参与关键工序。
这有助于降低由于操作人员疏忽而引起的错误发生概率。
## 过程监控和数据分析建立有效的过程监控系统,实时追踪生产数据。
通过数据分析,可以及时发现潜在问题并采取纠正措施。
监测生产过程中的关键性能指标,确保在早期阶段发现并解决潜在的质量问题。
## 问题溯源和纠正措施当发生错误时,建立问题溯源机制是非常重要的。
通过追踪问题的根本原因,可以避免同类问题的再次发生。
制定有效的纠正措施,确保问题得到及时修复,并在操作人员中进行培训,以避免类似问题的再次发生。
## 定期的审核和改进定期进行车间内部和外部的审核,评估防呆防错措施的有效性。
产品防错措施一览表

A
V
A
V
A
V
外观
全检
B
V
20-2
卡尺 卡尺
尺寸 卡脚宽度 保压压力
每班1次 每班1次 每班1次
A
V
A
V
A
V
覆层注塑成型
320T注塑机
冷却时间 其它参数
每班1次 每班1次AVAV外观全检B
V
卡尺
长度
每班1次
A
V
20-3
修边
修边刀
外观
全检
B
V
30 完工入库 成品检验 工装检具、卡尺
尺寸
5件/批
A
检查人:
工序
工序名称
20-1 EPDM+PP原料干燥
设备 干燥机
XXX精密机械有限公司
产品防错措施一览表
检查日期:
表单编号:
防错功能描述
检查方法
等级 YES
验证结果
NO
问题描述
防止温度过高、过低 温度显示器,每6小时检查1次
保压压力
每班1次
A
V
骨架注塑成型
130T注塑机
冷却时间 成型温度 其它参数
每班1次 每6小时1次
V
备注: A级-发现设备的防错功能失效,必须立即停止生产,设备维修合格后才能恢复生产; B级-发现设备的防错功能失效,可以不停止生产,但必须制定临时措施进行控制,设备必须在24H内维修合格。 制表:
防错防呆清单

防错防呆清单No. 12 34注塑/S3Y831-1-4机器人设计注塑/S3Y831-1-4机器人设计注塑/S3Y831-1-4机器人设计生产时,模块和端子可以正常放到航模,光电感应器常亮,反之光电感应器灯不亮且机械手停止动作生产单位N/A 光电感应器防止端子和模块无法放入裁切模OK位置每班生产生产单位设备感应、紧急停止线第1:设计阶段N/A第1:设计阶段N/A设备数据显示气压检测设备防止程序无法启动、机械手抓不到航模每班生产生产单位自动化集成保养表生产单位N/A生产预备点检,设备可正常工作气压>5kgf/c㎡没有放入到位的话,光电感应器红色灯会亮起,且机械手停止动作,如果放入到位,光电感应器不会亮生产时,端子能正常被裁切OK,光电感应器红色灯常亮,如果裁切异常,光电感应器红灯不亮且机械手停止动作N/AN/A 024项目编号024-044 92581-1第1:设计阶段N/A模具编号工序记录表单产品料号点检频率点检部门防呆防错基本工具类别应用装置/过程(模具/设备/过程...)防呆防错的目的或用途防呆防错方法与措施(可图文说明)备注产品类型客户024-044点检方法点检阶段使用样件点检时有效期注塑/S3Y831-1-4机器人设计设备感应、紧急停止线光电感应器防止端子无法被裁断第1:设计阶段每班生产设备感应、紧急停止线光电感应器防止裁切好的端子无法精确放入到航模每班生产气压检测设备光电感应器光电感应器光电感应器A1汽车件电子件No.024项目编号024-04492581-1模具编号工序记录表单产品料号点检频率点检部门防呆防错基本工具类别应用装置/过程(模具/设备/过程...)防呆防错的目的或用途防呆防错方法与措施(可图文说明)备注产品类型客户024-044点检方法点检阶段使用样件点检时有效期汽车件电子件567注RevA0A12016.7.26内部变更修正记录表单熊少波罗雅周孙伟2015.08.06新制作新制作夏斌注塑/S3Y831-1-4机器人设计第1:设计阶段不良品测试试作OK设备感应、紧急停止线检测等高棒报警器光电感应器防止产品端子高低PIN无法测试通过每班生产核准审核制定注塑/S3Y831-1-4机器人设计修改原因修改内容.生产单位制/修订日期生产单位92581-1电测样品点检记录表生产时,电流导通测试OK,测试机显示PASS且绿灯亮起,测试NG的话,测试机显示FAIL且红灯亮起同时报警器红灯报警生产时,产品高底PIN测试OK,产品会正常流向工作台,测试NG的话,产品会分流到不良品盒同时报警器会红色灯亮起设备感应、紧急停止线检测探针报警器测试仪防止产品电流导通测试无法通过生产单位92581-1电测样品点检记录表每班生产注塑/S3Y831-1-4机器人设计设备感应、紧急停止线检测镶块报警器光电感应器防止产品端子位置度测试无法通过第1:设计阶段每班生产不良品测试试作OK92581-1电测样品点检记录表第1:设计阶段不良品测试试作OK生产时,产品端子位置度测试OK,灯不亮状态,测试NG,光电感应器红色灯会亮起(静止状态感应器灯也是亮的)且报警器红灯报警光电感应器光电感应器不良品箱A1A1A1。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
组装车间防错清单一、防错装置序号产品零件名称零件编号报警装置检测内容作用验证方法周期示例1F18左前车门外3017301 F18左前车门外组装工装左右混放组装及防止左右混淆将工件放置到工装内验证(混淆零件不能放置到相应工装内)100%验证2 右前车门外3017302 F18右前车门外组装工装左右混放组装及防止左右混淆100%验证3 左后车门外3017304 F18左后车门外组装工装左右混放组装及防止左右混淆100%验证4 右后车门外3017303 F18右后车门外组装工装左右混放组装及防止左右混淆100%验证5 左前车门框3017283 F18左前车门框组卡子工装左右混放组卡子及防止左右混淆将工件放置到工装内验证(混淆零件不能放置到相应工装内)100%验证6 右前车门框3017281 F18右前车门框组卡子工装左右混放组卡子及防止左右混淆100%验证7 左后车门框3017286 F18左后车门框组卡子工装左右混放组卡子及防治左右混淆100%验证8 右后车门框3017285 F18右后车门框组卡子工装左右混放组卡子及防治左右混淆100%验证9 左顶盖7233895-04 F18左顶盖组装工装左右混放组装及防止左右混淆将工件放置到工装内验证(混淆零件不能放置到相应工装内)100%验证10 右顶盖7233896-04 F18右顶盖组装工装左右混放组装及防止左右混淆100%验证11Y483 左前车门外31253378 F18左前车门外检具左右混放测量及防止左右混淆将工件放置到工装内验证(混淆零件不能放置到相应检具内)首件验证12 右前车门外31253379 F18右前车门外检具左右混放测量及防止左右混淆首件验证13 左后车门外31250113 F18左后车门外检具左右混放测量及防止左右混淆首件验证14 右后车门外31250114 F18右后车门外检具左右混放测量及防止左右混淆首件验证15 左前车门框30784265 Y483左前车门框组卡子工装左右混放组卡子及防止左右混淆将工件放置到工装内验证(混淆零件不能放置到相应检具内)100%验证16 右前车门框30784266 Y483右前车门框组卡子工装左右混放组卡子及防止左右混淆100%验证17 左后车门框31250107 Y483左后车门框组卡子工装左右混放组卡子及防治左右混淆100%验证18 右后车门框31250108 Y483右后车门框组卡子工装左右混放组卡子及防治左右混淆100%验证19W77 左前车门框8V5 837 643 W77左前车门框检具左右混放测量及防止左右混淆将工件放置到工装内验证(混淆零件不能放置到相应检具内)抽检验证20 右前车门框8V5 837 644 W77右前车门框检具左右混放测量及防止左右混淆抽检验证21 左后车门框8V5 839 643 W77左后车门框检具左右混放测量及防止左右混淆抽检验证22 右后车门框8V5 839 644 W77右后车门框检具左右混放测量及防止左右混淆抽检验证23 左三角窗8V5 853 345 W77左三角窗冲爪/组卡子/组装工装左右混放冲爪.组装及防止左右混淆将工件放置到工装内验证(混淆零件不能放置到相应工装内)100%验证24 右三角窗8V5 853 346 W77左三角窗冲爪/组卡子/组装工装左右混放冲爪.组装及防止左右混淆100%验证①F18车门外左右混淆后不能进行组装②F18侧框左右混淆后不能进行组卡子25W66 左三角窗8V4 853 345 W66左三角窗组卡子工装左右混放组卡子及防止左右混淆将工件放置到工装内验证(混淆零件不能放置到相应工装内)100%验证26 右三角窗8V4 853 346 W66右三角窗组卡子工装左右混放组卡子及防止左右混淆100%验证27 左侧梁8V4 853703AW66左侧梁组装工装左右混放组装及防止左右混淆100%验证28 右侧梁8V4 853704AW66右侧梁组装工装左右混放组装及防止左右混淆100%验证29X77 左三角窗8U0 853 3462ZZX77左三角窗组卡子工装左右混放组卡子及防止左右混淆将工件放置到工装内验证(混淆零件不能放置到相应工装内)100%验证30 右三角窗8U0 853 3462ZZX77右三角窗组卡子工装左右混放组卡子及防止左右混淆100%验证31 左侧梁8U0 853 703A 2ZZX77左侧梁组装工装左右混放组装及防止左右混淆将工件放置到工装内验证(混淆零件不能放置到相应工装内)100%验证32 右侧梁8U0 853 704A 2ZZX77右侧梁组装工装左右混放组装及防止左右混淆100%验证33B8 左三角窗8KD 853345 2ZZB8左三角窗组卡子工装左右混放组卡子及防止左右混淆将工件放置到工装内验证(混淆零件不能放置到相应工装内)100%验证34 右三角窗8KD 853346 2ZZB8右三角窗组卡子工装左右混放组卡子及防止左右混淆100%验证35 左侧梁8KD 853703 2ZZB8左侧梁组装工装左右混放组装及防止左右混淆将工件放置到工装内验证(混淆零件不能放置到相应工装内)100%验证36 右侧梁8KD 853704 2ZZB8右侧梁组装工装左右混放组装及防止左右混淆100%验证37C7 左三角窗4G5 853 345B 2ZZC7左三角窗组卡子工装左右混放组卡子及防止左右混淆将工件放置到工装内验证(混淆零件不能放置到相应工装内)100%验证38 右三角窗4G5 853 346B 2ZZC7右三角窗组卡子工装左右混放组卡子及防止左右混淆100%验证39 左侧梁4GD 853703 2ZZC7左侧梁组装工装左右混放组装及防止左右混淆将工件放置到工装内验证(混淆零件不能放置到相应工装内)100%验证40 右侧梁4GD 853704 2ZZC7右侧梁组装工装左右混放组装及防止左右混淆100%验证41 M-Z 左三角窗56D 853 345 M-Z左三角窗冲爪/组装工装及检具左右混放冲爪、组装、测量及防止左右混淆将工件放置到工装内验证(混淆零件不能放置到相100%验证③Y483车门框左右混淆后不能放入组卡子工装槽内42 M-Z 右三角窗56D 853 346 M-Z右三角窗冲爪/组装工装及检具左右混放冲爪、组装、测量及防止左右混淆应工装及检具内)100%验证43DⅡSC 左前车门框13369396 DⅡSC左前车门框检具左右混放测量及防止左右混淆将工件放置到工装内验证(混淆零件不能放置到相应检具内)100%验证44 右前车门框13369397 DⅡSC右前车门框检具左右混放测量及防止左右混淆100%验证45 左后车门框13369398 DⅡSC左后车门框检具左右混放测量及防止左右混淆100%验证46 右后车门框13369399 DⅡSC右后车门框检具左右混放测量及防止左右混淆100%验证47新明锐左三角窗11.11209-1 新明锐左三角窗冲爪工装左右混放冲爪及防止左右混淆将工件放置到工装内验证(混淆零件不能放置到相应工装内)100%验证48 右三角窗11.11209-2 新明锐右三角窗冲爪工装左右混放冲爪及防止左右混淆100%验证49Q5 左侧梁8R0 853 7032ZZQ5左侧梁组装工装左右混放组装及防止左右混淆将工件放置到工装内验证(混淆零件不能放置到相应工装内)100%验证50 右侧梁8R0 853 7042ZZQ5右侧梁组装工装左右混放组装及防止左右混淆100%验证51迈腾CC 左侧梁35D 854 7013Q7迈腾CC左侧梁组装工装左右混放组装及防止左右混淆将工件放置到工装内验证(混淆零件不能放置到相应工装内)100%验证52 右侧梁35D 854 7023Q7迈腾CC右侧梁组装工装左右混放组装及防止左右混淆100%验证53V212 左侧梁A 212 69013 80V212左侧梁组装工装左右混放组装及防止左右混淆将工件放置到工装内验证(混淆零件不能放置到相应工装内)100%验证54 右侧梁A 212 69014 80V212右侧梁组装工装左右混放组装及防止左右混淆100%验证55M-K 左行李架5ND 860043 ZAQM-K左行李架组装工装及检具左右混放组装.测量及防止左右混淆将工件放置到工装内验证(混淆零件不能放置到相应工装及检具内)100%验证56 右行李架5ND 860044ZAQM-K右行李架组装工装及检具左右混放组装.测量及防止左右混淆100%验证57新朗逸左行李架18D 860 025ZAQ新朗逸左行李架组装工装及检具左右混放组装.测量及防止左右混淆将工件放置到工装内验证(混淆零件不能放置到相应工装及检具内)100%验证58 右行李架18D 860 026ZAQ新朗逸右行李架组装工装及检具左右混放组装.测量及防止左右混淆100%验证59途安左行李架1TD 860033A途安左行李架组装工装及检具左右混放组装.测量及防止左右混淆将工件放置到工装内验证(混淆零件不能放置到相应工装及检具内)100%验证60 右行李架1TD 860 途安右行李架组装工装及检左右混放组装.测量及防止左右混淆100%验证④W77三角窗左右混淆后不能放入组装工装型腔内⑤侧框左右混淆后不能放入检具型腔内034A 具61Yeti 左行李架5LD 860025Yeti左行李架组装工装左右混放组装及防止左右混淆将工件放置到工装内验证(混淆零件不能放置到相应工装内)100%验证62 右行李架5LD 860026Yeti右行李架组装工装左右混放组装及防止左右混淆100%验证63CrossPolo 左行李架6R0 860043A V7R左行李架组装工装及检具左右混放组装.测量及防止左右混淆将工件放置到工装内验证(混淆零件不能放置到相应工装及检具内)100%验证64 右行李架6R0 860044A V7R左行李架组装工装及检具左右混放组装.测量及防止左右混淆100%验证二、防错方法1.车间左右撇产品的操作工位分列摆放,并挂有标识,如图1所示;图12.车间左右撇产品使用的跟踪卡颜色不同,左撇白色,右撇蓝色,如图2所示;图23.操作员操作动作及工件摆放规范化,出现混撇能够很快辨认。
图34.新明锐、M-K。
M-Z角窗左右撇装箱区定位,并贴有明显标识,右撇二维码上贴有黄色圆点。
图45.对需要粘堵盖的车门外检装后做已粘贴标记,防止未检装的产品混入已检装产品中。
图5。