注塑车间品质项目整改计划ppt课件
《注塑车间总结》PPT课件
0.39%
0.34%
0.31%
0.25% 0.20% 0.15%
0.21% 0.16%
0.10%
0.05%
0.00% 1月 2月 3月 4月 5月 6月 7月 8月 9月 10月 11月 12月
不合格率
0.39% 0.34% 0.31% 0.21% 0.16% 0.46%
五、模具与设备管理及建议
◆■、模具管理 模具是企业中的一项重要的企业资产,模具的管理水平直接影响 产品的质量和产品的交货期,但它的管理在企业中依然属于一个被忽略的 角落不被重视。对我们生产塑胶产品而言,模具是成型塑胶产品之母,是 成型合格产品的保障。 注塑车间是与模具有密切关联的车间,产品的生产效率及品质与 模具有密切的联系。80%以上的质量及效率与模具有关,实际上注塑企业 的工程服务能力主要表现为模具。模具的重要性具体表现在如下2个方面: 1) 模具的成型周期和质量一一决定注塑生产的效率(成型快,模具维护时 间少): 2)注塑件的质量(外观、尺寸精度、强度等),主要取决于模具的 质量,好的模具保证生产的产品质量稳定,生产效率高。 所以我们要高 度重视,要在模具研发、设计与制造上下功夫,把问题消灭在制造前。现 在我们企业模具管理、设计与制造存在问题很多:应该根据TS/ 16949对 产品开发的要求产品在立项开发前,对产品与模具进行APOP策划及FMEA
12月份注塑不良品缺陷汇总
206
15.73% 缺料 206 15.73%
32
2.44%
粘模
32 2.44%
690
缺陷数量 不良比率
52.67% 其它 690 52.67%
12月份注塑车间生产不合格率图
2009年1~12月份注塑车间生产不合格率趋图
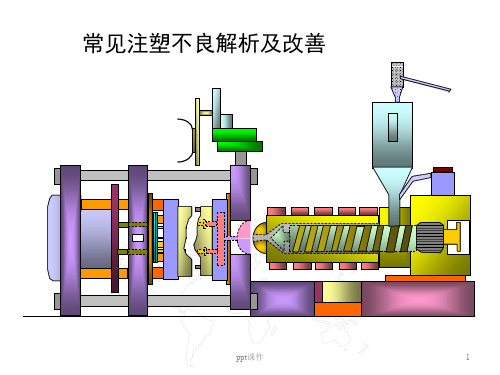
常见注塑不良解析及改善 ppt课件
ppt课件
12
黑点:注塑件表面由于原料的杂质或注塑设备的原因产生的黑色斑点。
黑点
产生原因
喷嘴与主流道吻合不良,产生积料,并 在每次注射时代入模腔
加料时空气中灰尘进入塑料 料筒或喷嘴有死角
料筒内清洗料未充分排出
解决办法
调整机台或模具,增加定位环
注意加料,采用密封好的烘料筒 检查并清洁料筒或喷嘴,螺杆清刷
解决办法
增加流道,浇口尺寸
改进制品工艺设计,使制品薄厚均匀
浇口开在制品厚壁处,改进浇口位置
延长注射及保压时间
提高模具/料筒温度
提高注射/保压压力
ppt课件
提高注射速度 5
顶白:动模的包紧力太大,顶出力集中导致塑件应力集中而使塑件在 受力集中的区域变形。
顶白
产生原因 注射速度太快 塑料温度太高 注射压力太大 保压压力太大,或时间太长 顶出机构设计不合理 脱模斜度不够 模具抛光不好 模具冷却太长或太短
熔接痕
产生原因 熔料/模具温度太低
浇口太多 浇口太小或堵塞 注射速度太慢 注射压力太小 模具排气不良
解决办法
提高料筒/喷嘴及模具温度
减少浇口或改变浇口位置
增大浇口或清理浇口/流道
提高注射速度或加大浇口尺寸
提高注射压力
ppt课件
改善熔合区的排气
8
银丝:在塑料制件表面,像水滴在地面上溅开的样子,通常是顺着塑料 流动的方向。
ppt课件
10
尺寸偏差
49.36mm
49.96mm
尺寸:50.00±0. 2mm
尺寸偏差是由于收缩率、流动性及工艺参数等原因,造成加工好的 塑件实际尺寸与规定尺寸间出现的误差。
注塑常见质量问题及改善指引37页PPT

注塑常见质量问题及改善指引
•
46、寓形宇内复几时,曷不委心任去 留。
•
47、采菊东篱下,悠然见南山。
•
48、啸傲东轩下,聊复得此生。
•
49、勤学如春起之苗,不见其增,日 有所长 。
•பைடு நூலகம்
50、环堵萧然,不蔽风日;短褐穿结 ,箪瓢 屡空, 晏如也 。
谢谢你的阅读
❖ 知识就是财富 ❖ 丰富你的人生
71、既然我已经踏上这条道路,那么,任何东西都不应妨碍我沿着这条路走下去。——康德 72、家庭成为快乐的种子在外也不致成为障碍物但在旅行之际却是夜间的伴侣。——西塞罗 73、坚持意志伟大的事业需要始终不渝的精神。——伏尔泰 74、路漫漫其修道远,吾将上下而求索。——屈原 75、内外相应,言行相称。——韩非
怎样管理好注塑车间课堂PPT

原料/色粉/水口料的管理
1.原料/色粉/水口料的包装、标识与分类.
2.原料/色粉/水口料的领用记录.
3.拆包的原料/色粉/水口料需及时封袋.
4.塑料性能、材料鉴别方法的培训。
5.制订水口料添加比例的规定.
6.制订色粉的存放(色粉架)与使用规定.
7.制订料耗指标及补料申请的规定.
8.定时对原料/色粉/水口料进行盘点,防止
5
碎料房的管理
1.制订碎料房的管理制度和碎料工作指引. 2.碎料房内的水口料需分类/分区摆放. 3.碎料机之间需用隔板隔开,以防碎料飞溅出来造成干扰. 4.碎好的料袋后需及时封口,并贴上标识纸(注明:原料名称、颜色、 色粉编号、碎料日期及碎料员等. 5.碎料机需编号/标识,并做好碎料机的使用、润滑、保养工作. 6.定期检查/紧固碎料机刀片的固定螺丝. 7.透明/白色/浅色水口料需固定机台粉碎(最好分开碎料料房). 8.更换不同料的水口料粉碎时,需彻底清理碎料机及刀片,并保持 环境清洁. 9.做好碎料员的劳动保护(佩戴耳塞、口罩、眼罩)及安全生产管 理工作. 10.做好碎料员的业务培训、岗位职责培训及管理制度的培训工 作.
样板/文件资料的管理等。
2
科学合理的人员编制
注塑车间的工作事务繁多,需有一个科学合理的 人员编制,才能做到人员分工合理、岗位责任明 确,达到“事事有人管、人人都管事”的状态。 因此,注塑车间需要有一个好的组织架构,合理 分工并制订出各岗位人员的工作职责。
3
塑胶车间组织结构图(针对20台)
▪ 制三课课长
物料料遗失.
8
周边设备的使用与管理
注塑生产中所用的周边设备主要有:模温机、变频器、机械手、 自动吸料机、机边碎料机、盛料桶、烘料桶(干燥器)等,对所有 周边设备应做好使用/保养/管理工作,才能保证注塑生产的正常 运行,其主要工作内容如下: 1. 对周边设备应编号、标识、定位、分区摆放. 2. 做好周边设备的使用、维护与保养工作. 3. 在周边设备上贴挂“作业操作指引”. 4. 制订周边设备的安全操作及使用管理规定. 5. 做好周边设备的操作/使用培训工作. 6. 若周边设备出现故障不能使用时,需挂上“状态牌”----设 备故障,待维修. 7. 建立周边设备(名称、规格、数量)清单
注塑车间初期改善报告PPT课件

第9页/共16页
五.其他 1.称重区、打包区
第14页/共16页
︵︵
︶
谢 谢!
第15页/共16页
感谢您的观看!
第16页/共16页
注塑车间注塑车间初期改善报告初期改善报告挑战陈规陋习不找借口挑战陈规陋习不找借口改善工作环境持之以恒改善工作环境持之以恒规范行为方式日积月累规范行为方式日积月累提高自我素质追求卓越提高自我素质追求卓越改善口号一一
改善口号 •挑战陈规陋习,不找借口 •改善工作环境,持之以恒 •规范行为方式,日积月累 •提高自我素质,追求卓越
现状:1.有合格品区标识,但整体规划欠佳; 2.塑料箱使用混乱,没有颜色区分; 3.塑料箱摆放杂乱,没有明显的区域; 4.塑料箱内状态混杂,小包装(塑料袋)规格不统一; 5.同一塑料箱内装有多种成品; 6.橡胶制品混在注塑成品区域内; 7.产品长时间放置在暂存区,占用地方。
改善:1.重新划分合格品区域,作标识; 2.颜色管理:蓝色装合格品、黄色装待处理品、红色装废品; 3.在合格品区域内整齐摆放装有成品的塑料箱,最上层塑料箱需要遮盖,减少
第1页/共16页
一.模具区
未上架
未上架
放有杂物
现状:1.模具摆放处未进行标识(注明区域存放物品、负责人、作业注意 事项。)
2.模具摆放杂乱,模具上有杂物。 改善:1.打印“模具存放区”标识牌,标识牌中注明责任人;
2.制作作业指导,粘贴现场,列明存放模具清单; 3.模具区域划分常用与不常用区域,模具上和模架上做名称标识; 4.未使用模具必须上架,且须按要求摆放。
注塑件制程品质控制ppt课件
量问题。
一、工艺参数变动
1.增加了压力:注意产生披峰(周边披峰、孔位披峰)、顶白、拉裂、粘模、烧焦、
尺寸变大、产品处较薄处、近水口处有无不规则缩水、拖花。
2.降低了压力:注意产生缩水、走料、夹水纹明显且熔接处脆弱、波浪纹、砂面模易
发亮。
3.加快了射速:注意生产披峰、烧焦。
4.减慢了射速:注意生产缩水,走料、夹水纹明显熔接处脆弱、波浪纹、砂面模易以
5.对该班的不合格品,应当天填写《产不合格处理报告》,内容必须详细描述, 交有关负责人签收。
6.A《巡查报告》、B《不合格处理报告》、C《质量异常改善通知书》使用方法: A.记录检验结果,将发现质量问题、发现时间、通知负责人、负责跟进结 果做好相应的记录。
B.对该班生产有不合格品,就一定要写,对厂外退货回来,如果可以做返 工处理的,同样也用这表格。 C.对某些产品出现严重问题,或许在三番五次通知都得不到解决的,应必 须填写《质量异常通知书》,如主管、领班拒签的,交厂长审批处理。 7.对该班机台更换模具时,必须做到及时收发副板和《质检指导书》,做到机边 生产的产品与机台挂的指导书和副板是一致的,有些对更换机种时,及时对机 台尾数做好相应的标识,不要造成不同产品混放。 检验员造成“失信”的几上有害作法
B.多问、多听、多看、多跟进。
C.认真、礼貌、友好、专注、态度平等。
D.及时反馈,做出恰当的反应。
四、自身的建设与完善。
1.品质保证知识更新、经验积累、作风培养应持续进行。
2.工作程序的持续改善。
3.以良好的态度与作风争取全体员工的信任。
生产要素变动后注意事项
“所谓知已知彼,方能百战百胜”,在领班填写《领班巡检报告》的同时,更应了解工艺或其它要素变动可能会引起什么样的质
注塑车间质量提高改善计划

注塑车间质量提高改善计划一、引言注塑车间是制造业中非常关键的一环,其产品的质量直接关系到整个生产线的效率和客户满意度。
然而,注塑车间的质量问题也是比较普遍的,如产品的缺陷、成品率低、废品率高等,都直接影响到企业的经济效益和声誉。
因此,为了提高注塑车间的质量,需要做出改善计划,逐步解决现有的问题,提升整体质量水平。
二、现状分析1.产品质量问题当前注塑车间生产的产品存在一些质量问题,主要表现为产品尺寸不合格、表面瑕疵较多、成品率低、废品率高等。
2.设备问题注塑车间的设备老化严重,存在一些故障隐患,导致生产效率低下,无法满足生产需求。
3.员工技能不足部分员工在注塑生产方面的技能较差,对注塑机的调试和维护不熟练,导致生产中出现一些质量问题。
同时,由于员工素质不高,工作中存在浪费和过程中的不良习惯。
4.管理问题目前注塑车间的管理方式较为落后,存在一些管理漏洞和盲区,导致了一些质量问题的发生。
对于以上现状,我们需要制定相应的改善计划,逐步解决这些问题,提升注塑车间的整体质量水平。
三、质量改善计划1. 产品质量改善- 设立专门的质量检查岗位,对每批产品进行全面检查,并及时对不合格产品进行处理,避免不合格品进入下一道工序。
- 对注塑工艺进行全面评估,对生产中出现的问题进行改进,保证产品尺寸稳定,表面光洁度高,成品率提高,废品率降低。
2. 设备改善- 对注塑设备进行全面的检修和维护,及时排除故障隐患,确保设备的正常运转。
- 针对老化严重的设备,逐步进行替换,引进更加先进的注塑设备,提高生产效率和产品质量。
3. 培训员工- 对注塑车间的员工进行全面的技能培训,包括注塑机的操作技能、调试技能、维护技能等,提高员工的整体素质和技能水平。
- 加强员工的纪律教育,规范员工的行为,培养良好的工作习惯,降低人为原因导致的质量问题。
4. 强化管理- 建立质量管理及技术改进组和专家队伍,对注塑车间的整体流程进行全面评估,提出问题解决方案。
品质改善计划PPT课件

功能不良 累计不良率
尺寸不良
120.00% 100.00% 80.00% 60.00% 40.00% 20.00% 0.00%
前三大不良 外观不良 作業不良 功能不良
原因分析
改善对策
责任人
1.员工对品质意识不强,没有做好自检 好。 2.品管没有严格依样品检查,工作疏忽 导致不良品流出 3.黑色产品表面发亮,因调机不合理, 温度未控制好导致
06mms155pc202371a0spnr支架16000043抽檢48pcs發現變形及熱溶銅柱包膠2pcsg330pe601732a0spnr面板29900156抽檢32pcs發現碰傷3pcs飛油2pcss155pj200821aspnr992015抽檢40pcs發現水口位毛邊6pcss155pc202331a0spnr支架2840s155pl201271a0spnr導光柱1200003437抽檢32pcs發現來料乳白色1pcs導燈發黃10pcss555rj200881a0spnr4400063抽檢32pcs發現缺料2pcss155pj200812a0spnr抽檢12pcs發現表面印力痕明顯10s155pl201271a0spnr導光柱390000333抽檢12pcs發現來料燈發黃4pcs11s155pb201301a0spnr5640125抽檢32pcs發現來料側面削傷4pcss555pj200871a0spnr4320313抽檢32pcs發現殘膠絲10pcs13s555pa200811a0spnr面板1790094抽檢32pcs發現表面料花2pcs水口未削平1pcs14g330pb602541a0spnr15000229抽檢48pcs發現卡鉤變形11pcs15s458pj200711a0spnr86801抽檢20pcs發現卡鉤變形2pcs16s155pl201271a0spnr90000125抽檢32pcs發現燈頭毛邊4pcss458pc2019912001a0spnr前后架36000125抽檢32pcs發現前后架混料4pcs18s555pa200811a0spnr面板6750125抽檢32pcs發現刮傷2pcs飛油2pcs19g330pb602541aspnr14200145抽檢48pcs發現卡鉤斷1pcs變形6pcs20s555pa200811a0spnr160019抽檢32pcs發現發白5pcs水口削傷1pcs21s458pe202873b0spnr67302抽檢10pcs發現拉高2pcs22s458pe202873b0spnr抽檢32pcs發現拉高及雜質dongguancitysupinplastielectronicco
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
8.2 客户端品质投诉的处理及后续改善跟进
改进方向: *针对客户端的品质投诉,在接到投诉一个
工作日内织组技术、生产、资材、业务 人员进行品质异常改善会议,会议内容 主要为:不良根本原因的分析、杜绝预 防再发的措施、客户端货品交期的确认 等
8
15、质量意识的培训与宣传
*全员贯彻TQM意识,建立ISO质量体系文 件,加强质量数据分析,开展改善行动。
12、对于生产过程中的品质问题,及时与 牵涉到的部门进行沟通、协调,尽快提出 解决方案,以减少不良品的产生,从面降 低品质成本。
13
谢谢您的支持!
14
吹塑IPQC共2人,其主 要为执行吹塑车间白、 晚班的产品首检、巡检、 收货检的工作及相关品 质报表的填写
成品包装及出货QA1 人,其主要工作为执 行成品包装及出货的 终检及出货检验记录 的填写
5
2.2质量管理体系
改进方向: *建议公司导入ISO,重新梳理、完善公司管理体系;达到
职责分工明确、部门衔接顺畅,所有活动都有“法律” (文件)依据,这样可减少部门之间因职责或标准不清 造成的扯皮现象。(3个月) *针对各部门情况设定相应的质量指标,可作为公司高层对 各部门或管理人员的考评依据;对被考核部门人员来说 是一种奋斗目标。(3个月)
11
8、建议公司重新导入ISO质量管理体系, 由品质部牵头建立ISO质量管理体系,覆 盖整个公司生产系统,并监督要求各部门 严格执行。
10、品质部负责建立完整的制程质量控制 文件(包括供应商、内部制程、包装、客 户端服务),制定制程各质控点的质文件,形成 完整的检验报表,包括客户退货、出货检 验,在保证对仓存超过3个月的成品进行 出货前检验的基础上,并对目前在仓的成 品分批检验,出检验报告,以便处理。
2
二、公司品管组织推行计划及改进方案
1、品质部管理架构 2、质量管理体系 3、IPQC 4、QA 5、公司内部例会或品质例会 6、生产QC的组织和岗位资格认定 7、客户标准样品、检验样品的建立及后续
改善跟进
3
8、客户端品质项目的沟通及客诉系统的建 立和维护
9、品质目标的分解 10、物料、成品的标识及防护 11、技术/品质对生产工艺的研究、对生产
*入职员工要进行质量意识、质量知识和岗 位技能的培训。并开展岗位资格的认定 工作。
*对转岗的员工开展岗位资格认定。 *公司内部粘贴宣传画、标语。 *开展品质改善提案奖励制度,让员工充分
参与品质改善活动。
9
16、推行“5S”
*因5S是员工养成“好习惯”,摒弃“草 率”,建立“讲究”的基础工程,也是做 好品质工作、提高工作效率、降低生产成 本的先决条件。推行5S关键是要建立5S推 行管理制度(检查、评比、奖惩做到透明 化),最重要的是持之以恒。 *从目前情况来看执行得很失败。
6
7.2 生产QC的组织和岗位资格认定
改进方向: *针对生产现场选拔QC,择优录用。经考
核量材给予品管专业技能培训(一个月) *加强QC报表的采集和利用。制订实际可
行的质量目标并针对内部工程能力(cpk) 进行测试,对工程直通率的结果以品质统 计方式进行全厂公布,以达到部门与部 门间同步提升,品质日新月溢。
10
三、工作目标(08.11-09.2)
1、完善目前公司品质控制系统,所有生 产过程的品质活动都要有相应的书面流 程,并被有效执行,09.02月结束时对公 司的品质控制系统进行审核。
2、在目前品质管理运作的基础上建立和 完善一套适合佳宏工厂的品质管理操作 流程和考核细则,在09.02月结束时达到 对整个生产过程都有有效的控制,并完 成对相关部门的量化考核。
注塑车间品质项目整改计划
2008-11-10
1
一、工作计划
1、初步建立内部品质系统,完善品管圈 及品管组织。
2、了解、熟悉制造部的质量管理系统的 运行现状,对质量体系、运作流程、生 产制造工艺过程、质量控制点及关键质 量数据进行详细的考察,针对现存的不 足,提出改进的方向。
3、根据制定的工作目标,实施相应的工 作计划。
作业的指导 12、测量监视仪器的完善和使用 13、质量意识的培训与宣传 14、推行“5S”
4
1.1品质部架构
品管部主管
注:计划品质部总人数6人。
注塑IPQC
吹塑IPQC
成
品
包
装
及
白班
夜班
白班
夜班
出
货
QA
注塑IPQC共2人,其主 要为执行注塑车间白、 晚班的产品首检、巡检、 收货检的工作及相关品 质报表的填写