试产联络单A4
手机试产作业流程操作指引

h)QC工程图;
i)产品工艺步骤表;
j)产品测试作业指导书;
k)产品包装方案。
5.3.4物料准备
5.3.5计划科计划员依据经营单位试产信息要求组织试产所需物料采购, 而且根据试产需求制订《备料清单》, 货仓和试产线依据《备料清单》落实试产物料发放和领用;
5.3.6试产线准备
a)试产线领到试产物料后由试产线基层管理人员组织进行试产前准备工作, 准备工作包含:
c)负责解答试产过程中功效性异常事件。
4.2计划科
a)负责整合试产采购计划。
b)负责小批试产、中批试产订单识别、制单。
c)主动配合试产任务, 优先调配生产设备硬件资源应用, 确保资源有效配置。
d)接收和回复试产需求信息。
e)审核经营单位提供试产技术资料完整性、一致性、明细性。
f)核定、公布试产多种计划信息、包含缺料、开模、施工时间等。
3.2首批生产: 指新产品在经过试产后组织第一次大批量生产活动。
3.3产品工程师: 负责组织整个试产过程全部工作人员, 负责协调支配试产过程中多种资源。为试产任务第一责任人。
试产单(1)

试 产 报 告
名称 产地 使用部门 充电器部 968 型号规格 试产数量 试产日期 万能充 500 12月5日 责任人及 完成时间
修改方案 1.修改PCB板孔位。 2.改直脚USB,PCB改孔. 3.输出点孔位分开。 4.重新修改线路方案。 5.外购PVC通用型灯架。 1.同(插件第4项)。 2.待定。 3.OK. 4.修改PCB板AC触片点孔位 1.修改面壳模具。 2.修改弹簧长度及力度。 3.改板时在重新布线路。 4.重新匹配螺丝。 5. 改为368型通用五金片。 6.修改结构时工程在确认 8.改插头五金长度。 9.待定。 10.换通用型导线。 11.老化无炸机及其他不良 现象。 12.待定
生产: PMC:
品质: 采购:
工程: 销售:
仓库: 审核:
生产部填写
生产部意见 1.AC弹片与孔位不配合,插件时易插不到位,易掉推板时容易翘起来 B定位孔缺边,插USB时易往一边靠,对不上位或USB歪。 3.两黑线插一个孔位,不好插,易掉线,补线也不好。 4.零件太密,挡手影响插件效率。 5.灯用套管不好定位,建议用灯架 1.零件太密,短路比例多. 2.测试测试OK 4.AC触片歪,翘的比例15% 1.灯罩太紧,要很用力才能装进去 2.压缩弹簧太长,比较难装 3.输出导线太短,容易掉线,合盖难度较大 4.固定旋转座螺丝太大,螺丝比较难打 ,会爆柱。 5.诺基亚五金孔位有偏差,有的装不到位,建议改为与368座充通用的 五金片 6.弹簧有20度角斜,装上后有点歪 7. 有50%旋转盖打起来没手感 8.AC插头顶端太短,导致接触不良,建议加长0.5-1.0MM 9.螺丝柱太小,料差的情况下易爆柱、断柱。 10.DC线太硬,影响装配速度 11.成品电性能正在测试、老化 12.用13003方案成本高
产部工作联络单模板
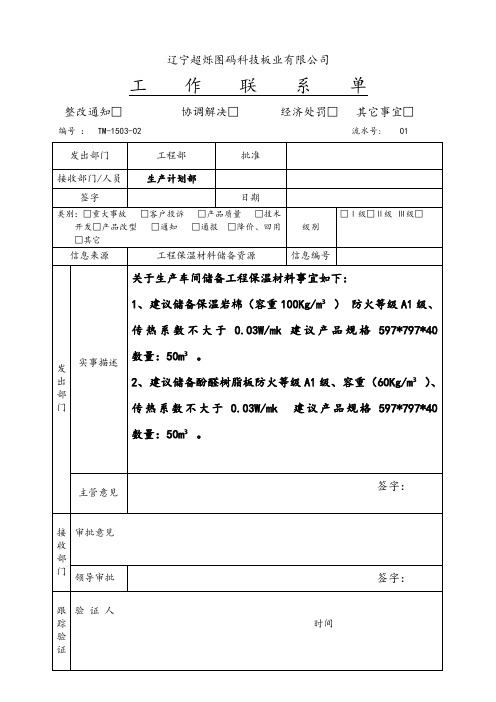
工作联系单
整改通知□协调解决□经济处罚□其它事宜□
发出部门
工程部
批准
接收部门/人员
生产计划部
签字
日期
类别:□重大事故□客户投诉□产品质量□技术开发□产品改型□通知□通报□降价、回用□其它
级别
□Ⅰ级□Ⅱ级Ⅲ级□
信息来源
工程保温材料储备资源
信息编号
发出部门
实事描述
关于生产车间储备工程保温材料事宜如下:
审批意见
领导审批
签字:
跟踪验证
验证人
时间
编号:TM-1503-02流水号: 01
1、建议储备保温岩棉(容重100Kg/m³)防火等级A1级、传热系数不大于0.03W/mk建议产品规格597*797*40数量:50m³。
2、建议储备酚醛树脂板防火等级A1级、容重(60Kg/m³)、传热系数不大于0.03W/mk建议产品规格597*797*40数量:
生产部工作联络单模板

整改通知□协调解决□经济处罚□其它事宜□
编号 :流水号:
发出部门
工程部
批准
接收部门/人员
生产部
签字
类别:□重大事故 □客户投诉 □产品质量 □技术开发□产品改型 □通知□通报 □降价、回用□其它
级别
□Ⅰ级□Ⅱ级 Ⅲ级□
信息来源
信息编号
发出部门
实事描述
处理意见
未完原因
签字:
跟踪验证
验 证 人
时间
及要求完成时间
经公司研究决定,大庆创业城4地段GRC构件预埋件整改(见大庆创业城4区块GRC构件预埋件整改方案)样品,需生产部安排相关人员制作。样品编号为:XW、XIA-2-1 共两件。防锈漆参照《WX618水性铁锈转化防锈底漆使用方法》进行操作。
签字:
主管意见
签字:
接收部门
处理意见
签字:
主管意见
签字:
材料﹑制程试作联络单 模板

附件﹕無
發文人﹕
會知單位﹕
□材料試作
主旨﹕驗証S1H6 LF產品不浸電路板保護膠之可行性。
▓制程試作
目的﹕驗証S1H6 LF產品不浸電路板保護膠之可行性。
內容說明﹕
请资材帮忙排单试作如下產品:
试作型号:S1H6 LF
试作数量:540PCS
要求如下:1、S1H6 LF產品不浸電路板保護膠作業,材料由資材發料;
2、按SOP作业;
3、针对各工站不良须严格区分维修;
4、请生产放试作单,并请IPQC协助全程追踪。
24負責人﹕
部門主管﹕單位主管﹕
受文單位回復意見
資材﹕
確認
生產﹕
確認
品保﹕
確認
SQE:
確認
備注﹕
核 准
審 核
生产通知联络单1.doc

生产(通知)联络单生产(通知)联络单美文欣赏1、走过春的田野,趟过夏的激流,来到秋天就是安静祥和的世界。
秋天,虽没有玫瑰的芳香,却有秋菊的淡雅,没有繁花似锦,却有硕果累累。
秋天,没有夏日的激情,却有浪漫的温情,没有春的奔放,却有收获的喜悦。
清风落叶舞秋韵,枝头硕果醉秋容。
秋天是甘美的酒,秋天是壮丽的诗,秋天是动人的歌。
2、人的一生就是一个储蓄的过程,在奋斗的时候储存了希望;在耕耘的时候储存了一粒种子;在旅行的时候储存了风景;在微笑的时候储存了快乐。
聪明的人善于储蓄,在漫长而短暂的人生旅途中,学会储蓄每一个闪光的瞬间,然后用它们酿成一杯美好的回忆,在四季的变幻与交替之间,散发浓香,珍藏一生!3、春天来了,我要把心灵放回萦绕柔肠的远方。
让心灵长出北归大雁的翅膀,乘着吹动彩云的熏风,捧着湿润江南的霡霂,唱着荡漾晨舟的渔歌,沾着充盈夜窗的芬芳,回到久别的家乡。
我翻开解冻的泥土,挖出埋藏在这里的梦,让她沐浴灿烂的阳光,期待她慢慢长出枝蔓,结下向往已久的真爱的果实。
4、好好享受生活吧,每个人都是幸福的。
人生山一程,水一程,轻握一份懂得,将牵挂折叠,将幸福尽收,带着明媚,温暖前行,只要心是温润的,再遥远的路也会走的安然,回眸处,愿阳光时时明媚,愿生活处处晴好。
5、漂然月色,时光随风远逝,悄然又到雨季,花,依旧美;心,依旧静。
月的柔情,夜懂;心的清澈,雨懂;你的深情,我懂。
人生没有绝美,曾经习惯漂浮的你我,曾几何时,向往一种平实的安定,风雨共度,淡然在心,凡尘远路,彼此守护着心的旅程。
沧桑不是自然,而是经历;幸福不是状态,而是感受。
6、疏疏篱落,酒意消,惆怅多。
阑珊灯火,映照旧阁。
红粉朱唇,腔板欲与谁歌?画脸粉色,凝眸着世间因果;未央歌舞,轮回着缘起缘落。
舞袖舒广青衣薄,何似院落寂寞。
风起,谁人轻叩我柴扉小门,执我之手,听我戏说?7、经年,未染流殇漠漠清殇。
流年为祭。
琴瑟曲中倦红妆,霓裳舞中残娇靥。
冗长红尘中,一曲浅吟轻诵描绘半世薄凉寂寞,清殇如水。
项目开发工作联络单模板

8、整机 9、清单器件资料□ 10、其他:
1、业务接单 □ 2、自主接单□ 3、预研开发 □ 4、质量改进□
5、其它
硬件 开发
软件 开发
成员 会签 实施 反馈 总结
签审 注:
项目类型:全新□ 派生□ 预研□ 质量改进□ 其他
工作确认:
1、 PCB 板设计人:
设计时间:
回样时间:
2、 设计样文件输出时间:
小批文件:
批产文件:
3、 硬件设计、测试、实验负责人:
时间:
4、 外加工器件或采购的名称
时间:
5、 电控样板时间:
6、 手板或小批时间:
7、 电气方案制订负责人:
时间:
8、 产品样机的零部件送样时间:
9、 整机小批试产计划:
是否需可靠性运行: 是□ 否□
10、整机文件完成时间:
1、 软件设计人:
设计周期:
2、 功能测试工程师:
测试周期:
3、 设计样机送样时间:
4、 最终版本完成时间:
5、 功能说明书及产品卡负责人:
时间:
6、校验码:
项目组长:
部门经理:
分管领导:
日 期:
日 期:
日 期:
1,本开发工作联络单如应用中心不予立项,仍进行部门内部统计,电子文档最后打印纸质归档。
2,为提高工作效率,缩短流程时间,以上可电子签字并等同本人手写签字。
公司名称
致: 项目 名称:
1:客户: 5:客户要求:
文件编号:
开发工作联络单
版本号: NO:
2:项目量预计:
3:开发诚意金:
4:芯片:
详细 开发 要求
开发 来源
要求完成时间:
工程试料联络单

品质检验(品管部填):(请附品质检验书)
1.外观: 2.功能: 3.老化: 4.湿度: 5.寿命: 6.冷热: 品质判定: A.产品各项检测合格,品质可放行。 B.产品检测不合格,材料不可使用。 7.高温: 8.低温: 9.跌落: 10.拉力: 11.扭力:.试作OK,可投入生产。 2.存在问题,无法满足要求。 3.可限定使用,限定条件: 试作技术员 注塑主管 品质工程师 品质经理 项目工程师 项目主管
工程试料联络单
材料名称 试料模具 材料编号 试料日期 材料厂商 申请人
试料目的:
1.新项目新物料试作确认。 2.材料种类单一,增加不同厂商及型号。 3.现有材料NG,需更换新材料试作。
材料物性:(请附材料物性表,或提供以下数据)
1.是否需要烘料,烘料温度 3.材料的收缩率: 4.其他特殊物性: ,烘料时间 ,注塑温度 2.材料注塑时是否需要控制模具温度,模具温度
试料状况(试模组填):
1.按照物性表各条件参数材料是否易成型 2.根据模具状态判断,是否有因材料原因引起不成型不良 不良描述: 3.材料成型是否稳定 原因说明: 4.成型机台吨位 5.其他问题描述: 注塑判定: A.材料易成型,具备量产性。 B.材料成型困难,无量产性。 判定人: ,冷却时间 ,成型周期