金属陶瓷刀具高速切削钛合金试验研究
TC4钛合金高速切削的表面粗糙度与切削力实验研究的开题报告

TC4钛合金高速切削的表面粗糙度与切削力实验研
究的开题报告
一、选题背景和意义
随着制造业的飞速发展,对于零部件加工的要求也越来越高,特别
是高速铣削领域,锻钢、不锈钢的加工难度越来越大,同时对于加工质
量的要求也越来越高,因此,寻找一种合适的加工材料成为了制造业中
的一项重要研究课题。
而TC4钛合金因其具有良好的耐热、耐腐蚀性能
和高强度等优点,已成为制造业中的重要材料之一。
然而,由于TC4钛合金的高硬度和低导热性,使其加工难度和对刀
具的磨损也相应增加,因此,需要探究其切削力和表面粗糙度的规律,
深入研究TC4钛合金的加工特性,为提高其加工质量和效率提供科学依据。
二、研究内容和方法
本文旨在研究TC4钛合金高速切削时的切削力和表面粗糙度的规律,并对其影响因素进行探究。
具体包括以下几个方面:
(1)收集相关文献,对TC4钛合金的加工特性、高速切削的切削力和表面粗糙度的研究现状进行综述。
(2)设计高速切削实验方案,选取不同的切削速度、进给量和切削深度等参数,测量和分析切削力和表面粗糙度。
(3)将实验数据进行处理和分析,绘制切削力和表面粗糙度随加工参数变化的曲线,并对其规律进行解释。
(4)利用SPSS等统计分析软件进行回归分析,建立TC4钛合金高速切削的切削力和表面粗糙度的数学模型,预测其加工性能。
三、预期结果和应用价值
通过对TC4钛合金高速切削的实验研究和分析,本研究将得到该材料加工特性的详细描述和规律,为制造业提供科学可靠的加工参数和工艺流程,提高加工质量和效率,降低生产成本。
同时,本研究还可拓宽TC4钛合金的应用范围和领域,促进其在制造业中的广泛应用。
不同刀具材料高速车削钛合金的性能研究_李友生
第31卷 第15期2009年8月武 汉 理 工 大 学 学 报J OURNAL OF WUHAN UNIVERSITY OF TECHNOLOGY Vo l .31 N o .15 A ug .2009DOI :10.3963/j .issn .1671-4431.2009.15.009不同刀具材料高速车削钛合金的性能研究李友生,邓建新,李甜甜,李剑锋(山东大学机械工程学院,济南250061)摘 要: 使用硬质合金刀具、硬质合金涂层刀具和CBN 刀具在相同切削参数下进行钛合金(T i -6A l -4V )的高速车削实验。
实验表明:CBN 刀具使用寿命最长,其次是硬质合金涂层刀具;切削加工过程中,CBN 刀具的切削力比较稳定,硬质合金刀具和涂层刀具的切削力随着不断切削而迅速增大,切削过程中,涂层刀具的切削力比硬质合金刀具的切削力小;3种刀具的前刀面磨损形式均不同于常规月牙洼磨损,而是切削刃处磨损最大的斜面磨损,3种刀具材料的磨损机理都有磨粒磨损、粘结磨损和扩散磨损,其中在硬质合金刀具和涂层刀具的磨损边缘区还发生氧化磨损。
关键词: 刀具材料; 钛合金; 刀具寿命; 磨损机理中图分类号: T G 501文献标识码: A 文章编号:1671-4431(2009)15-0029-04Performance of Different Cutting Tool Materials in High -speedTurning Titanium AlloysLI You -sheng ,DENG Jian -x in ,LI Tian -tian ,LI J ian -feng(School of M echanical Engineering ,Shandong U niversity ,Ji 'nan 250061,China )Abstract : Straig ht cemented carbide tool ,coated carbide too l and CBN cutting tool were used to high -speed turn titanium alloys (T i -6Al -4V )in the same cutting parameters .T he results of trial were analyzed ,and it is found that the cutting life of CBN too l is lo ngest ,and the second one is coa ted carbide tool .During the process of machining ,the cutting forces of CBN tool are very stable ,as to straight cemented carbide tool and coated carbide tool ,their cutting forces increase rapidly ,and the cutting forces of coated carbide tool are smaller than that of cemented carbide too l during machining process .T he wear forms o f rake face of all cutting tool materials is not crater wear ,but slope plane wear with the maximum w ear at the cutting edge ,and the wear mechanism o f three kinds of too l materials includes abrasive w ear ,adhesio n wear and diffusion ,meanwhile o xidation wear is found at the wear edge of cemented carbide tool and coated carbide tool .Key words : tool ma terial ; titanium alloys ; cutting life ; wear mechanism收稿日期:2009-03-22.基金项目:国家自然科学基金(50675120)和教育部博士点基金(20070422012).作者简介:李友生(1981-),男,博士生.E -mail :lys @mail .sdu .edu .cn钛合金具有比强度高、热强度高、抗腐蚀性好等优良特性[1-2],在航天、航空等领域越来越受到青睐,它已经被广泛应用于军事和民用领域。
金属陶瓷刀具材料研究进展
次数 , 保证被加工工件的小锥度和高精度;4高速切 ()
1 前 言
在工业界 , 金属加工用切 削刀具是一种非常重要
削或实现“ 以车 、 铣代磨” 切削效率比传统刀具高。 , 由 于它具有耐高温 、 耐磨 、 抗高温蠕变、 导热系数低、 热 膨胀系数低 、 耐化学腐蚀性好等特点 , 在其他材料性
续切削和毛坯粗车等冲击力很 大的 加工 ;3耐用度 ()
金属陶瓷刀具的硬度 比硬质合金刀具高, 抗氧化
性能好m 并且断裂韧性和抗弯强度比非金属陶瓷刀 , 具高[ 其更适合于对淬火钢 、 4 ] , 高强度钢以及铸铁的
比传统刀具高几倍甚至几十倍 , 减少了加工中的换刀
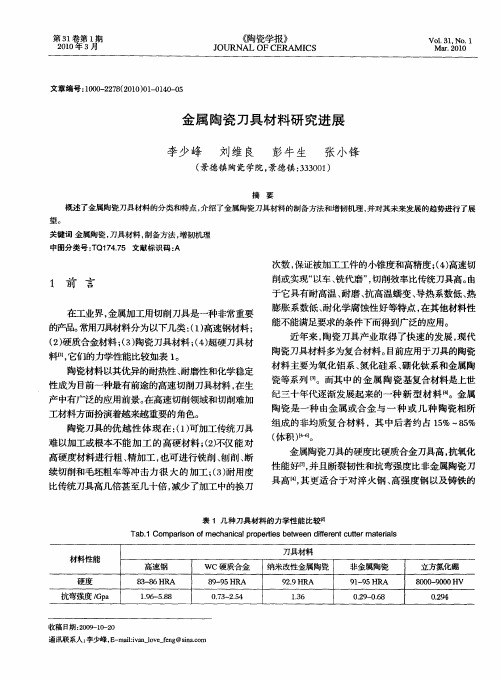
表 1几种刀具材料的力学性 能比较闭
0 9 .4 2
收稿 日期 :09 1- 0 20 - 0 2 通讯联系人 : 李少峰 , - iia v_e g i . r E ma : n l e f @s a o lv o n n cn
《 陶瓷学报) o o年第 1期 2l
表 2 TC 和 WC 的 性 能对 比 i
Ta . mp r o fp o e t s b t e C n C b 2 Co a i n o r p r e e we n Ti a d W s i
能不能满足要求的条件下而得到广泛的应用。
的产品。 常用刀具材料分为以下几类 :1高速钢材料; ()
() 2硬质合金材料 ;3 陶瓷刀具材料 ;4超硬刀具材 () () 料[ 它们的力学性能比较如表 l 1 】 , 。 陶瓷材料以其优异的耐热性 、 耐磨性和化学稳定
近年来 , 陶瓷刀具产业取得了快速的发展 , 现代 陶瓷刀具材料多为复合材料。 前应用于刀具的陶瓷 目
PCD刀具高速铣削TA15钛合金切削力的研究

PCD刀具高速铣削TA15钛合金切削力的研究刘鹏;徐九华;冯素玲;傅玉灿;耿国盛【摘要】通过利用回归正交设计和单因素试验设计方案,进行了PCD刀具高速铣削钛合金TA15的切削力试验.对高速加工过程中的动态铣削力进行了频谱分析,分析了高频振动对切刺力波形的影响.然后利用单因素试验分析了工件坐标系中三向分力以及刀具坐标系中切向分力随切削用量的变化规律.通过回归正交设计,建立了PCD刀具高速铣削钦合金时切削用量与动态切削力之间的数学模型,并进行了方差分析,验证了模型的可靠度.分析结果为PCD刀具高速铣削钛合全的工艺参数优化及建立高速铣削数据库奠定了基础.【期刊名称】《南京航空航天大学学报》【年(卷),期】2010(042)002【总页数】6页(P224-229)【关键词】高速切削;钛合金;聚晶金刚石刀具;回归正交设计;单因素试验设计;切削力【作者】刘鹏;徐九华;冯素玲;傅玉灿;耿国盛【作者单位】南京航空航天大学机电学院,南京,210016;南京航空航天大学机电学院,南京,210016;南京航空航天大学机电学院,南京,210016;南京航空航天大学机电学院,南京,210016;南京航空航天大学机电学院,南京,210016【正文语种】中文【中图分类】TG506钛合金具有比强度高、热强度高、抗断裂性高、高温(低于500°C)抗腐蚀性好等优良特性,使得钛和钛合金得到了很大的发展。
钛合金最初应用于航空航天的飞行器和发动机零件的制造,现在包括石油、化学、食品加工、医疗器械、核工业、汽车和船舶工业等工业部门的钛合金应用也得到了发展。
但钛合金同时具有导热系数小、高温化学活性高、弹性模量低、摩擦系数大等特性,导致其加工性能差。
钛合金的切削加工通常都在低速、低效和大量使用冷却液的条件下进行,这与当前高速、高效和环保加工的趋势相悖。
因此,钛合金的高速、高效绿色切削加工成为国内外研究的热点[1]。
作为高速切削机理研究中的关键问题,高速动态切削力的预报是一个相当复杂的问题。
PCD刀具高速车削TC4钛合金切削力的研究
试验所 使用 的机床为 J I F C N C I V 4 6 0 x 1 0 0 0 , 所 使用的测力仪为 k i s t l e r 9 2 5 6 c 。所 使用 的切 削参数
见表 5 。
作者简 介 : 李飞( 1 9 8 2 一) , 男, 讲师 , 硕士 , 山西武乡人 , 研究机
( 代号 T C ) 。本 文所 使 用 的材 料 T C 4属 于 a+』 3 相 钛合 金 , 具 有 亲 和力 大 , 导 热 性 差 且 强 度 高等 特 点 ,
一
料
皴 / c m 3 , g ( G P a )
嚣
MP a MP a
锻
HRC
1 . 2 所选 用的 刀具材 料
第2 7卷第 3期
2 0 1 7 年 6 月
北华航天工业 学院学报
J o u r n  ̄o f No r t h C h i n a I n s t i t u t e o f Ae r o s p a c e En g i n e e r i n g
Vo 1 . 2 7 N o. 3
1 试 验条 件
1 . 1 试验 选 用的 工件 材料
材 质 刀 片 型 号
黑 公 司
备 注
PCD
KD1 4 2 5 CNGA1 2 0 4 0 8 FS T 2—3 0 k e n n a me t a l
K C 5 5 1 0 S N M G 1 2 0 4 0 8 M S一 n a m e t P 萎 质
由于测 量 仪 器范 围较 小 , 而 未 涂层 硬 质 合 金 刀 具切 削力 比较 大 , 所 以未 比较 。 图 4中采 用 的 切 削
钛合金高速铣削刀具磨损的试验研究
实验材料
• 实验材料为TC4(Ti6Al4V) 。TC4钛合金的 化学成分见表1,其典型性能见表3。
四种试验铣削速度条件下的刀具磨损VB 与铣削路程 lm的关系曲线图。
2.刀具材料对刀具耐用度的影响 有人曾采用国内某公司改进生产的Y330 整体硬质合金刀具,刀片材料为WMG40 的镶齿刀具按试验选定的参数进行钛合 金的铣削加工的试验。
在金属切削加工中,提高刀具耐用度、降 低刀具的磨损、提高加工效率、加工精度和改 善表面质量,是高速切削过程迫切需要解决的 重大问题。 实现高速切削的关键因素之一是选择先进 的刀具材料。刀具材料的改进,可提高刀具抗 磨损的能力,使刀具能够承受更高的应力和热 载荷。由于切削速度的提高或进给、切深加大, 刀具材料的特性不同等影响因素,刀具磨损的 规律也呈现出与常规切削条件下不同的特性。
单位面积上的切削力大,加工冷硬现象 严重,刀具后刀面的摩擦、黏附、黏结 磨损严重等,产生的铣削力较大,是一 种较难加工材料。钛合金的高速切削是 提高钛合金加工效率、降低加工成本最 有效的方法之一。刀具的磨损是制约高 速切削应用最主要的因素,分析刀具磨 损机理并降低刀具磨损程度是发展飞机 钛合金零件高速铣削工艺的关键技术。
依据实验所得数据表1,刀具牌号为 WMG40的钛合金刀具耐用度曲线V-T和Vlm如图5和图6所示图中曲线是根据表1的实 验数据绘制的,粗线为泰勒公式 V T m C 和 lm V m C 的拟合线
图5-切削速度V与切削时间T的关系
图6-切削速度V与切削路程lm的关系
3.刀具磨损机理探讨 在低速切削时,由于铣刀和工件 的接触时间相对较长,切屑在应力和 温度的作用下易于粘附在前刀面,粘 附在前刀面上的切屑会产生周期的脱 落和热冲击的双重作用,结果在刀刃 上形成微裂纹,随后裂纹继续扩展形 成锅底形裂纹。这种粘结撕裂形成的 裂纹随切削的进行不断扩张,最终引 起刃口附近的刀具材料崩落。
CBN刀具高速车削加工钛合金的磨损特性研究
闽西职业技术学院学报Journal of Minxi Vocational and Technical College第12卷第2期2010年6月Vol.12No.2June 2010doi :10.3969/j.issn.1673-4823.2010.02.024[收稿日期]2010-03-05[作者简介]冯鸿钦(1963-),男,福建龙岩人,高级讲师,主要从事机械加工技术研究工作。
CBN 是一种仅次于金刚石的高硬度材料,CBN刀具具有耐磨性好,极佳的红硬性和高化学惰性,常用于精车、半精车各类淬硬钢、冷硬铸铁、高温合金等难加工材料[1]。
钛合金材料由于具有质量轻、比强度高、耐金属疲劳、化学性能稳定等优良特性[2],在航天、航空、船舶、化工等领域得到越来越广泛的应用。
但钛合金由于所具有的热导性低、活性大,机加工时刃口容易过热产生粘着,刃口磨损快的特点,因此其又是一种典型的难加工材料[3-4]。
在实际生产应用中,钛合金的切削加工速度通常都小于60m/min [5],同时需要使用大量冷却液以降低切削温度,以延长刀具寿命。
所以,钛合金的高速绿色切削加工成为国内外研究的热点和难点。
由于钛合金本身化学、物理、力学性能的特点,在切削加工过程中,往往会出现切削力大、振动剧烈、切削温度高、刀具磨损快等切削特征,普通的硬质合金刀具和涂层刀具很难满足高速切削加工钛合金的要求,因此钛合金高速切削加工时更青睐于使用超硬刀具。
使用CBN 刀具对钛合金进行高速切削加工实验,从切削压力、切削温度、表面质量及刀具磨损等方面对CBN 刀具高速切削钛合金的性能进行研究,能更好的了解CBN 刀具的切削性能。
本文采用CBN 刀具和硬质合金刀具进行高速干切削加工钛合金(Ti-6Al-4V)的对比试验,通过对两种刀具的磨损形貌进行观察分析,揭示出CBN 刀具高速切削加工钛合金时刀具的磨损机理,为高速切削加工钛合金进行试验探索研究。
1材料与方法使用型号为SNGA120408S02020的CBN 刀具和型号为SNMG120408MS 的硬质合金刀具,配合型号为DSSNR2020K12KC04的刀杆进行干车削加工钛合金棒料试验。
高效切削钛合金的切削原理与刀具改进措施研究

高效切削钛合金的切削原理与刀具改进措施研究钛合金具有良好的机械性能、耐腐蚀性以及较低的密度,因此在航空航天、船舶制造、医疗器械等领域得到了广泛应用。
然而,钛合金具有高硬度、低热导率和黏性较大的特点,使其难以进行高效切削。
为了解决这一问题,研究人员从切削原理和刀具改进两方面展开研究。
在切削原理方面,了解钛合金的物理和化学性质对高效切削至关重要。
钛合金具有低热导率的特点,使切削过程中产生的热量很难迅速散发,导致刀具损坏和切削表面粗糙。
此外,钛合金还具有较高的黏性,容易粘附在刀具上,造成切削力的增加和刀具的磨损。
为了克服这些问题,需要采取以下切削原理改进措施:第一,提高切削液的冷却和润滑能力。
钛合金高温区域的形成是导致刀具磨损加剧和切削质量下降的主要原因之一。
因此,选择具有良好冷却效果和润滑性的切削液,可以有效降低切削温度,并减小刀具磨损。
此外,通过改进切削液的粘度和流动性,可以减小钛合金粘附在刀具表面的可能性,提高切削表面质量。
第二,选择合适的切削参数。
钛合金具有较高的硬度,因此需要选择适当的切削速度、进给量和切削深度以保证切削效果。
过高的切削速度和进给量会导致刀具过早磨损,而过小的切削深度则会增加加工时间。
因此,研究人员需要通过实验和理论分析,确定最佳的切削参数,提高切削效率和加工质量。
第三,改进刀具材料和涂层。
由于钛合金的高硬度和低热导率,传统的硬质合金刀具很难满足切削要求。
研究人员通过采用高速钢、陶瓷和多层涂层刀具等方法,提高切削刀具的硬度和热稳定性。
此外,通过选取特殊涂层材料,如钛硅氮、钛铝氧等,可以提高切削润滑性和抗粘性能,减小刀具磨损。
在应用刀具改进措施时,需要综合考虑切削表面质量、刀具寿命和加工成本等因素。
通过上述改进措施的应用,可以提高切削效率和加工质量,降低切削成本,进一步推动钛合金的应用。
随着科学技术的不断进步,相信在未来钛合金切削领域还会涌现出更多的创新解决方案。
总结起来,高效切削钛合金需要从切削原理和刀具改进两个方面进行研究。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
刀片型号
TNGN 160408
刀片工作角度 刀杆型号
γ0(°) α0(°) кr(°) к′r(°) λs(°)
CTGNR 2525M1604
91 29
CNGN
CCLNR
120408 2525M1204
95 5
-6 6
-6
SNGN
CSDNN
120408 2525M1204
45 45
RNGN
CRDNN
8
工具技术
金属陶瓷刀具高速切削钛合金试验研究
王哲,刘癑,邹斌
山东大学机械工程学院;高效洁净机械制造教育部重点实验室; 机械工程国家级实验教学示范中心
摘要:采用自主研发的 Ti(C,N)基金属陶瓷刀具对 TC4钛合金(Ti6Al4V)进行了高速车削试验。从切削力、
工件已加工表面质量和刀具寿命等方面分析了 Ti(C,N)基金属陶瓷刀具加工 TC4钛合金的切削性能。通过扫描
三角 形
几何角度
εr D
S Rε
(°) (mm)(mm)(mm)
倒棱
60 9.53
Ti(C7N3) /WC/TaC
CNGN 120408
SNGN 120408
菱形 方形
80 12.70
0.80
4.76
T02020
90 12.70
RNGN 120700
圆形
- 12.70
-
表 2 试验刀具刀杆型号及刀片工作角度
电子显微镜(SEM)观察和能量分散光谱(EDS)扫描分析,研究了不同几何形状的 Ti(C,N)基金属陶瓷刀片高速车
削 TC4钛合金的失效形态及失效机理。
关键词:金属陶瓷刀具;钛合金;几何形状;切削性能
中图分类号:TG707;TH161+.14 文献标志码:A
DOI:10.3969/j.issn.1000-7008.2019.10.002
本文采用自主研发的低缺陷 Ti(C,N)基金属 陶瓷刀具进行 TC4钛合金的高速切削加工,通过单
基金项目:国家自然 科 学 基 金 青 年 基 金 (51705294);山 东 省 杰 出 青 年科学基金(JQ201715) 收稿日期:2019年 4月
因素法对刀具的几何参数和切削性能进行对比分 析,研究低缺陷 Ti(C,N)基金属陶瓷车削 TC4钛合 金的失效机理。
ExperimentalStudyonHighspeedCuttingofTitanium AlloybyCermetTool
WangZhe,LiuYue,ZouBin
Abstract:ThehighspeedturningtestofTC4titanium alloy(Ti6Al4V)iscarriedoutbyselfdevelopedTi(C,N) basedcermetcuttingtools.ThecuttingperformanceofTi(C,N)basedcermettoolsformachiningTC4titaniumalloyisan alyzedfrom theaspectsofthecuttingforce,theworkpiecesurfacequalityandthetoollife.Scanningelectronmicroscopy (SEM)andenergydispersivespectroscopy(EDS)areusedtostudythefailuremodesandfailuremechanismsofTi(C, N)basedcermetcuttingtoolswithdifferentgeometriesforhighspeedturningofTC4titanium alloy.
切削试验
刀具材料 选用山东大学自主研发的低缺陷 Ti(C,N)基 金属陶瓷刀具进行 TC4钛合金的高速车削试验。 刀片形状见图 1,几何参数见表 1。所选刀片配合专 用的数控刀杆进行高速切削试验,刀片安装在刀杆 后的工作角度及对应刀杆的型号见表 2。
图 1 低缺陷 Ti(C,N)基金属陶瓷刀具
120408 2525M1204
-
-
表 3 TC4钛合金化学元素组成
(%)
元素 C Fe N O Al
V
H Ti
含量 0.1 0.3 0.050.02 5.5~6.8 3.5~4.5 0.015 余量ຫໍສະໝຸດ 表 4 TC4钛合金综合性能
密度 拉伸强度 屈服强度 延伸率 弹性模量 熔点 硬度 牌号 (g/cm3) (MPa) (MPa) (%) (GPa) (℃)(HRC)
金属陶瓷作为刀具材料,能够结合金属和陶瓷 两种材料的性能优势获得理想的切削性能。根据金 属陶瓷刀具中主要非金属相的种类,可将其分为氧 化物基金属陶瓷、碳化物基金属陶瓷、碳氮化物基金 属陶瓷和硼化物基金属陶瓷等。Ti(C,N)基金属陶 瓷韧性不如 硬 质 合 金,但 具 有 较 好 的 红 硬 性、耐 磨 性、抗月牙洼磨损能力、耐腐蚀性和化学稳定性,且 摩擦系数小,被广泛用于金属材料的切削加工[4,5]。
TC4 4.5 980
830 14 115 1650 37
试验方案 采用单因素试验方法,在 CKD6150H数控车床 上分别对四种型号的刀片进行试验,切削现场见图 2。在连续干式车削 TC4钛合金过程中,用 Kistler 9257B三向动态压电式测力仪测量三向切削力;每 经过一定的切削时间,用 TR200手持式粗糙度仪测 量已加工 表 面 粗 糙 度 Ra,量 程 选 择 为 ±80μm;用 DinoCapure2.0工具显微镜测量刀具后刀面磨损量 VB,将后刀面磨损量达到 0.30mm作为刀具磨钝标 准[7]。将失效的刀片放入超声清洗机进行清洗,并 通过扫 描 电 子 显 微 镜 (SEM,Supra-55,德 国 )观 察 和能量分 散 光 谱 (EDS,PV9900,新 西 兰 )进 行 扫 描 分析,研究 Ti(C,N)基金属陶瓷刀片高速车削 TC4 钛合金的失效形态及失效机理。 在选用切削用量时,考虑到钛合金会由于极强 的力—热—化学耦合作用会加剧刀具磨损,应在满 足加工要求的条件下适当减小切削参数,以提高刀 具的 耐 用 度[8]。因 此,试 验 采 用 的 切 削 速 度 v=
工件材料 钛合金按照组织状态可以分为 α钛合金、α+β 钛合金、β钛合金[6]。试验以应用极为广泛的 α+ βTC4钛合金(Ti6Al4V)为加工对象,其主要化学成 分见表 3,综合性能见表 4。
2019年第 53卷 No.10
9
表 1 试验刀具刀片几何参数
材质
型号
TNGN 160408
形状
Keywords:cermettool;titanium alloy;geometry;cuttingperformance
引言
高速 切 削 加 工 技 术[1]是 一 种 集 高 效、优 质、低 耗于一身的先进制造技术,在航空航天、汽车模具以 及超精密微细加工等领域获得了广泛应用。钛合金 拥有比强度高、耐蚀性好、耐热性高、低温性能好以 及生物相容性优越等众多优良特性,但同时具有导 热系数小、弹性模量低和高温化学活性强等难加工 特性,在切削加工中存在切削速度低、刀具易磨损和 生产成本高等问题[2,3]。