瓦楞纸箱基础知识、生产工艺和质量要求
纸箱生产工艺及相关要求

2021/6/21
严新根 2013.11.13
1
一、纸箱基本知识介绍
1、瓦楞纸箱的种类繁多,按其结构大体上可分为三大类:
(a)开槽型纸箱(02型)
(b)套合型纸箱(03型)
(c)折叠型纸箱(04型)
开槽型纸箱(02型)(对口箱)
开槽型纸箱是运输包装中最基本的一种箱型,也是目前使用最广泛的一种纸箱。
间。
4、卷筒纸在仓库长时间堆放会造成原纸纤维疲劳,造成耐破下降。实验表
明:原纸堆放时间超过3个月,其耐破值会下降5~8%;堆放时间超过6个月,
耐20破21强/6/2度1 损失将达到10%以上
8
3、瓦楞纸箱抗压强度计算公式
P = K * G(H/h – 1)* 9.8
其中: P – 抗压力值,N;
K – 劣变系数(强度系数);
G – 单件包装毛重,kg;
H – 堆积高度,m;
H/h – 取整数位。
2021/6/21
7
2、纸箱耐破计算公式:
耐破强度:单位面积瓦楞纸板破裂前所能承受均匀增加的最大外力。
耐破强度K(kPa): 5层瓦楞纸板:K=W1×K1+W3×K3+W5×K5
3层瓦楞纸板:K=W1×K1+W5×K5
式中,W1、W3、W5分别为面纸、夹芯纸、里纸定量(g/m2);K1、K3、
K5:耐破指数值(Kpa·m2/g);
2021/6/21
3
3、瓦楞纸板分类: • 纸质—瓦楞纸板型号
2021/6/21
三坑瓦楞纸板 (七层紙组合), 一般
用: A≡B 或 AxB…表示. 厚度:8~12mm
双坑瓦楞纸板 (五层紙组合), 一般
瓦楞纸箱知识讲解1.2

瓦楞芯纸
双瓦楞纸板----面纸、中间垫纸和瓦楞芯纸共 五层, 五层纸板-----主要用来包装重量较大的易损 产品。双瓦楞纸板通常是由A型和B型组合而 成。 一般将A瓦放置在纸箱内侧,用来缓冲,B瓦 楞放置在外侧,使箱面印刷更美观。 三瓦楞纸板----面纸、中间垫纸和瓦楞芯纸共 计七层, 七层纸板------主要用来包装超重型产品。
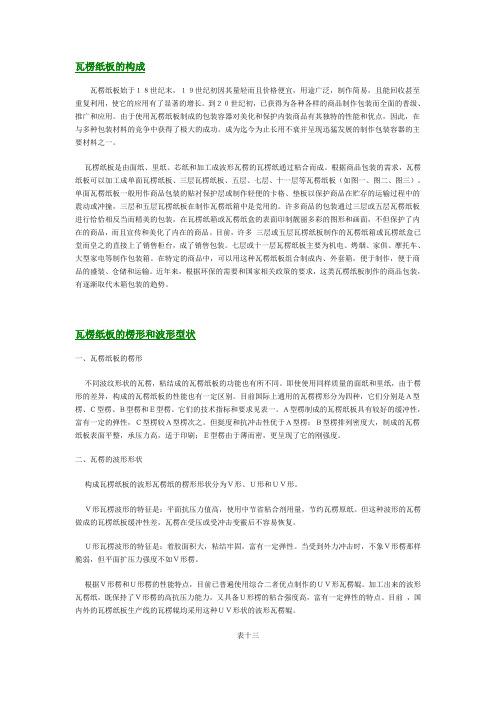
瓦楞的基本形状有U形和V形,U形的楞 峰接近圆形,V形的楞峰接近尖形,如下 图所示。
V形
U形
U形瓦楞的特点是: 柔软、富有弹性。只要变形不超出弹性 范围,在松开后,U形瓦楞能迅速恢复原 来的形状; 由于瓦楞辊的磨损较慢,瓦楞纸板的厚 度相同。 U形瓦楞比较圆滑,不会出现在楞峰处切 断瓦楞芯纸的现象,因此可相对提高瓦 楞原纸和粘合剂的用量较大,但不够经 济.
易加工
由于纸张的平整性,决定了其可以方便地进行印刷。
便于储存和运输
由于纸箱能够折叠,在储存与运输时占用的空间很小很方便储存 与运输,而这是木材包装、金属包装所不具备的。
结构合理
瓦楞的楞型(U、V、UV)结构大大地提供了纸箱的抗压、耐破能力。
纸箱包装的不足
强度有局限性 如不用木材或其他坚固物体加固,纸箱(蜂 窝纸板除外)内装物品重量最好不超过55kg. 防潮性差 瓦楞纸箱吸水后,其强度会急剧下降,甚至破 烂,这是在设计及使用时应注意的问题。在面 纸(里纸)表面加入防潮剂(可在印刷前瓦楞 成型时加,也可在印刷后),可适当提高其防 潮性。
瓦楞纸箱材质性能测试
瓦楞纸板和瓦楞纸箱的主要五项性能指标测试: 边压强度、耐破强度、戳穿强度、抗压强度和 抗折强度。
性能测试必须对所以试样进行前处理。就是将试 样放在温度23℃±2℃,湿度50%±5%的恒温恒 湿的环境里处理24小时后作试验。
瓦楞纸箱-材质工艺标准

里纸(内面)
瓦楞芯纸
1、单面瓦楞纸板(见坑纸板) 单面瓦楞纸板是以成形之瓦楞芯纸贴合于 表面纸板上制成。主要用于卷绕产品,或 作为纸箱内装物之缓冲保护材,并可依强 度之要求,采用各种等级之面纸,此种纸 板具有折弯之性能,但仅能与瓦楞平行之 方向折弯,不适合作为装运之纸箱
2、单层瓦楞纸板(双面瓦楞纸板)
牛卡常用基重
品名 W纸 140G±5G
280G±5G 250G±5G 目前市场最多的是世纪阳光 玖龙/理文(提前备料二个月排产一次 玖龙/理文(提前备料二个月排产一次
常用基重 170G±5G
备注 目前市场最多的是世纪阳光
芯纸常用基重
品 名 3纸
备注
常用基重
100G 普通芯,我司使用较少
K纸
230G±5G
尺寸量度:
1、内径: 理论上:长=压线尺寸-两张纸板厚度,宽=压线尺寸-两张纸 板厚度,高=压线尺寸-3张纸板厚度; 2、外径:也就是压线尺寸; 3、成型后之外尺寸(装柜尺寸): 长=压线尺寸+纸板厚度,宽=压线尺寸+撞口,高=压线尺寸+ 两张纸板厚度; 4、内径转化成外径: 单坑(B坑):长+6 mm、宽+6 mm、高+9 mm; 双坑(B、C坑):长+12 mm、宽+12 mm、高+18mm;
水性印刷工艺技巧
内容提要
瓦楞纸箱概述 瓦楞纸箱生产工艺流程 瓦楞纸箱原辅材料 瓦楞纸板生产工艺 瓦楞纸箱生产工艺 瓦楞纸箱常规质量测试 提问与讨论
纸箱生产工艺流程
一. 材料 1.牛皮纸 2.瓦楞纸 3.纸板 二.物理参数 1.纸板原材参数 (配材) 2.产成品参数
瓦楞纸箱生产各工序品质控制要点
瓦楞纸箱生产各工序品质控制要点一、瓦楞纸板生产线检查要点:1、材质、楞型是否和生产工艺单要求一致;2、纸板规格是否和生产工艺单要求一致;3、压线尺寸、方式是否和生产工艺单要求一致;4、是否有露瓦、脱胶、假粘、有明显排骨痕、塌楞、褶皱、气泡、纵/横切不断、破损、脏污、弯翘等现象;5、瓦楞纸板规格尺寸误差应小于±5mm;需分纸压线的,尺寸误差应小于±1mm,压线深浅适当,不得有破裂,裁切刀口光洁无毛刺。
二、分纸压线机检查要点:1、材质、楞型是否和生产工艺单要求一致;2、纸板规格是否和生产工艺单要求一致;3、压线尺寸、方式是否和生产工艺单要求一致;4、是否有露瓦、脱胶、假粘、有明显排骨痕、塌楞、褶皱、气泡、毛边过多、破损、脏污、弯翘等现象;5、分纸压线尺寸符合“工作单要求”盖高尺寸误差≤±1mm;6、分出后的纸板方正,不歪斜,对角线之差≤10mm。
三、印刷开槽机检查要点:1、生产工艺单应和样箱或唛稿图纸所要求一致;2、材质、楞型:.与样箱、生产工艺单要求一致;3、纸板尺寸、压线方式:与样箱、生产工艺单一致;4、纸箱生产尺寸:与生产工艺单、样箱、唛稿图纸要求一致;5、印刷版面内容:与样箱或唛稿图纸一致;6、印刷、开槽位置:与生产工艺单、样箱或唛稿图纸所要求一致;7、颜色:瓦楞纸板面纸的颜色应和样箱面纸的颜色相近,不能出现明显的色差;印刷出油墨的颜色应和样箱或色样相近,无明显色差;8、外观效果:纸板无脱胶、露瓦、假粘、破损、脏污、塌楞、过于弯翘、有明显排骨痕、等现象;印刷图案文字无漏白、重影、塞网、脱墨、翘版,脏污,文字线条清晰、印刷版面着色均匀无明显色差等。
(有些客户要求水墨抗磨性、纸箱的抗压强度要达到要求,因此除了以上检验内容,还应检查水墨的抗磨性;纸箱的抗压强度。
)四、模切机检查要点:1、生产工艺单是否和唛稿图纸是否一致;2、模切后的纸箱尺寸是否和生产工艺单、唛稿图纸一致;3、模切刀口是否光洁无毛刺,切不断等现象;4、压痕线是否清晰、易折、无破裂等。
瓦楞纸箱工艺流程

瓦楞纸箱工艺流程
瓦楞纸箱是一种常见的包装材料,具有良好的抗压、防震和保护作用。
下面将详细介绍瓦楞纸箱的生产工艺流程。
原料准备阶段:
制作瓦楞纸箱的原料主要为瓦楞纸板,瓦楞纸板由面纸、瓦楞芯纸和底纸三层纸板叠压而成。
需要准备原料包括: - 面纸:通常为牛皮或白卡纸 - 瓦楞芯纸:用于瓦楞纸的承重,通常为灰板纸或高强度牛皮纸 - 底纸:包覆在瓦楞芯纸上,增加纸箱的美观度
加工工艺流程:
1.原纸的裁切:将面纸、瓦楞芯纸和底纸按照需要的尺寸进行裁切。
2.上浆:将瓦楞芯纸和底纸经过上浆处理,增加纸板的强度和硬度。
3.瓦楞机生产:通过瓦楞机将上浆后的瓦楞芯纸加工成瓦楞纸板,同
时将面纸和底纸粘合到瓦楞纸板的两侧。
4.模切:根据需要的尺寸和形状,使用模切机对生产好的瓦楞纸板进
行切割成相应的纸箱板片。
5.压纸:对切好的纸箱板片进行压平,使其更加平整。
6.印刷:根据需求对纸箱板片进行印刷,可以印上商标、产品信息等
内容。
7.裁割:将印刷好的纸箱板片按照需要的尺寸进行裁割,方便后续折
叠组装。
8.折叠组装:将裁割好的纸箱板片按照设计要求进行折叠、粘合,形
成最终的瓦楞纸箱。
9.质检:对成品瓦楞纸箱进行质量检查,确保其符合相关标准要求。
包装与运输:
完成上述工艺流程后,瓦楞纸箱可以进行包装,通常会采用打包机或自动化设备进行包装,以提高效率。
包装好的瓦楞纸箱可以直接装载产品,进行运输储存等操作。
通过以上工艺流程,瓦楞纸箱从原料准备到最终成品,经历了多道精细的加工工序,保证了瓦楞纸箱的质量和使用性能。
瓦楞纸箱基础知识点

xx年xx月xx日
contents
目录
• 瓦楞纸箱概述 • 瓦楞纸箱的材料 • 瓦楞纸箱的生产工艺 • 瓦楞纸箱的质量控制 • 瓦楞纸箱的发展趋势和挑战 • 瓦楞纸箱的环保与回收利用
01
瓦楞纸箱概述
瓦楞纸箱的定义
瓦楞纸箱是一种使用瓦楞纸板为材料制成的包装容器,广泛 应用于包装行业。
在电子产品领域,瓦 楞纸箱主要用来保护 和运输各种电子设备 ,如电视、电脑、手 机等。
在家用电器领域,瓦 楞纸箱主要用来保护 和运输各种家用电器 ,如冰箱、洗衣机、 空调等。
在食品饮料领域,瓦 楞纸箱主要用来保护 和运输各种食品和饮 料,如饼干、饮料、 调味品等。
在医药保健品领域, 瓦楞纸箱主要用来保 护和运输各种药品和 保健品,如感冒药、 退烧药、维生素等。
通过高温烘干使瓦楞纸板充分干燥,达到所 需强度和硬度。
瓦楞纸箱的印刷工艺
印刷前处理
对瓦楞纸板进行表面处理,如打磨 、上光等,以提高印刷质量和附着 力。
印刷图案设计
根据客户需求,进行图案、文字和 标识的设计与排版。
印刷操作
将设计好的图案通过印刷机印在瓦 楞纸板上,一般采用凹版印刷或柔 性版印刷。
后处理
印刷完成后,对纸箱进行后处理, 如上光、覆膜等,以保护印刷图案 和增加耐磨性。
瓦楞纸箱的成型工艺
材料准备
准备好所需的瓦楞纸板和其他材料,如胶 水、钉加强度和稳定性。
粘合
将瓦楞纸板按照所需形状粘合在一起,形 成纸箱的各个面。
成型检查
对成型后的瓦楞纸箱进行检查,确保符合 质量要求。
05
瓦楞纸箱的发展趋势和挑战
发展趋势
环保和可持续发展
随着环保意识的提高,瓦楞纸箱行业越来越注重可持续发展,减 少对环境的影响。
瓦楞纸箱基本知识
瓦楞纸板的构成瓦楞纸板始于18世纪末,19世纪初因其量轻而且价格便宜,用途广泛,制作简易,且能回收甚至重复利用,使它的应用有了显著的增长。
到20世纪初,已获得为各种各样的商品制作包装而全面的普级、推广和应用。
由于使用瓦楞纸板制成的包装容器对美化和保护内装商品有其独特的性能和优点,因此,在与多种包装材料的竞争中获得了极大的成功。
成为迄今为止长用不衰并呈现迅猛发展的制作包装容器的主要材料之一。
瓦楞纸板是由面纸、里纸、芯纸和加工成波形瓦楞的瓦楞纸通过粘合而成。
根据商品包装的需求,瓦楞纸板可以加工成单面瓦楞纸板、三层瓦楞纸板、五层、七层、十一层等瓦楞纸板(如图一、图二、图三)。
单面瓦楞纸板一般用作商品包装的贴衬保护层或制作轻便的卡格、垫板以保护商品在贮存的运输过程中的震动或冲撞,三层和五层瓦楞纸板在制作瓦楞纸箱中是党用的。
许多商品的包装通过三层或五层瓦楞纸板进行恰恰相反当而精美的包装,在瓦楞纸箱或瓦楞纸盒的表面印制靓丽多彩的图形和画面,不但保护了内在的商品,而且宣传和美化了内在的商品。
目前,许多三层或五层瓦楞纸板制作的瓦楞纸箱或瓦楞纸盒已堂而皇之的直接上了销售柜台,成了销售包装。
七层或十一层瓦楞纸板主要为机电、烤烟、家俱、摩托车、大型家电等制作包装箱。
在特定的商品中,可以用这种瓦楞纸板组合制成内、外套箱,便于制作,便于商品的盛装、仓储和运输。
近年来,根据环保的需要和国家相关政策的要求,这类瓦楞纸板制作的商品包装,有逐渐取代木箱包装的趋势。
瓦楞纸板的楞形和波形型状一、瓦楞纸板的楞形不同波纹形状的瓦楞,粘结成的瓦楞纸板的功能也有所不同。
即使使用同样质量的面纸和里纸,由于楞形的差异,构成的瓦楞纸板的性能也有一定区别。
目前国际上通用的瓦楞楞形分为四种,它们分别是A型楞、C型楞、B型楞和E型楞。
它们的技术指标和要求见表一。
A型楞制成的瓦楞纸板具有较好的缓冲性,富有一定的弹性,C型楞较A型楞次之。
但挺度和抗冲击性优于A型楞;B型楞排列密度大,制成的瓦楞纸板表面平整,承压力高,适于印刷;E型楞由于薄而密,更呈现了它的刚强度。
瓦楞纸箱基础知识讲义

水份是紙或紙板的另一重要物理性能指標,是指紙或紙板在規定的溫度 (100±2)ºC下,烘幹至恆重時所減少的質量佔烘幹前試樣質量的比重,以%來表示. 一般水份保持在9%±2之間是比較合適的。
1.3瓦楞原紙和箱板紙的物理性能
5、環壓強度 環壓強度是指將規格12.7x152mm的試樣插入一試樣座內,形成圓環形,然後在
1.3瓦楞原紙和箱板紙的物理性能
7、耐破強度 耐破強度是指紙或紙板在單位面積上所承受的均勻增加的最大壓力值,以液壓力或氣
壓力表示.瓦楞紙板的耐破強度主要取決於箱紙板(瓦楞紙板的面紙和裡紙)的耐破強度.
1、橡膠膜 2、瓦楞紙
耐破強度测试示意图 8、耐折度
耐折度是指紙或紙板在一定張力下所能承受的往復折疊一定角度的次數,用次表示.
3.3瓦楞纸箱生产設備
測試項目
破裂強度 抗壓強度 跌落測試
3.4紙箱重要測試項目
測試設備
測試的重要性
瓦楞紙板在使用時會受到與耐破強度測 試時相似的應力,所以耐破強度是衡量 瓦楞紙板質量的一項重要指標
抗壓強度是瓦楞紙箱的一個至關重要的 性能指標,強度過低使保護商品的功能 喪失
將包裝商品後的紙箱按不同姿態從規定 高度跌落,檢驗達一定測試次數後紙箱 內商品的狀態
牛皮箱板紙
俗稱牛皮卡紙,配漿中硫酸鹽木漿佔80%以上、且正反面色澤相近的 箱板紙
箱板紙向低定量方向發展,從原標準的200~530 g/m2調整為125~360 g/m2,常用 的箱板紙有K、A、B紙。
1.3瓦楞原紙和箱板紙的物理性能
1、定量 定量是紙和紙板最基本的一項性能指標,是指在一定的溫濕度條件下紙或紙
大綱
一、瓦楞紙板常用原紙及性能 1.瓦楞紙板的基本結構 2.瓦楞紙板常用原紙分類 3.瓦楞原紙和箱紙板的物理性能
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
开槽型纸箱就是我们常规用的纸箱,就是用卷材箱板纸经过开槽、模切工艺成型 02型 的箱子。基本上由一片瓦楞纸板组成,通过钉合或粘合等方法将接缝封合制成纸 箱,有顶部及底部折片(俗称上、下摇盖)构成箱底和箱盖。运输时可以折叠平 放,使用时箱盖封合。
套合型纸箱是指由箱体和箱盖组成的纸箱,其特点是箱体与箱盖(顶盖、底盖)
量kg
最大内综合尺寸mm
耐破强度KPa (kgf/cm2)
单 第一种
10
瓦 第二种
20
楞 第三种
30
纸 第四种
40
双 第一种
20
瓦 第二种
20
楞 第三种
40
纸 第四种
50
1000 1400 1750 2000 1400 1750 2000 2500
7.85×103(8) 1.18×103(12) 1.57×103(16) 1.96×103(20) 1.18×103(12) 1.57×103(16) 1.96×103(20) 2.55×103(26)
注意: 1)取样尽量选取非印刷部位(为什么?) 2)要使用取样器,样品切口不
整齐时要及时更换刀头。 3)样品的裁切要保证与瓦楞垂
直和平行不能有倾斜。
耐破强度测试
GB/T 6547 瓦楞纸板的厚度测定法 在试验条件下,瓦楞纸板在单位面积上所能承受的垂直于试 样表面的均匀增加的最大压力。 从三个样箱中的每个样箱上各取四块规格为 140mm×140mm的试样共十二块。 测试时把试样分成A、B组。A组正面贴向橡胶膜,B组反面 贴向橡胶膜进行测试。当试样破裂时,读取显示值。对测试 结果,求出算术平均值,保留三位有效数字。
分开,使用时,箱盖和箱体是套接的。
03型
折叠型纸箱是指有一片瓦楞纸板组成,折叠而成箱的底、侧面和箱盖,不用钉合 或者粘合。
04型
目前我国常用的箱型是02型 纸箱的种类繁多,其中纸箱最基本的式样及我 国常用的箱型有以下三种: 1. 平口纸箱 即国际纸箱类型中的0201型,是一种很普通的 纸箱。它的面和底的两对摇盖对齐,要求不搭 口,不留缝。商品装好后,只用10cm宽的牛皮 封口胶纸把面和底封好即可,如图2-1(1)所 示。
瓦楞纸板的种类及特性
瓦楞纸板是先将瓦楞原纸加工成瓦楞状,然后用粘合剂从两面将 表层粘合起来,使纸板中层呈空心结构,这样使瓦楞纸板具有较高 的强度。它的挺度、硬度、耐压、耐破、延伸性及弹性等性能均比 一般纸板要高。由它制成的纸箱比较坚挺,更有利于所包装的产品 。 (一)瓦楞的形状 瓦楞的形状与瓦楞纸板的抗压强度有直接关系,瓦楞的曲线是由两
瓦楞纸板生产视频 印刷、模切、贴合、捆扎、堆码生产视频
检验主要分为:外观检验、性能检验、型式检验三种。(SN_T_0262-1993_出口商品运输包装瓦楞纸箱检验规程)
外观检验:总共有11项其中轻微缺陷8项:标志、印刷、压痕线、刀口、箱钉、接合、裱合、摇盖耐折
;严重缺陷3项:内尺寸、厚度、含水率。具体测试项目见下表:
备注 在纸箱上印有商检部门规定的代码、 代号
箱钉使用带有镀层的低碳钢扁丝,不应有锈斑、剥层、龟裂或其它使用上的缺陷。间距均匀、单钉距不大于55mm,双钉距不大于75mm。首 尾钉至压痕边线的距离为13±7mm.钉合接缝处应钉牢、钉透,不得有叠钉、翘钉、不转脚钉等缺陷
钉间距的量取是指两钉相对处的距离
钉合搭接舌宽为35-55mm,箱钉应沿搭接舌中线钉合,排列整齐,偏斜不超过5mm。粘合搭接舌宽不小于30mm,粘合剂应涂布均匀、充分、 剪刀差:最邓结合部位上下端压痕线 无溢出,粘合面剥离时面纸不分离。纸箱二片接头对齐,其剪刀差;大型箱不大于7mm,中型箱不大于6mm;小型箱不大于4mm,箱体方正 处两刀距离之差
厚度是指瓦楞纸板上下面间的距离按 GB6547检测
含水率
瓦楞纸箱含水率应为12%±4%
注:大、中、小型箱内综合尺寸分别为:大于或等于2000mm、小于2000mm而大于1000mm、小于或等于1000mm。
用快速水分测定法或烘箱测定法检验
性能测试项目有以下五大项:边压强度、耐破强度、戳穿强度、粘合强度、抗压力试验。
分纸是指将瓦楞纸板按纸箱箱坯所需规格加以分切,由数对纵向圆切刀完成。 压线是指为了使瓦楞纸板按预定位置准确弯折,以保证成型后纸箱尺寸的准确性,预先对瓦楞纸 板进行压线。
压线一般有横压线和纵压线之分: 横压线是与瓦楞成直角的压线,纵向压线是与瓦楞平行的压线, 在瓦楞纸板生产线上进行的压线是横压线。纵压线多数采用开槽机、印刷开槽机或者折叠粘合剂 来完成。
三瓦楞纸板的面纸、中间垫纸和瓦楞芯纸共计七层 ,所以又称之为七层纸板,主要用来包装超重型产品 。
a)单瓦楞纸板(三层板) b)双瓦楞纸板(五层板)c)三瓦楞纸板(七层板)
瓦楞纸箱生产工艺流程
瓦楞纸板生产线
分纸压线
制作瓦楞纸箱的第一道工序是分纸压线。对于半机械化的单击操作,分纸压线是分开并由压线切 断机来完成的。但对于连续的机械化生产中,这道工序可以在瓦楞纸板生产线上进行。
质管理部 2018.8.7
• 一、纸箱的分类. • 二、纸箱的结构. • 三、瓦楞的介绍. • 四、纸箱的生产流程.
瓦楞纸箱本着重量轻、成本低、易加工、便于储存和运输、结构合理和环保等诸多优点现已经广泛应用 于食品、饮料、家用电器、医药、日用/化妆品等众多产品的包装。
按照纸箱外形和组成来分,可分为开槽型纸箱(02型)、套合型纸箱(03型)和 折叠型纸箱(04型)。
接合
纸箱制作最后的环节是把已成型的纸箱按设计的箱型,把箱板边接合起来制成容器。 瓦楞纸箱的接合有 3 种方式: 钉接、粘接和胶带贴接,见图。 钉接是用铁丝把纸箱的 2 个搭接口钉合在一起,是用脚踏式钉箱机或自动钉箱机来完成的; 粘接是用胶粘剂把纸箱接合起来; 胶带贴接是用胶带来连接纸箱接口的方法。
在这 3 种接合方式中, 纸箱的压缩强度是: 胶带贴接﹥粘接﹥钉接,由此可见胶带贴接与粘接比钉接强度好。尤其是粘接无 论外观质量或强度均比钉接好,加工效率高,纸箱强度不降低,材料费用低,成本也 比较适中。
2.V 型 a.楞顶与面纸接触面小,瓦楞原纸和粘合剂的使用量较少,但较易剥离。 b.由于借助两条斜线的合力作用,抗压强度较大。 c.但如果外加压力超过其承受的压力限度,其楞型将迅速被破坏,压力消除后不能恢复原状。 d.楞辊容易磨损,使用寿命短,瓦楞纸板厚度不稳定,楞峰处易切断芯纸,而且在压楞时,瓦楞原纸的 波峰较易崩溃。
个圆弧及其相接的直线组成的,按波峰圆弧半径大小不同,一般分
为U型、V 型和UV 型三种,如图1-1 所示。U型的顶峰圆弧半径较
大,呈圆弧型;V 型的波峰半径较小且尖; UV型界乎两者之间。
(1)
(2)
(3)
1.U 型 a.伸张性好,富有弹性,吸收能量较高。在弹性限度内,当压力消除后仍能恢复原状。 b.但因圆弧的着力点不稳定,故耐压强度不高。 c.由于顶峰与面纸接触面大,因此和V型比较,制造这种瓦楞纸时,粘合剂使用量较大。 d.但是瓦楞辊的磨损比较小,瓦楞厚度稳定,且瓦楞原纸波峰被压坏的现象极少发生。U型的制作性能 比V型好。
重缺陷
内尺寸 厚度
箱型
长、宽、高单项极限偏差,mm
单瓦楞箱板 A C B E
大 5 -3
≥4.5 ≥3.5 ≥2.5 ≥1.1
技术要求中ຫໍສະໝຸດ 4-3 双瓦楞箱板
A.A A.C C.B C.C A.B
小 3 -2
≥9.0 ≥8.0 ≥6.0 ≥7.0 ≥7.0
纸箱支撑成型,相邻面夹角成90°, 用内径尺在搭接舌上距箱口50mm处分 别量取箱长和箱宽,以箱底与箱顶两 内摇盖间的距离量取箱高
正唛
侧唛 正唛
侧唛
横压线
纵压线
开槽
开槽
开槽是指在瓦楞纸板上切出使上下摇盖得以顺利折拢的缝槽。开槽一般紧随纵压线之后进行, 而且使用同一台机器,即切断压线机( 俗称冲切机)。
印刷
印刷是指为了在瓦楞纸箱的外表面标明文字、图案。瓦楞纸板的印刷通常使用凸版印刷、凹版印刷、 胶印印刷和网版印刷,最广泛采用的是凸版印刷和胶印印刷。
戳穿强度 J
(kgf/cm2) 4.90(50) 6.37(65) 8.34(85) 9.81(100) 8.83(90) 10.3(105) 12.3(125) 13.7(140)
边压强度 N/m
(kgf/cm)
3.92×103(4) 4.90×103(5) 5.83×103(6) 6.86×103(7) 5.83×103(6) 6.85×103(7) 7.84×103(8) 8.82×103(9)
瓦楞纸板的层数 运输包装通常用的是单瓦楞纸板、双瓦楞纸板和三瓦 楞纸板。
单瓦楞纸板有面纸(外面)、里纸(内面)和瓦楞 芯纸,共计三层,习惯上又称之为三层纸板。主要用 来包装重量较轻的产品,如常用的食品、饮料等。
双瓦楞纸板的面纸、中间垫纸和瓦楞芯纸共五层, 习惯上又称之为五层纸板,主要用来包装重量较大的 易损产品。双瓦楞纸板通常是由A型和B型组合而成 ,一般将A瓦放置在纸箱内侧,用来缓冲,B瓦楞放 置在外侧,使箱面印刷更美观。
1)边压强度:即瓦楞方向垂直于受力方向时瓦楞纸板的最大压缩强度,单位牛/米(N/m)。
2)耐破强度:静态破裂强度,单位千帕(kPa)。
3)戳穿强度:在规定的试验条件下,用符合标准规定的戳穿头穿透纸板所消耗的能量,以焦耳(J )表示。
4)黏合强度:在规定的试验条件下,分离单位长度瓦楞纸板粘合楞线所需的力,以牛顿每米(N/m )表示。
2. 搭口纸箱 即国际纸箱类型中的0202型。它和平口纸箱的形状及结构基本相同,但箱的面、底的两对摇盖要求 搭口,搭口为5~11 cm,用打包机捆扎,如图2-1(2)所示。 3. 大盖纸箱 即国际纸箱类型中的0203型。是全搭口纸箱。箱的面和底的两对摇盖各自把箱的宽度对齐。或者是 箱的面、底只有一边的摇盖把箱的宽度对齐,另一边摇盖则是箱宽的一半,这种大盖箱也属于大盖 纸箱之类。如图2-1(3)所示。