Plastic inspection
电子行业专业英语词汇
专用词汇表一、生产流程1. 插机(刮蓝胶)component- inserting2. 装配assembly3. 修理repair4. 包装packaging5. 成品仓finished goods warehouse6. 返工rework7. 啤胶件8. 组件成型component moulding9. IC 烧录IC program10. 插件insection11. 注塑plastic injection12. 发料material delivery13. 插机14. 零件加工component-processing15. 炉前外观检查visual inspectionbefore wave soldering16. 电源板波峰焊power board wavesoldering18. 零件后焊hand soldering 19. 零件焊接&打黄胶20. 低电压测试low voltage test21. 半成品外观检查Semi-finishedgoods visual inspection22. 过水洗机23. 打热熔胶dotting hot glue24. 装卡板25. pallet 栈板26. IC 烧录IC program27. SMT(刮锡膏)28. 喷油spray conformal coating29. 焗干防水油30. welding 焊接31. breathing 排气32. feed 供料33. Tiana 天那水34. to load material 上料35. to unload material 卸料36. to return material/stock to 退料37. to fix a die 装模17. 执锡38. to take apart a die 拆模39. cold forging 冷锻40. press forging 冲锻41. to impose lines 压线42. to compress, compressing 压缩43. 焗炉温度44. 开槽groove45. shearing 剪断46. 接线端子terminal47. to stake, staking, reviting 铆合48. fuse together 熔合49. electrical sparkle 电火花50. fit together 组装在一起51. fasten 锁紧(螺丝)52. rotating speed, revolution 转速53. argon welding 氩焊54. to take apart a die 卸下模具55. to load a die 装上模具56. to tight a bolt 拧紧螺栓57. to looser a bolt 拧松螺栓58. compound die 复合模59. punched hole 冲孔60. buffing 抛光61. chamfering machine 倒角机62. panel board 镶块63. to cutedges=side cut=side scrap切边64. to pull, to stretch 拉伸65. Line streching, line pulling 线拉伸66. engraving, to engrave 刻印67. degrease 脱脂68. rinse 水洗69. pierce die 冲孔模70. forming die 成型模71. progressive die 连续模72. gang dies 复合模73. shearing die 剪边模74. riveting die 铆合模75. pierce 冲孔76. forming 成型(抽凸,冲凸)77. draw hole 抽孔78. 吹热缩管118.电 磁阀 Solenoidsystem胶芯 plastic core 98. 钢网 stencil 夹具设备、工具99. 油墨 printing ink烙铁 iron100. 插机并过炉 排气扇 A exhaust fan 101.高压测试 hi-pot test 稀释剂 a tinner 102. 铣刀 milling cutter水洗锡线103. 发热管 heater pallet 栈板 104. 烙铁咀 iron tip gunk 料斗 105. 静电手套 ESD gloves caliper gauge 卡规 106. 风枪 air gun Screw driver 起子107. punch 冲头 barcode scanner 条码扫描器108. groove punch 压线冲子 热风枪 hot air reflowing gun109.air vent 排气道taker 取料机110.welding line 熔合痕 roller 滚筒 runner 流道111.CONN Connector 连接器 79.二、80. 81. 82. 83. 84. 85. 86. 87. 88. 89. 90.91.92.93. 94. 95. 96. 97.plastic basket 胶筐isolating plate baffle plate; barricade 隔板 steel plate 钢板 roll material 卷料 conveyer belt 输送带 112. CAV Cavity 模穴113. A SS'Y Assembly 装配 ,组装 114. 继 电器 relay 115. 磨床切割片 116. 延时器 delay timer 117. 热电偶 Heat control sensortransmission rack 输送架thermocouple119.温控器Temperature control 136. 水洗机120 .烙铁发热芯heater core for137.防水油conformal coating iron 138.自动成型机auto-moulding121 . 剪钳wire cuttermachine122. 电批开关Electric screw driver 139.电晶体自动成型机switch 140.螺丝泵screw pump123 . 电批Electric screw driver141.恒温运风焗炉124. 电批齿轮Electric screw driver 142.手浸锡炉gear 143.剪脚机125 . 火牛transformer144.超声波蒸水机126. 碳刷Carbon brush 145.表面组件拾放机127 . 吸锡泵suck solder pump146.高周波塑料熔接机128 . 尖嘴钳micro long nose pliers147.半自动锡浆印刷机129 . 热熔胶枪glue gun148.剪线机130.热风筒heating gun 149. 超声波啤机ultrasonic welding 131.f use machine 热熔机machine132. 烙铁座iron seat 150.自动绕线机133.静电带wrist strap 151. 超声波清洗机ultrasonic cleaning134 . 波峰锡炉wave soldering ovenmachine135. 水循环系统water-recycling 152. 振动试验台vibration test118.电磁阀Solenoid system153. 计算机剥线机electronic 172. 干燥机drier wire-peeling machine 173.自动吸料机auto-sucking154. 贴片机SMT equipmentmachine155. 供料器feeder174.锯床156. 红外焗炉175. 车床lathe157. 封黑胶预热炉176.钻床158. 回焊炉温度曲线测试仪177. punching machine冲床159. 焗炉178. 干燥机drier160. 进料器车179. 冷水机cooler161.锡浆搅拌机180.数控精密火花机162. 无铅波峰焊机181. 移印机printer163. 开线机182.手动吊机164. 封口机183.热油机oil-heating machine165. 胶纸机184. 叉车forklift166. 移载装置185.磨床grinder167. 送板机186. 铣床miller168. 周转车187. sheet metal parts冲件169. 发电机electric generator 188. punching machine 冲床170. 注塑机plastic injection189.过滤器filtermachine 190. 碎料干燥机platform 171. 碎料机smashing machine192. 热风回焊炉hot air reflow 211.消音器mufflersoldering oven 212. 滑轮Pulley,idler tension,asy 193. 注塑机plastic injeciton pre-tensionmachine 213. 夹片Replacement Fine Foil 194. 润滑油grease 214. 线夹wire clamp195. 汽缸Rmulti cylinder215.扎线tie wrap196. 螺丝screw216.通风孔blowhole197. 弹簧spring217.自功螺丝self-tapping screw198. 蜂鸣器buzzle218.保险丝Fuse199. 刮刀squeegee219.高度规High dividers 200. 真空杯vacuum cup 220. 螺线管solenoid201. 真空咀vacuum tip221.送/ 扯线螺线管Spring202. 喷嘴Nozzlesolenoid assembly203. 支架bracket222.焊咀gaiser204. 六角板手hex.wrench223.电源线Power cord205. 过滤器Filter224.测试针test probe206. 密封圈airproof ring225.变压器transformer207. 套筒/ 活塞piston 226. 弹性定位柱spring fixation208. 顶针thimblepole209. 传输皮带belt/conveyor 227. 铝皮sheet aluminum 191. 抽湿机210. 真空棉??pad vacuum228. 网络线communicate wire 245. 针筒needle canister229. 电磁阀Solenoid AIRTAC246.光电开关Photoelectricity230. 精调电阻Precision adjustableswitchresisto 247.电批Electric screw driver231. 脚踏开关foot switch248.烙铁soldering iron232. 开关电源switching power249.黄油(润滑油)butter233. 散热片Thermal Conductive (lubricant) Pad 250. 气管wind pipe234. 旋转开关Rotary switch251.刀片blade235. 接线柱Pole Wiring252.bolt 螺栓236. 音频插头Audio plug 253. trailer=long vehicle 拖板车237. 按键开关keyswitch254.stopper 阻挡器238. 保险丝座Fuse jack255.flow board 流水板239. 定位柱fixation pole256.vaccum cleaner 吸尘器240. ICT 压棒ICT-PRESSING257.quenching 淬火STICK 258. tempering 回火241. 除泡剂Defoamer259.annealing 退火242. 继电器Relay260.volatile 挥发性243. 电线束electrical wiring 261. 风批Pneumatic driver harness 262. 电批Electric screw driver 244. 锡箔纸Solder foil papper 三、质量管理QC : quality control 质量管理273. SMD : surface mounting 263. IQC : incoming qualitycontrol 进料质量管理264. .OQC : output quality control 出货质量管理265. PQC : process quality control 制程质量管理也称266. IPQC: in process qualitycontrol.267. AQL : acceptable quality level 允收标准268. CQA: customer qualityassurance 客户质量保证269. PPM Parts Per Million 百万分之一270. MA : major defect 主要缺点MI : minor defect 次要缺点271. CR :critical defect 关键缺点272. SMT : surface mountingdevice 贴片机274. SMC : surface mountingcomponent 表面粘贴组件275. ECN : engineering changenotice 工程变更通知276. DCN : design change notice 设计变更通知277. BOM : bill of material 物料清单278. MIL-STD-105E : 美国陆军标准,也称单次抽样计划.279. NG :Not Good 不行,不合格280. ESD Electry-static Discharge 静电排放281. 5S 希腊语整理,整顿,清扫,清洁,教养282. Polarity : 电性/ 极性Icicles : 锡尖technology 表面粘贴技术283. Non-wetting : 空焊284. burr 毛刺,批锋304. Sink marks? 缩影285. locking knot 死结305.Mold release? 脱模286. torsion 扭曲306. 焊盘soldering tray287. warpage 翘曲307. Missing component : 缺件288. waviness 波痕308. Wrong component : 错件289. flying 飞件309. Excess component : 多件290. blister 起泡310. Insufficient solder :锡少291.Short circuit : 短路311.Excessive solder : 锡多292. 冷焊cold soldering312.Solder residue : 锡渣293. non-welding 313.Solder ball : 锡球294. 假焊314.Tombstone : 墓碑295. 包焊315. breaking.(be)broken,(be)crac296. 焊点ked断裂297. lifted solder 浮焊316. Sideward : 侧立298. pseudo soldering 虚焊317.cosmetic defect 外观不良299. open soldering 脱焊318. mixed color 杂色300. Splay mark? 水纹319. die repair 模修301. icicle/solder projection 拉尖320. rust 生锈302. Flow mark? 流纹321. grease/oil stains 油污303. White patches on surface? 表322. delamination 起鳞面白斑323. gouge 沟槽;凿槽324. inclusion 杂质341. speckle 斑点325. poor staking 铆合不良342. dimension/size is a little 326. oxidation 氧化bigger 尺寸偏大(小)327. abrasion 磨损343. not up to standard 不合规格328. reverse angle = chamfer 倒角out of specification329. failure, trouble 故障344. shrinking/shrinkage 缩水330. dents 压痕345.mixed color 杂色331. defective upsiding down 抽芽346. discoloration 异色不良347.ageing 老化332. defective to staking 铆合不良348. hardening 硬化333. embedded lump 镶块349. overheating 过热334. feeding is not in place 送料不350. rust prevention 防蚀到位351. tempering 回火335. stamping-missing 漏冲352. water spots 水渍336. excessive gap 间隙过大353.exposed metal/bare metal 金337. burr(金属)flash(塑件)毛边属裸露338. mildewed=moldy=mouldy 发霉354. lack of painting 烤漆不到位339. slipped screw head & 355. Component damage : 零件破损slippery screw head 螺丝滑头356. Gold finger : 金手指340. slipped screwhead/shippery 357. SOP : standard operation screw thread 滑手process 标准操作流程358.SIP : standard inspection 372. Fixture : 制具process 标准检验流程373. Probe : 探针359. Simple random sampling : 374.Lint-free gloves : 静电手套简单随机抽样375.Wrist wrap : 静电手环360.SPC : Statistical process 376. plug hole 孔塞control 377. Wrong direction 极性反361.SQE : Supplier quality 378. component damage or engineering broken 零件破损362 . Sampling sample : 抽样计划379.Unmeleted solder 熔锡363. fixture : 治具不良364.Gauge 量规380. flux residue 松香残渣365. QTS: Quality tracking system 381. wrong label or upside down质量追查系统label 贴反366 . Spare parts : 备用品382.mixed parts 机种混装367.Inventory report for : 库存383. poor solder mask 绿漆不良表384.氧化Oxidization368. Manpower/Tact estimation 385.刮花Scratch工时预算386.脏污Contamination369 . Calibration : 校验387.变形Deformation370.Corrugated pad : 波纹垫388. stand off height 浮高371. Conductive bag : 保护袋389. IC reverse IC 反向390. supervisor 课长408. Preventive action: 预防措391.Forman 组长施392. PPM: Parts per million 不良率409. PDCA:Plan/Do/Check/Action393. DPU: Defects per unit单位不计划/实施/检查/ 处理良率410. Oscillator: 振荡器394. Resistor: 电阻411.A dapter: 适配器395. Capacitor: 电容412.Spindle: 轴心396. Resistor array : 排阻413. WIP: Work in process 半成品397. Capacitor array: 排容Waive: 特别采用398. DIODE: 二极管414. FMEA:Protentical Failure399. triode: 三极管Mode and Effects Analysis失效模400.Crystal: 震荡器式与效应分析401. Fuse: 保险丝415. MSA: Measurement Systems402.Bead: 电感inductor Analysis 量测系统分析403. Connector: 连结器416.Benchmarking: 竞争标竿404. Metal Shearing: 裁剪417.Roka Yoke 防错法405. ERP: Enterprise Resource 418. Mistake Proofing防呆法Planning 企业资源规划419. Fool-Proof System防呆系406.Processed material: 流程性材统料420. Specified Requirement: 规定407. Corrective action: 纠正措施要求421. AOQ: Average OutgoingQuality 平均检出质量AOQL: Average Outgoing QualityLimit 平均检出质量界限422. Benchmarking 基准点423. Calibration 校准424. Continuous improvement持续改进425. Deviation / Substitution偏差/ 置换426. ESD: Electrostaticdischarge 静电释放427. FMEA: Failure Mode EffectAnalysis 失误模式效应分析428. First Article approval产品的首次论证429. First pass yield 一次性通过的成品率430. First sample inspection 第一次样品检验431. FMECA: Failure mode effect and critically analysis 失误模式, 效应及后果分析432. Life Testing 寿命试验Lot traceability 批量可追溯性433. NONCONFORMANCE 不符合434. OUT-OF-CONTROLPROCESS 失控工序435. Pilot Application 试产(试用)436. PPM: Parts per million 百万分之一437. Process capability index 工序能力指数438. Total quality management 全面质量管理439. Site Audit 现场审核440. Failure rate percentage 失误百分率441. Customer complaints 客户投诉442. Root cause analysis of failures失误根原分析461. 晶振Crystal resonator443. Layout Inspection: 全尺寸检验462. 开关Switch444. Bulk material: 散装材料463.插座Jack445. Feasibility Reviews: 可行性审464.插头Plug查465. 工艺W orkmanship446. Pre-launch: 量产前466.喷油Conformal coating447. Stock rotation : 存货周转467. 插件Insertion448. Inventory levels: 最低库存468. 回焊炉Reflowing oven量469. 飞达feeder449. Interim action: 临时措施470.吸嘴450. Permanent action: 永久措施471.钢网Stencil451. vibration test 振动试验472.抛料452. Conveyer 流水线物料板473. 线股Strand453. fasten 锁紧(螺丝)474. 松香Flux454. fuse machine 热熔机475. 尾数WP455. SOP 制造作业程序476.锡炉DIP456. work cell 工作间477. 暂置Hold457. trolley 台车478.全检Sorting458. carton 纸箱479.条形码Bar code459. 电阻Resistor 480. 日期编码Date code 460. 电容Capacitor 481. 标准作业指导书SOPprotect 483. 汶波/ 噪声 Noise 484. 连接器 Connector485. 线材 Cable486.CTQ=critical to quality482.过电压保护 OVP Over voltageStandard operation plan。
塑胶件质量控制计划Plastic Part CP
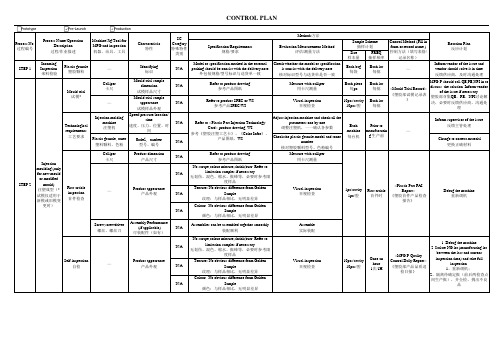
Prototype Pre-Launch Production
Process No. 过程编号
Process Name/Operation Description 过程/作业描述 Incoming Inspection 来料检验
Machine/Jig/Tool for MFG and inspection 机器、治具、工具
N/A
Inform vendor of the issue and vendor should solve it in time 反馈供应商,及时沟通处理
Mould trial 试模*
Calliper 卡尺 — Injection molding machine 注塑机 Plastic granule, toner 塑料颗料、色粉 Calliper 卡尺
Technological requirements 工艺要求
N/A
N/A
Adjust injection machine and check all the parameters one by one Refer to <Plastic Part Injection Technology Card>,product drawing, WI 调整注塑机,一一确认各参数 参考《塑胶注塑工艺卡》、《Color Infor》、 Check the plastic granule model and toner 产品图纸、WI number 核对塑胶颗料型号、色粉编号 Refer to product drawing 参考产品图纸 No scrape,colour mixture,shrink,burr. Refer to limitation samples if necessary 无划伤、混色、缩水、批峰等,必要时参考限 度样品 Texture: No obvious difference from Golden Sample 纹理:与样品相比,无明显差异 Colour: No obvious difference from Golden Sample 颜色:与样品相比,无明显差异 Assemblies can be assembled together smoothly 装配顺利 No scrape,colour mixture,shrink,burr. Refer to limitation samples if necessary 无划伤、混色、缩水、批峰等,必要时参考限 度样品 Texture: No obvious difference from Golden Sample 纹理:与样品相比,无明显差异 Colour: No obvious difference from Golden Sample 颜色:与样品相比,无明显差异 Visual inspection 目视检查 Assemble 实际装配 Visual inspection 目视检查 Measure with calliper 用卡尺测量
塑胶件主要缺陷中英文对照
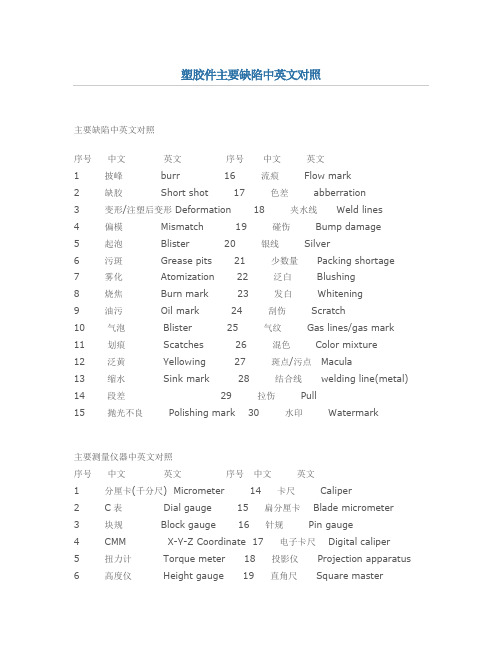
主要缺陷中英文对照序号中文英文序号中文英文1 披峰 burr 16 流痕 Flow mark2 缺胶 Short shot 17 色差 abberration3 变形/注塑后变形 Deformation 18 夹水线 Weld lines4 偏模 Mismatch 19 碰伤 Bump damage5 起泡 Blister 20 银线 Silver6 污斑 Grease pits 21 少数量 Packing shortage7 雾化 Atomization 22 泛白 Blushing8 烧焦 Burn mark 23 发白 Whitening9 油污 Oil mark 24 刮伤 Scratch10 气泡 Blister 25 气纹 Gas lines/gas mark11 划痕 Scatches 26 混色 Color mixture12 泛黄 Yellowing 27 斑点/污点 Macula13 缩水 Sink mark 28 结合线 welding line(metal)14 段差 29 拉伤 Pull15 抛光不良 Polishing mark 30 水印 Watermark主要测量仪器中英文对照序号中文英文序号中文英文1 分厘卡(千分尺) Micrometer 14 卡尺 Caliper2 C表 Dial gauge 15 扁分厘卡 Blade micrometer3 块规 Block gauge 16 针规 Pin gauge4 CMM X-Y-Z Coordinate 17 电子卡尺 Digital caliper5 扭力计 Torque meter 18 投影仪 Projection apparatus6 高度仪 Height gauge 19 直角尺 Square master7 游标卡尺 Vernier caliper 20 硬度机 Durometer8 牙规 Scre gauge 21 半径规 Radius gauge9 角度规 Universal protractor 22 特别塞规 Ring gauge10 拉/推力计 Pull/Push gauge 23 弹力计 Spring balance11 塞尺 Clearance gauge 24 专用夹具 Special fixture12 工具显微镜 Tool-measuring microscopeInspection1 抽样 Sampling 11 抽样计划 Sampling plan2 样品数量 Sample size 12 合格 Conformity3 批量 lot size 13 缺陷 Defect4 目测 Eyeballing 14 让步 Concession5 外观 Appearance 15 检验 Inspection6 测量 Measurement 16 规范 Specification7 质量 Quality 17 报废 Scrap8 接收 Acceptance 18 纠正 Correction9 不良品 Defective products10 返工 Rework一、入水:gate进入位:gate location水口形式:gate type大水口:edge gate细水口: pin-point gate水口大小:gate size转水口:switching runner/gate唧嘴口径:sprue diameter二、流道: runner热流道:hot runner,hot manifold热嘴冷流道: hot sprue/cold runner唧嘴直流: direct sprue gate圆形流道:round(full/half runner流道电脑分析:mold flow analysis流道平衡:runner balance热嘴:hot sprue热流道板:hot manifold发热管:cartridge heater探针: thermocouples插头:connector plug插座: connector socket密封/封料: seal三、运水:water line喉塞:line lpug喉管:tube塑胶管:plastic tube快速接头:jiffy quick connector plug/socker四、模具零件:mold components三板模:3-plate mold二板模:2-plate mold边钉/导边:leader pin/guide pin边司/导套:bushing/guide bushing中托司:shoulder guide bushing中托边L:guide pin顶针板:ejector retainner plate托板:support plate螺丝: screw管钉:dowel pin开模槽:ply bar scot内模管位:core/cavity inter-lock顶针:ejector pin司筒:ejector sleeve司筒针:ejector pin推板:stripper plate缩呵:movable core,return core core puller 扣机(尼龙拉勾):nylon latch lock斜顶:lifter模胚(架): mold base上内模:cavity insert下内模:core insert行位(滑块): slide镶件:insert压座/斜鸡:wedge耐磨板/油板:wedge wear plate压条:plate撑头: support pillar唧嘴: sprue bushing挡板:stop plate定位圈:locating ring锁扣:latch扣鸡:parting lock set推杆:push bar栓打螺丝:S.H.S.B顶板:eracuretun活动臂:lever arm分流锥:spure sperader水口司:bush垃圾钉:stop pin隔片:buffle弹弓柱:spring rod弹弓:die spring中托司:ejector guide bush中托边:ejector guide pin镶针:pin销子:dowel pin波子弹弓:ball catch喉塞: pipe plug锁模块:lock plate斜顶:angle from pin斜顶杆:angle ejector rod尼龙拉勾:parting locks活动臂:lever arm复位键、提前回杆:early return bar气阀:valves斜导边:angle pin术语:terms承压平面平衡:parting surface support balance模排气:parting line venting回针碰料位:return pin and cavity interference模总高超出啤机规格:mold base shut hight顶针碰运水:water line interferes withejector pin料位出上/下模:part from cavith (core) side模胚原身出料位:cavity direct cut on A-plate,core direct cut on B-plate. 不准用镶件: Do not use (core/cavity) insert用铍铜做镶件: use beryllium copper insert初步(正式)模图设计:preliinary (final) mold design反呵:reverse core弹弓压缩量:spring compressed length稳定性好:good stability,stable强度不够:insufficient rigidity均匀冷却:even cooling扣模:sticking热膨胀:thero expansion公差:tolorance铜公(电极):copper electrode。
模具工业中英文翻译
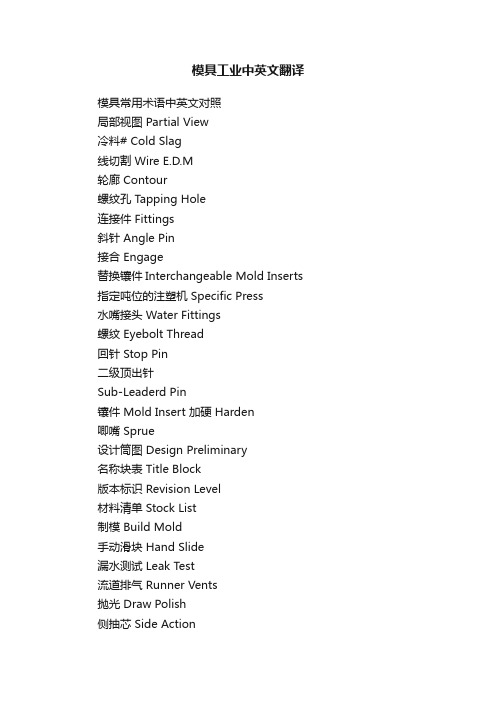
模具工业中英文翻译模具常用术语中英文对照局部视图 Partial View冷料# Cold Slag线切割 Wire E.D.M轮廊 Contour螺纹孔 Tapping Hole连接件 Fittings斜针 Angle Pin接合 Engage替换镶件Interchangeable Mold Inserts 指定吨位的注塑机 Specific Press水嘴接头 Water Fittings螺纹 Eyebolt Thread回针 Stop Pin二级顶出针Sub-Leaderd Pin镶件 Mold Insert 加硬 Harden唧嘴 Sprue设计筒图 Design Preliminary名称块表 Title Block版本标识 Revision Level材料清单 Stock List制模 Build Mold手动滑块 Hand Slide漏水测试 Leak Test流道排气 Runner Vents抛光 Draw Polish侧抽芯 Side Action加强筋 Reinforcing三角撑 Gusset柱子 Bossed出模斜度 Draft外廊 Contour落单会议 Kick-Off Meeting装卸孔 Handling Hole运输安全带 Moldstrap码模槽 Clamp Slot撑头 Support Pillar螺牙1/2-13 Eye Bolt 1/2-13Tap 导柱位 Leader Pin Location耐落胶 Teflon Paste偏移量 Offset水塞 Water Line Plug撬模脚 Ppy Slot重新加工 Reworked配件 Components补偿 Compensation平面度 Parallel倒角 Chamfer模胚 Mold Base热嘴 Hotnozzle火花机 Edm熔接线 Weildline压机 Press晒纹 Texturing梯形 Trapezoid凸缘、法兰 Flange方铁 Spacer Block顶针板 Ejector Plate顶针底板 Ejector Retainer Plate垫板 Retainer Plate后模镶针 Core Pin拉圾钉 Stop Pin有托顶针 Shoulder Ejector Pin顶针板导套 Guided Ejection Bushing针板导柱 Guided Ejection Leader Pin唧嘴 Sprue Bushing三板模延伸式唧嘴Extension Nozzle Bushing 水口板导套Runner Stripper Plate Bushing定位圈(法兰) Locating Ring管钉(定位销) Dowel Pin管状管钉 Tubular Dowel吊环 Safety Hoist Ring日期印 Dating Insert环保印 Recycling Insert气顶 Air Poppet Valve截水口镶件 Runner Shut-Off Insert早回 Early Ejector Return加速项 Accelerated Ejector客户 Client 产品名 Part Name产品编号 Part No 缩水 Shrinkage版本 Rev 模胚 Mold Base下模镶件 Core Block上模镶件 Cavity Block小镶件 Sub-Insert下模小镶件 Core Sub-Insert上模小镶件 Cavity Sub-Insert行位 Slide行位镶件 Slide Insert压条 Gib压紧块(铲机) Jaw硬片(摩擦片) Wear Plate水口铁 Runner Bar上模水口铁 Upper Runner Bar下模水口铁 Lower Runner Bar弹簧 Spring水口勾针 Sprue Puller Pin顶针 Ejector Pin撑头 Support Pillar直身锁 Side Lock斜度锁 Interlock锁模板 Safety Bar‘O’令(密封圈) O'Ring喉塞 Plug隔水片 Baffle波子螺丝(行位定位螺丝) Ball-Catch 斜顶 Lifter控制开关 Switch回针 Return Pin斜导柱 Angle Pin推板 Stripper PlateA’板 A'PlateB’板 B'Plate方铁(垫铁)Spacer Block顶针板 Ejector Plate顶针底板 Ejector Retainer Plate垫板 Retainer Plate垃圾钉 Stop Pin有托顶针 Shoulder Ejector Pin顶针板导套 Guided Ejection Bushing针板导柱 Guided Ejection Leader Pin唧嘴 Sprue Bushing三板模延伸式唧嘴Extension Nozzle Bushing 水口板导套Runner Stripper Plate Bushing定位圈(法兰) Locating Ring管钉(定位销) Dowel Pin管状管钉 Tubular Dowel吊环 Safety Hoist Ring日期印 Dating Insert环保印 Recycling Insert气顶 Air Poppet Valve截水口镶件 Runner Shut-Off Insert早回 Early Ejector Return加速顶 Accelerated Ejector扁顶 Blade 出模斜波 Draft手动滑块模具 Hand Slide-In Type Mold回针板 Backup合模 Shutoff空隙槽 Clearance Slot导柱及导套 Leader Pin Bushing水口拉钩 Spuer Puller模框镶件Pocket Insert成型热固性塑胶模具Thermoset Mold 三板模 3-Plat Mold分型面 Parting Line司筒 Ejector Sleeve垫圈 Washer熔接线(夹水纹) Weldline吸针 Sucker Pin回针板 Retainer Plate顶出板 Knock -Out Plate电动安全开关Electrical-Safety Switch 脱开 Cut Of Position预先决定 Preload缓冲器 Bumper衬垫 Cushion公差 Tolerance突然性动作 Slam销针 Dowel钩槽 Gib精磨 Finished通框 Through Window粘后模 Sticking Core粘水口 Sticking Sprue夹水纹 Weld Line变形 Warpage走水不平均 Filling Uneven走不齐 Short Shot挂成品 Part Hanging漏水 Water Leakage刮花(擦伤) Galling漏电 Ele Leakage困气 Air Trapping温度 Temperature注塑模 Injection Mold入水 Gate试板 Sampling压力 Pressure倒圆 Fillet顶棍 Ejector顶白 Stress Mark粘前模 Sticking Cav名称块表 Title Block版本标识 Revision Level材料清单 Stock List斜导柱(斜边) Angle PinA板 A'plateB板 B'plate倒扣 Under-Cut披峰 Flash缩水 Sink Mark氮化 Nitride不规则四边形Trapezoid缩水 Shrinkage连续的 Consecutive雕刻 Engrave出模角 Draft分模面 Parting Surface擦位 Shut-Off(S/0)导套 Bushing回针 Return Pin加硬 Harden唧嘴 Sprue设计筒图 Design Preliminary 丝印 Silkprint不干胶 Adhesive Sticker导向针 Guide Din公差 Tolerance线切割 Wire-Cut电火花 Edm抛光 Polishing蚀纹 Texture探热针 Thermocouple三打螺丝毫(限螺丝) Stripper Bolt 盖板 Cover Plate齿轮 Gear油唧 Hydraulic Cylinder司筒 Ejector Sleeve导柱 Leader Pin冷料# Cold Slag线切割 Wire E.D.M.轮廓 Contour螺纹孔 Tapping Hole连接件 Fittings斜针 Angle Pin接合 Engage替换镶件Interchangeable Mold Inserts 指定吨位的注塑机Specific Press水嘴接头 Water Fittings螺纹 Eyebolt Thread回针 Stop Pin二级顶出针 Sub-Leader Pin镶件 Mold Insert锁定位 Lock楔子(铲鸡) Wedge高产量模量 High V olume Running Mold 剖面图 Cross Section 模具结构 Mold Construction模芯 Parting Core局部视图 Partial View热流道 Manifold热嘴 Hot Nozzle型腔数 Cav No模号 Mold No胶料 Material尺寸 Dimension重要尺寸 Critical Dimension雕刻 EngraveAssembly line组装线Layout布置图Conveyer流水线物料板Rivet table拉钉机Rivet gun拉钉枪Screw driver起子Pneumatic screw driver气动起子worktable 工作桌OOBA开箱检查fit together组装在一起fasten锁紧(螺丝)fixture 夹具(治具)pallet栈板barcode条码barcode scanner条码扫描器fuse together熔合fuse machine热熔机repair修理operator作业员QC品管supervisor 课长ME制造工程师MT制造生技cosmetic inspect外观检查inner parts inspect内部检查thumb screw大头螺丝lbs. inch镑、英寸EMI gasket导电条front plate前板rear plate后板chassis 基座bezel panel面板power button电源按键reset button重置键Hi-pot test of SPS高源高压测试V oltage switch of SPS 电源电压接拉键sheet metal parts 冲件plastic parts塑胶件SOP制造作业程序material check list物料检查表work cell工作间trolley台车carton纸箱sub-line支线left fork叉车personnel resource department 人力资源部production department生产部门planning department企划部QC Section品管科stamping factory冲压厂painting factory烤漆厂molding factory成型厂common equipment常用设备uncoiler and straightener整平机punching machine 冲床robot机械手hydraulic machine油压机lathe车床planer |'plein?|刨床miller铣床grinder磨床linear cutting线切割electrical sparkle电火花welder电焊机staker=reviting machine铆合机position职务president董事长general manager总经理special assistant manager特助factory director厂长department director部长deputy manager | =vice manager副理section supervisor课长deputy section supervisor =vice section superisor 副课长group leader/supervisor组长line supervisor线长assistant manager助理to move, to carry, to handle搬运be put in storage入库pack packing包装to apply oil擦油to file burr 锉毛刺final inspection终检to connect material接料to reverse material 翻料wet station沾湿台Tiana天那水cleaning cloth抹布to load material上料to unload material卸料to return material/stock to退料scraped |'skr?pid|报废scrape ..v.刮;削deficient purchase来料不良manufacture procedure制程deficient manufacturing procedure制程不良oxidation |' ksi'dei?n|氧化scratch刮伤dents压痕defective upsiding down抽芽不良defective to staking铆合不良embedded lump镶块feeding is not in place送料不到位stamping-missing漏冲production capacity生产力education and training教育与训练proposal improvement提案改善spare parts=buffer备件forklift叉车trailer=long vehicle拖板车compound die合模die locker锁模器pressure plate=plate pinch压板bolt螺栓administration/general affairs dept总务部automatic screwdriver电动启子thickness gauge厚薄规gauge(or jig)治具power wire电源线buzzer蜂鸣器defective product label不良标签identifying sheet list标示单location地点present members出席人员subject主题conclusion结论decision items决议事项responsible department负责单位pre-fixed finishing date预定完成日approved by / checked by / prepared by核准/审核/ 承办PCE assembly production schedule sheet PCE组装厂生产排配表model机锺work order工令revision版次remark备注production control confirmation生产确认checked by初审approved by核准department部门stock age analysis sheet 库存货龄分析表on-hand inventory现有库存available material良品可使用obsolete material良品已呆滞to be inspected or reworked 待验或重工total合计cause description原因说明part number/ P/N 料号type形态item/group/class类别quality品质prepared by制表notes说明yearend physical inventory difference analysis sheet 年终盘点差异分析表physical inventory盘点数量physical count quantity帐面数量difference quantity差异量cause analysis原因分析raw materials原料materials物料finished product成品semi-finished product半成品packing materials包材good product/accepted goods/ accepted parts/ good parts 良品defective product/non-good parts不良品disposed goods处理品warehouse/hub仓库on way location在途仓oversea location海外仓spare parts physical inventory list备品盘点清单spare molds location模具备品仓skid/pallet栈板tox machine自铆机wire EDM线割EDM放电机coil stock卷料sheet stock片料tolerance工差score=groove压线cam block滑块pilot导正筒trim剪外边pierce剪内边drag form压锻差pocket for the punch head挂钩槽slug hole废料孔feature die公母模expansion dwg展开图radius半径shim(wedge)楔子torch-flame cut火焰切割set screw止付螺丝form block折刀stop pin定位销round pierce punch=die button圆冲子shape punch=die insert异形子stock locater block定位块under cut=scrap chopper清角active plate活动板baffle plate挡块cover plate盖板male die公模female die母模groove punch压线冲子air-cushion eject-rod气垫顶杆spring-box eject-plate弹簧箱顶板bushing block衬套insert 入块club car高尔夫球车capability能力parameter参数factor系数phosphate皮膜化成viscosity涂料粘度alkalidipping脱脂main manifold主集流脉bezel斜视规blanking穿落模dejecting顶固模demagnetization去磁;消磁high-speed transmission高速传递heat dissipation热传rack 上料degrease脱脂rinse水洗alkaline etch龄咬desmut剥黑膜D.I. rinse纯水次Chromate铬酸处理Anodize阳性处理seal封孔revision版次part number/P/N料号good products良品scraped products报放心品defective products不良品finished products成品disposed products处理品barcode条码flow chart流程表单assembly组装stamping冲压molding成型spare parts=buffer备品coordinate座标dismantle the die折模auxiliary fuction辅助功能poly-line多义线heater band 加热片thermocouple热电偶sand blasting喷沙grit 砂砾derusting machine除锈机degate打浇口dryer烘干机induction感应induction light感应光response=reaction=interaction感应ram连杆edge finder巡边器concave凸convex凹short射料不足nick缺口speck瑕??shine亮班splay 银纹gas mark焦痕delamination起鳞cold slug冷块blush 导色gouge沟槽;凿槽satin texture段面咬花witness line证示线patent专利grit沙砾granule=peuet=grain细粒grit maker抽粒机cushion缓冲magnalium镁铝合金magnesium镁金metal plate钣金lathe车mill锉plane刨grind磨drill铝boring镗blinster气泡fillet镶;嵌边through-hole form通孔形式voller pin formality滚针形式cam driver铡楔shank摸柄crank shaft曲柄轴augular offset角度偏差velocity速度production tempo生产进度现状torque扭矩spline=the multiple keys花键quenching淬火tempering回火annealing退火carbonization碳化tungsten high speed steel钨高速的moly high speed steel钼高速的organic solvent有机溶剂bracket小磁导liaison联络单volatile挥发性resistance电阻ion离子titrator滴定仪beacon警示灯coolant冷却液crusher破碎机。
塑胶原料色母色粉检验规范

版次 Version
页次 Page
A.1
Page 2 of 3
QC-II-002
制定日期 Drafted Date
2010-03-01
修订日期 Modified Date
2010-04-28
3.1.4 手试 Manual test: 将手插入原料颗粒中(色粉除外),抽出手掌,不能有附着的水珠或潮湿感。 Insert the hand in the raw material(the pigment exclusion), then draw out the palm, no attached bead or feel humidity.
1
name, color code etc. are conform with
requirement or not. b. 检测报告或检验记录是否与来料一致。
Check if the inspection test report or
批控制 Control for batch
目视 Visual
100%
pigment exclusion), then draw out the
Control for batch 批控制
手试 Manual
5 包/批
5
0
bags/batch
ห้องสมุดไป่ตู้
palm, no attached bead or feel humidity.
The packaging is good and no broken.
批控制 Control for batch
目视 Visual
100%
外观 Aesthetics
a. 原料中不能有肉眼可见的黑点、杂质等;
(手持产品)塑胶件外观检验标准(PDF 16)

Number: Title: Date:Cosmetic Acceptability Standard forPlastic (Hand Held Products)(手持产品)塑胶件外观检验标准目录1.0 Contents1.0 Content 目录 12.0 Purpose 目的 23.0 Scope 范围 24.0 Description 描述 24.1 Tools and Equipment 工具和设备 24.2 Instruction Detail 检验方法说明 24.3 Surface Classification 表面分类 44.4 Inspection Detail (Raw Plastic )检验说明(未加工的塑胶件) 54.4.1 General Appearance 总体外观 54.4.2 Criteria for Blister 疱块的判定标准 54.4.3 Criteria for Bubble 气泡的判定标准 54.4.4 Criteria for Colour 颜色的判定标准 54.4.5 Criteria for Crack / Crack line 裂缝/纹的判定标准 54.4.6 Criteria for Deform 变形的判定标准 54.4.7 Criteria for Dots 杂点的判定标准 54.4.8 Criteria for Flashes 毛边的判定标准74.4.9 Criteria for Flow Mark 流痕的判定标准74.4.10 Criteria for Gating Mark 进浇痕迹的判定标准84.4.11 Criteria for Gating Material 浇口残料的判定标准84.4.12 Criteria for Glossy Material 材料发光的判定标准84.4.13 Criteria for Insert Line 拼接线的判定标准84.4.14 Criteria for Scratches 刮(划)伤的判定标准84.4.15 Criteria for Short Moulding 注模不足的判定标准94.4.16 Criteria for Silver Streak 银纹的判定标准94.4.17 Criteria for Sink Mark 缩水痕的判定标准94.4.18 Criteria for Stress / Pin Mark 压力/顶针痕的判定标准104.4.19 Criteria for Warpage 翘曲的判定标准104.4.20 Criteria for Weld Line 熔接线的判定标准104.4.21 Criteria for Clear Transparent Parts 透明件的判定标准104.4.22 Criteria for Dented Mark 凹痕的判定标准114.5 Inspection Detail for Plastic with Secondary Process(eg :spray painting, sputtering, printing, ultrasonic welding, heat12staking, Plating and EMI shielding)二次加工(表面处理)的塑胶件检验说明(如:喷漆、喷镀、印刷、超声焊、热能焊、电镀和电磁屏蔽)4.5.1 Criteria for Spray Painting / Sputtering / Plating 喷漆/喷镀/电镀的判定标准124.5.2 Criteria for Printing 印刷的判定标准134.5.3 Criteria for Dust Particles 灰尘杂质的判定标准134.5.4 Criteria for Ultrasonic Welding 超声焊的判定标准134.5.5 Criteria for Heat Staking 热能焊的判定标准144.6 Inspection Detail for General Assemblies总体装配的检验说明154.6.1 Criteria for Mismatch 装配不良(断差)的判定标准154.6.2 Criteria for Parting Gap 装配间隙的判定标准15Number: Title: Date:Cosmetic Acceptability Standard forPlastic (Hand Held Products)(手持产品)塑胶件外观检验标准5.0 Reference 参考文件166.0 Remarks 备注167.0 Revision History版本记录178.0 Approval批准17目的2.0 Purpose2.1 This document establishes a general guideline on cosmetic acceptability for All Hand Held Productsand material related to plastic, specified to the needs of XXXX Technology.It represents the visual interpretation of the set requirements, and provides consistency and uniformity on the acceptance and rejection quality standard. 本标准由XXXX所制定,用于检验所有与塑胶有关的全部手持产品和材料的外观方面的指导性文件。
UL验厂注意事项

附件 23
檢驗要求 (9) (Inspection Requirements) (9)
E. 確認 UL Listed 或 Recognized 零件 (續)
6. 其他程序書中規定的零件: • • • • • • • 保險絲 (Fuse) 開關 (Switch) 端子座 (Terminal Block) 電容 (Capacitor) 電器套管 (Electrical Tubing) 插座 (Receptacle) 連接器 (Connector) 等
1. 確認生產線是否有依照 App. D (附件19) (或 CB Report 的 Part AC) 執行生產線測試 (Production Line Test)。例如:接地導通測試 (Grounding Continuity Test) 或耐電壓測試 (Dielectric Voltage-Withstand Test) 等。 2. 查驗測試設備的校驗及功能測試記錄。 3. 確認相關作業及製程是否符合要求。例如: 焊錫、時間、溫度及壓力等。
UL Recognized Label 的相關 CCNs
1. 2. PGGU2 (Marking and Labeling System Material) 未經印刷的自黏性 Label 或雙面膠卷 PGDQ2 (Marking and Labeling System) 印刷廠買 PGGU2 的 Label 材料,用指定的油 墨印刷或再加上護膜 (overlamination)。 PGJI2 (Printing Material) 未印刷 (只印上指定的 imprintable top coating) 或部分印刷的 Label。
2.
檢驗要求 (1) (Inspection Requirements) (1)
塑胶件检验方法及判断 -英文版-微软标准

Plastic Part Workmanship Standards Document Number: D00015Revision: CApril 11, 2006ConfidentialDisclaimerThe information contained hereon is confidential, is submitted in confidence, and is proprietary information of Microsoft Corporation, and shall only be used in the furtherance of, the contract of which this document forms a part, and shall not, without Microsoft Corporation’s prior written approval, be reproduced or in any way used in whole or in part in connection with services or equipment offered for sale or furnished to others. The information contained hereon may not be disclosed to a third party without consent of Microsoft Corporation, and then, only pursuant to a Microsoft approved nondisclosure agreement.Published byXbox Hardware DevelopmentMicrosoft CorporationOne Microsoft WayRedmond, WA 98052-6399Revision HistoryApprovalsS ECTION P AGE1.0 Purpose/Scope (5)2.0 Definitions/References (5)3.0 Definition of Surface Levels and Inspection Criteria (7)4.0 Printed Legends, Logo and Icons (10)5.0 Enclosures (13)1.0 Purpose/ScopeApplies to all XBOX Plastic parts unless otherwise specified by Microsoft Corporationdrawings or specifications or deviations/waivers.The intent of this standard is to provide a cost effective, cosmetically acceptable product for our customers. It is written to work in conjunction with Product Specification andother referenced Microsoft workmanship specifications. This document has precedence over customer detail drawings and workmanship specifications.2.0 Definitions/References2.1 DefinitionsABRASIONS: Surface imperfections that appear as a scuff (handling damage)but are not deep enough to be considered as scratches.BLUSH/SPLAY:A change in gloss in the surface texture that doesn’t match thesurrounding area.BURN MARKS: Black or brown marks on the surface of a part.COSMETIC: Product qualities having to do with appearance.CONTAMINATION: Foreign matter of any kind visible on or in the material.CRACKS AND CRAZING: Fine cracks, which may extend in a pattern on orbetween the surface or through a layer of material.CUT MARKS: A small scratch where material is displaced during a trimmingoperation or handling method.DIMPLE: A raised bump on the top of a keycap that indicates home row orfinger position.FLASH: Excess plastic material around the parting line edges of the part.GATE MARK or VESTIGE: A protrusion extending from the keycap or piecepart at the point of injection.HEAT MARK or GHOSTING: A localized change in gloss or texture causedfrom the excessive heat and/or pressure applied during the heat transfer decoratingprocess.INCLUSION: A solid foreign body enclosed by plastic or spray overcoat. KNIT LINES: The line in plastic piece parts where two separate material flow fronts merge. Refer to weld lines.LIGHT SOURCE: Florescent cool white lighting of approximately 80-120 ft candles shall be used. Light should be perpendicular to the surface being inspected.LIMIT SAMPLE: A product sample that depicts lowest limit of acceptability for a specific quality criteria attribute.MARBLING: A noticeable color change or streak on a surface.NICK: A depression, small notch or groove where material is displaced. RAISED BAR: A home row or key surface identification (see Dimple.) ROCKING an assembled keyboard that does not sit flat on the desktop and is characterized by rocking or vibration when the keyboard is used. SCRATCH: A shallow groove characterized by its long length relative to its depth and width.SHORT SHOT: A part that is missing material, a molding defect.SINKS: A surface depression or dimple caused by material shrink.SKIRT: The bottom boarder or edge of keycapSMEARS/SPOTS/DOTS: Presence of ink not called for on artwork. TEXTURE: A molded surface finish that meets specifications or drawing requirements. May range from gloss to matte or rough.ULTRASONIC WELDING, HEAT/COLD STAKING AND SOLVENT BONDING: Alternate methods of attaching plastic surfaces to each other instead of using a mechanical fastener.VIEWING PLANE: The naked eye shall be focused on the product surfacethrough a span of 60 degrees (± 30 degrees) from a perpendicular line from thesurface being viewed. This plane applies to the surface being viewed.VOIDS: An unfilled space in legends, icons, logos or letters on the keycap orenclosure.WARPAGE: Dimensional distortion that may occur in a piece part after moldingor after assembly of several piece parts.WELD LINE: Line where molten plastic joins to form a part. A weld lineusually appears as a noticeable line across the surface of a part.2.2 References Internal Specifications(900-300-076) [MS Plastic Case Parts Workmanship Standard-ECO Added Reference)]900-300-077 Product Graphic Workmanship Standards900-300-079 Color Correctness Evaluation900-300-444 Pad Transfer Ink Performance SpecH00388 Painted Product Workmanship and Test Spec3.0Definition of Surface Levels and Inspection Criteria3.1 Surface Cosmetic LevelsClass A: All surfaces that are in continuous view of the user. The top and front ofthe enclosure .Class B: Surfaces that are in occasional view of the user where imperfections willnot compromise quality.Class C: Surfaces that are in seldom view of the user where imperfections will not compromise quality.Class D: Surfaces not visible to the user where imperfections will not degrade the functionality and the assembly characteristics of the part or sub-assembly.3.2 Visual Inspection: The inspection or audit area used will be free of dust and dirt,surface shall be flat. There are many cosmetic workmanship details that aredifficult to define. A specific limit sample is often needed in these instances todefine the quality limits. The limit samples are to be approved by Microsoft prior to implementation.a)Lighting: Uniform daylight or uniform cool white fluorescent lighting ofapproximately 80 to 120 foot-candles. Inspection part to be positioned suchthat no shadows are cast onto the viewing area.b)Viewing Distance: 18 to 22 inches from surface under inspection.c)Viewing Plane: Normal usage plane of approximately 45 degrees from theinspection surface. The part under inspection will be rotated to view allexposed surfaces.d)Inspector Qualifications: Inspection must be made by individual with non-magnified 20-20 vision (normal or corrected). No tinted lenses are allowed.e)Viewing Time: 10 seconds per unit.f)Inspection Aids: No magnifying devices are permitted (other than the normalcorrective lenses as required). Defect comparator or other measuring devicesmay be used to determine size of defects.3.3Color Inspection: All molded parts must comply with the color specified and bein the acceptable limits defined on a Microsoft color tolerance standards set or aspecific limit sample approved by Microsoft as referenced in individual productspecifications, and/or detail component drawings.Color Tolerance: All plastic parts must be held to a tolerance Delta E of 1.00 as compared to the Microsoft approved color chip standard and measured with anapproved color meter. All raw resin will be held to a Delta E of .75 as comparedto the Microsoft approved color standard and supplied by the Resin Manufactureto the Molder. Certification of the color measurement of the resin must besupplied by the resin manufacture with each lot, and keep on file at the molder,along with the mechanical testing certification, which is also supplied with eachlot.3.4Texture Inspection: All molded parts must comply with the texture specified inthe individual product drawing specification. All texture must be acceptable asvisually compared against a sample panel or specific limit sample part (molded in the same material) approved by Microsoft, and defined by the detail componentdrawings.3.5Texture Wear: Retained samples from each cavity will be keep on record at themolder and will be available for Microsoft inspection against current moldedsamples on a quarterly basis for monitoring of texture wear. Quarterly sampleswill be retained for ongoing texture wear evaluation and history (four sets ofplastic parts retained per year). Samples maybe measured for texture wear orevaluated visually per Microsoft discretion. Decision for tooling re-texture willbe made by resonsible Microsoft Tooling Engineer and coordinated withMicrosoft comodity team to insure no disruption to production part delivery.Texture wear evaluation and decision for re-texture is subjective.4.0 Printed Legends, Logo and IconsThis standard applies to laser, sublimation, heat transfer and pad-printed legends andicons.4.1 Character Height:Heights shall be as specified in the artwork. Measurement of the artwork positivemay be required. Character height variation is acceptable, if within the line widthtolerance, or 15% of the character height.4.2 Character Line Width:Character widths shall be specified in the artwork. Measurement of the artworkpositive may be required.a. Indicia line widths less than .020" lines: acceptable, +/– .002"b. Indicia line widths more than or equal to .020" lines/or equal: acceptable,+ .008", –.004"4.3 Character Spacing:Refer to artwork.4.4 Single Character and Icon Tilt:Acceptable, maximum of .005”4.6Legend (multiple characters) and Logo Tilt:a. 1/2" or less in length: acceptable, max. .007"b.Greater than 1/2" to 1" in length: acceptable, max. .010" c. Greater than 1” in length: acceptable, max. .0130”4.7Character Voids:Acceptable, one void per character is acceptable provided it does not exceed .010” (0,25 mm) in width.4.8 Character Smear:For pad printed indicia, one smear per character is acceptable provided it does not exceed .005” in width from legend edge.AcceptableNot acceptableLess than .005”More than .005”5.0Enclosures5.1 Abrasions:a. Level 1: Not acceptable.b. Level 2: Acceptable, 2 or less abrasions, less than .040 inch 2 (25.8 mm 2).c. Level 3: Acceptable, 4 or less abrasions, less than .062 inch 2 (40 mm 2).d. Level 4: Acceptable.5.2 Blush/Splay:a. Class A, B and C: Acceptable, if not visible under normally diffused non-reflected light, or if the blush/splay disappears when the viewing plane isaltered by + 30 degrees or as approved by Microsoft.b. Class D: acceptable5.3 Burns:a. Class A, B and C: not acceptable.b. Class D: acceptable, 1 burn less than .250" x .250" if part is functional.5.4 Color Variation:a. Class A, B and C: finished parts should be of a generally even color withminor color variations allowed. The total color variation across the partmust be within ∆E of 1.00 to the Microsoft approved color chip (Refer toMicrosoft document on Color Correctness Evaluation900-300-079).b.Class D: acceptable, Delta E of 2.005.5 Contamination, inclusion, molded-in contamination:Note: particles smaller than .010" are considered not visible.a. Class A: acceptable, one particle .015" or less every 10 linear inches.b. Class B and C: acceptable, multiple particles .015" or less; or, oneparticle .025" or less every 3 linear inches.c. Class D: no restrictions if part is functional.5.6 Cracks and Crazing:Not acceptable.5.8 Flash:No Flash trimming allowed without written prior approval from Microsoft. Allallowed trimmed parts must meet dimensional requirements per the CADdatabase or engineering drawings. In addition, flash shall not exceed the following parameters.a.Class A, B and C: acceptable if less than .004".b.Class D: acceptable if less than .008”.5.9Foreign Material: a. ClassA, B and C: acceptable: a loose airborne particulate or piece of packaging material that is removable by wiping with clean cloth or by using air jet.c.Not acceptable: contamination with oil, ink, hand cream, or other foreignmaterial that is visible, or alters feel, or impairs manufacture of theassembly (e.g. legend printing, affixing labels).d.Class D: Acceptable if does not alter function of part.5.10 Gate Marks:a. Class A: Not acceptable.b.Class B, C and D: acceptable if part is functional and does not exceed limitSample.5.11 Knit/Weld Line:a.Class A, B and C: Acceptable, if not visible under normally diffused non-reflected light, or if the knit/weld line disappears when the viewing planeis altered by + 30 degrees. . Exceptions may be accepted via mutuallyaccepted limit samples.b. Class D: acceptable if no voids.5.12 Marbling:a. Class A, B and C: Acceptable, if not visible under normally diffused non-reflected light, or if the marbling disappears when the viewing plan isaltered by + 30 degrees.b. Class D: acceptable.5.13 Scratches/Nicks:a. Class A: N o scratches within .04” of logo or icons. One acceptable, .050”length, .003” width, .005” depth.b. Class B: one acceptable, .250” length, .003” width, .005" depth.c. Class C: one acceptable, .500” length, .005” width, .005" depth.d. Class D: acceptable as long as part is functional.5.14 Short Shot:a. Class A, B and C: not acceptable.b. Class D: acceptable, by limit sample or digital image as long as parts arefunctional.5.15 Sinks:a. Class A: acceptable, less than .002" depth.b. Class B: acceptable, less than .004" depth.c. Class C: acceptable, less than .008” depth.d. Class D: acceptable, less than .015" depth and parts are functional.5.16 Ultrasonic Welding, Heat/Cold Staking and Solvent Bonding:Microsoft to inspect and approve on a per part basis.Excess molten plastic or bubbling or cobwebs are not acceptable.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
銅釘拉拔力和扭力測試 外觀檢查 配件檢查 外形尺寸
塑膠成形條件控制參數
Injection Molding Control
Bayblend FR-2000
溫度 干燥溫度 干燥時間 后段 中段 料管溫度 前段 噴嘴 熔料溫度 模溫 母模 公模 80℃ 3-4 hr 215-225℃ 225-235℃ 235-245℃ 235-240℃ 240-270℃ 60-80℃ 60-80℃ 射出壓 保壓 背壓 壓力 69-110MPa 50-75%射出壓 50-75% 345-690KPa 螺杆轉速 螺杆轉速 40-70rpm
1.工具: (1)百格刀/美工刀 (2)3M610膠帶
2.方法: (1)用百格刀垂直划兩條/或用美工刀 划出間隔為1毫米的100個小格子 (2)用3M610的膠帶貼緊小格子上,然 后將膠帶垂直拉起. 3.標准: 每一小格中不允許有超過5%面積的 噴漆脫落.
噴漆硬度測試
Paint Hardness Test
白色亮斑寬度為膜厚值 1. 工具: 膜厚計, 膜厚刀, 墨水 刻度
2. 方法: (1)將黑墨水涂到待測噴漆表面; 光源 (2)待墨水干后,用膜厚刀在涂墨 水處划出一道痕跡; (3)用膜厚計觀察划痕,讀出膜厚的數据. 3. 標准: 根据各產品的圖紙和承認書. N32N 噴漆厚度為: 10±2μm 塑膠面 噴漆膜
教材編號: 版本號:
塑
膠
產
品
檢
驗
介
紹
撰寫人: 撰寫人:陳德軍
審核人: 審核人:
總頁碼:
塑膠產品品質控制流程
塑膠射出成型
成型條件控制 外觀檢查(色差) 變形度控制 外形尺寸控制
塑膠表面噴漆
外觀檢查(色差) 變形度檢測 外觀尺寸控制 噴漆硬度測試 噴漆膜厚測試 附著力測試
印刷ห้องสมุดไป่ตู้
外觀檢查 附著力測試
加工組合
1.工具: (1)各种硬度的鉛筆:3B,2B,BH,2H,3H,4H……. (2)鉛筆架
2.方法: (1)將鉛筆芯截面削成正方形; (2)將削好的鉛筆按硬度從小到大依次夾到 鉛筆架中,放到噴漆表面,推動鉛筆架,直到 在噴漆表面上有划傷.
3.硬度的判定: 出現划傷時所用的鉛筆的前一种鉛筆 的硬度,即為此噴漆的硬度.
酒精擦拭測試
Alcohol Test
1. 工具: (1).99.5%酒精 (2).500g砝碼,紗布
2. 方法: (1)將紗布纏到砝碼上,8層 (2)將紗布蘸上酒精后在噴漆表面 來回擦軾50次,擦拭距离10cm.
10cm
3. 判斷標准: 噴漆表面不可褪色,不可露底.
噴漆膜厚檢測
Paint Thickness
+a Red
-60 -b
Blue
-L Black
Color gap: described by 4 parameter: ∆E, ∆L, ∆a, ∆b •∆a=a(實)-a(標) •∆l=l(實)-l(標) •∆E= ∆a²+ ∆b²+ ∆l² ․ ∆b=b(實)-b(標 標)
附著力測試
Adehesion Test
料桶 射出壓 保壓 背壓 公模 母模 噴嘴 料管 螺杆
色差簡介
Tone Test introduction
60 b Yellow +L White +b Yellow
-a -60 -50 -40-30-20-10 10 20 30 40 50 60 +a
Green
Red
-a Green -b Blue