冷挤压变形程度及挤压力的计算
5-6-冷挤压零件变形工序设计实例解析

1、等壁厚设计原理:
第五章 冷挤压变形工序设计
求y值的图解
等壁厚设计实例
第五章 冷挤压变形工序设计
从上述分析可知,可以s1=s0(即等 壁厚)为条件来设计外壁带锥形台阶的杯形 件,以确保冷挤压过程中金属稳定流动,获得符合要求的 挤压件形状和尺寸。为了实现等壁厚,必须对内孔拐点 A与外锥形转折点B之间的距离y进行有效控制,即s1= s0、β=α为条件,用几何作图法求出y值,见上图。求 解方法如下:
±0.05
第五章 冷挤压变形工序设计
冷挤压工艺参数计算
1 毛坯尺寸的确定 (1)毛坯直径
采用实心圆柱毛坯,其直径为工件筒部外径,则
D=工件外径=Φ36
(2)毛坯体积 毛坯尺寸计算的原则为等体积法计算。即: 毛坯体积=工件体积 ①工件筒部体积
V1
(362
15 302
15)
4
8194.5mm2
②筒部凸缘部分体积
现采用增加一道中间半成品工序 的设计方法以防止上述弊病。 挤压这一半成品时,应使圆柱 部分体积V0(图a)等于锥形 部分体积V1,在成品挤压时, 只需将圆柱变成锥形, 其余部分基本上保持不变。
第五章 冷挤压变形工序设计
第五章 冷挤压变形工序设计
b.多向性转移
多向性体积转移是较为复杂的冷挤压 变形方法。它必须满足金属流动趋向性要求 ,保证同时达到所要求的形状和尺寸,同 时充满模腔的各个角落。
部分横截面积S 例题中引用工件的挤压力
F=p×S=300×2295.2=688560(N)
关于S的计算参见毛坯尺寸确定部分,可知
S=2295.2
考虑一定的安全系数可选用1000kN压力。
注:表列数值适用于大量生产壁厚为0.3~0.4mm的薄壁反挤压杯形件
冷挤压工艺第二章
讲师:王冰鸿
四. 冷挤压力的计算及压力机的选择
4.1.冷挤压压力的阶段性
由图可知冷挤压与行程的关系可以分为三个阶段表达。
第一阶段:凸模下行,凸模接触工件,先使金属变形充满
模腔,由于金属开始产生塑性变形,在由接触工件到工件充满
模腔压力逐渐上升,紧接着挤压力急剧增高。当正挤压时,到
图4-3反挤压时钢中含C、Cr元素 对单位挤压力的影响
4.2.2挤压变形方式的影响
对于同一种材料来说,冷挤压变形方 式的不同,所需单位挤压力也不同。 如图4-4对15号进行冷挤压时,由于 变形方式的不同,其单位挤压力与挤 压的变形程度ψF之间的关系是不同 的。曲线①表示反挤压杯形件时的单 位挤压力的变化,曲线②表示实心件 正挤压时的单位挤压力的变化,曲线 ③表示空心件正挤压时的单位挤压力 的变化。由图可知不同的挤压方式单 位挤压力是不同的,反挤压的单位挤 压力最大。正挤实心与正挤空心件的 单位挤压力比较接近,且低于反挤压 的单位挤压力。在复合挤压中,由于 金属流动的出路较多,因此它的挤压 力最低。
图4-7 各类材料反挤压时的单位挤压力 与断面缩减率的关系
图4-8 复合挤压时的单位挤压力特性
表4-2 常用材料的许用变形程度ψF(%)
4.2.4冷挤压模具几何形状对挤压力的影响
图4-9 锥形进口凹模
图4-10 反挤凸模
4. 2.5挤压毛坯的相对高度对挤压力的影响
毛坯高度的变化影响摩擦阻力的变化,因此毛坯的高度的变化对单位挤压 力有一定的影响。
在冷挤压过程中影响冷挤压压力的主要因素有: ①变形金属的化学成分、组织结构与机械性能; ②冷挤压的变形方式; ③冷挤压变形程度大小; ④模具的几何形状; ⑤挤压毛坯的相对高度; ⑥摩擦条件; ⑦变形速度。
冲压工艺学 第五章 冷挤压工艺及模具设计

240 250 210 165 活塞最 大行程/ mm
620 1020 330 380 机床工 作空间 高度/mm
100 40 100 100 最大工 作压力 /MPa
800 750 500 360 活塞直 径/mm
50000 30000 20000 10000 公称挤 压力/kN
表5-4 冷挤压专用液压机主要技术规格 表5-3 材料单位挤压应力q的值 材料的抗拉强度/ (N/mm2) 单位挤压应力 /MPa 1500~2000 250~300 2000~2500 300~500 2500~3000 500~700 3000~3500 700~800 3500~4000 800~900
(2) 提高零件的力学性能 在冷挤压过程中,金属处于三向挤压应力状态,变形后 材料的组织致密,又有连续的纤维流向,变形中的加工硬化 也使材料的强度和刚度大大提高,从而可用低强度钢材代替 高强度钢。 (3) 可加工形状复杂的零件 对复杂零件可以一次加工成型,加工十分方便,大批大 量生产时,加工成本低。
P KqF 10000
(5-1)
式中
P ——挤压应力,kN; K ——安全系数,取1.2;
F ——型腔在挤压方向上的投影面积,mm2; q ——单位挤压力,。见表5-3。
10 7 4 总功率 /kw
0~0.08 0~0.1 0~0.1 0~0.2 工作行程 速度 /(mm·s-1)
2 4.25 4.25 活塞空 行程速 度/mm/s
表5-1 碳素钢及低合金钢的许用变形程度 材料牌号 10 15 35 45 15Cr 34CrMo 反挤压εF 75~80 70~73 50 40 42~50 40~45 正挤压εF 82~87 80~82 55~62 45~48 53~63 50~60
冷挤压变形程度及挤压力的计算(一类建资)

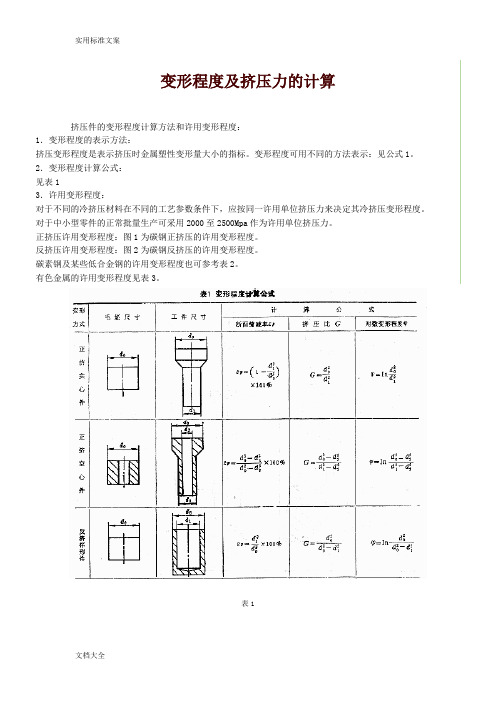
变形程度及挤压力的计算
挤压件的变形程度计算方法和许用变形程度:
1.变形程度的表示方法:
挤压变形程度是表示挤压时金属塑性变形量大小的指标。
变形程度可用不同的方法表示:见公式1。
2.变形程度计算公式:
见表1
3.许用变形程度:
对于不同的冷挤压材料在不同的工艺参数条件下,应按同一许用单位挤压力来决定其冷挤压变形程度。
对于中小型零件的正常批量生产可采用2000至2500Mpa作为许用单位挤压力。
正挤压许用变形程度:图1为碳钢正挤压的许用变形程度。
反挤压许用变形程度:图2为碳钢反挤压的许用变形程度。
碳素钢及某些低合金钢的许用变形程度也可参考表2。
有色金属的许用变形程度见表3。
表1
表1续
表2
表3
公式1。
挤压机挤压力计算公式

挤压机挤压力计算公式
挤压机的挤压力计算公式有以下两种:
1. 经验公式:p=a+blnλ。
其中,P代表挤压力,λ代表挤压比,a和b为经验常数。
2. 半经验公式:p=abfkfσs[lnλ+μ4Lt/(Dt-Dx)]。
其中,p代表挤压力,λ代表挤压比,a为合金材料修正系数(一般取~),bf为挤压材料形状修正系数(圆棒无润滑热挤压取),kf为修正系数,μ为摩檫系数,Lt为锭子长度,Dt为挤压筒直径,Dx为挤压芯杆直径,σs为热挤压温度下合金材料屈服强度(手册上可查)。
以上公式仅供参考,如需更专业的信息,建议咨询挤压机方面的专家或查阅相关文献资料。
冷挤压作业及答案

如图所示为冷挤压件,材料为20钢材,σb=400 N/mm 2,请分别计算坯料尺寸,冷挤压的变形程度、冷挤压力。
解:1) 正挤压:根据体积不变原理:V=V 1+V 2+V 3V1=πR 12H 1=3.14×(3.8/2)2 ×(41.5-38)=285.85㎜3V2=πR 22H 2 = 3H 2 (r 2 +R 12 +rR 1)76.013㎜3V3=πR 32H 3 =πr 2 H 3 =3.14×(3.8/2)2 ×(38-tan300 ×5.1 )=409.80㎜ 3所以 V=V 1+V 2+V 3=771.67㎜3即 H =V/πR 2=9.83㎜ 3故坯料的高度为9.83㎜,直径为10㎜变形程度: 断面收缩率:ε=(A 0 -A )/A 0 ×100% =[π×(5.1)2 –π×1.92]/ π×5.12 =86.12%单位冷挤压力(MPa):p =x ·n ·σb (经验公式) (Pg:58) n = a ·ln(A 0/A 1) + bn 为各种因素对冷挤压单位挤压影响系数的平均值。
a, b 为材料有关的系数,对于低碳钢:a=2.8 b=0.75 将A 0 =10.2 ;A 1 =3.8 代入上公式得:n =6.28X 为模具形状影响系数(查表):X=1.0则单位冷挤压力(MPa):p =x ·n ·σb =1.0×6.28×400=2512 N/㎜2 则挤压力 F = C ·P ·A =1.3×2512×41π×102 =25.6 (T )C=1.3(安全系数)A 为凸模工作部分的投影面积2) 反挤压: V =πR 2 H 1 -πr 2 H 2 =π×152×20 – π×122×(20-5) = 7347.6㎜3由V=πR 2 H 可知 H =V /πR 2 =10.4㎜ 变形程度:断面收缩率:ε=(A 0 –A 1)/A 0 ×100% =[π×(15)2 –π×(152 -122)]/π×152 ×100% = 64%单位冷挤压力(MPa):p =x ·n ·σb (经验公式) n = a ·ln(A 0/A 1) + b查表得 a=2.8 b=0.75将A 0 =30 ;A 1 =24 代入上公式得:n = 3.61则p =x ·n ·σb =1.2×3.61×400 = 1732.8 N/㎜2 (x=1.2) 则挤压力 F = CPA =1.3×1732.8×41π×242 =101.8 (T )。
4 挤压力计算及设备选择

2.反挤模具参数的影响 反挤凸模工作部分 的变化主要有三种形 式: ①R的影响(如右图) R,p。但R大到 一定程度之后对压力 的影响不明显了,所 以R要适当。
②ab的影响(如图) ab从0°, 9~11°时p 有显著,自260°下降到248Kg/mm。
而11°以上,ab 对压力的影响减弱。(曲线平坦了)
第四节 单位挤压力的理论计算法
一、主应力求解法 1.正挤实心件 2.反挤杯形件
d0 h1 p 2 (ln 2u )e d1 d1
2uh0 d0
2 2 2 d0 d0 d0 p 2 ln 2 2 +(1 3u)(1 ln 2 2 ) d 0 - d1 d1 d 0 - d1 (1 3u)(1 - ln(1 - F)) - ln(1 - F)/F
第六节 挤压力图算法
一.黑色金属挤压力图算法 1.图算法I(DVE)德国工程师协会 ①实心件正挤(如下图) 特点:考虑了 a.材质;b.润滑;c.正挤; d.F;e.h0/d0; f.a; g.V.等全部七种因素, 比较准确。
Ho/do =1.5 a=90 度 DT1
P=105 0
A=64
P=4600kn
五.有限元法
有限元法是利用计算机进行计算分析
第五节 单位挤压力的经验公式计算法 单位挤压力:p=Xnb
其中 n=aln(A0/A1)+b 对低碳钢 a=2.8 b=0.75 对有色金属 a=3.14 b=0.8 A0;A1--毛坯挤压以后的截面积 X--模具形状影响系数 镦挤力:p=ykA1 y--模具约束系数
七.变形速度的影响 (如图) 当F<40%时 ,硬化 为主, F -p
F>40%时, 热效 应为主 , F - p
冷挤压变形程度及挤压力地计算
变形程度及挤压力的计算挤压件的变形程度计算方法和许用变形程度:1.变形程度的表示方法:挤压变形程度是表示挤压时金属塑性变形量大小的指标。
变形程度可用不同的方法表示:见公式1。
2.变形程度计算公式:见表13.许用变形程度:对于不同的冷挤压材料在不同的工艺参数条件下,应按同一许用单位挤压力来决定其冷挤压变形程度。
对于中小型零件的正常批量生产可采用2000至2500Mpa作为许用单位挤压力。
正挤压许用变形程度:图1为碳钢正挤压的许用变形程度。
反挤压许用变形程度:图2为碳钢反挤压的许用变形程度。
碳素钢及某些低合金钢的许用变形程度也可参考表2。
有色金属的许用变形程度见表3。
表1表1续表2表3 公式1 图1图21.图算法确定挤压力A.黑色金属挤压力的图算法:图1、图2、图3为正挤实心件、正挤空心件、反挤压的挤压力的计算图。
用这组图表计算挤压力时,毛坯应经软化退火,并在挤压前进行磷化、润滑处理。
它的计算方法见图上虚线所示。
B.有色金属挤压力的图算法:图 4、图5、图6分别为正挤实心件、正挤空心件、反挤压的单位挤压力P的计算图表。
冷挤压的总挤压力可按公式1计算:2.计算法确定挤压力用下列公式求冷挤压的单位压力:A.正挤压实心件的单位挤压力:见公式2。
B.反挤压的单位挤压力:见公式3。
C.复合挤压的单位挤压力:复合挤压的压力低于单向正挤压和单向反挤压的压力。
见公式4。
3.镦粗变形力的计算A.自由镦粗时变形力:见公式5。
B.其它形式镦粗时变形力:见公式6。
C.其它变形方法的单位压力:表2列出了不同钢种、各种变形方式的单位压力,可作计算时参考。
表1表2 公式1公式2公式3 公式4 公式5公式6 图1图2图3 图4图5 图6图7 图8图9表11. 图算法确定挤压力:图1是钢的温挤压单位压力计算图。
图上的曲线是在图中所示模具参数的条件下获得的,挤压前模具预热到60至100度,用油与石墨的混合剂润滑,加工温度在600度以下者,毛坯作磷化处理,600度以上者,毛坯不预先处理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
冷挤压变形程度及挤压力的计算
变形程度及挤压力的计算
挤压件的变形程度计算方法和许用变形程度:
1.变形程度的表示方法:
挤压变形程度是表示挤压时金属塑性变形量大小的指标。
变形程度可用不同的方法表示:见公式1。
2.变形程度计算公式:
见表1
3.许用变形程度:
对于不同的冷挤压材料在不同的工艺参数条件下,应按同一许用单位挤压力来决定其冷挤压变形程度。
对于中小型零件的正常批量生产可采用2000至2500Mpa作为许用单位挤压力。
正挤压许用变形程度:图1为碳钢正挤压的许用变形程度。
反挤压许用变形程度:图2为碳钢反挤压的许用变形程度。
碳素钢及某些低合金钢的许用变形程度也可参
考表2。
有色金属的许用变形程度见表3。
表1
表1续
表2
表3
公式1
图1
图2
1.图算法确定挤压力
A.黑色金属挤压力的图算法:图1、图2、图3为正挤实心件、正挤空心件、反挤压的挤压力的计算图。
用这组图表计算挤压力时,毛坯应经软化退火,并在挤压前进行磷化、润滑处理。
它的计算方法见图上虚线所示。
B.有色金属挤压力的图算法:图 4、图5、图6分别为正挤实心件、正挤空心件、反挤压的单位挤压力P的计算图表。
冷挤压的总挤压力可按公式1计算:
2.计算法确定挤压力
用下列公式求冷挤压的单位压力:
A.正挤压实心件的单位挤压力:见公式2。
B.反挤压的单位挤压力:见公式3。
C.复合挤压的单位挤压力:复合挤压的压力低
于单向正挤压和单向反挤压的压力。
见公式4。
3.镦粗变形力的计算
A.自由镦粗时变形力:见公式5。
B.其它形式镦粗时变形力:见公式6。
C.其它变形方法的单位压力:表2列出了不同钢种、各种变形方式的单位压力,可作计算时参考。
表1
表2
公式1
公式2
公式3
公式4
公式5
公式6
图1
图2
图3
图4
图5
图6
图7
图8
图9
表1
1. 图算法确定挤压力:
图1是钢的温挤压单位压力计算图。
图上的曲线是在图中所示模具参数的条件下获得的,挤压前模具预热到60至100度,用油与石墨的混合剂润滑,加工温度在600度以下者,毛坯作磷化处
理,600度以上者,毛坯不预先处理。
图中虚线上的箭头表明了查图方法。
决定了单位挤压力便可按公式1计算挤压力:
表1是几种材料在650至850度时的单位挤压力。
2.计算法确定挤压力:
钢的温(反)挤的单位挤压力可按经验公式2计算。
表1
表1续
公式1
公式2
图1
1. 图算法确定挤压力:
图1为热(反)挤压力的计算图,使用方法:根据挤压件的尺寸,求得挤压件的变形程度及系数;由第①坐标可求得压力系数n;向左,可在第②坐标中根据不同钢材的高温强度极限求得未经修正的单位挤压力;由变形程度与挤压行程可在第⑤⑥坐标中求得变形速度;在第⑦坐标中求得速度系数K;在第③坐标中由未经修正的单位挤压力与速度系数K可以求得单位挤压力p;
另在第④坐标中由单位挤压力p与冲头直径可求得挤压力P。
图2为热(正)挤压力的计算图,使用方法:根据挤压件的尺寸,求得变形程度;在第①②坐标中,由变形程度与凹模锥角、毛坯相对高度可求得压力系数n;在第③坐标中可由压力系数n与不同钢材的高温强度极限求得未经修正的单位挤压力;在第④坐标中由未经修正的单位挤压力与速度系数K求得单位挤压力p,在此,速度系数K也按图1求得;在第⑤坐标中由单位挤压力p与冲头直径可求得挤压力P。
2.计算法确定挤压力:
(1)挤压模锻时总压力:见公式1。
(2)正挤压挤压力,见公式2。
公式1
公式2
图1
图2
图3。