ASSAB-moldmax
塑胶模具常用钢材性能
塑胶模具常用钢材(一)C45 W 中炭钢美国标准编号:AISI 1050 ~ 1055;日本标准编号:S50C ~ S55C德国标准编号:1.1730。
中炭钢或45# 钢香港称为王牌钢,此钢材的硬度为:HB170 ~ HB220,价格便宜,加工容易,在模具上用作模架,顶柱,及一些不重要的零件上,市场上一般标准模架是采用此种钢材;(二)40 CrMn Mo 7 预硬塑胶模具钢美国、日本、新加坡、香港、中国标准编号:AISI P20,德国及有些欧洲国家编号:DIN:1.2311、1.2378、1.2312。
此种钢是预硬钢,一般不适宜热处理,但是可以氮化处理,此钢种的硬度差距也很大,由280HRC ~ 400视乎那间钢厂的标准,由于已作预硬处理,机械切削也不太困难,所以很合适做一些中下价模具的镶件,有些生产大批量的模具模架也采用此钢材(有些客户指定要用此钢作模架),好处是硬度比中炭钢高,变形也比中炭钢稳定,P20此种钢由于在塑胶模具被广泛采用,所以品牌也很多,其中在华南地区较为普遍的品牌有:ASSAB 一胜百牌,瑞典产的有两种不同硬度,718S HB290~HB330(330~340HRC)、718H HB330~HB370 (340~380HRC)。
大同钢厂,日本产:NAK 80(硬度400HRC+20)及NAK55(硬度400HRC+20)两种,一般情况下,NAK 80做定模镶件,NAK55做动模镶件,要留意NAK55 不能直接做EDM皮纹,据钢材代理解释是含硫的关系,所以EDM后留有条纹的;德胜钢厂THYSSEN ,德国产,有好几种编号:GS-711(硬度340~360HRC)、GS738(硬度320~350HRC)、GS808VAR(硬度380~420HRC)、GS318(硬度290~330HRC)、GS312(硬度290~330HRC),GS312含硫不能做EDM纹,在欧洲做模架较为普遍,GS312的Code 为40 Cr MN Mo S8,百禄(BOHLER)奥国产,编号有:M261(380~420HRC)、M238(360~420HRC)、M202(290~330HRC),M202不能做EDM纹,也是含硫,尚有其他品牌,不能尽录。
一胜百ASSAB-大同-日立--龙记 模具钢材对照表[1]
![一胜百ASSAB-大同-日立--龙记 模具钢材对照表[1]](https://img.taocdn.com/s3/m/071009d7360cba1aa811da61.png)
ASSAB
冷作模具钢 ASSAB ARNE 冷作模具钢 ASSAB DF-3 冷作模具钢 ASSAB RIGOR 冷作模具钢 ASSAB SVERKER-3 冷作模具钢 ASSAB SVERKER-21
DF-2 DF-3 XW-10 XW-5 XW-41
3ー4Cr13 3ー4Cr13 3ー4Cr13 3ー4Cr13 3ー4Cr13 4Cr5MoSiV1 4Cr5MoSiV1 9CrWMn Cr12MoV
9Mn2V 9CrWMn Cr12MoV
Cr12Mo1V1≈
塑料模具钢 大同 PXZ
_
_
德國 DIN 1.2738 1.2311 1.2311 1.2311 1.2311 1.2083 1.2083 1.2083 1.2083 1.2083 1.2344 1.2344 1.2510 1.2379 德國 DIN 1.2510 1.2510
HB 200
HB 290-330 HB 290-330 HB 330-370
0.6
4.5
0.38
1.9
0.38
2
-----
-----
0.5
0.2
-----
-----
-----
0.15
----- Mn1.5
1
-----
0.2
----- Mn1.4
420
HB 290-340
0.33 16.7
-----
-----
-----
A2
HB 215
1
5.3
0.6
-----
-----
1.1
0.2
-----
D6
HB 240
2.05 12.5
德国模具钢厂介绍

1布特鲁斯特种钢公司1.1 基本介绍Buderus Edelstahl GmbH布特鲁斯特种钢公司位于德国的韦茨拉尔市,是著名的高级特种钢工业公司,布特鲁斯特种钢公司拥有从废钢冶炼到最终产品的所有现代化生产过程,因此可以向全球客户提供质量高,交货快、品种多的特种钢产品,能满足市场的各种需求。
布特鲁斯特种钢公司的重要特点还表现在出色的客户服务,较短的生产周期,以及透明一流的物流管理和质检系统。
布特鲁斯特种钢公司是伯乐集团公司旗下的一个分公司。
1.2 生产过程从原材料到最终产品所有工艺流程全在本公司布特鲁斯特种钢公司能供应范围广泛的特种钢产品,主要产品为优质钢、微细化工程钢、合金和非合金模具钢、合金和非合金高级结构钢、耐磨钢、滚动轴承钢、不锈钢、抗腐蚀钢、耐热钢、抗高温钢以及具有特殊物理性能的特种钢。
1、炼钢工艺按照客户的技术要求,在100吨电弧炉(EAF)中将废钢和合金一起溶化,然后在坩埚炉和真空包(LF)中完成主要的冶金过程。
布特鲁斯特种钢公司的现代炼钢工艺通过以下各项措施保证了最高的产品质量:●可重现过去成功的生产过程使得化学组成控制在严格的范围内,有害杂质含量极低,●坩埚中精确的温度控制保证取得最佳脱氧、去硫、除气及完美浇铸工艺的效果,●通过氩气搅拌使熔体充分混合一致,●特殊的去氧和脱硫处理工艺提高了氧化物和硫化物的纯度,● 100%的真空处理保证了溶体的气体含量极低,●应用了特种冶炼工艺如真空氧气脱碳法(VOD)、真空碳脱氧法(VCD)以及在生产汽轮机轴时使用的冶炼超纯净钢的工艺,●采用底模浇铸法使钢锭形状与模具高度一致。
2、自由锻造锻压机/热处理/机械加工布特鲁斯特种钢公司有2台(55MN和20MN)由电脑控制的高冲程液压锻压机,可以锻造重达150吨的钢锭,锻件在自动控制的活底固定加热炉及回转式加热炉中加热。
程控火焰切割装置,退火炉以及垂直和水平调质炉是锻压机的辅助设备,调质过程可以在水、油或聚合物中进行。
12种模具常用钢材
第九章塑胶模具常用钢材(一)C45 W 中炭钢美国标准编号:AISI 1050 ~ 1055;日本标准编号:S50C ~ S55C德国标准编号:1.1730。
中炭钢或45# 钢香港称为王牌钢,此钢材的硬度为:HB170 ~ HB220,价格便宜,加工容易,在模具上用作模架,顶柱,及一些不重要的零件上,市场上一般标准模架是采用此种钢材;(二)40 CrMn Mo 7 预硬塑胶模具钢美国、日本、新加坡、香港、中国标准编号:AISI P20,德国及有些欧洲国家编号:DIN:1.2311、1.2378、1.2312。
此种钢是预硬钢,一般不适宜热处理,但是可以氮化处理,此钢种的硬度差距也很大,由280HRC ~ 400视乎那间钢厂的标准,由于已作预硬处理,机械切削也不太困难,所以很合适做一些中下价模具的镶件,有些生产大批量的模具模架也采用此钢材(有些客户指定要用此钢作模架),好处是硬度比中炭钢高,变形也比中炭钢稳定,P20此种钢由于在塑胶模具被广泛采用,所以品牌也很多,其中在华南地区较为普遍的品牌有:ASSAB 一胜百牌,瑞典产的有两种不同硬度,718S HB290~HB330(330~340HRC)、718H HB330~HB370 (340~380HRC)。
大同钢厂,日本产:NAK 80(硬度400HRC+20)及NAK55(硬度400HRC+20)两种,一般情况下,NAK 80做定模镶件,NAK55做动模镶件,要留意NAK55 不能直接做EDM皮纹,据钢材代理解释是含硫的关系,所以EDM后留有条纹的;德胜钢厂THYSSEN ,德国产,有好几种编号:GS-711(硬度340~360HRC)、GS738(硬度320~350HRC)、GS808VAR(硬度380~420HRC)、GS318(硬度290~330HRC)、GS312(硬度290~330HRC),GS312含硫不能做EDM纹,在欧洲做模架较为普遍,GS312的Code 为40 Cr MN Mo S8,百禄(BOHLER)奥国产,编号有:M261(380~420HRC)、M238(360~420HRC)、M202(290~330HRC),M202不能做EDM纹,也是含硫,尚有其他品牌,不能尽录。
ASSAB一胜百钢材 冷作钢 塑胶模钢 热作钢 粉未钢 (国内外常用钢钢号对照表)

4.2 - 6.4 5 3.1 8.5 粉未冶金炼制,晶体特幼,耐磨损,韧性高,品质均匀无偏析。易
4.2 - 6.4 5 3.1 - 加工,热处理尺寸稳定。 8 - - 1.5 4 -
8 - - 1.5 9.8 4.2 - 6.4 5 1.9
-
HSS for cold work and cutting tools with good wear resistance.
18 - - --
Be 1.9 Be 1.9
Be 1.9
5.3 - -
5.3 - -
-- - 0.3 - 0.3 13 -- - Co+Ni 0.25 Co+Ni 0.26 Ni 1.8
1.3 0.9
Si 1.0
1.3 0.9
Si 1.0
2.6 - - 2.25 0.9 -
强度韧性高、淬透佳焊接性好、可火焰硬化至HRC55~60 预加硬高硬度、纯洁均匀,大尺寸钢材加镍, 预加硬纯洁均匀,含镍1。0% 易加工不锈钢,极佳抗锈蚀性,高硬度
APPLICATIONS
ductivity beryllium copper mould alloy
Injection mould.blow moulds,core &insert for all plastics,including corrosive grades. Nozzle tips,edge gates and manifolds for hot runner system .Moulds for RIM and expendable foam processing.
高精度镜面抛光、抗锈蚀能力极佳,热处理变形少 粉未冶金制炼,纯洁度极高,耐磨损,韧性高 高硬度铝合金
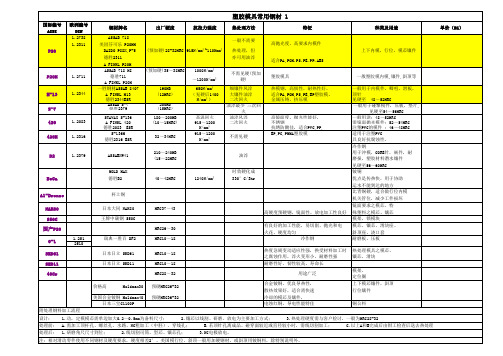
塑胶模具常用钢料
35 71 56 13
黄牌钢 适合模架配板及机械配件, 合金铍铜,优良导热性, 价格高 Moldmax30 预硬HRC26-32 散热效果好,适合需快速 美国合金铍铜 Moldmax40 预硬HRC36-32 冷却的模芯及镶件, 日本三宝C1100P 电蚀红铜,导电性能特佳 注:相对滑动零件使用不同钢材及硬度要求,硬度相差2°。美国模行位、斜顶一般用加硬钢材,或斜顶用铍铜料,除特别说明外。
高抛光度,高要求内模件 上下内模,行位,模芯镶件 适合PA,POM.PS.PE.PP.ABS 塑胶模具 热模钢,高韧性,耐热性好, 适合PA,POM,PS,PE,EP塑胶模。 金属压铸,挤压模 一般塑胶模内模,镶件,斜顶等 一般用于内模件,唧咀,滑板, 顶针 见硬至 48~52HRC 一般用于碰撃模件,压板,垫片, 见硬至54~56HRC 一般用途:48~52HRC 需镜面抛光模件:52~54HRC 注塑PVC的模件 :46~48HRC 适用于注塑PVC 具良好抗腐蚀性。 冷作钢 用于沖模,CORE针,嵌件,耐 磨损,塑胶材料潛水镶件 见硬至56~60HRC 铍铜 优点是传热快,用于协助 运水不能到达的地方 比青铜硬,适合做行位内模 机关管位,减少工件损坏 镜面要求之模芯、特 殊塑料之模芯、镶芯 模架,锁模块 模芯、镶芯、滑块座、 斜顶座、浇口套 耐磨板、压板 热处理模具之模芯、 镶芯、滑块 模架、 定位圈 上下模芯镶件,斜顶 行位镶件 铜公料
128
79
420 420H
1.2083 1.2316
高温回火 915~1200 N/mm² 915~1200 N/mm²
油淬风淬 二次回火 不需见硬
上下内模,行位,模芯镶件 行位镶件,浇口套,斜顶
125
上下内模,行位,模芯镶件 行位镶件,浇口套,斜顶
各国模具钢牌号的成分、特性及用途Gina nbs

各国模具钢牌号的成分、特性及用途Gina nbs各国模具钢牌号的成分、特性及用途2011年04月27日各国模具钢牌号的成分、特性及用途各国模具钢牌号的成分、特性及用途各国模具钢牌号美国:A2、M3、M42、M35、M2、MH55、MH51、KM-2、D3、D2、D6、W1、KM2日本:HPS41、DH71、YXM4、SKD1、PD613、HPM31、PAK90、S-STAR、DC11、KD11S、SKD2、SKD12、GOA SGT、ACD37、SKS3、YK30、Y3C、SKS93、AKS3、GO4、DHA1、FDAC、DAC、TDAC、DAC55、DH31、DAC10、DH21、DAC4、HPM38、STAR、HPM50、P21、KAP88、HPM1、PX4、PX5、PX88、PXZ、KAP30、sstar、skd11、skd61、skh9、dc53日本“HITACHI日立,DAIDO大同”:SKD61(DAC),SKD11(SLD,DC11),DC53,NAK80,SKH-9,SKS3(SGT),SKH-51,SK3,SK5等。
德国撒斯特,布德鲁斯:365、 1.2363、1.3343、1.3243、1.3247、GS388、1.2080、GD821、2379、2436、DF-3、2437、GS323、2038、2083、2312、2711、MUP、2328、PX88、SKT5、638、PDS3、2311、DF3、gs-638、gs638瑞典一胜百:”ASSAB”ASP23、ASP60、ASP20、CPM115、CPMM4、CPMM10V、ASSAB88、8402、df2、xw41、xw42、xw5、718, 718H, S136, S136H, 8407, DF2, DF3, S-7等。
奥地利“BOHLER百禄”:M201, M202, M238, M310, M300, M333,M461, K460, K110, W302, S600等。
国内外钢材对照表(全)

- 0.3 - 0.3 1 3 - - - Co+Ni 0.25 Co+Ni 0.26 Ni 1.8 1.3 0.9 Si 1.0 1.3 0.9 Si 1.0 -
- 2.25 0.9 6.5 6.4 6.4 7 5 5
6.5 10.5 3.1 3.1 8.5 粉未冶金炼制,晶体特幼,耐磨损,韧性高,品质均匀无偏析。易 加工,热处理尺寸稳定。
Expansior(At 200℃)
640
790
17.2x10E-6
20℃:245 200℃:268
300℃:275
966
1173
17.0x10E-7
20℃:131 200℃:169
300℃:182
1070
1277
17.0x10E-8
20℃:105 200℃:135
300℃:145
胜
百
塑 胶 模 钢
热 作 钢 粉 未 钢
钢 高 速
IMPAX RAMAX S STAVAX STAVAX ELMAX ALUMEC 89 MOLDMAX 30 MOLDMAX 40 PROTHERM ORVAR 2M ORVAR SUPREME QRO-90 SUPREME ASP-60 ASP-30 ASP-23 VANADIS-4 VANADIS-10 HSP-41 ASSAB 17 KM-2
1.7225 1.6582
4140
SCM4
TOUGH HARDENED
4340 SNCM8 3115 SNC21 1.1730 1045/1050 By:Jeffrey Lee 2000.Feb19 COMPOSITION HARDNESS Cu
AS SUPPLIED
HB275~335 MaxHB217 HB210
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
安全措施
MMOLDMAX 是 2%铍与铜的合金。含 铍合金同其它工业材料一样,如操作不当会 危害健康。吸入过量的高浓度含铍尘粉会引 起肺部疾病。然而,在许可的水平下操作, 铍铜是完全安全的,无职业性的损害。在大 多数使用铍铜的场合,这些许可水平不需要 特别的安全措施就可以达到,如加以适当的 控制,则在所有的应用场合都可以达到。
MOLDMAX 的极优良热传导性比模具钢材 优越约 3~4 倍。此特性可确保塑胶制品快速 及均匀地冷却,减少制品的变形,外形细节 不清晰及类似的缺陷,在多数情况下可显著 地缩短产品的生产周期。
吹塑模的两个上、下模,模中有 MOLDMAX 铍铜的镶件,用以制成塑胶瓶 的劲圈。
若需要热传导性能比 MOLDMAX 更好的材 料,可选用 PROTHERM(请参阅铍铜合金 PROTHERM 的简介)。
进给
fz 毫米
0.010-0.102)
0.08-0.202)
0.05-0.352)
/齿
刀具
规格
--
K20
--
ISO
1) 采用涂层的高速钢端铣刀具,可增加切 削速度约三成。
2) 视符切削的径向深度几直径。
高速钢麻花金钻
钻头直径 钻孔速度化 进给 f
毫米 -5
米/分钟 毫米/转 30-40 0.03-0.10
MOLDMAX 是由 Brush Wellman 公司生产 之高强度铍铜合金。适用于塑胶模,具备下 列特性: ·高热传导性 ·优良的抗腐蚀性 ·优良的抛光性 ·优良的抗磨性 ·优良的抗粘着性 ·优良的机械加工性 ·高强度和高硬度 ·极优良的焊接性 MOLDMAX 广泛用于制造注塑模或钢模中 的镶件和模芯。用作塑胶模具中的镶件时, 可有效地降低热集中区的温度,简化或者省 去冷却水道设计。
MOLDMAX 可广泛地采用在需要快速 均匀冷却的模具、模芯、嵌入件,特别是高 的热传导性,抗腐蚀性及良好抛光性的要 求。
吹塑模:夹断部,劲圈和把手部位镶件。 注塑模:模具、模芯、电视机外壳角落的 镶件。
注塑:喷咀和热流道系统的汇流腔。
MOLDMAX 现有出厂的规格包括;经锻轧 成型的圆材和扁材,挤压成型的管材,经机 械切削加工的芯棒(Core Pins),铸锭和各 类铸造型材。
车床加工
切削数据
碳化钨刀具
粗车
精车
高速钢刀 具
切削速度 (Vc) 米/分钟
270-300
进给量(fz) 毫米/转 0.3-0.6
车削深度
(ap)
2-6
毫米
300-370 -0.3 -2
60-90 -0.3 -2
刀具规格
K20
K20
--
ISO
采用的刀具应具有适当的倾角。
表面铣削及侧肩面铣
切削数据
碳化钨刀具 全钨钢 拾弃式刀
关系。
注:虽然增加合金成分能增加强度,但 会降低热传导性能。只适用于规格和级别相 同的钢材比较,即钢材应与钢材互相比较而 铜材亦只和铜合金作比较。
热处理
MOLDMAX 以已热处理的状态出厂, 一般不需要热处理。
机械加工
铣床加工
MOLDMAX 具备优良的加工性,能采 用一般的加工刀具。 加工时应使用切削液或冷却剂以避免吸入 金属尘粉。
产品型号:MM 40
一胜百模具技术(上海)有限公司
ASSAB TOOLING TECHNOLOGY (SHANGHAI) Co., Ltd.
简介
用途
化学成 铍
钴+镍
铜
份%
1.9
0.25
其余
出厂状 态
高硬度 MM40 硬度约 36-42HRC 低硬度 MM30 硬度约 26-32HRC
颜色编 号
高硬度 - 黑 / 金 低硬度 - 红 / 金
表面处理
为提高 MOLDMAX 的表面特性, 为用下列标准处理方法。
铍铜易于焊接,但须实施严谨和正确的 焊接程序。焊前须用去油脂溶剂彻底清洗焊 区。铍铜表面常有氧化模存在,焊前须用锋 利的刷子或用喷砂、酸洗的方法除去氧化 模,然后立即焊接。
为得到最佳的焊接结果,建议采用氩 焊(GTAW)或电焊(GMAW)法焊接。请 采用适宜于焊接 MOLDMAX 的焊接条。
2. 用 15um 钻石膏抛光至表面呈雾面。 3. 用 6um 钻石膏抛光。 4. 用 3um 钻石膏抛光。 5. 在必要的情况下,用 1um 钻石膏以 手工精抛。
在整个抛光过程中,严谨与清洁是最 重要的。为避免抛光过度或产生"橙皮纹"效 应,须控制抛光时间以获得光亮均匀的表 面,抛光时间不应太长。
物理性能
热传导 W/m℃
时效硬化至 30 或 40HRC 室温和高温下的数据
温度
20℃ 200℃
密度 Kg/ m3
8350
8275
300℃ 8220
弹性系数 MN/m2 131,100 124,100 103,400
热膨胀系数 1℃from20℃ --
17*10-6 17.8*10-6
比热 J/kg℃ -
5-10
30-40 0.10-0.20
10-15
30-40 0.20-0.25
15-20
30-40 -0.30
可采用标准规格的高速钻头,应转用黄铜尖端以达更佳的效果,请参照下图。
研磨
焊接
传统研磨砂轮皆可使用。表面研磨时应 采用 A54LV 型的砂轮。外径研磨应采用 A60LV 型砂轮。
所有研磨工序必须使用润滑剂/冷却 剂,切忌吸入金属尘粉
27
32
热传导性
40HRC
105
135
145
W/m℃
30HRC
131
169
182
室温拉伸强度
近似拉伸数值
硬度
30HRC 40HRC
抗拉强度 Rm N/mm2
1170
1280
抗拉屈服强度
Rp0.2/mm2
990
1085
压缩屈服强度
Rc0.2/mm2
970
1070
引伸率
8
6
A5%
不同模具材料的强度与热传导性能的
焊接操作时应有适当的吸尘措施除去 焊接烟尘或使用有效的呼吸面罩。
抛光
MOLDMAX 因热传导性好,所以 EDM 加工时速度比较模具钢稍慢;但却毫无困 难。必须采用适当的通风及排风系统以减少 因工序而产生的烟雾。
MOLDMAX 拥有良好的抛光性,容易 达到高度光亮的表面。下列步骤可提供参 考:
1.研磨后用细粒度油石预抛光,直至 600 号粒度。
表面硬化方 法
优点
镀铬层
镀镍和特氟 隆
耐磨,抗腐蚀,高硬度 高硬度,耐磨,帮助产品脱模
(Telfon)
镀氮化钛 镀二硫化钨
极耐磨,帮助产品脱模 增加润滑性,帮助产品脱模
放电加工
焊区与焊区附近的区域会显示较底的 硬度。如果焊区的强度很重要,整个工件应 重新热处理,包括固溶化退火、淬冷及时效 硬化。处理后焊区的强度与基体金属相同。 如果教详细的资料请与"一胜百钢材有限公 司"联络
在购买和使用铍铜之前,应向"一胜百 钢材有限公司"索取有关铍铜材料安全操作 最有效的方法及与产品应用有关的材料安 全数据和其他必须的资料。
片
高速钢刀 具
切削速度 Vc 100-150
米/分钟
150-200
45-60
进给量
fz
0.2-0.4 0.1-0.2
-0.1
毫米/齿
车削深度
ap
2-5
-2
-2
毫米
刀具规格
K20
K20
--
ISO
端铣
削数 据
碳化钨刀具
全钨钢
拾弃式刀 片
高速钢刀 具
切削 速度
Vc 米/ 分钟
80-100
150-200
45-601)