玻纤增强PP在汽车上的应用
长玻纤增强塑料在汽车上的应用研究
成 品— — 粒料 , 再将 粒料 注射 或模压 成 型为制 品 ; 二 是在 线 配混 成 型生 产 U 制 品 , 即在生 产线 上 配 混
.
(熔体浸渍法生产的 Lr 粒料 c ) Fr
图 1 不 同 生产 工 艺 生 产 制 备 的 L T的 结构 与 特 点 F
玻璃纤维 、塑料及添加剂后直接在线一步注射或热 压成型为制品, 省去 了制作粒料 的中间环节 , 减少 了 生产的工艺步骤 , 降低了能耗 , 节约了生产成本 。
且 普通玻 纤增 强塑 料 在制造 过程 中 ,纤维 在挤 出机
中与树脂混炼时受螺杆和机筒之间的剪切力作用 , 纤维会受损伤 , 如原来是 6 m的纤维 , m 在制成树脂
粒料后 长 度变 成 了 O2 1 .~mm ( 一般 在 07 m 以下 , .m 导致强 度进 一步 下 降 。 了弥 补这 一缺 陷 , 步发展 为 逐 了 长 度 为 2 5 m 的 长 玻 纤 增 强 热 塑 性 塑 料  ̄m
( F 。现 就汽 车用 L 材 料 的成 型 工艺 、 能 特 L T) 兀’ 性 点及应 用情 况进行 了研究 。
1 成 型 工 艺
目前 L T有两 种 生产 制 备方 法 : 是先 制 成 半 F 一ຫໍສະໝຸດ 【 a 】【】 b
【 c )
( 短玻纤增强塑料 a )
(包覆法生产的 L r b ) F 粒料
11 粒 料 .
12 在线 配 混成型 生产 L T制 品 . F
在 线 配混 成 型技 术 , 就是 将 原 材料 的 配混 过 程
L T 料早 期研 究 与开 发 的生产 工 艺技术 包 括 F 粒
融人制 品成型过程 中, 使塑料复合材料的配混与成 型 在一条 生产 线上 连续 不间 断完成 的技术 。其工作 原 理是 :在 生产 线上 游设 置 一 台连 续供 料 的设 备 ,
LFT-PP材料在汽车领域的应用
LFT-PP材料在汽车领域的应用
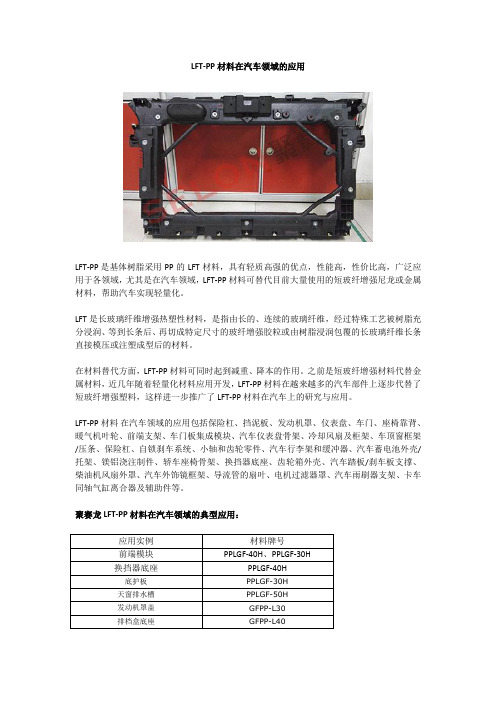
LFT-PP 是基体树脂采用PP的LFT材料,具有轻质高强的优点,性能高,性价比高,广泛应用于各领域,尤其是在汽车领域,LFT-PP材料可替代目前大量使用的短玻纤增强尼龙或金属材料,帮助汽车实现轻量化。
LFT是长玻璃纤维增强热塑性材料,是指由长的、连续的玻璃纤维,经过特殊工艺被树脂充分浸润、等到长条后、再切成特定尺寸的玻纤增强胶粒或由树脂浸润包覆的长玻璃纤维长条直接模压或注塑成型后的材料。
在材料替代方面,LFT-PP材料可同时起到减重、降本的作用。
之前是短玻纤增强材料代替金属材料,近几年随着轻量化材料应用开发,LFT-PP材料在越来越多的汽车部件上逐步代替了短玻纤增强塑料,这样进一步推广了LFT-PP材料在汽车上的研究与应用。
LFT-PP材料在汽车领域的应用包括保险杠、挡泥板、发动机罩、仪表盘、车门、座椅靠背、暖气机叶轮、前端支架、车门板集成模块、汽车仪表盘骨架、冷却风扇及柜架、车顶窗框架/压条、保险杠、自锁刹车系统、小轴和齿轮零件、汽车行李架和缓冲器、汽车蓄电池外壳/托架、镁铝浇注制件、轿车座椅骨架、换挡器底座、齿轮箱外壳、汽车踏板/刹车板支撑、柴油机风扇外罩、汽车外饰镜框架、导流管的扇叶、电机过滤器罩、汽车雨刷器支架、卡车同轴气缸离合器及辅助件等。
聚赛龙LFT-PP材料在汽车领域的典型应用:。
发动机周边--长玻纤增强PP
改性PP在汽车发动机结构支架上的应用一、汽车用PP的发展PP是汽车用塑料的主要品种, 目前国内外汽车用PP的使用量在稳步增长。
日本汽车用塑料以PP为主, 20世纪90年代初, 日本平均每辆汽车用PP为2 kg, 到90 年代末已增加到37 kg, PP在汽车用塑料中的比例由过去的28.8%上升到37%,占世界首位。
PP也是美国汽车用塑料中消费量最大(约占20%)的品种。
美国目前每辆汽车用PP为24kg,并以15%的速度增长。
欧洲汽车用主要塑料的构成与日本相似,即PP占首位, 其用量占汽车用塑料总量的28.1%,并以10%的速度增长。
2005年,全世界汽车用PP的消费量达到280万t。
汽车用PP一般都是改性品级。
目前的改性途径主要是通过加入增韧剂和填充剂来提高PP的性能。
通过调整PP基体、增韧剂、填充剂三者的配比可制造出一系列不同性能的材料, 满足汽车不同部件的功能要求。
改性PP可用于汽车保险杠、仪表板、发动机冷却风扇等。
二、设计目标实现材料的高强度、高耐热性,改善尺寸稳定性对填料要求:要求填料有较高的取向程度,且取向后的填料均匀分布于基材中,形成双连续的纤维相结构。
三、改性料配方及设计1、材料选用长玻纤增强聚丙烯(LGFPP)2、选材依据纤维状材料加入到塑料中,可以显著提高塑料材料的强度;大径厚比的材料可以显著提高塑料材料的弯曲模量(刚性)。
玻璃纤维是主要的增强材料,可以显著提高PP塑料的拉伸强度。
玻纤含量一般不超过40%,一般认为在纤维长度大于0.2mm时有改性效果,其玻纤的直径在十几个微米时效果较好。
玻纤含量增大时,增强PP的加工流动性相应下降,但仍属流动性较好的塑料。
由于玻纤增强PP可以提高机械强度和耐热性,且玻纤增强PP的耐水蒸汽性、耐化学腐蚀性和耐蠕变性都很好,在许多场合可以作为工程塑料使用,如风扇叶片、暖风机格栅、叶轮泵、灯罩、电炉和加热器外壳等等。
下表为几种不同填料改性的PP性能比较表中几种材料均可用作汽车发动机周边结构件。
长玻纤增强PP材料在汽车上的应用
78AUTO TIMEAUTO PARTS | 汽车零部件1 引言随着国家节能减排、环保法规的日益严苛、能源危机的社会背景下,汽车零部件的轻量化成为重要的课题。
目前传统刚、铁、铜等的应用越来越少,新型铝合金、镁合金、高强刚、纤维增强塑料材料应用越来越多,其中以塑代钢降重最为明显,是目前行业研究最为活跃的课题。
玻纤增强复合材料可以明显提升原有材料的耐久性、刚性、韧性、蠕变性等,目前玻纤增强复合材料在汽车零部件上的应用越来越广泛。
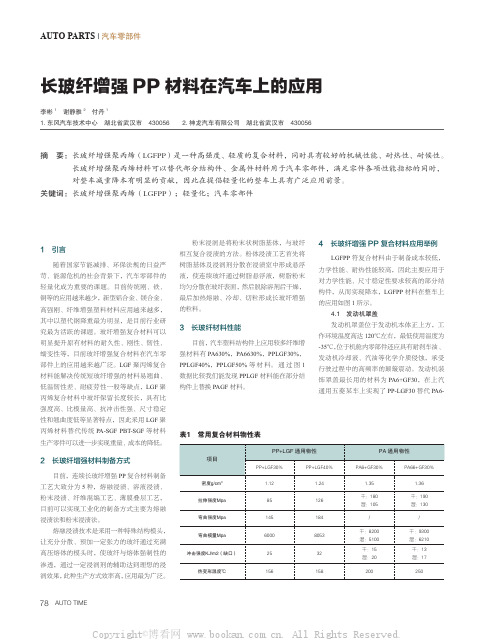
LGF 聚丙烯复合材料能解决传统短玻纤增强的材料易翘曲、低温韧性差、耐疲劳性一般等缺点,LGF 聚丙烯复合材料中玻纤保留长度较长,具有比强度高、比模量高、抗冲击性强、尺寸稳定性和翘曲度低等显著特点,因此采用LGF 聚丙烯材料替代传统PA-SGF PBT-SGF 等材料生产零件可以进一步实现重量、成本的降低。
2 长玻纤增强材料制备方式目前,连续长玻纤增强PP 复合材料制备工艺大致分为5种,熔融浸渍、溶液浸渍、粉末浸渍、纤维混编工艺、薄膜叠层工艺,目前可以实现工业化的制备方式主要为熔融浸渍法和粉末浸渍法。
熔融浸渍技术是采用一种特殊结构模头,让充分分散、预加一定张力的玻纤通过充满高压熔体的模头时,使玻纤与熔体强制性的渗透,通过一定浸润剂的辅助达到理想的浸润效果,此种生产方式效率高,应用最为广泛。
长玻纤增强PP 材料在汽车上的应用李彬1 谢静雅2 付丹11.东风汽车技术中心 湖北省武汉市 4300562.神龙汽车有限公司 湖北省武汉市 430056摘 要: 长玻纤增强聚丙烯(LGFPP)是一种高强度、轻质的复合材料,同时具有较好的机械性能、耐热性、耐候性。
长玻纤增强聚丙烯材料可以替代部分结构件、金属件材料用于汽车零部件,满足零件各项性能指标的同时,对整车减重降本有明显的贡献,因此在提倡轻量化的整车上具有广泛应用前景。
关键词:长玻纤增强聚丙烯(LGFPP);轻量化;汽车零部件粉末浸润是将粉末状树脂基体,与玻纤相互复合浸渍的方法。
车用玻璃纤维增强塑料的应用
耐腐蚀 性和 良好 的电绝缘 性 ,能透 过 高频 电波 。当然 , 低 。弹性 模量 只 比木材 大 2 ,比一般 钢材 小 1 ; 倍 0倍
玻璃纤 维增 强塑 料也 有它 自身 的缺 点 , 如弹性 模 量低 , 而其 层 间剪 切 强度只 有 抗拉 强度 的 11。玻璃 纤 维增 /0
一
般 只 有 钢 的 11 /0~ 1 0 / ;长 期 耐 高温 性 能 较 差 , 2
强 塑料 耐腐 蚀 、不 生锈 , 防水 、密封 效 果好 ;隔音 、
一
般不超 过 2 0℃ ;剪 切 强度及 长 期循 环负 荷强 度较 隔热 、 电绝 缘性 能优 良,抗 磁 电性 能强 ;耐老 化 ,玻 0
玻 璃 纤维 增强 塑料 的弹 性模 量 低 ,层 间剪切 强度
具 有密度 小 、强度 高 、导 热系 数 小等特 点 。玻 璃纤 维 比钢 铁结 实 ,比铝轻 ,而机 械 强度 却 为钢 的 3~ 4倍 , 增 强塑料 在超 高温 时产 生 大量气 体 , 吸收大 量 热量 ,
是一种 良好 的热 防护和 耐烧 蚀材 料 ;它 也具 有优 良的
2 1 () 0 3 0
A
摘要 : 玻璃纤维增强 塑料 强度 高,在 力学性 能、老化性 能、热性能及工艺性能等方面都具有很大优势 ,因此在汽车
上 的应 用 日益增 多。文章根据玻璃 纤维增 强塑料 的用途 ,介绍 了其性能优势 ,并分析 了玻璃 纤维增强 塑料在 交通 、 车辆制造等方 面的现状 ,指 出其发展 趋势。玻璃纤 维增 强塑料产品的发展前景相 当广 阔,在 交通车辆、建筑领域 、 基础设施及环境保护等方面具有很大的使 用价值。 关键词: 玻璃纤维增强塑料; 能特点; 性 应用现状 ; 发展趋势 Th eApp i a i n o t m o i eG l s be i o c d Pl s is lc to fAu o tv a sFi rRe nf r e a tc
玻璃纤维增强塑料的国内市场

玻璃纤维增强塑料的国内市场玻璃纤维增强塑料是一种非常常见的新型复合材料,也是一种非常优良的材料。
它广泛应用于各个领域,包括装饰建材、汽车制造、运动产品等等。
在国内市场,玻璃纤维增强塑料也有着非常广泛的应用,成为了一种非常重要的材料。
本文将从多个角度来渗透玻璃纤维增强塑料的国内市场,从而探究它在国内市场的应用领域、市场现状、未来趋势等方面的情况。
一、玻璃纤维增强塑料的应用领域玻璃纤维增强塑料主要应用于以下几个领域:1.建筑领域:玻璃纤维增强塑料具有良好的耐候性、耐化学性和耐腐蚀性,所以在建筑方面可以使用它来代替传统金属材料和混凝土材料。
玻璃纤维增强塑料可用于屋顶防水、外墙保温和立面幕墙等建筑材料中。
2.汽车制造领域:玻璃纤维增强塑料在汽车制造中有着广泛的应用,可以生产轻质车身材料,降低汽车的重量,提高燃油效率。
3.运动产品领域:玻璃纤维增强塑料在运动产品领域也有广泛的应用,例如滑雪板、自行车框架、高尔夫球杆、品牌箱包等。
二、玻璃纤维增强塑料的市场现状过去几年,玻璃纤维增强塑料在国内市场中的需求量一直保持着稳定的增长。
目前,这种材料被广泛应用于电子电气、建筑、交通运输、航空航天、运动器材等领域。
其中,建筑领域、汽车制造领域以及电子电器领域的增长趋势尤为突出。
根据监测数据,玻璃纤维增强塑料市场价值预计将在未来五年内实现稳定增长,特别是在中国市场的需求逐渐提升的情况下,这种增长将会更加显著。
三、玻璃纤维增强塑料的未来趋势随着中国市场需求地不断上升,玻璃纤维增强塑料的未来也将越来越广阔。
预计,在未来的几年里,这种材料的市场份额将会持续扩大。
达到一定规模后,厂商将会把重心放在研究和开发新型产品和生产工艺上。
而在未来,这种材料的研发重点将会集中在材料的强度、硬度、耐腐蚀性、防火、环保和可塑性等方面,以满足消费者不断提高的需求和不断变化的市场。
此外,玻璃纤维增强塑料在未来的发展过程中也存在着风险和挑战。
相信在未来,厂商将会在持续的市场竞争中加强技术研发,提高产品附加值和品质,注重品牌定位和价值传播,拓展国内外市场,以实现更好的发展和回报。
材料工程技术专业《科普 玻纤增强复合材料在汽车上的应用1》
科普| 玻纤增强复合材料在汽车上的应用汽车上使用的非金属材料包括塑料、橡胶、粘接密封胶、摩擦材料、织物、玻璃等各种材料,涉及石化、轻工、纺织、建材等相关工业部门,因此非金属材料在汽车上应用的如何,反映了一个国家经济和技术综合实力,同时也包含了一大批与之相关产业的技术开发及应用能力。
目前汽车上应用的玻璃纤维增强复合材料包括:玻璃纤维增强热塑性材料QFRT。
从上面数据看出机械性能普遍提高,国外已实际用于生产门框、后顶盖装饰、发动机罩等产品。
2 SMC的重复利用。
在人们的观念中,热固性复合材料是不可回收利用的,在今天环保已经被提上议事日程,这不得不考虑SMC使用的前景问题。
据资料报道,无论是涂漆或粘接过的SMC都可回收利用,使用回收的SMC制作的零件不影响其性能。
一些汽车制造厂家使用回收的SMC制成各种部件,使每个零件重量降低10%。
采用全新SMC材料制作的发动机罩重量是9g,而采用填加25%回收材料制成的发动机罩是8g。
不久的将来,利用回收的SMC制成的杠将用在重型商用车上,同时发动机罩、活动式车顶内衬、侧板、格栅板以及车身外板等也可利用回收的SMC来制作。
SMC的回收利用对我们国内材料同业来说是较新的一项工作,而这是一种重要的需求。
3 其他方面需求。
彩色件的推广应用,可节省SMC零件的喷涂工序其中包括前、后处理工序;级外表的实现;零件低压成型技术研究。
RTM法是在放入玻璃纤维的封闭模具里压入树脂,常温或加热固化。
RTM法与SMC法相比,生产设备简单、模具费用低、且制品物性优异,但只适于中小批量规模生产。
据悉,目前国外用RTM成型方法生产的汽车零件已推广到全车身覆盖件。
而国内将RTM成型技术用于制造汽车零件还处于开发研制阶段,对原材料的力学性能、固化时间、成品件等指标力求到达国外同类制品的生产水平。
目前国内RTM成型法开发研究出的汽车零件有护风罩、后尾门、导流罩、顶棚、杠及富康车后举升门等。
但是如何使RTM工艺能够更快更好地应用于汽车上,材料对产品结构的要求、材料性能到达何种水平、评判标准、A级外表的实现等问题,是我们汽车行业关注的,也是RTM能真正在汽车零件方面推广的前题条件。
长玻纤增强PP材料在汽车上的应用
拉伸强度Mp
a
8 5
1 2 6
干 :1 8 0 湿 1 0 5 /
干 :8 2 0 0 湿 :5 1 O 0
千
1 9 0
目前可 以实现 工业 化的制 备方式主 要为熔 融
高压 熔体 的模头 时 ,使玻 纤与熔体 强制性 的
渗透 ,通过一 定浸 润剂 的辅助达到 理 想的浸 润效果 , 此种生产方式效率高 , 应用最为广泛。
冲击强度K J / m 2{ 缺口 )
2 5
3 2
干:1 5
湿 :2 0 热变形温度℃ 1 5 6 1 5 8 2 O 0
AUTo P ARTS I 汽 车 零部 件
李 彬 谢 静 雅 。 付 丹
1 . 东风 汽车技术 中心 湖北省武汉市
4 3 0 0 5 6
2 . 神龙汽车有限公 司 湖北省武汉市
4 3 0 0 5 6
摘
要: 长玻 纤增 强聚 丙烯 ( L GF P P) 是 一 种 高 强度 、轻 质 的 复合 材 料 ,同 时具 有 较好 的机 械 性 能 、耐 热性 、耐 候 性 长玻 纤增 强 聚 丙烯 材 料 可 以替 代 部 分 结 构件 、金 属 件 材 料 用 于汽 车 零 部 件 ,满足 零 件 各 项 性 能 指 标 的 同时 ,
浸渍法袖粉末浸渍法 。
弯蓝强 度M0 a
弯 曲横量M p a
湿 :1 3 0 /
千 :9 3 0 0 湿 :6 2 1 0 干 :1 3
1 4 5
B 0 0 0
1 8 4
8 0 5 3
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
注塑温度:
喷嘴230-220℃,加 热区190-240℃
注塑剪切速率: 喷嘴15-20mm/s,加热区 30-80mm/s
工艺条件
螺杆转速:75r/min
注塑压力:57MPa 保压:3.5MPa 背压:7.5MPa
性能优势
玻纤增强PP在汽车其他部位应用
车门内板模块
意大利RANGER公司为欧洲Lancia汽车公司 的Ypsilon小型乘用车开发的车门内板模块 骨架,并具有防侧撞和臀部保护性能
135 180 8900
热变形温度 ℃ 密度g/cm3
ASTMD648-00A
128 1.05
160 1.2
162 1.3
玻纤毡增强聚丙烯复合板材的应力应变曲线
风扇叶制备工艺
分别将GB-220、GB-230、GB-130与色母粒 按50:1质量比混合,置于鼓风烘箱中,并使 料层厚度为4-6cm,再在80℃左右干燥3-4 小时,去水分,以避免加工后制品出现银丝。 将原料投入注塑机中注塑。
玻纤毡增强聚丙烯板材的制备
薄膜堆叠法 将增强层和热塑性 塑料薄膜交替堆叠 到一起,然后在压 力下进行层压,将 各种基本重量的玻 纤毡和各种厚度的 PP压制成堆叠物。
玻纤和聚丙烯片材的成型工艺
模压 真空 模压
拉挤
测试项目
12mm长玻纤增强聚丙烯产品性能参数
方法标准 30%GF-PP 检测结果 40%GF-PP 24 50%GF-PP 28
悬臂梁冲击强度kJ/m (23℃)
ASTMD256-00
24
悬臂梁冲击强度kJ/m(-20℃)
ASTMD256-00
23,8
23.8
25.1
拉伸强度 Mpa 弯曲强度Mpa 弯曲模量Gpa
ASTMD638-03 ASTMD790-03 ASTMD790-03
95.6 140 6400
126 170 7600
工作条件 较为恶劣 (-40至 80℃的高 速运转下 长期工作) 高刚性且 易于成型 加工
耐高温
低温脆性 优良
金属
(不易于 加工)
尼龙材料 (原料成 本较高)
聚丙烯片材 玻纤 助剂
聚丙烯片材的制备
1)聚丙烯颗粒的干燥;在90℃的电热恒 温鼓风干燥箱中进行,干燥时间为2个小 时 2)聚丙烯片材的制备;将干燥好的聚丙 烯颗粒加入双螺杆挤出机中挤出成团状, 并放在两片钢板之间,然后迅速将其放在 平板硫化机上进行压片,平板硫化机上下 板温度均设为80℃,压力为3MPa左右, 最后压出厚度为1mm左右的聚丙烯片材。
长玻纤增强聚丙烯 仪表板
起亚 Cerato混合结构前端框架
RANGER公司新开发的用蓝 旗亚Y-Epsilon门中间板骨架
LGF-PP制造的福特Fiesta后车门,同钢 车门相比,其重量减少了50%
长玻纤增强PP的应用前景
成本与重量的关系
玻纤增强PP
在汽车中的应用
110207114
目录
1
GMT材料简介
玻纤增强PP在汽车发动机风扇中的应用 玻纤增强PP在汽车车门中的应用 玻纤增强PP发展趋势和发展前景
2
3
4
近年来,随着人们对汽车的安全性、舒适性、环保性 以及轻量化的要求,国内外汽车车工业越来越倾向于使用 具有冲击韧性好、重量轻、生产效率高、加工成本低、可 再生利用等一系列优点的GMT(玻璃纤维增强型热塑性塑 料)材料,其优良的特性使之能够在一些汽车半结构制件 上取代钢材和铝材。
玻璃纤维增 强热塑塑料 40万吨/年 增强尼龙占 59% 增强聚丙烯 占16% 增强热塑性 聚酯占14% 增强聚苯乙 烯占3% 其他增强热 塑性塑料占 4%
玻纤增强PP在汽车上的应用
菲亚特车的保险 杠 发动机风扇 日产小客车旅 行车行李仓底 板 福特车的蓄电 池槽
防撞部件
座椅靠背
汽车车身板
玻纤增强PP 制汽车发动机风扇叶片
玻纤毡增强聚丙烯板材的制备
(1)片材设计,根据模具的形状来切割聚丙烯片材和裁剪玻璃纤维 毡,模具自制。 (2)平板硫化机的预热,打开平板硫化机后,将其上、下板温度均 设定为85℃,压力调为15MPa,并将模具放在上面进行预热。 (3)片材的预热,将切割好的聚丙烯片材和玻纤毡放在220℃的电热 恒温鼓风干燥箱进行预热(约4min左右即可),以将片材软化进行压 缩。 (4)将加热后的片材和玻纤毡交替叠合在一起,将其迅速转移到已 预热的模具内(放入前应在模具阴、阳模表面均涂覆适量脱模剂),转 移时间应尽量缩短,以避免片材冷却影响其流动性。 (5)合模,将聚丙烯片材和玻纤毡的叠合物在液压机压力的作用下 使其作充模流动。 (6)保压,在压力的作用下,制品在模具中冷却。使其温度降到 85℃左右。 (7)脱模,取出制品。最后制得厚度约为4mm的玻璃纤维增强聚丙 烯板材。