机加工螺纹底孔标准
螺纹加工底孔直径对照表
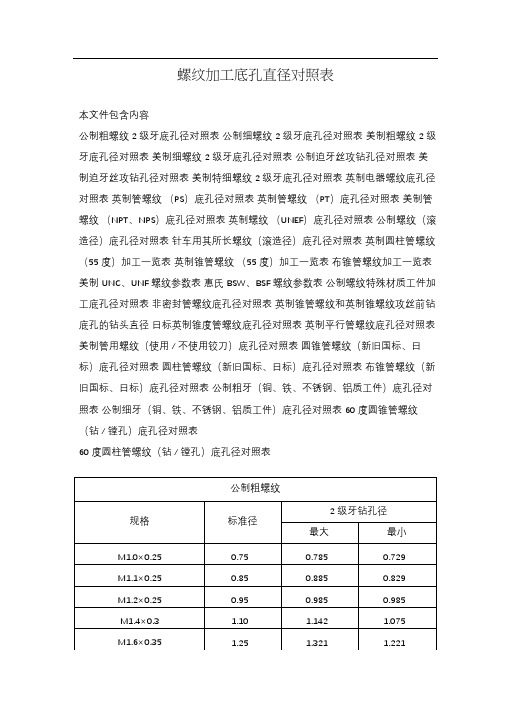
螺纹加工底孔直径对照表本文件包含内容公制粗螺纹2 级牙底孔径对照表公制细螺纹2 级牙底孔径对照表美制粗螺纹2 级牙底孔径对照表美制细螺纹2 级牙底孔径对照表公制迫牙丝攻钻孔径对照表美制迫牙丝攻钻孔径对照表美制特细螺纹2 级牙底孔径对照表英制电器螺纹底孔径对照表英制管螺纹(PS)底孔径对照表英制管螺纹(PT)底孔径对照表美制管螺纹(NPT、NPS)底孔径对照表英制螺纹(UNEF)底孔径对照表公制螺纹(滚造径)底孔径对照表针车用其所长螺纹(滚造径)底孔径对照表英制圆柱管螺纹(55 度)加工一览表英制锥管螺纹(55 度)加工一览表布锥管螺纹加工一览表美制UNC、UNF螺纹参数表惠氏BSW、BSF螺纹参数表公制螺纹特殊材质工件加工底孔径对照表非密封管螺纹底孔径对照表英制锥管螺纹和英制锥螺纹攻丝前钻底孔的钻头直径日标英制锥度管螺纹底孔径对照表英制平行管螺纹底孔径对照表美制管用螺纹(使用/ 不使用铰刀)底孔径对照表圆锥管螺纹(新旧国标、日标)底孔径对照表圆柱管螺纹(新旧国标、日标)底孔径对照表布锥管螺纹(新旧国标、日标)底孔径对照表公制粗牙(铜、铁、不锈钢、铝质工件)底孔径对照表公制细牙(铜、铁、不锈钢、铝质工件)底孔径对照表60 度圆锥管螺纹(钻/ 镗孔)底孔径对照表60 度圆柱管螺纹(钻/ 镗孔)底孔径对照表公制细螺纹美制细螺纹G 英制圆柱管螺纹(55°)加工一览表1ZG 英制锥管螺纹(55°)加工一览表小径:d1=d-1.2807t深度尺寸均为加工螺纹孔时孔深度尺寸。
(规定为 15 倍螺距)Z 圆锥管螺纹(布锥管螺纹)(60°)1美制螺纹( UNC 、 UNF )参数表(60°)小径:d1=d-1.082532t注意: in 为英寸符号,一英寸等于 25.4 毫米。
底孔尺寸均为加工螺纹孔时专用尺寸。
深度尺寸均为加工螺纹孔时孔深度尺寸。
(规定为 15 倍螺距)惠氏螺纹( BSW、 BSF)参数表(55°)小径:d1=d-1.280655t注意: in 为英寸符号,一英寸等于 25.4 毫米。
螺纹底孔标准

<1/4英寸的用号码表示,例如No.* 孔直径=9/8英寸-1/7英寸=24.946mm。
m=1/8英寸,每档之间相差0.013英寸=0.33毫米,所以NO.4=2.845mm。
钻孔深度 24 27 36 40 45 52 60 68 76
螺钉过孔直径 7.5 9.5 12 14 18 22 26 32
螺纹孔攻丝前预钻孔直径:当螺距t≤1时,d0=Dm-t 当螺距t>1时,d0=Dmd0:预钻孔最大直径 ; Dm:螺纹公称直径 攻丝深度:参照上表所示加工 螺纹底孔检查标准
公制粗 * 1.25 M10 * 1.5 M12 * 1.75 M16 * 2 M20 * 2.5 M24 * 3 M30 * 3.5 最小尺寸 最大尺寸 4.13 4.33 4.92 5.15 6.65 6.91 8.38 8.68 10.11 10.44 13.84 14.21 17.29 17.74 20.75 21.25 26.21 26.77
模具公司螺钉底孔执行技术标准
普通粗牙螺纹孔执行标准
公称直 径 M5 M6 M8 M10 M12 M16 M20 M24 M30 预钻孔 径 4 4.9 6.6 8.3 10.1 13.8 17.3 20.8 26.3 攻丝深 度 13 15 24 28 32 40 48 56 68
螺距 0.8 1 1.25 1.5 1.75 2 2.5 3 3.5
直螺纹底孔简易公式是 底孔直径=公称直径-螺距 英美系的螺纹例如**-*,前面的数字代表公称直径,后面的代表每英寸螺纹数。公称直径<1/4英寸的用号码表示, 螺纹W 1-1/8-7 其中1-1/8为公称直径,7为每英寸7个螺纹,也就是螺距1/7英寸。所以底孔直径=9/8英寸-1/7英寸
螺纹底孔直径标准
4
M5×0.5
4.5
M5.5×0.5
5
M6×0.75
5.3
M7×0.75
6.3
M8×1
7
M8×0.75
7.3
M9×1
8
M9×0.75
8.3
M10×1.25
8.8
M10×1
9
M10×0.75
9.3
M11×1
10
M11×0.75
10.3
M12×1.5
10.5
M12×1.25
10.8
M12×1
11
M14×1.5
mm
下公差:上公差-0.012
mm
螺距 P ≤0.6 上公差:0.015*n
mm
下公差:上公差-0.015
mm
如表 A 和表 B 所示
级 级 级
n—P 数 n—P 数
表A 螺距:0.7mm 或大于 0.7mm 公差:0.02 mm
表B 螺距 0.7mm 或大于 0.7mm 公差:0.015 mm
例:M8*1.25 S:标准螺纹精度 O.S:加大尺寸螺纹精度
注:螺纹等级 6H
3:挤压丝锥的底孔径 挤压丝锥比较适合加工具有可塑性材料如有色金属、低碳钢,与切削丝锥工作原理不同,它是对金属
进行挤压,使之塑形变形,形成内螺纹的。挤压成形的内螺纹金属纤维是连续的,抗拉,抗剪强度教高, 加工的表面粗糙度也教好,不过挤压丝锥底孔要求较高:过大,基础金属量少,造成内螺纹小径过大, 强 度不够。过小,封闭挤压的金属无处可去,内螺纹出现金属丝或造成丝锥折断。
15.153
15.376
15.676
15.917
16.153
15.835
螺纹孔深度与底孔深度标准
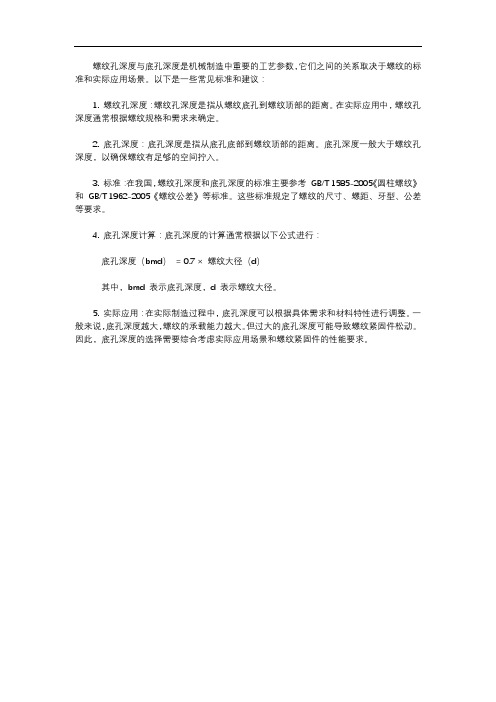
螺纹孔深度与底孔深度是机械制造中重要的工艺参数,它们之间的关系取决于螺纹的标准和实际应用场景。
以下是一些常见标准和建议:
1. 螺纹孔深度:螺纹孔深度是指从螺纹底孔到螺纹顶部的距离。
在实际应用中,螺纹孔深度通常根据螺纹规格和需求来确定。
2. 底孔深度:底孔深度是指从底孔底部到螺纹顶部的距离。
底孔深度一般大于螺纹孔深度,以确保螺纹有足够的空间拧入。
3. 标准:在我国,螺纹孔深度和底孔深度的标准主要参考GB/T 1585-2005《圆柱螺纹》和GB/T 1962-2005《螺纹公差》等标准。
这些标准规定了螺纹的尺寸、螺距、牙型、公差等要求。
4. 底孔深度计算:底孔深度的计算通常根据以下公式进行:
底孔深度(bmd)= 0.7 × 螺纹大径(d)
其中,bmd 表示底孔深度,d 表示螺纹大径。
5. 实际应用:在实际制造过程中,底孔深度可以根据具体需求和材料特性进行调整。
一般来说,底孔深度越大,螺纹的承载能力越大。
但过大的底孔深度可能导致螺纹紧固件松动。
因此,底孔深度的选择需要综合考虑实际应用场景和螺纹紧固件的性能要求。
螺纹底孔尺寸
英制管
M6.0×0.5 M7.0×0.75 M7.0×0.5 M8.0×1.0 M8.0×0.75 M8.0×0.5 M9.0×1.0 M9.0×0.75 M10×1.25 M10×1.0 M10×0.75 M10×0.5 M11×1.0 M11×0.75 M12×1.5 M12×1.25 M12×1.0 M12×0.5 M14×1.5 M14×1.0 M15×1.5 M15×1.0 M16×1.5 M16×1.0 M17×1.5 M17×1.0 M18×2.0 M18×1.5 M18×1.0 M20×2.0 M20×1.5 M20×1.0 M22×2.0 M22×1.5 M22×1.0 M24×2.0 M24×1.5 M24×1.0 M25×2.0 M25×1.5 M25×1.0 M26×1.5 M27×2.0 M27×1.5 M27×1.0 M28×2.0
M1.0×0.25 M1.1×0.25 M1.2×0.25 M1.4×0.3 M1.6×0.35 M1.7×0.35 M1.8×0.35 M2.0×0.4 M2.2×0.45
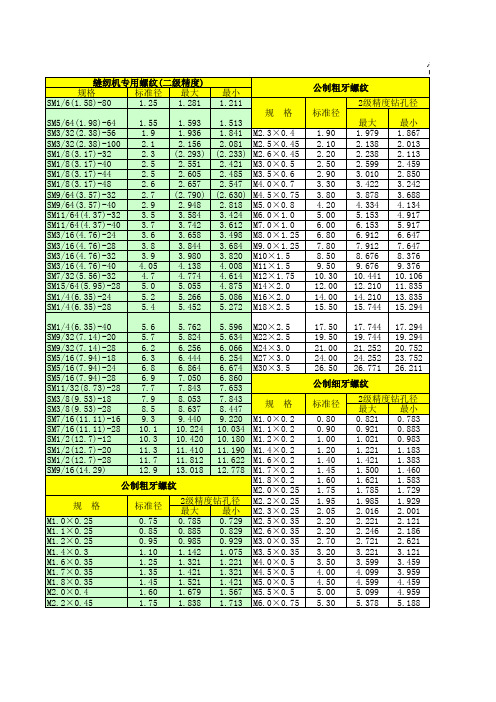
常用螺纹与底孔加工对照表
公制细牙螺纹 规 格 标准径 5.50 6.30 6.50 7.00 7.30 7.50 8.00 8.30 8.80 9.00 9.30 9.50 10.00 10.30 10.50 10.80 11.00 11.50 12.50 13.00 13.50 14.00 14.50 15.00 15.50 16.00 16.00 16.50 17.00 18.00 18.50 19.00 20.00 20.50 21.00 22.00 22.50 23.00 23.00 23.50 24.00 24.50 25.00 25.50 26.00 26.00 2级精度钻孔径 最大 最小 5.550 5.400 6.378 6.188 6.550 6.400 7.153 6.917 7.378 7.188 7.520 7.400 8.153 7.917 8.378 8.188 8.912 8.647 9.153 8.917 9.378 9.188 9.520 9.400 10.153 9.917 10.378 10.188 10.676 10.376 10.912 10.647 11.153 10.917 11.520 11.400 12.676 12.376 13.153 12.917 13.676 13.376 14.153 13.917 14.676 14.376 15.153 14.917 15.676 15.376 16.153 15.917 16.210 15.835 16.676 16.376 17.153 16.917 18.210 17.835 18.676 18.376 19.153 18.917 20.210 19.835 20.676 20.376 21.153 20.917 22.210 21.853 22.676 22.376 23.153 22.917 23.210 22.835 23.676 23.376 24.153 23.917 24.676 24.376 25.210 24.835 25.676 25.376 26.153 25.917 26.210 25.835 规 格 M28×1.5 M28×1.0 M30×3.0 M30×2.0 M30×1.5 M30×1.0 M32×2.0 M32×1.5 M33×3.0 M33×2.0 M33×1.5 M35×1.5 M36×3.0 M36×2.0 M36×1.5 公制细牙螺纹 标准径 26.50 27.00 27.00 28.00 28.50 29.00 30.00 30.50 30.00 31.00 31.50 33.50 33.00 34.00 34.50 2级精度钻孔径 最大 最小 26.676 26.376 27.153 26.917 27.252 26.752 28.210 27.835 28.676 28.376 29.153 28.917 30.210 29.835 30.676 30.376 30.252 29.752 31.210 30.835 31.676 31.376 33.676 33.376 33.252 32.752 34.210 33.835 34.676 34.376 PT规格 (新规格Rc) 1/16-28 1/8-28 1/4-19 3/8-19 1/2-14 3/4-14 1-11 1 1/4-11 1 1/2-11 2-11
螺纹底孔直径标准
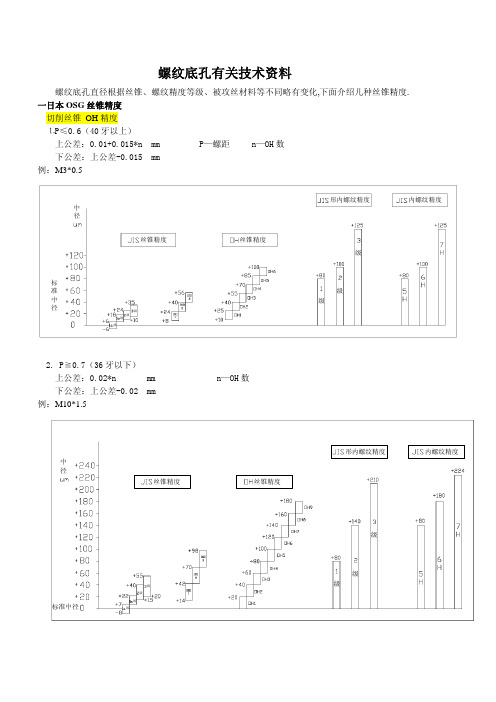
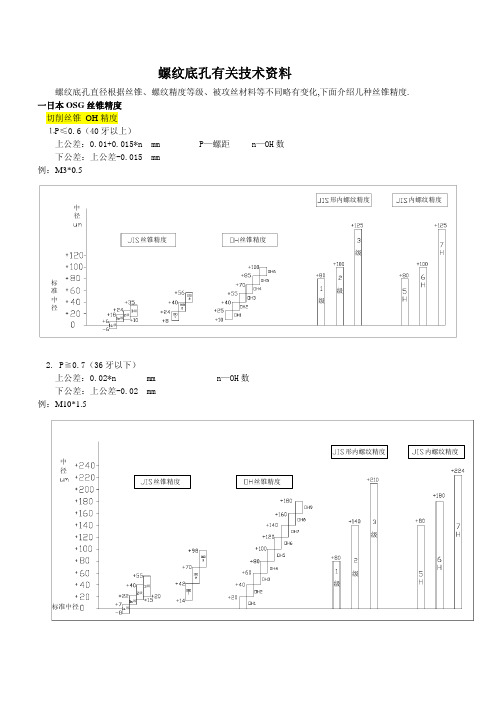
螺纹底孔有关技术资料螺纹底孔直径根据丝锥、螺纹精度等级、被攻丝材料等不同略有变化,下面介绍几种丝锥精度. 一日本OSG丝锥精度切削丝锥 OH精度⒈P≤0.6(40牙以上)上公差:0.01+0.015*n mm P—螺距 n—OH数下公差:上公差-0.015 mm例:M3*0.5中径标准中径内螺纹精度形内螺纹精度丝锥精度丝锥精度级级级级级级级2. P≧0.7(36牙以下)上公差:0.02*n mm n—OH数 下公差:上公差-0.02 mm例:M10*1.5级级级级级级级丝锥精度丝锥精度形内螺纹精度内螺纹精度中径标准中径挤压丝锥 RH 精度上公差:0.0127*n mm n—RH 数 下公差:上公差-0.0127 mm 例:M3*0.5级级级级级级级丝锥精度丝锥精度形内螺纹精度内螺纹精度标准中径中径例:M10*1.5中径标准中径内螺纹精度形内螺纹精度丝锥精度丝锥精度级级级级级级级二日本YAMAWA 丝锥YAMAWA 丝锥 P 级精度P 级精度是依据日本工具工业会规格而制定螺距P ≥0.7 上公差:0.02* mm n—P 数下公差:上公差-0.012 mm螺距P ≤0.6 上公差:0.015*n mm n—P 数下公差:上公差-0.015 mm如表A 和表B 所示表A 表B 例:M8*1.25螺距:0.7mm或大于0.7mm 螺距0.7mm或大于0.7mm S:标准螺纹精度公差:0.02 mm 公差:0.015 mm O.S:加大尺寸螺纹精度YAMAWA丝锥G级精度G级精度丝锥为挤压用丝锥上公差:0.0127*n mm n—G数下公差:上公差-0.0127 mm 小数部分四舍五入下表为JIS 2级螺纹精度挤压丝锥公差带比较表例M4*0.7三国产丝锥国产丝锥精度等级一般分为四级,按中径公差带代号分为 H1 H2 H3 ,表示不同公差带位置,但公差值是相等的。
H4为手用丝锥,其公差值、螺距、角度误差比机用丝锥大,材质、热处理、加工工艺也不如机用丝锥。
螺纹底孔直径标准
M7×1
6
6.13(80%)
5.917
6.153
M8×1.25
6.8
6.85(85%)
6.647
6.912
M9×1.25
7.8
7.85(85%)
7.647
7.912
M10×1.5
8.5
8.62(85%)
8.376
8.676
M11×1.5
9.5
9.62(85%)
9.376
9.676
M12×1.75
10.3
19.7(85%)
19.294
19.744
M24×3
21
21.2(85%)
20.752
21.252
M27×3
24
24.2(85%)
23.752
24.252
M30×3.5
26.5
26.6(90%)
26.211
26.771
M33×3.5
29.5
29.6(90%)
29.211
29.771
M36×4
32
32.1(90%)
2.459
2.599
M3.5×0.6
2.9
3.01(75%)
2.850
3.010
M4×0.7
3.3
3.39(80%)
3.242
3.422
M4.5×0.75
3.8
3.85(80%)
3.688
3.878
M5×0.8
4.2
4.31(80%)
4.134
4.334
M6×1
5
5.13(80%)
4.917
5.153
螺纹底孔尺寸
73
+0.60
20
65
+1.00
90
85
78
70
95
90
83
75
100
95
88
80
110
105
98
90
120
6
114
+0.30
16
104
+0.80
24
96
+1.20
140
134
124
116
160
8
152
+0.40
144
136
180
172
20
160
+1.00
32
148
+1.60
200
10
190
+0.50
49.9
49
48.8
56
50.3
54.5
53.9
51.8
4
52
60
54.3
58.5
57.9
55.8
56
64
57.7
62.5
61.9
59.8
60
68
61.7
66.5
65.9
63.8
64
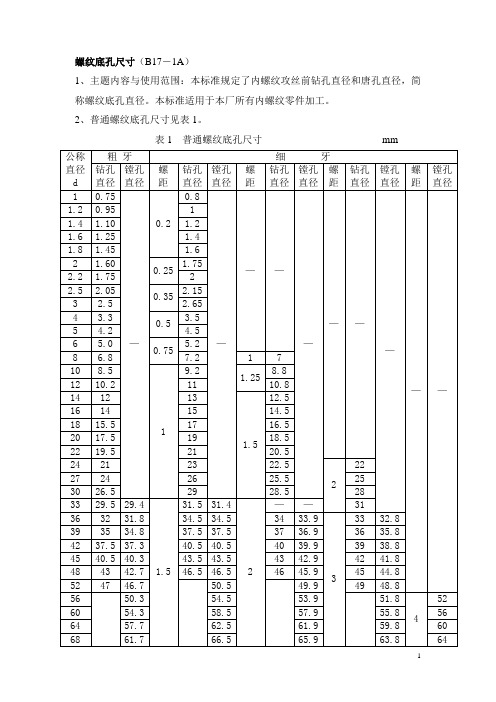
续表1mm
公称直径d
细牙
螺距
镗孔直径
螺距
镗孔直径
螺距
镗孔直径
螺距
镗孔直径
螺距
镗孔直径
72
1.5
70.5
2
70
3
69
4
67.8
180
168
220
210