自动控制流程图(参考模板)
34种自动控制原理图,不容错过!
34种自动控制原理图,不容错过!
图片都是网络收集的,难免会有一些缺憾,明显错误的直接用画图软件编辑过,希望大家包涵与理解。
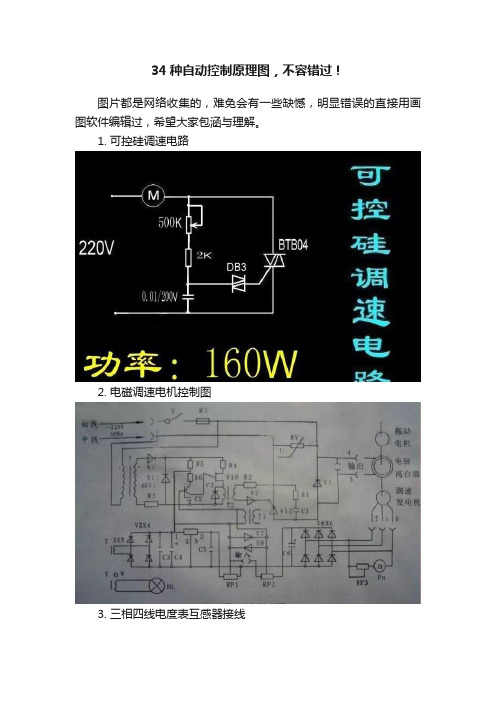
1. 可控硅调速电路
2. 电磁调速电机控制图
3. 三相四线电度表互感器接线
4. 能耗制动
5. 顺序起动,逆序停止
6. 锅炉水位探测装置
7. 电机正反转控制电路
8. 电葫芦吊机电路
9. 单相漏电开关电路
10. 单相电机接线图
11. 带点动的正反转起动电路
12. 红外防盗报警器
13. 双电容单相电机接线图
14. 自动循环往复控制线路
15. 定子电路串电阻降压启动控制线路
16. 按启动钮延时运行电路
17. 星形 - 三角形启动控制线路
18. 单向反接制动的控制线路
19. 具有反接制动电阻的可逆运行反接制动的控制线路
20. 以时间原则控制的单向能耗制动线路
21. 以速度原则控制的单向能耗制动控制线路
22. 电动机可逆运行的能耗制动控制线路
23. 双速电动机改变极对数的原理
24. 双速电动机调速控制线路
25. 使用变频器的异步电动机可逆调速系统控制线路
26. 正确连接电器的触点
27. 线圈的连接
28. 继电器开关逻辑函数
29. 三相半波整流电路图
30. 三相全波整流电路图
31. 三相全波6脉冲整流原理图
32. 六相12脉冲整流原理图
33. 负载两端的电压
34. 直流调速原理功能图。
自动控制流程图
自动控制流程图标准化文件发布号:(9312-EUATWW-MWUB-WUNN-INNUL-DQQTY-PLC为核心控制器,通过检测操作面板按钮的输入、各类传感器的输入,以及相关模拟量的输入,完成相关设备的运行、停止和调速控制。
3-2电气控制系统框图工作过程控制过程可以分为单设备手动控制功能和自动运行功能。
在手动控制模式下,单设备可以单独运行,不影响其他设备运行。
如图4-1所示。
图4-1模式选择流程图手动模式在就地箱手动模式下,可单独调试每个设备的运行,如图4-2所示。
在此模式下,可以通过按钮对加氯系统、电动阀门、曝气机、刮泥机,以及各类泵进行控制。
图4-2手动操作模式流程图自动模式处于自动方式时,系统上电后,按下自动启动确认后系统运行,系统开始工作,其工作过程包括以下几个方面。
PLC检测到传感器状态进行启动如图4-3所示。
图4-3 自动操作模式流程图2自动控制流程在自动控制模式流程图中,调用了各个控制系统的程序,主要包括提升泵、潜水泵程序、加药系统程序、曝气沉砂系统程序、污泥回流泵系统程序。
以及污泥脱水系统程序,以下将分别介绍各个子程序的工作过程。
1提升泵控制流程图2潜水泵程序主要控制潜水泵的运行和停止,其工作过程包括以下几个方面:(1)自动过程开始启动潜水泵。
(2)检测液面高度,低于最低位传感器时,开始定时防止误判。
(3)定时到后,若仍低于最低位传感器,则停止潜水泵运行,否则潜水泵继续运行。
(4)检测液面处于中位和高位传感器之间时,开始定时防止误判。
(5)定时到后,若液面仍持续处于高位传感器,则输出报警信号。
潜水泵工作流程图如图4-5所示。
图4-5潜水泵工作流程图3曝气沉砂系统工作流程图如图4-7所示。
4-7曝气沉砂系统工作流程图4污泥回流系统程序主要控制污泥回流泵的运行和停止,其工作过程包括以下几个方面。
(1)自动过程开始首先检测液面高低,若低于最低位传感器,启动定时。
(2)定时到,若液面仍低于最低位传感器则停止回流泵运行。
化工流程的自动控制
蒸汽
K 去真空泵
冷 凝 水
情形1,釜内真空度控制
PIC
压力气体 蒸汽
放空
冷 凝 水
情形2,釜内正压控制
四、容器(釜)内液相PH值控制
PHIC
酸
碱
蒸汽
冷 凝 水
五、容器(釜)内液体的液位控制 进料 蒸汽
LIC
冷 凝 水 通过进料流股流率来控制容器内液体的液位
六、复杂的串级控制
TI
FI
冷流股
加热蒸汽
冷流股
换热器
TI C
热流股
冷 凝 水 3、控制变量(操纵变量)
定义:受执行装置(自控阀门)操纵,用来使被控变量保持在设定值 的某个物理量。
上述例子中,加热蒸汽的流量。
4、干扰变量(扰动变量)
定义:除控制变量以外,作用于被控对象,并可能引起被控变量发生 变化的一些物理量。
上述例子中,加热蒸汽的压力(温度)、冷流股的流量及温度。
而开环控制系统是按照控制变量本身的设定值或干扰变量的大小去操纵(影 响)控制变量。
②、闭环控制系统在被控变量 的回路。
控制装置
控制变量之间形成了相互影响
即:控制变量可以改变到被控变量,反过来,被控变量的信息有可以指导控 制变量的调节。
而开环控制系统不存在此相互影响的回路。
③、闭环控制系统必须有被控变量的检测,而开环控制系统可以没有被控变量的 检测。
蒸发结晶流程示意图
补加正丁醇
蒸汽
结晶釜
分流器
Байду номын сангаас
去真空泵
冷 凝 液 收 集 器
冷 凝 水
缓冲罐
蒸发结晶带控制点的流程示意图
补加正丁醇
PLC程序控制流程图范例

1、引言目前,可编程序控制器(简称PLC)由于具有功能强、可编程、智能化等特点,已成为工业控制领域中最主要的自动化装置之一,它是当前电气程控技术的主要实现手段。
用PLC控制系统取代传统的继电器控制方式,可简化接线,方便调试,提高系统可靠性。
触摸屏是专为PLC应用而设计的一种高科技人机界面产品,由于操作简便、界面美观、节省控制面板空间、性价比高和人机交互性好等优点,近年来已越来越多地被应用于工业控制等领域。
本文利用PLC和触摸屏技术研制了水位传感器测试系统,该系统主要用于进行洗衣机用水位传感器的质量检测,整个系统实现简单、稳定性好、自动化程度高,代替了以前的纯手动操作,较好地满足实际生产的要求,提高了生产效率。
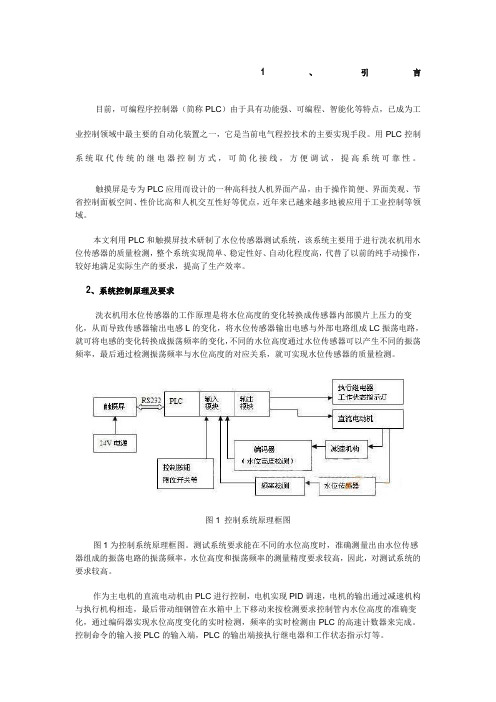
2、系统控制原理及要求洗衣机用水位传感器的工作原理是将水位高度的变化转换成传感器内部膜片上压力的变化,从而导致传感器输出电感L的变化,将水位传感器输出电感与外部电路组成LC振荡电路,就可将电感的变化转换成振荡频率的变化,不同的水位高度通过水位传感器可以产生不同的振荡频率,最后通过检测振荡频率与水位高度的对应关系,就可实现水位传感器的质量检测。
图1 控制系统原理框图图1为控制系统原理框图。
测试系统要求能在不同的水位高度时,准确测量出由水位传感器组成的振荡电路的振荡频率,水位高度和振荡频率的测量精度要求较高,因此,对测试系统的要求较高。
作为主电机的直流电动机由PLC进行控制,电机实现PID调速,电机的输出通过减速机构与执行机构相连,最后带动细钢管在水箱中上下移动来按检测要求控制管内水位高度的准确变化,通过编码器实现水位高度变化的实时检测,频率的实时检测由PLC的高速计数器来完成。
控制命令的输入接PLC的输入端,PLC的输出端接执行继电器和工作状态指示灯等。
系统中采用触摸屏作为人机界面,显示操作画面,进行参数修改和指令输入。
通过触摸屏可实现水位上升、下降高度等参数的设定和修改,实现实际水位高度变化、输出振荡频率和总产量等的实时显示等,并可对工作进程进行实时监控。
PLC程序控制流程图范例
1、引言目前,可编程序控制器(简称PLC)由于具有功能强、可编程、智能化等特点,已成为工业控制领域中最主要的自动化装置之一,它是当前电气程控技术的主要实现手段。
用PLC控制系统取代传统的继电器控制方式,可简化接线,方便调试,提高系统可靠性。
触摸屏是专为PLC应用而设计的一种高科技人机界面产品,由于操作简便、界面美观、节省控制面板空间、性价比高和人机交互性好等优点,近年来已越来越多地被应用于工业控制等领域。
本文利用PLC和触摸屏技术研制了水位传感器测试系统,该系统主要用于进行洗衣机用水位传感器的质量检测,整个系统实现简单、稳定性好、自动化程度高,代替了以前的纯手动操作,较好地满足实际生产的要求,提高了生产效率。
2、系统控制原理及要求洗衣机用水位传感器的工作原理是将水位高度的变化转换成传感器内部膜片上压力的变化,从而导致传感器输出电感L的变化,将水位传感器输出电感与外部电路组成LC振荡电路,就可将电感的变化转换成振荡频率的变化,不同的水位高度通过水位传感器可以产生不同的振荡频率,最后通过检测振荡频率与水位高度的对应关系,就可实现水位传感器的质量检测。
图1 控制系统原理框图图1为控制系统原理框图。
测试系统要求能在不同的水位高度时,准确测量出由水位传感器组成的振荡电路的振荡频率,水位高度和振荡频率的测量精度要求较高,因此,对测试系统的要求较高。
作为主电机的直流电动机由PLC进行控制,电机实现PID调速,电机的输出通过减速机构与执行机构相连,最后带动细钢管在水箱中上下移动来按检测要求控制管内水位高度的准确变化,通过编码器实现水位高度变化的实时检测,频率的实时检测由PLC的高速计数器来完成。
控制命令的输入接PLC的输入端,PLC的输出端接执行继电器和工作状态指示灯等。
系统中采用触摸屏作为人机界面,显示操作画面,进行参数修改和指令输入。
通过触摸屏可实现水位上升、下降高度等参数的设定和修改,实现实际水位高度变化、输出振荡频率和总产量等的实时显示等,并可对工作进程进行实时监控。
PLC程序控制流程图范例

1、引言目前,可编程序控制器(简称PLC)由于具有功能强、可编程、智能化等特点,已成为工业控制领域中最主要得自动化装置之一,它就是当前电气程控技术得主要实现手段。
用PLC控制系统取代传统得继电器控制方式,可简化接线,方便调试,提高系统可靠性。
触摸屏就是专为PLC应用而设计得一种高科技人机界面产品,由于操作简便、界面美观、节省控制面板空间、性价比高与人机交互性好等优点,近年来已越来越多地被应用于工业控制等领域。
本文利用PLC与触摸屏技术研制了水位传感器测试系统,该系统主要用于进行洗衣机用水位传感器得质量检测,整个系统实现简单、稳定性好、自动化程度高,代替了以前得纯手动操作,较好地满足实际生产得要求,提高了生产效率。
2、系统控制原理及要求洗衣机用水位传感器得工作原理就是将水位高度得变化转换成传感器内部膜片上压力得变化,从而导致传感器输出电感L得变化,将水位传感器输出电感与外部电路组成LC振荡电路,就可将电感得变化转换成振荡频率得变化,不同得水位高度通过水位传感器可以产生不同得振荡频率,最后通过检测振荡频率与水位高度得对应关系,就可实现水位传感器得质量检测。
ﻫ图1 控制系统原理框图图1为控制系统原理框图。
测试系统要求能在不同得水位高度时,准确测量出由水位传感器组成得振荡电路得振荡频率,水位高度与振荡频率得测量精度要求较高,因此,对测试系统得要求较高。
作为主电机得直流电动机由PLC进行控制,电机实现PID调速,电机得输出通过减速机构与执行机构相连,最后带动细钢管在水箱中上下移动来按检测要求控制管内水位高度得准确变化,通过编码器实现水位高度变化得实时检测,频率得实时检测由PLC得高速计数器来完成。
控制命令得输入接PLC得输入端,PLC得输出端接执行继电器与工作状态指示灯等。
系统中采用触摸屏作为人机界面,显示操作画面,进行参数修改与指令输入。
通过触摸屏可实现水位上升、下降高度等参数得设定与修改,实现实际水位高度变化、输出振荡频率与总产量等得实时显示等,并可对工作进程进行实时监控。
自动控制流程图
1工业污水处理系统的工作原理1、1控制系统总体框图PLC为核心控制器,通过检测操作面板按钮的输入、各类传感器的输入,以及相关模拟量的输入,完成相关设备的运行、停止与调速控制。
3-2电气控制系统框图1、2工作过程控制过程可以分为单设备手动控制功能与自动运行功能。
在手动控制模式下,单设备可以单独运行,不影响其她设备运行。
如图4-1所示。
图4-1模式选择流程图1、3手动模式在就地箱手动模式下,可单独调试每个设备的运行,如图4-2所示。
在此模式下,可以通过按钮对加氯系统、电动阀门、曝气机、刮泥机,以及各类泵进行控制。
图4-2手动操作模式流程图1、4自动模式处于自动方式时,系统上电后,按下自动启动确认后系统运行,系统开始工作,其工作过程包括以下几个方面。
PLC检测到传感器状态进行启动如图4-3所示。
图4-3 自动操作模式流程图2自动控制流程在自动控制模式流程图中,调用了各个控制系统的程序,主要包括提升泵、潜水泵程序、加药系统程序、曝气沉砂系统程序、污泥回流泵系统程序。
以及污泥脱水系统程序,以下将分别介绍各个子程序的工作过程。
1提升泵控制流程图2潜水泵程序主要控制潜水泵的运行与停止,其工作过程包括以下几个方面:(1)自动过程开始启动潜水泵。
(2)检测液面高度,低于最低位传感器时,开始定时防止误判。
(3)定时到后,若仍低于最低位传感器,则停止潜水泵运行,否则潜水泵继续运行。
(4)检测液面处于中位与高位传感器之间时,开始定时防止误判。
(5)定时到后,若液面仍持续处于高位传感器,则输出报警信号。
潜水泵工作流程图如图4-5所示。
图4-5潜水泵工作流程图3曝气沉砂系统工作流程图如图4-7所示。
4-7曝气沉砂系统工作流程图4污泥回流系统程序主要控制污泥回流泵的运行与停止,其工作过程包括以下几个方面。
(1)自动过程开始首先检测液面高低,若低于最低位传感器,启动定时。
(2)定时到,若液面仍低于最低位传感器则停止回流泵运行。
自动化控制公司设备运作流程图V1模版.1
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1工业污水处理系统的工作原理
1.1控制系统总体框图
PLC为核心控制器,通过检测操作面板按钮的输入、各类传感器的输入,以及相关模拟量的输入,完成相关设备的运行、停止和调速控制。
3-2电气控制系统框图
1.2工作过程
控制过程可以分为单设备手动控制功能和自动运行功能。
在手动控制模式下,单设备可以单独运行,不影响其他设备运行。
如图4-1所示。
图4-1模式选择流程图
1.3手动模式
在就地箱手动模式下,可单独调试每个设备的运行,如图4-2所示。
在此模式下,可以通过按钮对加氯系统、电动阀门、曝气机、刮泥机,以及各类泵进行控制。
图4-2手动操作模式流程图
1.4自动模式
处于自动方式时,系统上电后,按下自动启动确认后系统运行,系统开始工作,其工作过程包括以下几个方面。
PLC检测到传感器状态进行启动如图4-3所示。
图4-3 自动操作模式流程图
2自动控制流程
在自动控制模式流程图中,调用了各个控制系统的程序,主要包括提升泵、潜水泵程序、加药系统程序、曝气沉砂系统程序、污泥回流泵系统程序。
以及污泥脱水系统程序,以下将分别介绍各个子程序的工作过程。
1提升泵控制流程图
2潜水泵程序主要控制潜水泵的运行和停止,其工作过程包括以下几个方面:(1)自动过程开始启动潜水泵。
(2)检测液面高度,低于最低位传感器时,开始定时防止误判。
(3)定时到后,若仍低于最低位传感器,则停止潜水泵运行,否则潜水泵继续运行。
(4)检测液面处于中位和高位传感器之间时,开始定时防止误判。
(5)定时到后,若液面仍持续处于高位传感器,则输出报警信号。
潜水泵工作流程图如图4-5所示。
图4-5潜水泵工作流程图3曝气沉砂系统工作流程图如图4-7所示。
4-7曝气沉砂系统工作流程图
4污泥回流系统程序主要控制污泥回流泵的运行和停止,其工作过程包括以下几个方面。
(1)自动过程开始首先检测液面高低,若低于最低位传感器,启动定时。
(2)定时到,若液面仍低于最低位传感器则停止回流泵运行。
(3)若液面处于最高位和最低位之间,启动污泥回流泵。
(4)若液面高于最高位传感器时,启动定时。
(5)定时到,若液面仍处于最高位传感器时,输出报警信号。
污泥回流系统工作流程图如图4-8所示。
图4-8污泥回流系统工作流程图
5污泥脱水系统程序主要控制离心式脱水机,启动定时。
(1)自动过程开始首先启动离心式脱水机,启动定时。
(2)定时到,启动聚合物泵,启动定时。
(3)定时到,启动污泥泵和切割机。
污泥脱水系统工作流程图如图4-9所示。
图4-9污泥脱水系统工作流程图
6曝气过程控制工艺
工业污水处理后的水质是否达到排放标准,化学需氧量(COD)是重要的水
质指标。
COD是指在酸性条件下,用强氧化剂将有机物氧化成CO
2、H
2
O所消耗的
氧量。
BOD的测定需费时5天,且测定结果易受多种因素影响,误差较大。
COD 的检测比较精确,但方法繁琐,耗时约2小时。
虽然有COD浓度在线检测仪可以在线检测,但仍存在滞后(30分钟左右),测量结果严重滞后于实际运行时间,不能及时反映实际情况。
另外,COD检测仪的价格也较昂贵,增加了控制系统的成本。
所以有必要找出简单、可行的控制参数。
7氯气投加环节工艺
氯气投加消毒效果的好坏与原水PH值、水温、浊度和接触时间有直接的关系。
人工进行加氯量控制,不仅对操作工人不安全,而且投加量也难以准确控制。
投加量少了,达不到杀菌消毒效果;投加量多了虽杀菌效果得到了保证,但水将呈氯臭味难以饮用,此外管道腐蚀将加剧,生产成本也上升。
近年来,人工加氯逐渐被自动方式取代。
氯气投加系统具有大惯性、大滞后的特点,其过渡过程和纯滞后时间均较长,并且系统的干扰因素较多,对这样一个系统,使用一般的PID调节很难满足控制要求。
为了精确控制投加的氯量,运用模糊自整定PID参数控制器对氯气投加系统进行自动控制。
氯气投加自动控制系统如图4-11所示。
图4-11氯气投加自控原理图
8反冲洗控制工艺。
---精心整理,希望对您有所帮助。