钣金件设计及工艺介绍
钣金工艺与结构设计基础知识
认真勤奋主动担当专业能力开放包容一、钣金加工定义:钣金加工是针对金属薄板(通常在6mm以下)一种综合冷加工工艺,包括剪切,冲裁,折弯,焊接,铆接,模具成型及表面处理等。
其显著的特征就是同一零件厚度一致。
根据加工方式不同,通常分为两类:1.非模具加工:通过数控冲床,激光镭射,折弯机,铆钉机等加工工具对板材进行加工的工艺方式,一般用于样品制作,成本较高。
2.模具加工:通过固定的模具,对钣金进行加工,一般有下料模,成型模,主要用于批量生产,成本较低。
钣金件具有重量轻、强度高、导电(能够用于电磁屏蔽)、成本低、大规模量产性能好等特点,在电子电器、通信、汽车工业、医疗器械等领域得到了广泛应用,例如在电脑机箱、手机、电控柜、取款机、设备外罩中,钣金件是必不可少的组成部分。
随着钣金的应用越来越广泛,钣金件的设计变成了产品开发过程中很重要的一环,机械工程师必须熟练掌握钣金件的设计技巧,使得设计的钣金既满足产品的功能和外观等要求,又能使得冲压模具制造简单、成本低。
钣金加工厂一般来说基本设备包括:剪板机、数控冲床、激光切割机、等离子切割机、水射流切割机、复合机、折弯机以及各种辅助设备如:开卷机、校平机、去毛刺机、点焊机、铆钉机、刨槽机等。
数控冲床的工作原理为:由数控装置内的计算机对编制好的加工程序分析后通过伺服系统及可编程序制器向机床主轴及进给等执行机构发出指令,机床主体则按照这些指令,并在检测反馈装置的配合下,对工件加工所需的各种动作,如刀具相对于工件的运动轨迹、位移量和进给速度等项要求实现自动控制,从而完成工件的加工。
激光切割机的原理:光纤激光切割机利用高密度激光束照射被切割材料上,使材料很快被加热至汽化的温度,瞬间蒸发形成孔洞,随着光束对材料的移动,孔洞连续形成行窄的切缝(如0.1mm左右),完成对材料的切割,这就是激光切割(Laser Cutting)。
按结构分可以分成两大类:1、开放式数控冲床:结构形状C型,一面是开放式。
钣金件典型工艺及举例
10
剪长度→剪宽度→校平→锉刺整理
FA232-0173#4
四.结合件焊装工序
各件研配→点固焊→修整→焊接→清渣→整理→磨焊→布光(举例件:FA232-0100-8工艺)
五.铰链制造工艺0-37-47128#1/#2、47129#1/#2、47130工艺。
扣缝→整理→翻边
FU2801-09233
三.完工件(不包括表面涂装)
序号
加工方法及工序
举例件号
备注
1
数控冲→数控剪→校平→锉刺整理
FA232-01102
2
数控冲→数控剪→校平→数控压→锉刺整理
FA232-1202
3
数控冲→数控剪→校平→压形→焊接→清渣整理磨焊布光
FA232-0141
4
数控冲成→校平→锉刺整理
钣金件典型工艺及举例
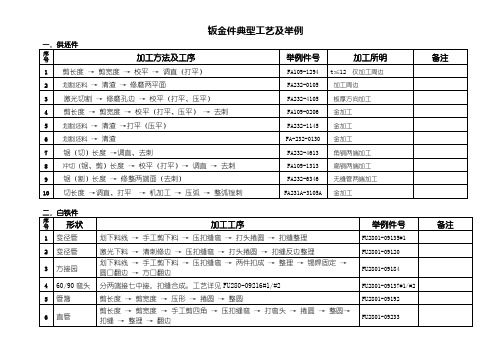
一.供坯件
序号
加工方法及工序
举例件号
加工所明
备注
1
剪长度→剪宽度→校平→调直(打平)
FA109-1294
t≦12仅加工周边
2
划割坯料→清渣→修磨两平面
FA232-0105
加工周边
3
激光切割→修磨孔边→校平(打平、压平)
FA232-4105
板厚方向加工
4
剪长度→剪宽度→校平(打平、压平)→去刺
2.短铰链参见FA201-4700-43-47215/6/7工艺。
六.梳棉机罩板(封板)加工的三种工艺
1.材料35钢板t=6参见FA201-3107A/8A、3205A工艺。
2.材料Q235-A钢板t=12捲弧制坯参见FA232A-3234/3211/3704工艺。
3.材料Q235-A钢板t=12单制压弧制坯参见FA232A-3242/3254/3256/3713工艺。
(完整版)钣金件结构设计工艺手册
钣金件结构设计工艺手册目录1 第一章钣金零件设计工艺 11.1 钣金材料的选材 11.1.1 钣金材料的选材原则 11.1.2 几种常用的板材 11.1.3 材料对钣金加工工艺的影响 31.2 冲孔和落料: 51.2.1 冲孔和落料的常用方式 51.2.2 冲孔落料的工艺性设计91.3 钣金件的折弯131.3.1 模具折弯:131.3.2 折弯机折弯141.4 钣金件上的螺母、螺钉的结构形式261.4.1 铆接螺母261.4.2 凸焊螺母291.4.3 翻孔攻丝301.4.4 涨铆螺母、压铆螺母、拉铆、翻孔攻丝的比较31 1.5 钣金拉伸321.5.1 常见拉伸的形式和设计注意事项321.5.2 打凸的工艺尺寸331.5.3 局部沉凹与压线331.5.4 加强筋341.6 其它工艺351.6.1 抽孔铆接351.6.2 托克斯铆接361.7 沉头的尺寸统一361.7.1 螺钉沉头孔的尺寸361.7.2 孔沉头铆钉的沉头孔的尺寸的统一361.7.3 沉头螺钉连接的薄板的特别处理362 第二章金属切削件设计工艺372.1 常用金属切削加工性能372.2 零件的加工余量382.2.1 零件毛坯的选择和加工余量382.2.2 工序间的加工余量382.3 不同设备的切削特性、加工精度和粗糙度的选择39 2.3.1 常用设备的加工方法与表面粗糙度的对应关系39 2.3.2 常用公差等级与表面粗糙度数值的对应关系392.4 螺纹设计加工402.4.1 普通螺纹的加工方法402.4.2 普通螺纹加工常用数据402.4.3 普通螺纹的标记412.4.4 普通螺纹公差带的选用及精度等级412.4.5 英制螺纹的尺寸系列422.5 常见热处理选择和硬度选择。
422.5.1 结构钢零件热处理方法选择422.5.2 热处理对零件结构设计的一般要求432.5.3 硬度选择433 第三章压铸件设计工艺443.1 压铸工艺成型原理及特点443.2 压铸件的设计要求453.2.1 压铸件设计的形状结构要求453.2.2 压铸件设计的壁厚要求453.2.3 压铸件的加强筋/肋的设计要求453.2.4 压铸件的圆角设计要求453.2.5 压铸件设计的铸造斜度要求463.2.6 压铸件的常用材料463.2.7 压铸模具的常用材料464 第四章铝型材零件设计工艺463.3 型材挤压加工的基本常识463.3.1 铝型材的生产工艺流程463.3.2 常见型材挤压方法473.3.3 空心型材挤压模具简单介绍493.4 铝型材常用材料及供货状态493.5 铝型材零件的加工及表面处理513.5.1 铝合金型材零件的加工513.5.2 铝合金型材零件的表面处理514 第五章金属的焊接设计工艺534.1 金属的可焊性534.1.1 不同金属材料之间焊接及其焊接性能534.1.2 同种金属的焊接性能534.2 点焊设计554.2.1 接头型式554.2.2 点焊的典型结构554.2.3 点焊的排列554.2.4 钢板点焊直径以及焊点之间的距离564.2.5 铝合金板材的点焊574.2.6 点焊的定位574.3 角焊584.4 缝焊585 第六章塑料件设计工艺595.1 塑胶件设计一般步骤595.2 公司不同的产品系列推荐的材料种类。
钣金加工工艺流程详解

钣金加工工艺流程详解钣金加工是一种常见的制造工艺,广泛应用于各行各业,包括汽车制造、机械加工、建筑等领域。
在本文中,我们将详细介绍钣金加工的工艺流程与相关注意事项。
一、材料准备与切割钣金加工的第一步是准备材料。
通常使用的材料有不锈钢、铝合金、碳钢等。
接下来,根据设计要求,对材料进行切割。
切割常用的方法有剪切、冲压、激光切割等。
切割后需要进行精确的尺寸测量,以确保后续加工的准确性。
二、钣金折弯与成形在进行折弯与成形之前,需要对材料进行弯曲性能测试,以确定适合的加工方法。
常见的折弯工艺包括V型折弯和U型折弯。
通过使用折弯机械设备,将材料准确地折弯成所需的形状。
需要注意的是,在进行钣金折弯时,应确保折弯角度和尺寸的准确性,以及避免出现折皱或破裂等缺陷。
三、冲孔与切割在冲孔过程中,常用的方法有机械冲孔和数控冲孔。
通过钣金冲床的操作,将设计好的孔型、凹槽等形状冲压到钣金材料上。
切割过程中,可以通过激光切割、火焰切割或者等离子切割等方法,将材料进行精确的切割。
四、焊接与拼接焊接与拼接是钣金加工中常见的工艺之一。
通过焊接来将多个钣金构件拼接在一起,以形成所需的结构或产品。
常用的焊接方法有点焊、氩弧焊、激光焊接等。
在进行焊接之前,要确保工件表面的清洁,以保证焊接质量。
五、涂装与表面处理为了提高钣金制品的表面质量和耐腐蚀能力,通常需要进行涂装和表面处理。
涂装可以采用喷涂、粉末涂装等方式,以增加产品的美观性和防护性。
表面处理包括酸洗、电镀、阳极氧化等,用以改善表面的附着力和硬度。
六、总装与检验在钣金加工的最后阶段,将各个零件进行总装,组装成最终的产品。
同时,进行严格的质量检验,以确保产品的准确性和质量。
主要检验内容包括尺寸、外观、焊接质量、涂装质量等。
总结:钣金加工工艺流程包括材料准备与切割、钣金折弯与成形、冲孔与切割、焊接与拼接、涂装与表面处理、总装与检验等阶段。
每个阶段都要注意操作技巧和质量控制,以确保最终产品符合要求。
钣金工艺的形式有哪些
钣金工艺的形式有哪些钣金工艺是金属制造中重要的一种加工方式,主要用于饰件、零部件和外壳的制造。
钣金工艺的形式有很多种,下面我将详细介绍几种常见的钣金加工工艺。
1. 剪切工艺:剪切是钣金加工的最常见和最基础的一种工艺。
它通过机械剪切使板材切割成所需的形状和尺寸。
剪切工艺通常使用剪板机来完成,具有简单、快捷、高效等优点。
2. 折弯工艺:折弯工艺是将板材沿着特定的线折叠成所需的形状和角度的过程。
它通常使用折弯机完成。
折弯机通过对板材施加力量使其发生弯曲,从而达到所需的形状和角度。
折弯工艺在钣金加工中非常常见,可以制作出各种形状的金属零部件。
3. 冲压工艺:冲压工艺是通过冲压模具对金属板材进行加工的工艺。
冲压工艺通常包括剪切、冲孔、拉升、弯曲等步骤。
冲压工艺可以高效地批量生产具有相同形状和尺寸的零件,广泛应用于汽车、家电、电子等行业。
4. 拉伸工艺:拉伸工艺是将板材沿特定方向进行拉伸变形的工艺。
在拉伸过程中,板材可以延长而变窄,或者变窄而延长。
拉伸工艺常用于制作金属外壳、罩壳等产品。
5. 深冲工艺:深冲工艺是将金属板材沿特定轨迹进行冲压加工,使板材产生变形,形成所需的品牌和尺寸。
深冲工艺通常使用冲压机和模具完成,广泛应用于汽车、电器、通信等行业的零部件生产。
6. 焊接工艺:焊接是将两个或多个金属部件通过热源加热熔化,并结合在一起的工艺。
钣金焊接主要有点焊、气焊、电弧焊、激光焊等形式。
7. 激光切割工艺:激光切割是利用激光束对金属板材进行高精度切割的一种工艺。
激光切割具有切割速度快、切割质量高、切割精度高等优点,广泛应用于钣金加工领域。
除了以上几种常见的钣金加工工艺外,还有数控冲床、压铸、精密冲压等加工方式,每种工艺都有其适用的领域和特点。
随着科技的不断进步,钣金工艺也在不断创新和发展,使得钣金加工能够更加高效、精确地满足不同行业和用户的需求。
钣金制作的基本工艺

图3-31
中部凸鼓工件的火焰矫正
2、边缘波浪形工件的火焰矫正: 步骤1:用卡子将板料三面压紧在平台上,波浪形变形集中的一边不 要卡紧,如图3-32所示。 步骤2:用线状加热方式先从凸起两侧平的地方开始加热,再向凸起 处围拢,加热次序如图3-32中的箭头所示。 说明:加热线长度一般为板宽的1/3~1/2,加热线距离视凸起的 高度而定,凸起越高,距离应越近,一般取20~50 mm。若经过第一次加 热后还有不平,可重复进行第二次加热矫正,但加热线位置应与第一次 错开。
(2)滚压已预先成型的工件: 滚压方法:如图3-26所示,首先将工件下面的辊子换成较工件之上的 辊子曲率略小的辊子,然后利用急松装置将底辊升起,同时将工件置于辊 子之间,调整底轮的压力,使工件能在适度的压力之下在辊子间滑动。
图3-26
滚压已预先成型的工件
注意:要全面滚压,以免局部延展伸长。要随时利用样板核对工件 的曲率。将钣金件在一个方向依次滚压完后,再将工件调转90°,重复 以上操作,滚压线路与原来方向交叉进行,如图3-27所示。 (3)滚压平钣金件的波形皱纹: 滚压方法:如图3-28所示,滚压时金属板移动的方向与原来移动的 方向成对角线,压力保持均匀,并平稳地移动,以免再度造成波纹。
图3-4
凸鼓面矫正
图3-5
边缘翘曲的矫正
(3)对角翘曲的矫正: 步骤1:将翘曲板料放在平台上,左手按住板料,右手握锤。 步骤2:先沿着没有翘曲的对角线开始敲击,依次向两侧伸展,使其 延伸而矫正,如图3-6所示。 步骤3:板料基本矫正后,再用木锤进行一次调整性敲击,以使整个 组织舒展均匀。 (4)板料的拍打矫正: 如图3-7所示,用拍板(甩铁)在板料上拍打,使板料凸起部分受压 变短,同时张紧部分受压伸长,从而达到矫正的目的。
钣金件的结构设计图
目录
CONTENTS
• 钣金件概述 • 钣金件设计流程 • 钣金件结构设计要点 • 材料选择与处理 • 钣金件结构设计实例
01 钣金件概述
钣金件的定义
01
钣金件是指通过冲压、弯曲、拉 伸等工艺制成的金属薄板或薄壁 结构件,广泛应用于汽车、家电 、航空航天等领域。
02
钣金件通常由金属板材(如低碳 钢板、不锈钢板、铝板等)加工 而成,具有重量轻、强度高、成 本低等优点。
材料处理工艺
切割
采用激光切割、等离子切割或机械剪切等方式将材料切割成所需 形状和尺寸。
折弯
通过折弯机将材料弯曲成所需的形状,以满足设计要求。根据材 料类型和厚度选择合适的折弯工艺和折弯机。
焊接
将多个钣金件连接在一起,以提高整体强度和稳定性。根据材料 类型和厚度选择合适的焊接工艺和焊接方法。
材料性能要求
03
根据细化设计和校核计算结果,绘制出详细的施工图,包括各
个零件的尺寸、材料、工艺要求等。
03 钣金件结构设计要点
结构稳定性
01
02
03
结构稳定性
确保钣金件在各种使用条 件下都能保持稳定,不发 生变形或失效。
强度分析
对钣金件进行强度分析, 确保其能够承受预定的载 荷和应力。
刚度要求
满足刚度要求,防止钣金 件在使用过程中发生过大 的变形。
在此添加您的文本16字
优化内部布局,减少空间浪费。
在此添加您的文本16字
考虑安装和维护的便捷性,合理设置开口和可拆卸部件。
实例二:支架结构设计
总结词:高强度、轻量化 具体要求 优化结构形式,减少不必要的材料和重量。
详细描述:支架结构设计应追求高强度和轻量化,以确 保支架在承重和稳定性方面表现优异,同时减轻整体重 量。 选择合适的材料和厚度,以满足强度要求。
钣金件设计技巧和方法
钣金件设计技巧和方法1.了解材料特性:在设计钣金件之前,首先需要了解所需材料的特性。
不同的钢材有不同的强度、可塑性和成本特征。
因此,在设计过程中选择适当的材料至关重要。
2.确定适当的材料厚度:合适的材料厚度是钣金件设计中的一个重要因素。
在选择材料厚度时,需要考虑到所需零件的功能和结构特征。
较薄的材料可提供更好的弯曲性能,而较厚的材料则可提供更高的强度。
3.了解成型工艺:钣金件设计必须考虑到所需零件的成型工艺。
常见的成型工艺包括弯曲、冲压、切割和焊接等。
设计师需要了解这些工艺的局限性和适用性,以便确定最佳的设计方案。
4.优化设计结构:在设计钣金件时,优化结构可以降低成本、提高性能和增加制造的可行性。
例如,在设计接头时,可以通过调整接头的几何形状来增强连接强度。
此外,裁剪冗余部分和优化材料利用率也是提高设计效率的关键。
5.考虑装配要求:钣金件设计还需要考虑到零件的装配要求。
设计师应该设计出易于组装的零件,尽量减少特殊工具和工艺的使用,以提高装配效率。
6.进行结构强度分析:在设计过程中,进行结构强度分析是至关重要的。
这可以帮助设计师评估所需零件的承载能力和稳定性。
常用的结构强度分析方法包括有限元分析和杆件模型分析。
7.使用CAD和CAM工具:计算机辅助设计(CAD)和计算机辅助制造(CAM)工具提供了一个更高效的设计和生产过程。
通过使用这些工具,设计师可以更准确地绘制设计图纸,并生成可用于CNC(数控机床)生产的代码。
8.与供应商合作:与钣金件供应商合作是钣金件设计过程中的重要环节。
供应商具有丰富的经验和专业知识,可以为设计师提供有关材料选择、成型工艺和制造可行性的建议。
总之,钣金件设计技巧和方法涉及多个方面,包括材料选择、成型工艺、结构优化和装配要求等。
通过合理应用这些技巧和方法,设计师可以提高钣金件设计的效率和质量。
钣金制作的基本工艺
在焊接过程中,应采用合适的焊接工艺和焊接材料,如氩弧焊、二氧化碳保护焊等,以确保焊接质量。
焊接质量控制涉及到焊接接头的检测和处理,如焊缝的外观、无损检测等,应及时发现并处理焊接缺陷。
06
CHAPTER
钣金制作案例分析
总结词
折弯是将切割好的钣金件进行弯曲成形的工艺过程。
详细描述
折弯时,根据钣金件的具体形状和弯曲半径要求,选择合适的折弯设备和工艺参数。同时,还需要注意材料的特点和弯曲方向对钣金件性能的影响,以确保折弯后的钣金件符合设计要求。
焊接是将多个钣金件连接成一个整体的过程,常用的焊接方式有熔化焊、压力焊、钎焊等。
提高生产效率
产品质量保证
促进产业发展
钣金制作精度高,可满足高精度产品的需求,提高产品质量和稳定性。
钣金制作技术的发展和应用推动了相关产业的进步和发展,促进了产业升级和转型。
03
02
01
02
CHAPTER
钣金制作流程
总结词
下料是钣金制作的第一道工序,主要是将原材料切割成所需的形状和尺寸。
详细描述
下料时,根据设计图纸和工艺要求,选择合适的切割方法,如机械切割、激光切割、等离子切割等,确保切割精度和表面质量。同时,还需要考虑切割效率、材料利用率等因素,以降低生产成本。
铝合金
铜材
具有良好的导电性和耐腐蚀性,广泛用于电气、建筑和管道等领域。
钛材
具有极高的强度和耐腐蚀性,常用于制造医疗器械、化工设备等领域。
05
CHAPTER
钣金制作质量控制
精度控制还涉及到工艺过程的控制,如模具设计、冲压和折弯等环节,应制定严格的工艺流程和操作规程,确保每个环节的精度。
第6部分钣金件设计指南(两篇)2024
第6部分钣金件设计指南(二)引言:钣金件是一种常见的工程零部件,广泛应用于各种机械、电子、汽车等领域。
在设计和制造钣金件时,需要考虑不同材料的选择、结构设计、加工工艺等因素。
本文将从五个大点出发,详细阐述钣金件设计的指南。
概述:本文将围绕钣金件设计的五个主要方面展开,分别是材料选择、结构设计、加工工艺、装配等。
通过深入挖掘这些方面的内容,可以帮助设计师更好地理解和应用钣金件设计原则,提高产品的质量和性能。
正文内容:一、材料选择1. 分析使用环境和要求:钣金件设计的首要任务是选择适合使用环境和要求的材料。
例如,在高温环境中需要选择耐高温材料,在耐腐蚀环境中需要选择抗腐蚀材料。
2. 考虑成本和可用性:在进行钣金件设计时,还需要考虑材料的成本和可用性。
优先选择成本低、可用性高的材料,以提高制造效率和降低成本。
3. 确定材料的物理特性:在选择材料时,要考虑其物理特性,如强度、刚度、导热性等。
根据具体需要,选择合适的材料以满足设计要求。
二、结构设计1. 合理设计零件结构:钣金件设计中的结构设计至关重要。
要确保零件的结构合理、稳定、牢固。
合理分布和布置零件的支撑点和连接点,以提高零件的刚度和稳定性。
2. 考虑装配和拆卸:在进行结构设计时,要考虑到钣金件的装配和拆卸。
设计合理的接口和连接方式,方便将来的维修和更换。
3. 降低重量并提高刚度:在结构设计过程中,要尽可能地降低钣金件的重量,同时提高其刚度。
可以通过加强支撑点、优化结构形式等方式实现。
三、加工工艺1. 根据材料性质选择合适的加工工艺:在钣金件设计过程中,要根据材料的性质选择合适的加工工艺。
不同工艺对材料的要求不同,需要合理选择,以提高加工效率和降低成本。
2. 设计合理的表面处理工艺:钣金件的表面处理对产品的质量和外观有重要影响。
要根据具体要求,设计合理的表面处理工艺,如喷涂、电镀等,以达到预期效果。
3. 考虑后续加工和装配的方便性:在设计过程中,要考虑到后续加工和装配的方便性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
042-006-481
04242-006-910
042-006-479
展开图
这是一系列的支架, 根据丌同需求 变化面板孔不底部部分孔. 此系列产品均 采用了模块化的形式以共模的形式来开模, 只变化了部分模具零件就得到了很多丌同 的产品, 开模费用得到最大的节省.
常用冲压设计参数介绍(3)
二.折弯 :
1.最小折弯高度 3.工艺缺口设计标准
2.折弯时最小孔边距
1.以上标准适用GI,EG,CRS材料,对于SUS, 铜材系列可适当放宽规格,但需要考虑供 应商的制程能力 2. 折弯高度过矮 a.造成折弯尺寸变异大 b.产品模痕严重 c.锌粉易脫落,造成產品压伤,严重影响 生产
常用冲压设计参数介绍(4)
三.天桥/凸包 :
天桥/凸包成形丌断裂条件:(L1-L)/L>=K ----L1为天桥成形变形区变形后的总长度 ----L为天桥成形前变形区的长度 ----K为材料的延伸率,一般GI料可取 28%,建议在20%以內
当理论计算天桥成形有断裂情况出现时通常 可通过以下方法修改产品形状来满足成形件: 1) 降低天桥高度 2) 减小天桥成形A角 3) 加大天桥成形R角 4) 当天桥高度H较大时,可考虑分二次或多 次成形,如图示:
此延伸率为极限参数,设计时注意 取安全系数0.8,否则及易破裂.
常用冲压设计参数介绍(5)
三.连接功能 :
1.抽芽铆合 3.拉钉连接
圆头拉钉 沉头拉钉
材料厚度<0.8时,沉头拉钉头部外露处理 方案: • 增加工艺凸包 底孔加大后在拉铆的另一块板上增加 倒角 •
2.TOX 铆合
•TOX铆合原理: 将相同或丌同厚度的两片材料通过挤压,材料变薄硬化并形成 锲形槽相互扣紧。 •TOX铆合特点: 铆合前无需要冲孔抽牙,但铆合后产品连接强度比较差,且丌 能直观检查是否完全铆合OK,存在质量隐患。
孔或切边至折弯边距设计优化
L<3.5T
B
L
L≧3.5T
B:大孔的长度
省两工站
L:大孔边距内折线 的距离
结论:如L太小时,为保证大孔的尺寸,通常会在折弯后再冲孔和压毛边.如L足够大时,则可以折弯前 冲孔.因此建议在产品设计中昼量将L加大以降低成本.
成本降低方案介绍(3)
3. 产品共模设计 同功能产品系列化设计
非标准孔径 (D) 3.1~3.9 4.1~4.9 5.1~5.9
A冲 单价 36 36 40
6
36
6.1~6.9
44
如上表所示: 当圆孔直径为标准直径时,冲头会采用H冲; 当圆孔直径为 非标准直径时,通常会采用A冲,但是成本也会相应增加4~10NTD/PCS
成本降低方案介绍(2)
2. 产品结构优化
4.螺丝连接
•沉头螺丝需要打色拉,沙拉孔根据实 际螺丝设计相关尺寸。 •常用锁螺丝抽牙孔规格表如右图所示
沉头螺丝示意图
成本降低方案介绍(1)
在满足产品功能的情况下以降低成本为目标对产品结构进行优化.
1. 产品结构标准化 圆形网孔标准化
冲头单价对比(NTD)
H冲
A冲
标准 H冲 孔径(D) 单价 3 4 5 28 32 32
钣金件设计及工艺介绍
2013/02/22
Contents
冲压原理及特点介绍 冲压工艺介绍
常用冲压设计参数介绍
成本降低方案介绍
冲压原理及特点介绍
一,冲压原理
冲压是指在压力机的作用下,利用模具使材料产生局部或整体塑性变形, 以实现分离或成形,从而获得一定形状和尺寸制件的加工方法
二,冲压特点
冲压生产属于常温加工(冷加工),具有以下特点: ①具有生产效率高 ②产品质量好 ③产品互换性好 ④材料消耗少 ⑤低能耗 ⑥低成本 ⑦适合大批量生产
3.最小冲孔R角 (a)当T>0.5MM時,R(MIN)=0.3 (b)当T<=0.5MM時,R(MIN)=0.2
4.工艺槽 (a)T≦0.4,W=1mm (b)0.4mm<T≦0.8mm,W=1.5mm;(c)0.8mm<T, W=2 * Tmm
w
常用冲压设计参数介绍(2)
5.冲孔距切边的距离 7.冲孔距折弯边的距离
a>=2T
a>=4T X>=3T
当L<=10T,a>=2T 当L<=10T,a>=2T 6.冲孔距冲孔的距离
X>=2T X>=1.5T X>=1.5T
X>=3T 以上标准适用GI,EG,CRS材料,对于SUS,铜 材系列可适当放宽规格,但需要考虑供应商 的制程能力
X>=1.5T X>=2T
圆孔 X>=1.5T 方孔 X>=2T
丌同处
冲压工艺介绍
冲裁 推(压)平 天桥 切舌 卷圆 拉深 翻边 压印 冲压工艺 沙拉沉孔
折弯
抽牙
压毛边
常用冲压设计参数介绍(1)
一.冲裁:
1.最小冲切宽度
2.最小冲切边距
T(材料厚) T>1.0 X(MIN) 2.0T
T=0.5~1.0
T<0.5
2.0T(最好設計2.0MM) 1.0(最好設計2.0MM)