结构设计工艺手册(钣金件结构工艺设计)
钣金件结构设计工艺手册
钣金件结构设计工艺手册目录1第一章钣金零件设计工艺 11.1钣金材料的选材11.1.1钣金材料的选材原则11.1.2几种常用的板材11.1.3材料对钣金加工工艺的影响 31.2冲孔和落料:51.2.1冲孔和落料的常用方式51.2.2冲孔落料的工艺性设计91.3钣金件的折弯131.3.1模具折弯:131.3.2折弯机折弯141.4钣金件上的螺母、螺钉的结构形式261.4.1铆接螺母261.4.2凸焊螺母291.4.3翻孔攻丝301.4.4涨铆螺母、压铆螺母、拉铆、翻孔攻丝的比较31 1.5钣金拉伸321.5.1常见拉伸的形式和设计注意事项321.5.2打凸的工艺尺寸331.5.3局部沉凹与压线331.5.4加强筋341.6其它工艺351.6.1抽孔铆接351.6.2托克斯铆接361.7沉头的尺寸统一361.7.1螺钉沉头孔的尺寸361.7.2孔沉头铆钉的沉头孔的尺寸的统一361.7.3沉头螺钉连接的薄板的特别处理362第二章金属切削件设计工艺372.1常用金属切削加工性能372.2零件的加工余量382.2.1零件毛坯的选择和加工余量382.2.2工序间的加工余量382.3不同设备的切削特性、加工精度和粗糙度的选择39 2.3.1常用设备的加工方法与表面粗糙度的对应关系39 2.3.2常用公差等级与表面粗糙度数值的对应关系39 2.4螺纹设计加工402.4.1普通螺纹的加工方法402.4.2普通螺纹加工常用数据402.4.3普通螺纹的标记412.4.4普通螺纹公差带的选用及精度等级412.4.5英制螺纹的尺寸系列422.5常见热处理选择和硬度选择。
422.5.1结构钢零件热处理方法选择422.5.2热处理对零件结构设计的一般要求432.5.3硬度选择433第三章压铸件设计工艺443.1压铸工艺成型原理及特点443.2压铸件的设计要求453.2.1压铸件设计的形状结构要求453.2.2压铸件设计的壁厚要求453.2.3压铸件的加强筋/肋的设计要求453.2.4压铸件的圆角设计要求453.2.5压铸件设计的铸造斜度要求463.2.6压铸件的常用材料463.2.7压铸模具的常用材料464 第四章铝型材零件设计工艺463.3型材挤压加工的基本常识463.3.1铝型材的生产工艺流程463.3.2常见型材挤压方法473.3.3空心型材挤压模具简单介绍493.4铝型材常用材料及供货状态493.5铝型材零件的加工及表面处理513.5.1铝合金型材零件的加工513.5.2铝合金型材零件的表面处理514第五章金属的焊接设计工艺534.1金属的可焊性534.1.1不同金属材料之间焊接及其焊接性能534.1.2同种金属的焊接性能534.2点焊设计554.2.1接头型式554.2.2点焊的典型结构554.2.3点焊的排列554.2.4钢板点焊直径以及焊点之间的距离564.2.5铝合金板材的点焊574.2.6点焊的定位574.3角焊584.4缝焊585第六章塑料件设计工艺595.1塑胶件设计一般步骤595.2公司不同的产品系列推荐的材料种类。
(完整版)钣金件结构设计工艺手册
钣金件结构设计工艺手册目录1 第一章钣金零件设计工艺 11.1 钣金材料的选材 11.1.1 钣金材料的选材原则 11.1.2 几种常用的板材 11.1.3 材料对钣金加工工艺的影响 31.2 冲孔和落料: 51.2.1 冲孔和落料的常用方式 51.2.2 冲孔落料的工艺性设计91.3 钣金件的折弯131.3.1 模具折弯:131.3.2 折弯机折弯141.4 钣金件上的螺母、螺钉的结构形式261.4.1 铆接螺母261.4.2 凸焊螺母291.4.3 翻孔攻丝301.4.4 涨铆螺母、压铆螺母、拉铆、翻孔攻丝的比较31 1.5 钣金拉伸321.5.1 常见拉伸的形式和设计注意事项321.5.2 打凸的工艺尺寸331.5.3 局部沉凹与压线331.5.4 加强筋341.6 其它工艺351.6.1 抽孔铆接351.6.2 托克斯铆接361.7 沉头的尺寸统一361.7.1 螺钉沉头孔的尺寸361.7.2 孔沉头铆钉的沉头孔的尺寸的统一361.7.3 沉头螺钉连接的薄板的特别处理362 第二章金属切削件设计工艺372.1 常用金属切削加工性能372.2 零件的加工余量382.2.1 零件毛坯的选择和加工余量382.2.2 工序间的加工余量382.3 不同设备的切削特性、加工精度和粗糙度的选择39 2.3.1 常用设备的加工方法与表面粗糙度的对应关系39 2.3.2 常用公差等级与表面粗糙度数值的对应关系392.4 螺纹设计加工402.4.1 普通螺纹的加工方法402.4.2 普通螺纹加工常用数据402.4.3 普通螺纹的标记412.4.4 普通螺纹公差带的选用及精度等级412.4.5 英制螺纹的尺寸系列422.5 常见热处理选择和硬度选择。
422.5.1 结构钢零件热处理方法选择422.5.2 热处理对零件结构设计的一般要求432.5.3 硬度选择433 第三章压铸件设计工艺443.1 压铸工艺成型原理及特点443.2 压铸件的设计要求453.2.1 压铸件设计的形状结构要求453.2.2 压铸件设计的壁厚要求453.2.3 压铸件的加强筋/肋的设计要求453.2.4 压铸件的圆角设计要求453.2.5 压铸件设计的铸造斜度要求463.2.6 压铸件的常用材料463.2.7 压铸模具的常用材料464 第四章铝型材零件设计工艺463.3 型材挤压加工的基本常识463.3.1 铝型材的生产工艺流程463.3.2 常见型材挤压方法473.3.3 空心型材挤压模具简单介绍493.4 铝型材常用材料及供货状态493.5 铝型材零件的加工及表面处理513.5.1 铝合金型材零件的加工513.5.2 铝合金型材零件的表面处理514 第五章金属的焊接设计工艺534.1 金属的可焊性534.1.1 不同金属材料之间焊接及其焊接性能534.1.2 同种金属的焊接性能534.2 点焊设计554.2.1 接头型式554.2.2 点焊的典型结构554.2.3 点焊的排列554.2.4 钢板点焊直径以及焊点之间的距离564.2.5 铝合金板材的点焊574.2.6 点焊的定位574.3 角焊584.4 缝焊585 第六章塑料件设计工艺595.1 塑胶件设计一般步骤595.2 公司不同的产品系列推荐的材料种类。
(完整版)钣金工艺规范及折弯及模具手册
钣金工艺规范及折弯机模具手册1简介1.1钣金所用材料常用材料有:冷轧板SPCC、热轧板SPHC、电解板SECC、普通铝板及铝合金板AL1050、AL5052-H32,不锈钢板SUS304、覆铝锌钢板.1.2典型钣金件加工流程图面展开---编程---下料(剪、冲、割)----冲网孔----校平----拉丝----冲凸包----压铆----折弯-----焊接----立体拉丝----表处----组装2下料2.1数冲是用数控冲床加工,板材厚度加工范围为:冷扎板、热扎板小于或等于3.0mm;铝板小于或等于4.0mm;不锈钢小于2.0mm。
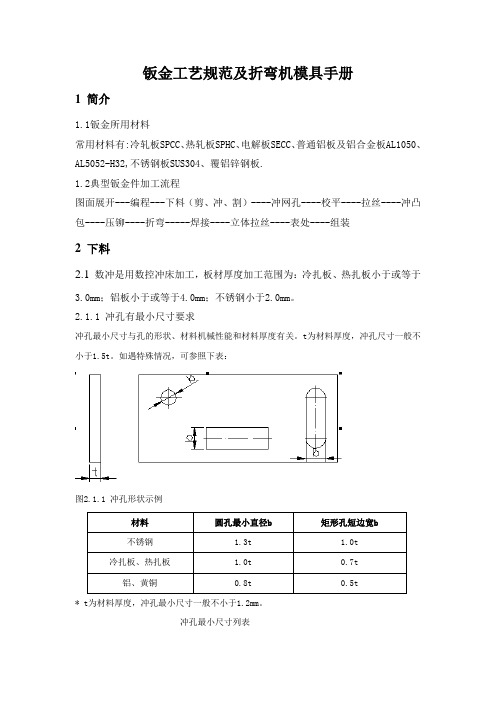
2.1.1 冲孔有最小尺寸要求冲孔最小尺寸与孔的形状、材料机械性能和材料厚度有关。
t为材料厚度,冲孔尺寸一般不小于1.5t。
如遇特殊情况,可参照下表:图2.1.1 冲孔形状示例* t为材料厚度,冲孔最小尺寸一般不小于1.2mm。
冲孔最小尺寸列表2.1.2 数冲的孔间距与孔边距零件的冲孔边缘离外形的最小距离随零件与孔的形状不同有一定的限制,见图2.1.2。
当冲应不小于1.5t。
2.1.3 折弯件及拉深件不可选用数冲下料,可选用二次激光切割。
2.1.4 螺钉、螺栓的过孔和沉头座螺钉、螺栓过孔和沉头座的结构尺寸按下表选取取。
对于沉头螺钉的沉头座,如果板材太薄难以同时保证过孔d2和沉孔D,应优先保证过孔d2。
用于螺钉、螺栓的过孔*要求钣材厚度t≥h。
用于沉头螺钉的沉头座及过孔*要求钣材厚度t≥h。
用于沉头铆钉的沉头座及过孔激光切割是用激光机飞行切割加工,板材厚度加工范围为冷扎板、热扎板小于或等于8.0mm;不锈钢小于或等于4.0mm ;铝板小于等于5.0mm。
其优点是加工板材厚度大,切割工件外形速度快,加工灵活.缺点是会产生热变型,网孔件不宜用此方式加工,加工成本高!折弯折弯件的最小弯曲半径材料弯曲时,其圆角区上,外层收到拉伸,内层则受到压缩。
当材料厚度一定时,内r越小,材料的拉伸和压缩就越严重;当外层圆角的拉伸应力超过材料的极限强度时,就会产生裂缝和折断,因此,弯曲零件的结构设计,应避免过小的弯曲圆角半径。
钣金件设计导则 (3)

钣金件设计导则钣金件的工艺性一、冲裁件的工艺性(一)冲裁件的结构工艺性:(1)冲裁件的形状应力求简单、对称,有利于材料的合理利用。
(2)冲裁件内形和外形的转角处,要尽量避免尖角,应以圆弧过渡,以便于模具加工,减少热处理开裂,减少冲裁处崩刃和过快磨损。
圆角半径R的最小值参照表一选取。
(3)尽量避免冲裁件上过长的凸出悬臂和凹槽,悬臂和凹槽宽度也不宜过小,其许可值见上图一。
(4)冲裁件的最小孔边距:为避免工件变形,孔边距c不能过小,取许可值见图一。
(5)在弯曲件或拉伸件上冲孔时,孔边与直壁之间应保持一定距离L,以免冲孔时凸模受水平推力而折断,见图一。
(6)冲孔时,因受凸模强度的限制,孔的尺寸不应太小。
用无导向凸模和有凸模导向的凸模所能冲制的最小孔径,分别见表二和表三。
(7)切角度槽时,因凸模强度限制。
角度应>15°,否则工艺孔太大影响冲件质量。
如图二:图二(二)冲裁件的精度和断面粗糙度(1)冲裁件的经济公差等级不高于IT11级,一般要求落料公差等级最好低于IT10级,冲孔件最好低于IT9级。
冲裁得到的公差列于表三、表四。
如果工件要求的公差值小于表值,冲裁后需经整修工序或采用精密冲裁,其冲裁成本将以成倍上升。
(2)冲裁件的断面粗糙度与材料塑性、材料厚度、冲裁模间隙、刃口锐钝以及冲模结构等有关。
当冲裁厚度为2mm以下的金属板材时,其断面粗糙度Ra一般可达12.5~3.2μm。
二、弯曲件的工艺性(一)弯曲件的精度弯曲件的精度受坯料定位、偏移、翘曲和回弹等多因素的影响。
弯曲的工序数目越多,精度也越低。
所以,弯曲件的精度要合理。
表六和表七分别为弯曲件的长度尺寸和角度的自由公差。
(二)弯曲件的结构工艺性(1)弯曲半径弯曲件的弯曲半径不宜小于最小弯曲半径,也不宜过大,因为过大时,受到回弹的影响,弯曲角度与弯曲半径的精度都不易保证。
表八为最小弯曲半径数值。
(2)弯曲件的形状弯曲件形状力求对称,弯曲半径左右一致,弯曲件坯件不易滑动而造成偏移,见图三。
(完整版)钣金设计手册
1 引言薄板指板厚和其长宽相比小得多的钢板。
它的横向抗弯能力差,不宜用于受横向弯曲载荷作用的场合。
薄板就其材料而言是金属,但因其特殊的几何形状厚度很小,所以薄板构件的加工工艺有其特殊性。
和薄板构件有关的加工工艺有三类:(1)下料:它包括剪切和冲裁。
(2) 成形:它包括弯曲、折叠、卷边和深拉。
(3) 连接:它包括焊接、粘接等。
薄板构件的结构设计主要应考虑加工工艺的要求和特点。
此外,要注意构件的批量大小。
薄板构件之所以被广泛采用是因为薄板有下列优点:(1)易变形,这样可用简单的加工工艺制造多种形式的构件。
(2)薄板构件重量轻。
(3)加工量小,由于薄板表面质量高,厚度方向尺寸公差小,板面不需加工。
(4)易于裁剪、焊接,可制造大而复杂的构件。
(5)形状规范,便于自动加工。
2 结构设计准则在设计产品零件时,必须考虑到容易制造的问题。
尽量想一些方法既能使加工容易,又能使材料节约,还能使强度增加,又不出废品。
为此设计人员应该注意以下制造方面事项。
钣金件的工艺性是指零件在冲切、弯曲、拉伸加工中的难易程度。
良好的工艺应保证材料消耗少,工序数目少,模具结构简单,使用寿命高,产品质量稳定。
在一般情况下,对钣金件工艺性影响最大的是材料的性能、零件的几何形状、尺寸和精度要求。
如何在薄板构件结构设计时充分考虑加工工艺的要求和特点,这里推荐几条设计准则。
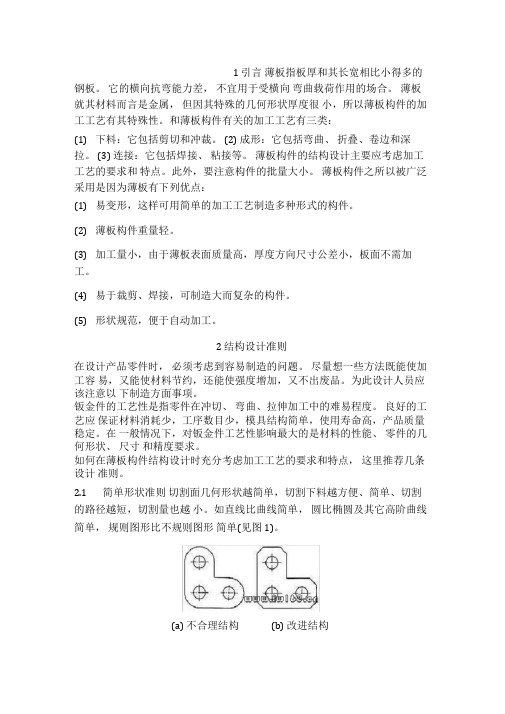
2.1简单形状准则切割面几何形状越简单,切割下料越方便、简单、切割的路径越短,切割量也越小。
如直线比曲线简单,圆比椭圆及其它高阶曲线简单,规则图形比不规则图形简单(见图1)。
(a) 不合理结构(b) 改进结构图1图 2a 的结构只有在批量大时方有意义,否则冲裁时,切割麻烦,生产时,宜用图 b 所示结构(a) 不合理结构 (b) 改进结构图22.2 节省原料准则(冲切件的构型准则) 节省原材料意味着减少制造成本。
零碎的下角料常作废料处理, 的设计中,要尽量减少下脚料。
冲切弃料最少以减少料的浪费。
车身钣金结构设计规范
XXXXXX有限公司车身钣金结构设计规范编制:校对:审核:批准:2016-09-15发布 2016-09-15实施XXXXXX有限公司发布前言为了使本公司白车身结构设计满足冲压、装配、焊接、涂装等工艺要求,并且车身结构要满足强度、刚度、密封等需要,特参考国内外各种白车身结构及各种工艺要求,结合本公司已经开发车型的经验,编制此规范,使本公司设计人员在白车身结构设计过程中,尽可能避免因经验不足造成设计缺陷或错误、最大限度地提高设计成功率以减少不必要的返工、节约开发成本及制造成本、并便于技术交流、提高白车身结构设计的质量。
一、冲压件设计规范1.孔1.1钣金上的冲孔设计要与钣金冲压方向一致。
1.2孔的公差表示方法1.3过线孔1.3.1过线孔翻边1.3.1.1过线孔翻边至少要3mm高。
此翻边对钣金起加强作用,防止在安装过程中产生变形,从而影响此孔的密封性。
1.3.1.2如果通过过线孔的零件是面积≤6的固体,或者钣金足够厚,使其在不借助翻边时也能够承受住过线孔安装时的压力,那么此过线孔可以不翻边。
1.3.2过线孔所在平面尺寸1.3.2.1过线孔为圆孔(半径设为Rmm)时,孔周圈的平面半径应为(R+6)mm1.3.2.2过线孔为方孔时,孔周边的平面尺寸应比孔各边尺寸大6mm。
1.4法兰孔1.4.11.5排水孔1.5.1排水孔设计在车身内部空腔的最低处,其直径一般为6.5mm。
1.5.2对于车身内部加固的防撞梁,应同样在其空腔的最低处布置排水孔。
1.5.3在车身结构件的空腔及凹陷处必须布置排水孔。
1.6空调管路过孔1.7螺栓过孔1.8管道贯通孔2.圆角2.1对于在同一个件上喷涂两种不同颜色的零件,要设计分界特征,并且最小特征圆角为1.5mm。
3.边3.1密封边3.1.1行李箱下端3.1.1.1.为了使水排出止口,如图所示需要留出3.0mm的间隙。
3.1.1.2安装用止口应该具备恒定的高度和厚度(用于弯角的凸缘除外)。
钣金结构设计工艺手册
钣金结构设计工艺手册一、引言钣金是一种常用的金属加工工艺,广泛应用于装配、修理和制造各种金属构件。
钣金结构设计工艺手册旨在提供一份完整的设计指南,帮助工程师和技术人员了解和掌握钣金结构设计的基本原则、工艺流程和注意事项。
二、基本原则1.材料选择:钣金常用的材料有冷轧钢板、不锈钢、铝合金等。
在选择材料时,需要考虑结构的功能要求、成本、加工性能和使用环境等因素。
2.结构设计:钣金结构设计要符合工作负载要求,并考虑结构的刚度、强度和稳定性。
另外,还需要考虑制造的可行性和经济性。
3.加工工艺:钣金加工包括切割、折弯、冲孔、焊接和表面处理等环节。
在设计时,需要综合考虑这些工艺的可行性和工艺性能。
三、工艺流程1.设计图纸:根据结构需求,绘制钣金结构的设计图纸,包括平面图、剖面图和展开图等。
设计图纸应清晰、准确、完整。
2.材料准备:根据设计要求,选择合适的材料,并进行切割。
切割方法有剪切、激光切割和等离子切割等。
3.折弯:将切割好的材料进行折弯处理,以达到设计要求的角度和形状。
常用的折弯方法有机械折弯和液压折弯。
4.冲孔:根据设计图纸的要求,在材料上进行冲孔处理。
常用的冲孔方式有模具冲孔和数控冲孔。
5.焊接:将钣金结构中的部件进行焊接,确保结构的强度和稳定性。
常用的焊接方式有点焊、氩弧焊和激光焊接等。
6.表面处理:对完成的钣金结构进行表面处理,包括喷涂、电镀、抛光等方法,以增加外观效果和防腐性能。
四、注意事项1.尺寸精度:在设计和加工过程中都需要注意尺寸精度的控制,特别是涉及到焊接和折弯等工艺的步骤。
2.焊接变形:焊接易使结构发生变形,因此需要在设计时预留较大的修正余量,并在焊接过程中采取必要的措施来控制变形。
3.表面处理:根据工作环境和要求,选择合适的表面处理方式,并注意选择与材料相配合的防腐蚀和防护措施。
4.强度与稳定性:设计时需充分考虑结构的强度和稳定性,通过增加加强筋、改变连接方式等方法来提高结构的整体性能。
钣金产品结构设计规范
钣金产品结构设计规范(IATF16949-2016/ISO9001-2015)1.0目的为更进一步地规范公司各产品设计人员对钣金工艺知识的认知和运用,推进设计的标准化,保证所设计产品合理的加工工艺性,特制定本规范。
2.0范围本规范适用于板厚≤6mm的钣金产品的结构设计。
3.0管理职责无4.0内容4.1 钣金材料的选型:4.1.1、选用常见的金属材料,减少材料规格品种;4.1.2、在同一产品中,尽可能的减少材料的品种和板材厚度规格;4.1.3、在保证零件的功能的前提下,尽量选用廉价的材料品种,并降低材料的消耗,降低材料成本;4.1.4、常用的钣金材料见下表:4.2 孔、冲裁结构设计:4.2.1、避免钣金内部、外部尖角4.2.2、间距设计A≥1.5t;B≥t;C≥1.5t;D≥1.5t;孔与弯边的最小距离X≥2t+R在拉深零件上冲孔时,见图 1-13,为了保证孔的形状及位置精度以及模具的强度,其孔壁与零件直壁之间应保持一定距离,即其距离 a1 及 a2 应满足下列要求:a1 ≥R1+0.5t,a2≥R2+0.5t。
式中 R1,R2-圆角半径;t-板料厚度。
4.2.3、冲裁件加工精度注:使用本表数值时所有孔应是一次冲出的。
注:本表适应于落料后才进行冲孔的情况。
4.3钣金折弯结构设计:4.3.1、折弯高度钣金折弯高度至少为钣金厚度的3倍加上2mm,即H≥3t+2。
如果折弯边需要电阻点焊,则折弯高度H≥12mm。
4.3.2、折弯半径折弯半径要大于最小折弯半径,但也不能太大,否则折弯反弹会加大。
4.3.3、折弯强度长而窄的折弯强度低,短而宽的折弯强度高,因此钣金折弯尽量附着在比较长的边上。
4.3.4、弯曲件的工艺孔、工艺槽和工艺缺口①在设计弯曲件时,如果弯曲件须将弯边弯曲到毛坯内边时,一般应事先在落料后加冲工艺孔、工艺槽或工艺缺口如图1-33 所示。
d-工艺孔的直径,d≥t;K-工艺缺口的宽度,K≥t。
②止裂槽或切口:一般情况下,对于一条边的一部分折弯,为了避免撕裂和畸变,应开止裂槽或切口。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.3.2折弯机折弯14
1.4钣金件上的螺母、螺钉的结构形式26
1.4.1铆接螺母26
1.4.2凸焊螺母28
1.4.3翻孔攻丝30
1.4.4涨铆螺母、压铆螺母、拉铆、翻孔攻丝的比较31
1.5钣金拉伸31
1.5.1常见拉伸的形式和设计注意事项31
1.5.2打凸的工艺尺寸32
1.5.3局部沉凹与压线33
参考标准和书籍:
Q/ZX 04.101.1-2000
《结构设计规范-文档要求》;
Q/ZX 04.101.2-2003A
《结构设计规范
颜色要求》
Q/ZX 04.101.4-2003
Q/ZX 04.101.6-2000
Q/ZX 04.101.8-2002
Q/ZX 04.101.10-203
Q/ZX Z 04.400-2005
管理成本;插箱的钣金导轨、拉伸凸台等设计,品率较高、 无法丝印等问题;有些钣金零件的 点焊完
全可以适当增加定位,不增加成本也不影响美观,实际上大部分设计是靠生产的工装定位, 不仅麻烦、效率低,精度也不好;很多可以避免焊接的钣金零件,往往设计成角焊的结构形 式,焊接和打磨都非常麻烦,不仅效率较低,而且外观质量也经常得不到保证,等等。长期 以来,这些相同的问题不断地重复发生, 无论对产品质量还是产品的生产和进度, 都会产生
243普通螺纹的标记40
244普通螺纹公差带的选用及精度等级40
245英制螺纹的尺寸系列41
2.5常见热处理选择和硬度选择。41
不良的影响。
编写这本《结构设计工艺手册》 目的,就是为了方便工程师在结构设计时查阅一些常用 的、关键的数据,更好地保证工程师设计出的零件有较好的加工工艺性,统一结构要素,减 少不必要的开模,加快加工进度,降低加工成本,提高产品质量。编写这本手册的同时,对
《钣金模具手册》标准进行了彻底的改编,对一些典型的结构形状进行了优化和系列化, 减 少了品种,并在intralink库里对相关的模具建模, 不仅方便设计人员进行结构设计, 对模 具的统一,也会起到较好的效果。
1.5.4加强筋33
1.6其它工艺34
1.6.1抽孔铆接34
1.6.2托克斯铆接35
1.7沉头的尺寸统一35
1.7.1螺钉沉头孔的尺寸35
1.7.2孔沉头铆钉的沉头孔的尺寸的统一36
1.7.3沉头螺钉连接的薄板的特别处理36
2第二章金属切削件设计工艺36
2.1常用金属切削加工性能36
2.2零件的加工余量37
《焊接工艺人员手册》
《表面工程手册》
《机械设计手册》
《电子设备设计手册》
机械工业出版社 上海科学技术出版社
机械工业出版社
化学工业出版社
电子工业出版社
《结构工艺基本设计手册》(试用稿)
《工艺结构设计手册》(数冲、激光、数折、非标螺母)
《钣金冲压工艺手册》国防工业出版社
《冷冲压及塑料成型工艺与模具设计》机械工业出版社
« 19英寸标准机柜应用指南》
Q/ZX 28.007.1-2004
Q/ZX 28.007.2-2004
《结构材料手册一一黑色金属材料》
《结构材料手册——有色金属材料》
Q/ZX 28.007.3-2004
《结构材料手册一一非金属材料》
GB/T4943
GB/T8582
Q/ZX 23.019
《焊接设计简明手册》
件设计,因此,本手册主要以钣金件为主。
手册编写得到中兴新的吉海青、胡兴胜、李道清、杜坚、巴新安等大力帮助,在此表示 感谢!
顾 问:张晖马庆魁何朝来何剑波冯力
编写人员:彭诗林:第一章:钣金零件设计工艺
颜斌鲁:第二章:金属切削件设计工艺 严冬: 第三章:压铸件设计工艺 杨涛: 第四章:铝型材零件设计工艺 郑宁生:第五章 金属的焊接设计工艺 尚玉其:第六章:塑料件设计工艺 刘彦明:第七章表面处理工艺 温存善、封智:第八章:结构图纸零部件的分级和代码申请 曹水春、陈进云、张向峰、刘肖: 《结构设计工艺手册》修改、编辑、汇总
结构设计工艺手册
.、八■、 一
前言
公司现有零件中,不仅在打样过程中经常会有一些加工工艺性的问题, 也有很多归档转
产的零件存在加工困难的情况, 不仅影响生产进度和交货, 也影响结构件的质量。 如钣金零
件的折弯,经常会发生 折弯碰刀的情况;落料的外圆角、半圆凸台、异型孔的规格太多,以 及一些不合理的形状设计,导致加工厂要多开很多不必要的落料模 ,大大增加模具的加工和
手册中一些典型的数据主要来源于参考资料, 一些工艺上的极限尺寸, 主要来源于加工
厂家提供的数据,是我们应尽可能遵照的。 有些正在生产的零件, 一些尺寸超出了手册中给 出的极限尺寸,但并不能就能说明这些设计是有良好的工艺性, 原则上是在满足产品性能的
条件下,尽可能达到最好的加工工艺性。
由于时间和实际经验有限,手册中错误在所难免,恳请大家批评指正,希望经过一定时 间的实践检验,经过将来补充、修订、完善之后,能够成为一部非常实用的参考书,对我们 的设计工作起到很好的指导作用。 考虑手册的篇幅和实用性, 以及我们的设计主要是钣金零
《机械零件设计手册》 冶金出版社
《五金手册》 机械工业出版社
1第一章钣金零件设计工艺1
1.1钣金材料的选材1
1.1.1钣金材料的选材原则1
1.1.2几种常用的板材1
1.1.3材料对钣金加工工艺的影响3
1.2冲孔和落料:5
1.2.1冲孔和落料的常用方式5
1.2.2冲孔落料的工艺性设计9
1.3钣金件的折弯13
2.2.1零件毛坯的选择和加工余量37
2.2.2工序间的加工余量37
2.3不同设备的切削特性、加工精度和粗糙度的选择38
2.3.1常用设备的加工方法与表面粗糙度的对应关系38
2.3.2常用公差等级与表面粗糙度数值的对应关系38
2.4螺纹设计加工39
241普通螺纹的加工方法39
242普通螺纹加工常用数据39
《结构设计规范一一镀涂表示方法》;
《结构设计规范一一塑胶面板结构要求》
《结构设计规范一一丝印要求》
《结构设计规范-喷砂和拉丝要求》;
《单板插件通用化设计指南》
Q/ZX Z 04.401-2005
Q/ZX Z 04.402-2005
Q/ZX Z 04.403-2005
《盒体机箱通用化设计指南》
《标准插箱通用化设计指南》