厚大断面球墨铸铁件凝固装置的研制
具有厚大断面的大型球墨铸铁铸件的生产

过选取 合适 的分 型面 、 置合理 的 浇注 系统 、 设 设计 专 用的冷铁 、 安放 足 够 大的保 温 冒 口和上 表 面加 大加 工余
量来去除夹渣等措施 , 成功生产 了具有厚 大断面的大型球墨铸铁铸件。 关 键词 : 大断 面 大 型 球 墨铸铁
’
P o u t n o r e Du t e I o s i g t r e S c o s r d c i fLa g ci r n Ca t s o l n h La g e t n i
2 需要解决的生产技术难题
该铸件为具有厚大断面的大型球墨铸铁铸件 , 以现有的机制公 司生产能力 , 在生产中存在如下问
题需 要解 决 :
严 —皿 / / I —一
0 j
÷ 0
b
() 1 该铸件毛坯重达 l. t而机制公 司铸铁车 68, 间使用 2 7/ 座 t h的冲天炉熔化铁水 , 一次性最多提
而该产 品毛坯重量达 1 . 为机制公司首次 68 , t 接触到的具有厚大断面的大型球墨铸铁铸件, 生产 面临很 多 困难 。
托, 制作水 泥机械上 的重 要部件——磨盘 , 用于 出
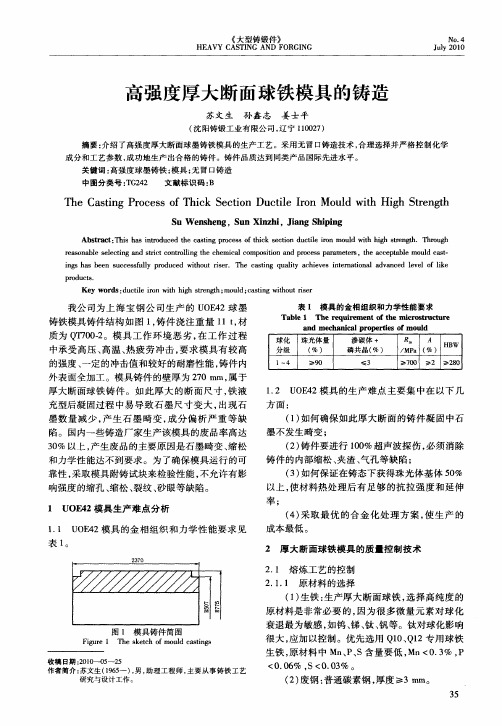
口。该件材质为 Q 40一 5 最大尺寸为 25 T0 l , 4 O× 16 , 19 形状为台体 ( 图 1 净重 125 g对表面质 见 ) 21k , 量要求 较高 。
o h o u fc . n te tp s ra e
Ke r s l g e t n; e v e t n,d ci r n y wo d :a e s ci h a y s c i r o o u tei l o
1 前言
20 06年 3月 初 , 钢机 制 公 司接受 某 公 司 的委 莱
厚大断面球墨铸铁件凝固过程物理模拟装置的研制

面球 墨铸铁 件 的凝 固和冷却 条件[ 9 ] ,但是该 装置在 高温 时 ,工件 的取 出与放人 不方 便也 不安 全 。黎振华 研 制
了高 精 度 的炉 温控 制 系统 ,并在 此基 础上 研制 了较 精
适 用 于无 须 对铸 件 凝 固 时间 和 过程 精 确 控 制 的情 况 。
摘要 :自 行研制了操作简单灵活的大断面铸件凝固冷却过程的物理模拟装置——1 0 。 0C高温组合式多功能电阻炉。 5
利用该装置 控制炉体 内小尺寸试样 ( 模拟铸件) 的冷却速度 ,使其 近似 于大断面铸件局部 的冷却过程。结果表 明,模 拟铸件冷却 曲线 与q5 0 mx 0 l b 9 m 80m/的圆柱型大断面球铁铸件冷却 曲线相对误差小于1 8 l . %,模拟铸件 和实际大 断面铸 3 件 的显微组织有较好 的吻合性。该装置适合 于作 为大 断面铸件研 究的实验室研究装置。
性能 最 差 。因此 ,通 过在 实验 室条 件下 精 确模 拟大 断 面铸 件 的凝 固过程 ,可为研 究 大断面 球铁铸 件 的凝 固一
组织 演 变规 律 以及开 发新 技术 ,提供 非常 重要 的实 验
技术 手段 。
国 内外 很 多研 究者 主要 采取 物 理模 拟 的方 法进 行 大断 面球 墨铸 铁件 的研 究工作 【 ] 物理 模拟 方法 主 l。而 - 5
程 和凝 固组织 的方 法 。有 热源保 温法 操作 简单 ,试 验 费用 低 ,铸件 的凝 固时间 能够较 精 确控制 和调 节 ,能 够模 拟壁 厚在 一定 范 围 内的大 断面球 铁 ,是研 究厚 大 断 面球 墨铸铁 件 时使用 的 主要方 法之 一 。台北 一些 学 者利 用研 制实 验装 置进 行有 热 源保 温实验 ,其 结构 简 单灵 活 ,能够 较好 的控 制凝 固时间 ,但是 冷却 过程 的
高强度厚大断面球铁模具的铸造
球化 珠光体量 分级 ( %)
l~4 ≥9 0
渗碳体 + 磷共晶( %)
≤3
பைடு நூலகம்
R A HB W / a %) MP (
≥7 0 ≥2 ≥2 0 0 8
12 U F . OA2模 具 的生 产 难 点 主要 集 中在 以下 几
方面 : () 1 如何 确保 如此 厚 大 断 面 的铸 件凝 固 中石
表 1 模 具 的 金 相 组 织 和 力 学 性 能 要 求
Ta l T e r q ie n ft e m ir sr c u e be1 h e u r me to h c o tu t r a d me h n c l r p r is o o l n c a ia o e te fm u d p
成 分和工艺参数 , 成功地 生产 出合 格的铸件。铸件品质达到 同类产品 国际先进水平 。 关键词 : 高强度球 墨铸铁 ; 模具 ; 冒 口铸造 无
中 图 分 类 号 :G 4 T 22 文献 标 识 码 : B
Th si g Pr c s fT i k S c i n Du t e Io u d wi g te g h e Ca tn o e s o h c e to c i r n Mo l t Hi h S r n t l h
墨 不发 生畸 变 ;
墨数 量减 少 , 生 石 墨 畸变 , 分 偏 析 严 重 等 缺 产 成 陷 。 国内一些铸 造 厂家 生产 该模具 的废 品率高 达
3 % 以上 , 0 产生废 品 的主要 原 因是 石墨 畸变 、 松 缩 和力 学性 能达不 到 要求 。为 了确保 模 具运 行 的可 靠性 , 采取 模具 附铸 试块来 检 验性 能 , 不允许 有 影 响强度 的缩 孑 、 L 缩松 、 裂纹 、 眼等 缺 陷 。 砂 1 UO 4 E 2模 具 生产难 点 分析
厚大断面铸态珠光体球铁件的生产

的该类铸件 , 上述问题是需要着重考虑并给予克 服的 。
1 铸造工艺及化学成分的选择 对于此类厚大断面的球铁件 , 我们采用无冒
口铸造工艺 。为确保该铸件有足够的冷却速度 , 在上下两大平面均安置了外冷铁 。
作温度为 180 + 10 ℃, 砂轮模具将在其上面来回 运动 , 产生剧烈的干摩擦 。设计零件材质为 Q T600 - 3 , 铸件重量为 1500kg , 尺寸为 1240 × 1330 ×115mm ,属厚大断面的平板类球铁件 。铸 件须进行表面淬火 , 热处理后的表面硬度必须达 到 45HRC 以上 。因此 ,要求铸件本体的基体组织 中珠光体的数量达到 65 %以上 , 淬火前的铸件 表面硬度 200HB 以上 , 否则 , 铸件将可能因淬火 后硬度达不到要求而报废 。由于我厂热处理生产 设备及条件的限制 , 不能进行正火处理 , 因此就 必须在铸态条件下达到上述要求 。厚大断面球铁 的冷却速度缓慢 , 要得到珠光体基体组织是非常 困难的 。与此同时 , 凝固过程中极易产生晶粒粗 大 ,石墨畸变 ,各种元素严重偏析 ,并且常常伴有 黑渣及石墨漂浮等铸造缺陷 。因此 , 要生产合格
锰是一个稳定碳化物 、促进生成珠光体的元 素 。但由于在厚大断面的球铁中 , 锰的偏析非常 严重 , 且特别易因偏析而促成反白口 , 降低球铁 的强度和伸长率 , 故不宜以提高锰量来稳定珠光 体 。因此 ,锰含量拟控制在 015 %左右 。
在铸态珠光体球墨铸铁的生产中 , 为了保证 能够获得满意的珠光体组织 ,使用促进和稳定珠
浇注温度控制在 1320~1350 ℃
厚大断面球墨铸件模拟凝固装置的研制

张锁 梅 , 泽龙 , 闫 马
( 北京科 技大学 , 北京
瑞
108) 0 0 3
摘要 : 自行研制 了模拟厚大铸件 的冷却环境 的小型凝固装置 。通过控制环境温度和冷却速度 , 模拟厚大断面球墨铸件凝 固过程温度场的分 布和变化规律。试 验结果表 明, 铸件 在模拟环境下 的冷却凝固时间比空冷凝 固时间延长了 30 0 %。 关键词 : 厚大断面 ; 球墨铸件 ; 固装置 凝
1 试 验 装 置
厚 大断 面球 铁铸 件 由于冷 却 速度缓 慢 , 固 凝
时 间 长 ,往 往 在 厚壁 中心 或 热 节处 出现 变 态石
墨 , 出现石 墨球 数减 少 、 墨球 径粗 大 、 常 石 石墨 畸 变 、 墨漂 浮及 晶间碳 化 物 等 一 系列 缺 陷 , 石 导致
Ke r s: e v e t n d ci r n c si g ;oi i c t n a p r t s y wo d h a y s ci ; u t e i a t s s l f ai p a au o l o n di o
厚 大 断 面球 墨铸 铁 由 于经 过 较 长 的液 态 冷 却 和共 晶凝 固 , 易于 导致 球化 衰退 、 墨 畸变 、 球 石 墨 漂浮 、 松 、 孔 等缺 陷l 并且 铸 件 凝 固是 在 缩 缩 1 l ,
Abs r t A mala pa ausus d f rsm ua ig c oi g en ion e fhe v e to ucie io c si swa v lpe tac : s l p r t e o i ltn o ln v r m nto a y s c n d t rn a tng sde eo d by i l a tost msl s u h r he eve .The tm p r t e d srb in ed nd is v ra in r l s b i g sm uatd b o r li n io me a e e aur it ut i o f l a t a to u e wa e n i l e y c ntolng e v r n ntl i i tm p r t e n c oi ae.The e tr s l h we h t o ln e e aur a d o lng r t ts e u ts o d t a c oi g—s l f i du ain f t c si g n r t smulto oi yng di rt o o he a tn u de he i ai n e v r n ntwa  ̄ngh ne 0 n io me s t e d by 3 0% c mpa e t ha fa rco lng o r d wi t to i o i . h
厚大断面球磨铸铁件熔炼工艺研究

厚大断面球磨铸铁件熔炼工艺研究发布时间:2022-12-02T07:03:26.097Z 来源:《科学与技术》2022年8月第15期作者:姜广涛[导读] 随着装备制造业向大功率、大吨位姜广涛37250119790126****摘要:随着装备制造业向大功率、大吨位、高强度方向发展,厚大断面球墨铸铁件在机械装备市场上的地位越来越重要。
球墨铸铁件质量重达上百吨,壁厚最大断面超过一米。
球墨铸铁是一种高性能铸铁,其力学性能优良,成形性能好,且成本较低,在国内外被广泛用来制作大型机械设备重要零部件,特别是用来替代大型铸钢件和锻件,具有明显的优势。
厚大断面球铁铸件由于冷却速度缓慢,凝固时间长,从几小时到二三十个小时,铸件中常出现石墨球数减少,石墨球径粗大,球化衰退,石墨畸变,石墨漂浮,元素偏析及晶间碳化物等一系列缺陷。
关键词:厚大断面;球磨铸铁件;熔炼工艺引言由于冷却速度慢、凝固时间长,厚断面的铁片造成了许多流动缺陷,如石墨失真、石墨尺寸大、石墨在生产过程中流动等。
虽然可以在建模中采取大量冷却措施,但上述缺陷通常是由于凝固时间较长造成的。
造成这些缺陷的核心问题是球形衰退,提高油墨和铁的强度应是纠正这些缺陷的重要措施。
1试块制作如图1所示,试块采用底注式浇注,横浇道上设置过滤网,保证进入型腔的铁液纯净;内浇道用瓷管搭接在试块底部;为了使试块在正常的砂型环境下凝固,试块不设置冷铁和冒口,只在最高面上放置出气片;使用呋喃树脂自硬砂造型。
试块本身比较厚大,造型过程应注意加强紧实,提高铸型强度,使试块凝固过程充分自补缩,从而达到内部组织致密,减少对力学性能的影响。
砂型表面刷涂锆英粉涂料,减少砂型表面与铁液的化学反应。
熔炼设备采用3t中频感应电炉,冲入法球化处理。
使用Q10生铁和低锰打包料废钢,各占50%比例,生铁中ω(Ti)<0.035%。
球化剂使用重稀土钇基球化剂和轻稀土球化剂各50%比例混合使用,球化剂比例1.2%。
厚大断面球墨铸铁铸造工艺

厚大断面球墨铸铁铸造工艺
嘿,朋友们!今天咱来聊聊厚大断面球墨铸铁铸造工艺!这可真是个神奇又超级重要的玩意儿啊!
你想想看,那些巨大又坚固的机械部件,是怎么来的呢?就是靠这厚大断面球墨铸铁铸造工艺呀!它就像是一位神奇的魔法师,能把普通的材料变成坚不可摧的宝贝。
铸造可不是一件简单的事儿哦!就好像盖房子,得精心设计、细致施工。
厚大断面球墨铸铁铸造工艺也是如此,每一个环节都得拿捏得死死的。
从原材料的选择,到温度的控制,再到模具的制作,哪一个环节出了岔子,都可能导致整个作品的失败。
温度多重要啊!就像我们做饭,火候掌握不好,菜就不好吃。
在这个铸造工艺里,温度控制不好,那出来的铸铁可就不达标啦!还有那模具,简直就是艺术品的摇篮啊!它得精准无比,才能让铸造出来的东西形状完美。
这工艺可不只是在工厂里默默发挥作用哦,它和我们的生活息息相关呢!我们开的车、用的机器,很多都离不开它。
没有它,哪来那么多高质量的零部件呢?
你说,这厚大断面球墨铸铁铸造工艺是不是超级厉害?它就是现代工业的幕后英雄啊!它让我们的生活变得更加便利和美好,难道我们不应该对它心怀敬意和感激吗?我觉得,我们真的应该好好了解它、珍惜它,因为它真的太重要啦!。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
固时 间, 验证 了这 一 装置在 实验 中的有 效性 。
关 键词 : 厚大 断面 , 墨铸 铁件 , 固装置 球 凝 中图分 类号 : G 5 文 献标 识码 : ; T 2 5: A 文章 编号 : O 6 9 5 ( O 7 O — 1 O — 6 8 2 O )6 3
Ab t c : h ef e el e m alc oig p a a u o i ua ig c sig t e v e t n sr tT e s l—d v op d s a l o l a p r t s f rsm lt a t s wi h a y s c i n n n h o h v e nbulT e ditiu ig o h e p r t r il n h h n e r ls i t e s l ic t n p o e s a e b e i. h sr t f e t m e a u e f d a d t e c a g ue n h oi f a i r c s t b n t e di o o h e v — e t n d c i r n c s ig a e b e b an d b o tol g t e die e tt m p r t r fte h a y— c i u te i a t s h v e n o t ie y c nr l h f r n e s o l o n i n f eaue
马泽龙 张 锁梅 马 瑞 ( 京科 技大 学 , 京市 10 8 北 北 0 0 3)
摘要: 自行研 制 了能够 模 拟厚 大铸 件冷 却环 境 的小 型凝 固装 置 , 过控 制 不 同的环境 温度 和 冷却速 度 , 通 来
获 取厚 大 断面球 墨铸铁 件凝 固过 程 温度 场 的分布 和 变 化规 律 。 与空冷 凝 固 时 间相 比 , 长 了 3 0 延 0 %的冷 却凝
e t c i i e i h pp r t sh s p oo g d 3 t e , e v l t f h pp r t st h e e r ho h ue t t nt e a a a u a r ln e i s t ai yo e a a a u o t e rs a c n t e c m m h di t s l ic t nb h vo f u tec s o t e v e t nh sb e e ie o i f a i e a ir c i a tr nwi h a ys c i a e nv r id. di o o d l i h o f Ke wo d He v e t n, c i o a t gs, ol f a in a p r t s y r s: a yS c i Du te i n c s i o l r n S i i t p aau dic o
远大 于 空冷 所用 时 间 , 长共 晶凝 固过程 , 延 以此 来模
拟 厚 大断 面 的冷却凝 固过程 _ 5 l 实验装 置 见 图 l 。其 。
0 2 ~2 0V
8根 K热 电偶
’ 却 算 冷
加 炉毒 温 控 装 热 件 度制置
固装 置 , 过控 制 不 同 的环境 温 度 和冷 却速 度 , 达 通 来
厚 大 断面球 墨铸 铁件 由于经 过较 长 的液 态冷 却 和 共 晶凝 固 , 于导 致 球 化 衰 退 、 墨 畸变 、 墨 漂 易 球 石 浮、 缩松 、 孔 等缺 陷” 并 且 铸件 凝 固是 在 高温 下 的 缩 1 , 铸 型 内进 行 , 以直 接 观 察 , 别 是 大 、 难 特 中型铸 件 的 凝 固过 程 的温度 场 难 以实 测 。为 了实 现 在实 验 室 环 境 下 研究厚 大 断 面铸件 ( 厚超 过 lO m) 壁 O m 的冷 却凝 固过 程 f] 文 结 合 厚 大 断 面 球 墨 铸 铁 件 的凝 固特 2, 本 点, 自行研 制 了能 够模 拟厚 大铸 件冷 却 环境 的小 型凝
到控 制 铸 件凝 固速 度 的 目的 ,以此来 获 取 厚大 断 面 球 墨 铸铁 件 凝 固过 程 温 度 场 的 分 布 和 变化 规 律 , 为 预测 和 防止铸 件 的缩孔 和热裂 提供 了科 学依 据 。
1 实验装 置
图 1 实 验 装 置 示 意 图
工作 原 理 : 预 热 加 热 炉 , 用 D 先 利 WK一 0 7 2精 密 温度 自动 控 制装 置 ( 以下简 称温 度 控 制柜 ) 来控 制 加 热 炉 内 的温 度 ,使铸 型 的 温度 稳 定在 一 定 的温 度 范 围 内 , 件就 在铸 型 中 的特 定温 度 环境 下 凝 固 ; 铸 浇注
维普资讯
厚大 断面球墨铸铁件凝固装置的研制
De e o i go o i i c to p r t sf rS G. s o t a yS c in v lp n f l f a i n Ap a a u o . Ca t r n wih He v e to S di I
a o n h a t g n h o l g r t . m p r g wi h t c i i e i h o m a t m p rt r , e r u d t e c s i s a d t e c oi a e Co n n a i t te eue t t t e n r le n h c m n e a u et h