电源产品PFMEA
PFMEA分析方法在电子产品产业化生产中的应用

PFMEA分析方法在电子产品产业化生产中的应用摘要:失效模式及影响分析(Failure Mode and Effects Analysis,简称FMEA)是在质量管理中被广泛应用的一种失效分析技术,其旨在预防产品的可能失效,并为管理者提供对措施的可行性评估。
由于电子产品的性能越来越复杂,传统的FMEA分析已失去其预防失效的意义,因此,基于可靠性的FMEA(PFMEA)受到广泛应用。
本文详细介绍了PFMEA,这种分析方法的基本流程、应用实例,以及PFMEA在电子产品产业化生产中的应用。
关键词:失效模式及影响分析;可靠性;电子产品;产业化IntroductionDefinition and Principle of PFMEAPFMEA, also known as Process FMEA, is a systematic approach for analyzing potential process failure modes and their causes and effects. It is conducted by using a systematic approach that focuses on the operation process, machinery, materials, etc. The main purpose of PFMEA is to reduce the probability of failure, improve the reliability and enhance the manufacturability of products.To achieve these aims, the basic process of PFMEA includes the following steps:(1) Determining the scope of analysisThe scope of the analysis should include all possible product failure modes, operations, equipment and processes that can lead to such failure modes.(2) Identifying potential failure modesThe process of identifying potential failure modes is very important in PFMEA. It is the first step to understand potential problems and risks in the production process. In this step, the failure modes should be identified based on the existing knowledge about the product, such as its design, structure, material, etc., and the feedback from previous production runs and tests.(3) Evaluating the potential failure modesAfter identification of potential failure modes, the next step is to evaluate these failure modes. The evaluation includes determining the severity, occurrence, and detection of the potential failure mode. The severity level indicates the degree of product damage caused by this failure mode, the occurrence level indicates the probability of occurrence of this failure mode, and the detection level indicates the ability to detect this failure mode.(4) Implementing the actions to prevent or reduce the risksBased on the analysis of the severity, occurrence and detection of the potential failure modes, improvement activitiescan be designed and implemented to reduce or eliminate such risks. The actions may include design modifications, material and process control, operator training, etc.Application of PFMEA in Industrialization of Electronic Products(1) Risk Identification。
锂离子电池PFMEA过程失效模式及后果分析

PFMEA
PFMEA 烤
漏气电芯标识不清或放置混乱漏气电芯误判为良品直接转
序,电芯水洗超厚降级或报
废;
1、操作员工未标识清楚;
2、操作员工未放入指定区域内;
1、工序负责人巡检;
2、QC监督稽查;
称重原重混淆注液量不足,电芯高电压、
高内阻、循环性能差;
1、操作员工取放时混淆;
2、电子称不归零,显示错误;
3、操作员工漏称;
1、划定待称重和已称重区域,进
行区域区分;
2、电子称每班次点检;
3、QC抽检检验;
检外观严重外观不良或焊边不良未检
出
电芯外观降级或报废;操作员工未检出;
1、QC过程巡检,及转序抽检;
2、注液工序QC接收抽检;
标码和实际批次不符电芯混批,影响发货;
1、员工打码时未核对批次;
2、标码设置错误;
1、员工批量打码前作首件并记
录,批量打码前通知QC进行确认;
2、QC首检和巡检确认;
打品电芯时湿度偏高电芯吸潮超厚;
1、打码环境敞露,无除湿系统;
2、无温湿度测试和记录;
QC监督检验;
激光打
码。
PFMEA,电源
5
根据产品的 上锡状态调 试波峰焊
5
参照作业标准 测试按照电 书(输入接 源标识的 L,N,输出接 LN,V+V-接电 V+,V-) 参照作业标准 插件时观察 书 按照电解正 器件的正负 负极组装 极 参照作业标准 书,按照二极 管的正负极组 装 调试波峰焊, 使产品过锡炉 后上锡饱满 插件时观察 器件的正负 极
风险优 先数 (RPN )
3
电解插件 电解反向导致电 反向致 二极管插 二极管反向电源 电源无法正常工 件反向 工作异常 作 虚焊导致电源不 元件虚焊导致电 工作,或工作异 源工作异常 常
8
电源工作异常
3
元件虚焊
8
虚焊导致电源不 工作,或工作异 常
3
现行制程管制(侦测) 现行制程管制 失效原因 失效模式 (針對失效原 (针对失 (针对失效 难检度 因的预防) 效原因的检 现象的检 测) 测)
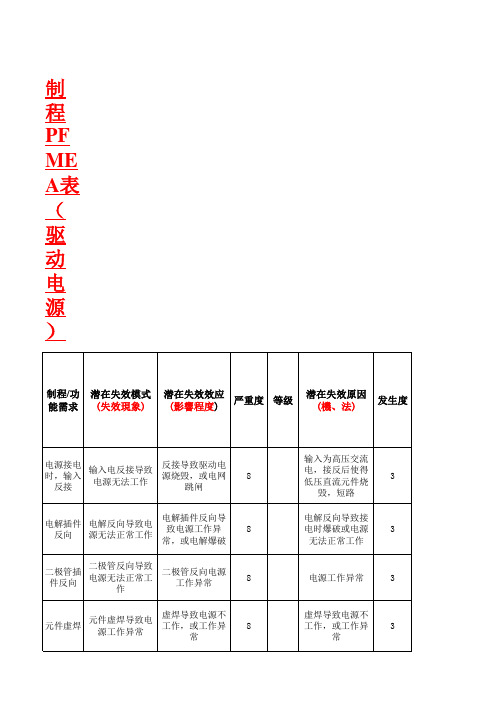
制程PFMEA表 (驱动电源)
制程/功 能需求 潜在失效模式 (失效現象) 潜在失效效应 严重度 等级 (影響程度) 潜在失效原因 (機、法) 发生度
电源接电 反接导致驱动电 输入电反接导致 时,输入 源烧毁,或电网 电源无法工作 反接 跳闸 电解插件反向导 致电源工作异 常,或电解爆破
8
输入为高压交流 电,接反后使得 低压直流元件烧 毁,短路 电解反向导致接 电时爆破或电源 无法正常工作
建议措施
负责人 与日期
测试100%
5
测试时使用固定 防呆治具
插件完成后 目检,过锡 炉后测试 插件完成后 目检,过锡 炉后测试 目检产品吃 锡状况,需 要补焊的补 焊
5
PCB设计时正负 极标识明确容易 分辨 PCB设计时二极 管的正负极标识 明确容易分辨 根据产品的上锡 状态调试波峰 焊,定时清理波 峰焊
PFMEA_详解

PFMEA
11、潜在失效后果
指潜在失效模式对顾客的影 响 “顾客”——可以是下一道工序,后序工序或最终 用户。 应包括:后序工序,整车厂,最终顾客
典型的失效后果:后序工序 破损 无法固定 无法安装到位 能欠缺 不连接 作困难 售后问题 危害操作者 整车厂 无法安装 零件损坏 功 操 影响节拍 人机功效 最终用户 噪声 不稳 定 粗糙 外观不良 功能欠缺 异味
18.风险顺序数
RPN=S*O*D
1~1000
PFMEA
RPN评价 1<RPN<50 51<RPN<100 101<RPN<1000 理解或行动 对产品有较小的危害 对产品有中等的危害,需 进一步改善 对产品有严重危害,需深 入调查分析
PFMEA
没有唯一的标准 有关风险程度的等级划分没 有唯一的标准, 可以根据企业自身的经验和产品的特点而 定, 但是同一企业内,相类似的产品之 间,应采 用统一的尺度,以保证相互间具 有可比性, 并且还应考虑在顾客及供应商 之间保持一致 性。
PFMEA
内容介绍 第四版与第三版 的主要区别 一、什么是FMEA 二、什么是PFMEA 三、如何实施PFMEA 四、案例分析
五、总结
FMEA第四版
FMEA 4变更概述: 1、第四版的格式更易于阅读
2、增加了示例,措辞使人更利于理解 3、强调FMEA的过程和结果需要管理者的支持、关注和评审。 4、定义和强化了DFMEA和PFMEA联系的理解,同时也定 义 了和其他工具的关联。 5、改进了S、O、D的评级表,便于使用和分析。 6、不再强调标准表格,增加了附表的类型。 7、建议不把RPN作为风险评估的首要方法,提供了额外的 方 法以识别改进需求。
充电器PFMEA答辩

3
及时反馈冰箱维修员
3 36
2.红胶管理员不清楚标准 3 培训标准:红胶存储温度在2~10℃ 2 24
3.红胶管理员未及时监控 4 点检(1次/2小时)控制在20~10℃ 2 32
1.红胶管理员不清楚标准 3 培训标准:红胶存储温度在2~10℃ 2 24
2.红胶管理员未及时监控 4 点检(1次/2小时)控制在2~10℃ 2 32
60 员进行培训
5 3 3 45
/2014.11.21 培训与考核
与考核
仪器未定时保养或校正 工作环境湿度过大 入库人员疏忽
干燥箱湿度设置过高
3 使用校验合格的仪器设备并做好保养 3 45
将MSD置于恒温恒湿的干燥箱内;
4
3 48
对环境温湿度定期点检/监控
物料入库时,必须认真核对实物与库
3
2 30
位
料
生产线物
料准备/
5
领出 BOM、ECN、单据等文件 发错料,导致用错
出错
料 5
物料数量 不对
5 5 影响生产进度
5
贴片时物料抛损、 4
物料包装带折痕数过多
少件
4
PCB、IC等受潮,影 4 物料房环境湿度过大
响焊接品质 4
4
红胶存储温度过高
缩短红胶存储周 期,影响焊接品质
4
4
红胶活性
4
红胶存储温度过低
购订单确认一致后方可收料
2.外箱标识与送货单一致, 2 对原包装最小包装5%的比例进行抽检 5
但内装实物与单据不一致
1.原包装本身就少料。 4
最小包装5%的比例进行抽检
5
2.收料时点数大意。 1.收料时未注意生产日期
锂离子电池PFMEA

1 15
粘度高
粘度
常温下,粘度值 为15000±2000CP
粘度低
浆料稠,涂 布难操作
6
来料不良
粘结性差, 易掉料
8
来料不良
3 粘度计 4 粘度计
外包装无破裂、
外观
损伤,粘结剂为 乳白色,无沉淀
、杂质
有沉淀、杂质
浆料有颗 粒,涂布划 痕
5
运输破损、来 料不良
2 目视
过高
黏结剂失效 8 来料不良
1 pH精密试纸
责任及目标 完成日期
第3页,共35页
措施结果 采取的措施 S O D RPN
1 42
1 16 5 120 325目钢筛
石墨来料
振实 密度
≥0.5g/cm3
振实密度偏低 压实比低 7 来料不良
6
检
吸湿 性
相对湿度≥40%, 压片后≥6hr,不 掉料
容易吸水
极片易掉料 6 来料不良
6
比表 面
〈5m2/g
偏窄
电芯入壳难 5 来料不良
短路、爆炸 9 来料不良
盖板卡不进 4 来料不良
露极片,易 短路、电芯 7 来料不良 安全性能差
2 千分尺 2 千分尺 1 钢尺
5 钢尺
9 90 MSA
9 162
14
MSA 1 35
热缩 横向≤1%;纵向 性 ≤5%
高温性能差
隔膜纸来 料检验
耐腐 蚀性
用电解液浸泡12H 后不腐蚀、不变 形
1 16
10 160 增加此项 10 140 IQC检 2 36
过程名称
过程 特性
控制要求
潜在失效模式
潜在的失效 后果
pfmea类别
pfmea类别
PFMEA(Process Failure Mode and Effects Analysis)是一种用于识别和评估生产过程中潜在故障模式和其影响的方法。
PFMEA 类别主要包括以下几种:
1.功能性故障:这种故障会导致产品无法满足其设计功能。
2.可靠性故障:这种故障会影响产品的耐久性和可靠性。
3.性能故障:这种故障会导致产品在某些性能指标上达不到预期。
4.尺寸故障:这种故障会导致产品的尺寸不符合设计要求。
5.外观故障:这种故障会影响产品的外观质量。
6.安全性故障:这种故障会增加产品使用过程中的安全风险。
7.物料故障:这种故障会导致原材料或零部件的质量问题。
8.工艺故障:这种故障会影响生产过程的稳定性和一致性。
9.环境故障:这种故障会导致产品在特定环境条件下无法正常工作。
10.包装故障:这种故障会影响产品的包装质量,从而影响产品在运输和存储过程中的安全性。
通过对这些潜在故障进行分析和评估,可以找出生产过程中的薄弱环节,采取相应的措施进行改进,从而提高产品的质量和可靠性。
PFMEA分析范例
PFMEA分析范例1. 引言PFMEA(Process Failure Mode and Effects Analysis)是一种常用的质量管理工具,用于识别和评估制造过程中存在的潜在故障模式及其对产品质量的影响。
本文将通过一个实例来展示PFMEA分析的过程和方法。
2. 实例描述假设我们正在开发一种新型电动汽车电池组装工艺,并希望通过PFMEA分析来发现潜在的故障模式并采取相应的措施预防。
3. PFMEA步骤3.1 选择分析范围首先,我们需要确定要分析的工艺范围。
在本例中,我们选择了电动汽车电池组装工艺中的关键步骤:电池包装、电池连接和充电检测。
3.2 收集工艺信息接下来,我们收集与每个工艺步骤相关的信息,包括工艺流程、设备、材料和人员等。
针对电池包装步骤,我们列出了以下信息: - 工艺流程:电芯装载、包装封装- 设备:电芯装载机、包装机- 材料:电芯、包装材料- 人员:操作工、质检员3.3 识别故障模式在此步骤中,我们识别潜在的故障模式,即制造过程中可能发生的问题。
针对电池包装步骤,我们列出了以下故障模式: - 电芯装载不准确- 包装封装不牢固3.4 评估故障影响在此步骤中,我们评估每个故障模式对产品质量的影响程度。
针对电芯装载不准确这一故障模式,我们评估了以下影响: - 电池运行时间缩短- 电池性能下降3.5 评估故障原因在此步骤中,我们分析导致每个故障模式出现的可能原因。
针对电芯装载不准确这一故障模式,可能的原因包括:- 操作工技能不熟练- 设备故障3.6 识别和实施控制措施在此步骤中,我们确定并实施控制措施以防止故障模式的发生。
针对电芯装载不准确这一故障模式,可能的控制措施包括: - 培训操作工,提高技能水平- 定期维护设备,确保其正常运行3.7 重新评估和更新PFMEA最后,我们重新评估已实施的控制措施并更新PFMEA表格。
如果控制措施有效,我们将确认问题得到了解决。
如果问题仍存在,我们需要重新评估并采取进一步的纠正措施。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
42
清孔: A140 清理干净,不 弄坏焊盘 可弄坏焊盘 波峰焊接后补 焊的元件: 假焊、虚焊 A150 焊点光滑、饱 、连锡等 满,无假焊、 虚焊、连锡 检锡(补 锡): 焊点无连锡、 饱满、无冷焊 A160 漏检 、无针眼、无 堆锡、无假焊 、无拉尖、无 包焊 A170 焊LED A180 元件面检查 LED损坏 漏检
5
40
元件损坏
功能不良或降 低可靠性 功能不良或降 低可靠性
7
锡缸温度过高
员工自检, IPQC巡检 员工自检, IPQC巡检
3
21
元件损坏
7
无夹具
3
42
页码:3/8
文件编号 产品名称 核心小组 :
PFMEA20180628-0001 泳池开关电源
项目主题 产品型号
PFMEA 电源系列产品 风 现有流程 管 难 险 检 优 制 检查方法 度 先 值 员工自检, IPQC巡检 3 54
潜在失效 原因、机制
发 生 度
现行流程管制 预防措施
建议措施
行动结果 责任及目 严 发 难 风险 标完成时 实施措施 重 生 检 优先 间 度 度 度 值
刷板清洗: 不能有残留的 A190 锡珠、锡渣元 器件焊脚等
PCBA残留锡 降低可靠性; 珠、锡渣、 功能不良 器件焊脚等
6
员工自检, 1)首件确认 锡珠太小,容易 IPQC巡检, 2 看漏;光线暗容 3 2)线上品检发现 线上品检全 易看漏 异常立即反馈 检 静电刷不洁,造 3 首件确认 成二次污染 检验不良 2 首件确认 员工自检, IPQC巡检 线上品检全 检
—
2
32
测试仪器失 效
影响电源测试 的准确性
8
—
4
32
性能测试: A330 测试系统无故 障
测试仪器失 效
影响电源测试输入电 压错误 歪斜、起翘 贴标贴: 、字迹模糊 标贴正确良好 、缺数
造成电源不良 影响外观和使 用
8
员工自检
3
24 做贴标贴治具 定位
A340
5
标贴不良、作业 核对封样标贴, 方法错误、不按 4 首件确认 标贴封样件作业
01 2018.06.28
NO
流程功能 要求
潜在失效模 式
严 等 潜在失效效应 重 级 度
潜在失效 原因、机制
发 生 度
现行流程管制 预防措施
建议措施
行动结果 责任及目 严 发 难 风险 标完成时 实施措施 重 生 检 优先 间 度 度 度 值
高压测试: 设定高压的值 A330 和时间正确, 电源测试良好
版本: 作成 日期
01 2018.06.28
NO
流程功能 要求
潜在失效模 式
严 等 潜在失效效应 重 级 度 过短影响焊接 可靠性、过长 可能影响功能
潜在失效 原因、机制
发 生 度
现行流程管制 预防措施
建议措施
行动结果 责任及目 严 发 难 风险 标完成时 实施措施 重 生 检 优先 间 度 度 度 值
波峰焊接: 焊点符合IPC610要求,没 A120 有锡珠、连锡 等,元器件没 有损坏
锡炉工每班或切 员工自检, 预热温度超出范 2 换产品时检查1次 IPQC巡检 围 锡炉杂质 4 锡炉工每天清理 一次锡渣 员工自检锡 杂状况 员工自检, IPQC巡检
锡珠
降低可靠性
4
PCB板受潮
波峰焊开预热温 度补偿,严重的 2 PCB进老化房烘 干 每班或切换产品 1 时稽查锡缸温 度,并调校锡炉 参数 每班或切换产品 2 时稽查锡缸温 度,并调校锡炉 参数
每4小吋锡炉工清 员工自检, 喷头堵塞造成助 2 焊剂不均 洗喷头,定期保养 IPQC巡检 锡波不均或高度 锡炉工检查并调 2 不够 校参数 助焊剂比重不符 3 员工自检, IPQC巡检
多锡,短路 — —
外观不良、功 能坏机 — —
7 7 7
锡炉工每4小时检 员工自检, 查1次助焊剂比重 IPQC巡检
影响电源外观
5
在线品检全 检
2
50
装配时垫静电 泡棉防护
PE
装配时垫静 5 电泡棉防护 生产布线时 检查扭力; 5 检验站检查
3
2
30
基板晃动
5
1)首件确认 员工自检, 员工作业不良; 3 2)线上品检发现 在线品检全 螺丝未打紧 检 异常立即反馈
5
75
检查扭 力,IPQC确认
PE
2
3
30
A260 锁功率管
2
42
A220 打黑胶 A230 涂导热硅脂
影响外观 降低可靠性 影响性能
5 7 6
胶枪出胶不均 作业不良 作业不良
3 维修或更换胶枪 2 首件确认 1 —
员工自检, IPQC巡检 员工自检, IPQC巡检 员工自检
2 2 1
30 28 6
A240 底壳装绝缘垫 漏装
页码:5/8
文件编号 产品名称 核心小组 :
版本: 作成 日期
01 2018.06.28
NO
流程功能 要求
潜在失效模 式
严 等 潜在失效效应 重 级 度
潜在失效 原因、机制
发 生 度
现行流程管制 预防措施
建议措施
行动结果 责任及目 严 发 难 风险 标完成时 实施措施 重 生 检 优先 间 度 度 度 值
少锡,无锡
功能不良或降 低可靠性
6 7
PFMEA20180628-0001 泳池开关电源
项目主题 产品型号
PFMEA 电源系列产品 风 现有流程 管 难 险 检 优 制 检查方法 度 先 值 线上内观品 检全检 3 42
版本: 作成 日期
01 2018.06.28
NO
流程功能 要求
潜在失效模 式
严 等 潜在失效效应 重 级 度 短路引起功能 失效
2 2 2
12 24 30
螺丝未锁紧, 影响装配质量 螺丝滑牙 导致不良流入 后道工序
A290 装配外观检查 漏检
页码:6/8
文件编号 产品名称 核心小组 :
PFMEA20180628-0001 泳池开关电源
项目主题 产品型号
PFMEA 电源系列产品 风 现有流程 管 难 险 检 优 制 检查方法 度 先 值 老化前全检 接线和负 载;过程中 每小时检查 器件温度 员工自检, IPQC巡检
—
4
32
A320
测绝缘阻抗: 测试仪器失 仪器测试良好 效
影响电源测试 的准确性
8
—
4
32
页码:7/8
文件编号 产品名称 核心小组 :
PFMEA20180628-0001 泳池开关电源
项目主题 产品型号
PFMEA 电源系列产品 风 现有流程 管 难 险 检 优 制 检查方法 度 先 值
版本: 作成 日期
潜在失效 原因、机制
发 生 度
现行流程管制 预防措施
建议措施
行动结果 责任及目 严 发 难 风险 标完成时 实施措施 重 生 检 优先 间 度 度 度 值
螺丝金属屑 装PCBA: 线路板内不能 留有金属屑, 外壳划伤 A250 线束接查正确 良好可靠,外 壳来料良好 基板未定位 好
7
打螺丝时,螺丝 内观检查发现异 同电批嘴磨擦造 2 常立即反馈 成 作业防护不当; 在线品检发现异 5 来料不良 常立即反馈
外观不良、降 低可靠性
5
2
10
降低可靠性; 功能不良
7
作业不良
1 首件确认
2
14
降低可靠性; 功能不良
5
作业不良
1)首件确认 作业自检; 2 2)线上品检发现 线上品检工 序全检 异常立即反馈
2
20
焊接温度过高 外观不良
6 5
作业不良 作业不良
2 烙铁温度点检 2 首件确认
员工自检, IPQC巡检 员工自检, IPQC巡检
影响性能
5
器件误用、老化 检查接线、负载 温度错误、接线 、检查老化温度 2 错误、负载使用 、检查电源上关 错误 键器件温度 作业不良 1 作业前检查
3
30
电源炸机
7
2
14
测接地电阻; 测试仪器失 A310 仪器测试良好 效
影响电源测试 的准确性
8
1)测试前做设备 运行检查,验证 仪器潜在的失效 1 测试仪器 2)首件确认 1)测试前做设备 运行检查,验证 仪器潜在的失效 1 测试仪器 2)首件确认
2
56
使用不良材料 导致功能不良 外观不良或降 低可靠性
7
2
28
7
操作错误
1)首件确认 员工自检, 3 2)线上品检发现 线上品检全 检 异常立即反馈
2
42
页码:2/8
文件编号 产品名称 核心小组 :
PFMEA20180628-0001 泳池开关电源
项目主题 产品型号
PFMEA 电源系列产品 风 现有流程 管 难 险 检 优 制 检查方法 度 先 值 4 3 2 3 2 48 42 42 42 56
NO
流程功能 要求
潜在失效模 式
潜在失效 原因、机制
现行流程管制 预防措施
建议措施
7 元器件成型: 零件破损 A100 尺寸符合要 求,没有破损 加工尺寸不 符规格 功能不良 7 插件困难 5
1)作业前试加工 整形机架调校不 2 2)确定机架良好 良 3)首件确认 机架零件磨损 2 每日保养和维护
3 3
未锁紧锁 正,螺丝滑 牙;MOS管 的绝缘套及 降级可靠性 桥堆的绝缘 垫未紧贴底 壳有缝隙 外观不良; 影响性能
6
作业不良;扭力 1 首件确认 不对