22.PL.103-1996
loss of control inflight Accident list (1996-2010)
N-240CJ N-195GA N-112AX AP-BJD N-117WM N-81PF N-899RW N-648KA N-925TT N-299GL C-FDYF CC-CFM N-206AV N-437RA N-511AT N-113SH N-501EZ N-405PC N-77215 D-CASH N-550BP OK-ACH HB-VLV N-500AT N-391QS I-FEEV C-FSKI N-958CA N-90AG N-8396A B-3072 N-873G N-699CW N-900LG N-322FX N-168CK N-470ZW EW-101PJ ZK-KFU SX-ECH N-523AC N-68043 N-75142 ZS-NKK C-FNTF N-54AA YV-224C N-313RS N-27UA N-8079U N-825BX
12/21/2002 11/4/2010 10/22/1996 10/21/2009 11/7/1996 6/9/1996 5/8/1997 4/7/1999 8/31/1999 9/2/1999 7/17/2000 3/6/2003 7/8/2003 1/3/2004 8/11/2004 8/14/2005 9/5/200529/2006 10/29/2006 1/1/2007 5/5/2007 9/23/2007 9/14/2008 2/25/2009 1/25/2010 2/13/2010 7/17/1996 11/12/1996 12/22/1999 2/27/2000 5/25/2002 10/9/2002 ZOUTU 5/11/2009 9/3/2010 2/6/1996 10/2/1996 1/22/2002 7/1/2002 10/20/2002 1/28/2009 3/30/2000 8/1/2005 5/4/2002 4/19/1997 7/30/1998 9/14/2001 1/8/2003
Protocol_103[1]
![Protocol_103[1]](https://img.taocdn.com/s3/m/bce81adf7d1cfad6195f312b3169a4517723e57b.png)
Protocol_103[1]PROTOCOL # 103-4Raised & Non-Raised WovensNatural Fibers/Fiber Blends/Chief Value Cotton (CVC)/Regenerated Fibers/Fiber Blends PERFORMANCE TEST TEST METHOD REQUIREMENTINITIAL PACKAGEPhysical PropertiesFiber Content AATCC 20/20A16 CFR 303Wool Product Labeling Act –16 CFR 300Fur Products Labeling Act –16 CFR 301Fur Products IdentificationAct – 15 U.S.A 69 One Fiber Only: No ToleranceTwo or More Fibers: +/- 3% max deviation from contracted fiber contentFunctional Fibers i.e. Spandex: +/- 2% max deviation from contracted fiber contentYarn Size ASTM D 1059 Report Actual DataCount ASTM D 3775 Report Actual DataFabric Weight ASTM D 3776 Deviation from contracted weight (g/m2 OR oz/yd2): +/- 5%maximumFlammability(Refer to Kohl’s Safety Standards)16 CFR 161016 CFR 1615/1616 Class 1Non-exempt fabrics must be tested in every colorPass (Acceptance Criteria)The supplier must keep all children's sleepwear test records and samples for a period of 7 yearsAnalyticalFormaldehyde Kohl’s TM - 5JIS L 1041:2000 –Sec. 6.3.1 (b) Method A or B Negative, If Spot Test is Positive, proceed with step 2 Children over 4 & Adults = 75 ppm max.Children’s 0-4T = 0.05 Absorbency max.Dimensional ChangeDimensional Change to Home Laundering, Dry Cleaning or Hand Wash AATCC 135 (3 washes)/AATCC 158 (1 cycle)AATCC/ASTM TS-006(Length X Width)Ultra Tide ? PowderDetergentWovens-4% X -4% max, Growth: +1% X +1% maxDry Clean ItemsShrinkage: -2% X -2% max , Growth +1% X +1% maxAppearance Retention AATCC/ASTM TS-008ModifiedUltra Tide ? PowderDetergent Must meet all applicable Kohl's Appearance Evaluation RequirementsStrength & DurabilityTensile Strength ASTM D 5034 ≤ 2.0 oz/sq. yd. - 15 lbs. min > 2 to ≤4.0 oz/sq. yd.- 25 lbs. min> 4.0 to ≤ 8.0 oz/sq. yd.- 35 lbs. min> 8.0oz/sq.yd. - 45 lbs. MinTear Strength ASTM D 1424(Elmendorf) ≤ 2.0 oz/sq. yd. - 1.5 lbs. min> 2 to < 4.0 oz/sq. yd.- 2 lbs. min> 4.0 to < 8.0 oz/sq. yd.- 2.5 lbs. min > 8.0oz/sq.yd. - 3 lbs minColorfastnessColorfastness to Chlorine ANDNon-Chlorine BleachAATCC/ASTM TS-001 Shade Change: Grade 4 minRaised & Non-Raised WovensNatural Fibers/Fiber Blends/Chief Value Cotton (CVC)/Regenerated Fibers/Fiber Blends PERFORMANCE TEST TEST METHOD REQUIREMENTColorfastness to Crocking AATCC 8/116Original StateIf results fail in original state,perform after 1 Wash/DryCycle All fabrics (except listed below): Dry - Grade 4 minWet - Grade 3 minPigment Dyed/Printed, Lightly Brushed, Piled, Sulphur, Indigo:Dry - Grade 3 minWet - Grade 2 minADDITIONAL COLORWAY TESTINGFlammability(Refer to Kohl’s Safety Standards)16 CFR 161016 CFR 1615/1616 Class 1Non-exempt fabrics must be tested in every colorPass (Acceptance Criteria)The supplier must keep all children's sleepwear test records and samples for a period of 7 yearsFormaldehyde Kohl’s TM - 5JIS L 1041:2000 –Sec. 6.3.1 (b) Method A or B Negative, If Spot Test is Positive, proceed with step 2 Children over 4 & Adults = 75 ppm max.Children’s 0-4T = 0.05 Absorbency max.Appearance Retention AATCC/ASTM TS-008ModifiedUltra Tide ? PowderDetergent Must meet all applicable Kohl's Appearance Evaluation RequirementsColorfastness to Chlorine ANDNon-Chlorine BleachAATCC/ASTM TS-001 Shade Change: Grade 4 minColorfastness to Crocking AATCC 8/116Original StateIf results fail in original state,perform after 1 Wash/DryCycle All fabrics (except listed below): Dry - Grade 4 minWet - Grade 3 minPigment Dyed/Printed, Lightly Brushed, Piled, Sulphur, Indigo:Dry - Grade 3 minWet - Grade 2 minREQUIRED WHERE APPLICABLE AT ADDITIONAL COSTColorfastness to Sea Water* (Swimwear Only) AATCC 106 Shade Change: Grade 3.5 minSelf Staining: Grade 4 minStaining: Grade 3.5 minColorfastness to Chlorinated Pool Water * (Swimwear Only)AATCC 162 Shade Change: Grade 3.5 minFiber Reactive Dyes: Grade 2.5 minColorfastness to Perspiration - Acid Only*(Activewear/Intimates/Linings/Dk. Garment Dyes) AATCC 15 Shade Change: Grade 4 minSelf Staining: Grade 4.5 minStaining: Grade 3 minColorfastness to Water* (Color block fabrics & contrast trims) AATCC 107 Shade Change: Grade 4 minSelf Staining: Grade 4 minStaining: Grade 3.5 minRaised & Non-Raised WovensNatural Fibers/Fiber Blends/Chief Value Cotton (CVC)/Regenerated Fibers/ Fiber BlendsPERFORMANCE TEST TEST METHOD REQUIREMENT REQUIRED WHERE APPLICABLE AT ADDITIONAL COST Colorfastness to Light * (Outerwear/Activewear/ Swimwear) AATCC 16 Option 310 AFU & 20 AFUAll Colors (except listed below):Shade Change:10 AFU: Grade 4.0 min20 AFU: Grade 3.5 minNeons/Brights/Whites/Pastels:Shade Change:10 AFU: Grade 3.0 min/20 AFU: Grade 2.5 minASTM D 4685 ModifiedOption B(Velvets, Velveteen andCorduroy)Face: 250 cycles = Grade 3.5 minBack: 50 cycles = Grade 3.0 minPile RetentionKohl’s TM – 19 (Faux Fur, Velour)Level of Pile Shedding = 3.5 Weight of Fiber Removed = 1.5%Stretch and Recovery(For Wovens containing spandex – only in the direction of stretch) ASTM D3107MODIFIEDUse 4 lb. loadStretch: Calculate available stretch after 10 seconds(sec. 10.3.6.1) and test at 85% of average fabric stretch1-5% Spandex: Measure Time Dependent Growth andRecovery using 30 minutes. Report both growth andrecovery. Pass or fail based on 7% max. growth.> 5% but <10% Spandex: Measure Time Dependent Growth and Recovery using 30 minutes. Report both growth andrecovery. Pass or fail based on 5% max. growth.> 10% Spandex: Measure Time Dependent Growth andRecovery using 30 seconds. Report both growth andrecovery. Pass or fail based on 85% min. recovery(*) asterisk = ALL COLORWAYS MUST BE TESTEDMinimum Sample Size Necessary for Testing Initial Package = 3 yards X full width of darkest colorwayAdditional Colorway = 1 yard X full width percolorwayAdditional samples may be needed for items that contain two care instructions, i.e. “For Best Results, Dry Clean”. Please consult with INTERTEK for the number of samples. Package Price (USD)USA ROWInitial Package $215 $155 Additional Colorways $100 $55If Formaldehyde Spot Test is found positive, additional charges will incur for additional testing. Optional Testing Section – Refer to Price ListTurn Around Time = 4 working daysCare Instructions with “line dry or flat dry” may require an additional dayPROTOCOL # 103-4 ContinuedRaised & Non-Raised WovensNatural Fibers/Fiber Blends/Chief Value Cotton (CVC)/Regenerated Fibers/ Fiber Blends PROTOCOL REVISION DESCRIPTION OF CHANGE DATE REVISION/APPROVED BY 103-1 1. Colorfastness to Abrasion-Frosting Test – Removed fromApril 2007/ Ro Jain Optional Testing2. Pilling Resistance Test – Removed from Optional Testing3. Ageing of Sulphur Dyed Fabrics Test –Changed test methodoption to Option 7.1 – Oven Aging4. Tensile Strength – Changed requirements to:<2.0 oz/sq.yd – 15 lbs. min>2 to < 4.0 oz/sq.yd – 25 lbs. min> 4.0 - < 8.0 oz/sq.yd – 35 lbs. min> 8.0 oz/sq.yd – 45 lbs. min103-2 1. Appearance Retention (KAR) –Method has beenchanged toNov. 2008/Ro JainAATCC/ASTM TS-008 Modified.2.Yarn Size & Fabric Count – Changed requirement +/- 5% to ReportActual Data.3. Colorfastness to Accelerated Laundering/Dry Cleaning –Test hasbeen removed. Have been added to Appearance Retention test.4. Colorfastness to Crocking - Test specimen to be tested originalstate and after 1 wash/dry cycle.5. Colorfastness to Light – Changed evaluation 20 AFU to 10 AFU &20 AFU. Added requirement 3.0 for colors: Neons/Brights/Pastelsand Whites.6. Pile Retention Test – Modified method to Option B-Face: 250 cyclesBack: 50 cycles7. Formaldehyde Content – Test to be used on all products.Changed requirement to:Children over 36 months & Adults = 75 ppm max.Infants under 36 months = 0.05 Absorbency max.8. Stretch Properties – Changed requirements.Use a 4 lbs. load for any wovens with spandex. Refer to page 3 ofthis protocol for requirements.PROTOCOL # 103-4 ContinuedRaised & Non-Raised WovensNatural Fibers/Fiber Blends/Chief Value Cotton (CVC)/Regenerated Fibers/ Fiber Blends PROTOCOL REVISION DESCRIPTION OF CHANGE DATE REVISION/APPROVED BYNov.2009/Ro Jain 103-3 1. Removed - No tolerance allowed for wool/wool blend productsunder the Fiber Content Protocol2. Combined Formaldehyde spot test and full test & updated testmethod3. Revised Requirement: Colorfastness to Chlorinated Pool Water-Fiber Reactive Dyes-Grade 2.54. Revised Requirement: Colorfastness to Light-Neons/Brights/White/Pastels: Shade Change: 10AFU: Grade 3.0 and20AFU: Grade 2.55.Stretch Properties – modified load / updated requirementNov. 2011/Ro Jain 103-4 1. Fiber ContentAdded the Fur labeling and Identification acts and wool #16 cfr3002. AnalyticalFormaldehyde-added Kohls TM-53. Updated Tide to “Ultra”4. Stretch & RecoveryAdded “MODIFIED”5. Removed-Aging of sulphur dyed etc. section6. Added- Pile retention for faux fur, velour –Kohl’s TM-19。
工程力学实验中心主要设备一览表
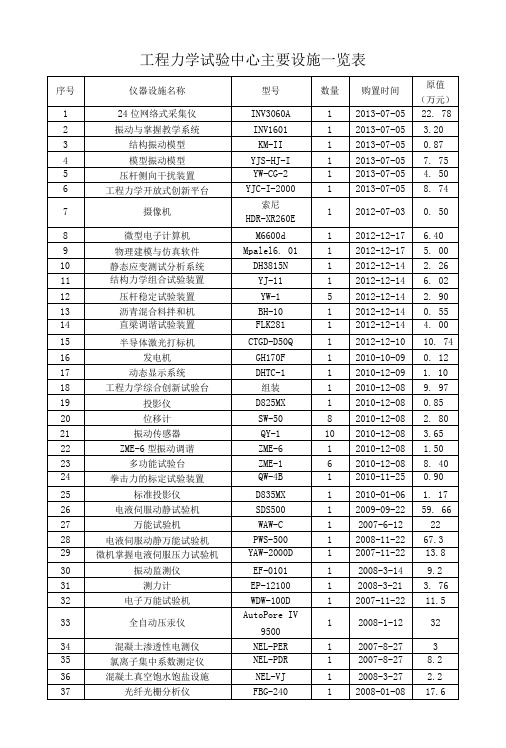
1
2010-12-08
0.85
20
位移计
SW-50
8
2010-12-08
2. 80
21
振动传感器
QY-1
10
2010-12-08
3.65
22
ZME-6型振动调谐
ZME-6
1
2010-12-08
1.50
23
多功能试验台
ZME-1
6
2010-12-08
8. 40
24
拳击力的标定试验装置
QW-4B
0. 6
98
静态电阻应变仪
YJ-22
2
2000-12-1
1.2
99
动态应变仪
Y6DL-1
3
1981-1-1
1.8
100
油压千斤顶
QW200T
5
2004-11-1
2.8
101
静态数字应变测量装置
YJ-22
1
1993-4-1
0. 55
102
轮辐式传感器
GKCT15-1B
2
2004-10-10
0.9
103
NEL-PER
1
2007-8-27
3
35
氯离子集中系数测定仪
NEL-PDR
1
2007-8-27
8.2
36
混凝土真空饱水饱盐设施
NEL-VJ
1
2008-3-27
2.2
37
光纤光栅分析仪
FBG-240
1
2008-01-08
17.6
序号
仪器设施名称
型号
数量
购置时间
【2019年整理】soralchin026-材料表
2.5
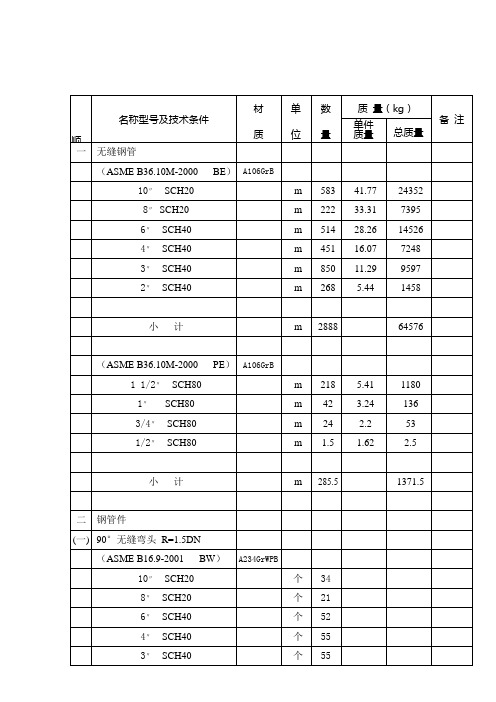
小计
m
285.5
1371.5
二
钢管件
(一)
90°无缝弯头R=1.5DN
(ASME B16.9-2001 BW)
A234GrWPB
10″SCH20
个
34
8″SCH20
个
21
6″SCH40
个
52
4″SCH40
个
55
3″SCH40
个
55
2″SCH40
个
26
小计
个
243
(ASME B16.11 SW)
个
7
2″×2″×1 1/2″SCH40
个
7
小计
个
76
(ASME B16.11 SW)
A105
1 1/2″× 1 1/2″×1″
个
1
(六)
法兰盖
(ASME B16.5)
A105
FB CL150(RF)
6″
个
2
4″
个
3
2″
个
1
小计
个
6
(七)
8字盲板
(ASME B16.48)
A105
SB CL150(RF)
4″SCH40
个
82
3″SCH40
个
59
2″SCH40
个
43
小计
个
363
(十三)
紧固件
1
双头螺柱及螺母(in×mm)
A193GrB7/
(ASME B18.2)
A194Gr2H
7/8×130
副
792
5/8×100
副
1210
三参数Weibull分布竞争失效场合变应力加速寿命试验统计分析_张详坡_尚建忠_
Statistical Inference of Varying-stress Accelerated Life Test with Competing Failures Based on Three-parameter Weibull Distribution
ZHANG Xiangpo1, 2 SHANG Jianzhong 1 CHEN Xun 1 ZHANG Chunhua 1
(1. Laboratory of Science and Technology on Integrated Logistics Support, National University of Defense Technology, Changsha, 410073; 2. College of Field Engineering, PLA University of Science and Technology, Nanjing 210007)
失效和当前应力,而与累积方式无关[1]。 (2) 寿命分布模型。产品 p 个失效模式下的潜 在失效时间在各应力水平下均服从 TPWD,加速应 力只改变各失效模式的分布参数,而不改变其分布 类型。 在时间 t,应力水平 S (t ) 下第 m 个失效模式的 失效概率、失效概率密度、可靠度和故障率函数分 别记为 Fm (t ) 、f m (t ) 、 Rm (t ) 和 hm (t ) ( m 1,2, , p )。月 2014 年 7 月
张详坡等:三参数 Weibull 分布竞争失效场合变应力加速寿命试验统计分析
43
相间失效和槽间失效之一产生,绝缘系统的寿命是 这三种失效模式的最小失效时间[1]。轴承的失效有 可能由轴承内圈失效、外圈失效、滚动体失效和保 持架失效中的一个导致。竞争失效是产品的一种重 要失效形式,竞争失效产品加速寿命试验的统计分 析方法与单一失效分析有很大的差别,研究竞争失 效场合加速寿命试验统计分析具有重要意义,受到 很多学者的关注[1-7]。 但这些研究都是针对常用的分 布如对数正态分布、指数分布和两参数 Weibull 分 布,而系统针对各失效模式分布为三参数 Weibull 分布(Three-parameter Weibull distribution,TPWD) 的竞争失效加速寿命统计分析的研究还鲜见报道。 由于 TPWD 中位置参数 γ 的引入,使得其分 布形式具有最小寿命特征,因此描述对于具有渐变 性失效特征的失效模式如机械产品的磨损、疲劳、 腐蚀、老化等的寿命分布具有更加明确的物理意 义[8-10],同时因为威布尔分布含有三个参数,所以 与其他较常用寿命分布如正态分布、 对数正态分布、 指数分布(只有一个参数)等相比,对于各种类型的 试验数据拟合能力更强。 正是由于 TPWD 的这些特 点,航空产品的疲劳寿命和强度分布都可以用 TPWD 很好地描述。 目前 TPWD 已经广泛应用在诸 [11-12] 如导弹部件 、发动机部件[13]、数控机床[14]等机 械零部件的可靠性分析与评价中。因此研究 TPWD 竞争失效加速寿命统计分析方法具有重要意义。 本文针对 TPWD 的特点, 研究产品各失效模式 寿命分布为 TPWD 时的竞争失效变应力加速寿命 统计分析方法,建立求解其分布参数的极大似然估 计模型。
聚四氟乙烯性能参数

1.聚四氟乙烯聚四氟乙烯是用于密封的氟塑料之一。
聚四氟乙烯以碳原子为骨架,氟原子对称而均匀地分布在它的周围,构成严密的屏障,使它具有非常宝贵的综合物理机械性能(表14—9)。
聚四氟乙烯对强酸、强碱、强氧化剂有很高的抗蚀性,即使温度较高,也不会发生作用,其耐腐蚀性能甚至超过玻璃、陶瓷、不锈钢以至金、铂,所以,素有“塑料王”之称。
除某些芳烃化合物能使聚四氟乙烯有轻微的溶胀外,对酮类、醇类等有机溶剂均有耐蚀性。
只有熔融态的碱金属及元素氟等在高温下才能对它起作用。
聚四氟乙烯的介电性能优异,绝缘强度及抗电弧性能也很突出,介质损耗角正切值很低,但抗电晕性能不好。
聚四氟乙烯不吸水、不受氧气、紫外线作用、耐候性好,在户外暴露3年,抗拉强度几乎保持不变,仅伸长率有所下降。
聚四氟乙烯薄膜与涂层由于有细孔,故能透过水和气体。
聚四氟乙烯在200℃以上,开始极微量的裂解,即使升温到结晶体熔点327℃,仍裂解很少,每小时失重为万分之二。
但加热至400℃以上热裂解速度逐渐加快,产生有毒气体,因此,聚四氟乙烯烧结温度一般控制在375~380℃。
聚四氟乙烯分子间的范德华引力小,容易产生键间滑动,故聚四氟乙烯具有很低的摩擦系数及不粘性,摩擦系数在已知固体材料中是最低的。
聚四氟乙烯的导热系数小,该性能对其成型工艺及应用影响较大。
其不但导热性差,且线膨胀系数较大,加入填充剂可适当降低线膨胀系数。
在负荷下会发生蠕变现象,亦称作“冷流”,加入填充剂可减轻蠕变程度。
聚四氟乙烯可以添加不同的填充剂,选择的填充剂应基本满足下述要求:能耐380℃高温即四氟制品的烧结温度;与接触的介质不发生反应;与四氟树脂有良好的混入性;能改善四氟制品的耐磨性、冷流性、导热性及线膨胀系数等。
常用的填充剂有无碱无蜡玻璃纤维、石墨、碳纤维、MoS2、A123、CaF2、焦炭粉及各种金属粉。
如填充玻璃纤维或石墨,可提高四氟制品的耐磨、耐冷流性,填充MoS2可提高其润滑性,填充青铜、钼、镍、铝、银、钨、铁等,可改善导热性,填充聚酰亚胺或聚苯酯,可提高耐磨性,填充聚苯硫醚后能提高抗蠕变能力,保证尺寸稳定等。
一种聚合物驱后深部调剖用HPAMCr~3 冻胶体系

收稿日期:2005-01-30;修回日期:2005-10-10基金项目:中石化2001年重点攻关项目“聚合物驱后提高采收率技术研究”部分内容,项目编号:P03048。
作者简介:熊生春(1981—),2003年7月毕业于石油大学(华东)石油工程学院石油工程系,攻读中国石油大学(华东)油气田开发工程硕士学位至今。
地址:(257061)山东东营市,电话:0546-8397476,E -mail :xshch0000@油田化学一种聚合物驱后深部调剖用HPAM/Cr 3+冻胶体系熊生春,王业飞,何 英,赵福麟(中国石油大学(华东)石油工程学院采油化学研究室) 摘 要:针对孤岛油田砂岩油藏的地质特点,用可延缓释放Cr 3+的一种有机铬交联剂与延缓剂配合,研制了深部调剖用的一种聚合物(HPAM )/有机铬冻胶体系,由冻胶强度级别的划分定性地测定成冻时间和突破真空度的方法定量测定冻胶强度,并作出了成冻时间及强度等值图。
实验结果表明HPAM/Cr 3+冻胶交联时间可调,冻胶体系成冻时间可调1~18d ,成冻后强度高。
聚合物驱后,继续向地层中注入一定量的组合深部调剖剂,能有效地提高采收率。
关键词:聚合物驱;聚丙烯酰胺;冻胶;深部调剖;可视化模型中图分类号:TE 3571431 文献标识码:A 文章编号:1006-768X (2005)06-0096-03 推广程度很高的聚合物驱目前还存在很多问题,聚合物驱后有大量的的聚合物溶液滞留在地层[1],由于水的流度较大,聚合物溶液的流度较小,在聚合物驱后恢复水驱,滞留在地层的聚合物溶液控制大孔道的能力远远不够。
为了有效地控制大孔道,防止油井水淹,需要研究不同成冻时间的深部调驱剂,以设置在对液流影响不同的地区,起到封堵作用,从而有效地提高水驱的波及系数[2]。
HPAM/Cr 3+冻胶堵剂的形成和性能主要受聚合物(包括种类、分子量、水解度、浓度)、交联剂(包括种类、配比、浓度、老化时间)、聚合物/交联剂比、温度、剪切等多方面因素的影响[3~4]。
高效液相色谱_蒸发光散射检测法测定肉苁蓉中的甜菜碱

(RSD )分别为 0172%, 2155%和 2112%,表明该测定 方法是可靠的 。
配制系列浓度的标准溶液进样 , 以甜菜碱的峰 面积 ( Y)的对数为纵坐标 , 甜菜碱的质量 ( X )的对 数为 横 坐 标 绘 制 标 准 曲 线 , 回 归 方 程 为 lgY = 11440 3·lgX + 61866 5, 相关系数 ( r2 )为 01999, 表 明甜菜碱在质量 0125 ~3 μg 范围内有良好的线性 关系 。以 3倍信噪比确定检出限为 011μg。 2. 3 回收率试验 精确称取内蒙产样品约 015 g, 提取 , 在 1 m L 样品中加入 1 g /L 的标样 25μL,测得方法的加样回 收率为 9912%。 2. 4 样品测定 精确称取 4种肉苁蓉样品各约 015 g, 提取 , 测 定 , 3次测定的结果见表 2。标样及样品的 H PLC 2 ELSD 图谱见图 1。
样品 1# 2# 3# 4#
表 2 样品中甜菜碱含量的测定结果
测定结果 / (m g / g)
平均值 / (m g / g)
73. 50 73. 94 73. 42
73. 62
57. 85
58. 01 未检出 未检出
57. 63
57. 80 / /
RSD / % 0. 38 0. 34 / /
图 1 ( a )甜菜碱对照品 、( b )内蒙古产肉苁蓉样品 、( c )甘肃产肉苁蓉样品和 ( d )新疆产肉苁蓉样品的 H PL C 2EL SD 图谱
8 ( 2) : 35
© 1994-2008 China Academic Journal Electronic Publishing House. All rights reserved.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Issue No. 1 Title : Engineering Drawing Tolerance for Plastic MouldingsPublished : March 1996Implementation Date : April 1996 FORWORDThis Standard has been prepared by Materials Engineering in order to prevent incorrect or unrealistic dimensional tolerances being quoted on Rover Group engineering drawings for plastics mouldings.Dimensional characteristics of plastic mouldings are greatly influenced by mould shrinkage and co-efficients of linear expansion of plastics materials: accordingly data on these physical properties have been incorporated as an Appendix to the Standard.CONTENTS1Scope2Materials Categorisation3Selection of Dimensional Tolerances for Plastics Mouldings4Tolerance TablesAppendix - Mould Shrinkage and Co-efficient of Linear Expansion1SCOPEThis Standard is intended as a guide for design staff in selecting dimensional tolerances for plastics mouldings, and is applicable to items with wall thicknesses up to and including 4 mm. Both fine and commercial tolerances are specified.2MATERIALS CATEGORISATION2.1Materials are, for the purpose of this Standard, divided into three groups as follows :Group 1. Materials capable of being moulded to tight tolerance :Acrylonitrile Butadiene Styrene (ABS)ABS - glass filledAcetal - glass filledAcrylicsDaillyl PhthalateNylon 6 - filledNylon 66 - filledNylon 11 - filledNylon 12 - filledPhenol Formaldehyde - filledPolycarbonatePolycarbonate - glass filledPage 1 of 8Issue No. 1 Title : Engineering Drawing Tolerance for Plastic MouldingsPublished : March 1996Implementation Date : April 1996 Polycarbonate / ABS (i.e. Bayblend)Polyester, thermoplastic:Polybutylene Terephthalate - glass filledPolybutylene Terephthalate - glass filledPolyphenylene Oxide - modified (Noryl)Polyphenylene Oxide - modified - glass filledStyrene AcrylonitrileUrea Formaldehyde - filledGroup 2. Materials capable of being moulded to medium tolerances:ActealCellulose AcetateCellulose Acetate Butrate (CAB)Ethylene Vinyl Acetate (EVA)Melamine FormaldehydeNylon 6Nylon 66Nylon 11Nylon 12Polyester, thermosetting - glass filledPolybutylene Terephthalate (PBT)Polyethylene Terephthalate (PET)Polyester, thermoplastic elastomersPolypropylene-glass filled-talc filled-asbestos filled-rubber modifiedPolystyrenePolyurethane, thermoplastic (Hardness equal to or less than 50 Shore D)Polyurethane RIMPolyvinyl Chloride (PVC) - rigidGroup 3. Materials that are not capable of being moulded to tight tolerances :PolyethylenePolypropylenePolyurethane, thermoplastic (Hardness greater than 50 Shore D)Polyvinyl Chloride - flexible2.2Tables detailing fine and commercial dimensional tolerance data for each of the threegroups are presented in Section 4. It should be noted that the tables are intended for guidance, and where deemed necessary materials may be moulded to tighter tolerances than those indicated by their respective groupings, e.g. Unfilled nylons can be moulded to Group 1 tolerances.Page 2 of 8Issue No. 1 Title : Engineering Drawing Tolerance for Plastic MouldingsPublished : March 1996Implementation Date : April 19963SELECTION OF DIMENSIONAL TOLERANCES FOR PLASTIC MOULDINGS It is important that the following aspects are noted when selecting dimensional tolerances for plastics mouldings.3.1Wherever possible commercial tolerances shall be specified, since fine tolerances willresult in more expensive tooling and possible higher rejection rates.3.2Components should be designed to permit the maximum possible tolerances and withall factors affecting dimensions (i.e., coefficient of expansion, past moulding treatments, chemical environment etc. ,) taken into account. The application of tolerances tighter than necessary may preclude the use of more economically viable materials.Note : It is not necessary to apply tolerances to all dimensions.3.3Thermal expansion and or water content can greatly affect the dimensions of plasticsmouldings. Therefore the dimensions and tolerances specified on engineering drawings must be ascertained under controlled conditions of temperature and humidity. Unless otherwise specified these shall be 20°C ± 0.5°C and 65% ± 5% RH.3.4Material suppliers, toolmakers and moulders shall be consulted prior to a finaldecision on dimensional tolerances. To enable moulders to achieve the agreedtolerances, toolmarkets shall ensure that tools are produced with suitable feedingsystems and the correct mould shrinkage allowance. Moulders must ensure that the ‘machine conditions’ will produce, (in the particular material used), low stressedmouldings of correct dimensions.3.5The tables in Section 4 and the Appendix are intended for guidance. MaterialsEngineering personnel should be consulted regarding mould shrinkage, coefficient of expansion and tolerances for specific grades of materials.3.6The tolerances detailed herein are :-(i)not intended to imply symmetrical differences from the datum, but to givean overall tolerances band.(ii)only applicable to mouldings with wall thickness up to and including 4 mm.(iii)only applicable to linear dimensions, and do not allow for bowing ovality or other forms of distortion.4TOLERANCE TABLESThe following data are intended for guidance and should be used in conjunction with Sections 2 and 3 when selecting dimensional tolerances for plastics mouldings.Page 3 of 8Issue No. 1Title : Engineering Drawing Tolerance for Plastic MouldingsPublished : March 1996Implementation Date : April 1996Page 4 of 8TABLE 1 : DIMENSIONAL TOLERANCES - GROUP 1 MATERIALSTOLERANCES ± (mm)NOMINAL DIMENSIONS (mm)Fine Commercial Up to 1Over 1up to and inc 3Over 3up to and inc 6Over 6up to and inc 10Over 10up to and inc 15Over 15up to and inc 22Over 22up to and inc 30Over 30up to and inc 40Over 40up to and inc 55Over 55up to and inc 70Over 70up to and inc 90Over 90up to and inc 120Over 120up to and inc 160Over 160up to and inc 200Over 200up to and inc 250Over 250up to and inc 315Over 315up to and inc 400Over 400up to and inc 500Over 500up to and inc 650Over 650up to and inc 800Over 800up to and inc 1000Over 1000up to and inc 1200Over 1200up to and inc 1400Over 1400up to and inc 1600Over 1600up to and inc 1800Over 1800up to and inc20000.050.060.070.080.080.090.110.130.140.170.200.250.300.360.440.550.700.901.201.501.902.302.653.053.403.800.070.080.090.090.110.130.140.170.200.240.290.350.430.510.680.851.081.381.832.282.903.504.054.655.205.80Issue No. 1Title : Engineering Drawing Tolerance for Plastic MouldingsPublished : March 1996Implementation Date : April 1996Page 5 of 8TABLE 2 : DIMENSIONAL TOLERANCES - GROUP 2 MATERIALSTOLERANCES ± (mm)NOMINAL DIMENSIONS (mm)Fine Commercial Up to 1Over 1up to and inc 3Over 3up to and inc 6Over 6up to and inc 10Over 10up to and inc 15Over 15up to and inc 22Over 22up to and inc 30Over 30up to and inc 40Over 40up to and inc 55Over 55up to and inc 70Over 70up to and inc 90Over 90up to and inc 120Over 120up to and inc 160Over 160up to and inc 200Over 200up to and inc 250Over 250up to and inc 315Over 315up to and inc 400Over 400up to and inc 500Over 500up to and inc 650Over 650up to and inc 800Over 800up to and inc 1000Over 1000up to and inc 1200Over 1200up to and inc 1400Over 1400up to and inc 1600Over 1600up to and inc 1800Over 1800up to and inc20000.060.070.080.080.100.110.130.150.180.210.260.310.380.450.600.750.981.281.732.182.803.353.904.505.055.600.080.090.100.120.140.170.200.230.270.330.410.500.620.790.951.201.632.132.883.634.635.556.507.408.309.25Issue No. 1Title : Engineering Drawing Tolerance for Plastic MouldingsPublished : March 1996Implementation Date : April 1996Page 6 of 8TABLE 3 : DIMENSIONAL TOLERANCES - GROUP 3 MATERIALSTOLERANCES ± (mm)NOMINAL DIMENSIONS (mm)Fine Commercial Up to 1Over 1up to and inc 3Over 3up to and inc 6Over 6up to and inc 10Over 10up to and inc 15Over 15up to and inc 22Over 22up to and inc 30Over 30up to and inc 40Over 40up to and inc 55Over 55up to and inc 70Over 70up to and inc 90Over 90up to and inc 120Over 120up to and inc 160Over 160up to and inc 200Over 200up to and inc 250Over 250up to and inc 315Over 315up to and inc 400Over 400up to and inc 500Over 500up to and inc 650Over 650up to and inc 800Over 800up to and inc 1000Over 1000up to and inc 1200Over 1200up to and inc 1400Over 1400up to and inc 1600Over 1600up to and inc 1800Over 1800up to and inc20000.070.080.080.100.120.140.170.190.230.280.340.410.520.650.801.001.351.752.352.953.754.505.256.006.757.500.100.110.120.140.170.200.240.280.340.410.510.620.791.001.201.502.052.653.554.455.656.807.909.0510.1511.30Issue No. 1Title : Engineering Drawing Tolerance for Plastic MouldingsPublished : March 1996Implementation Date : April 1996Page 7 of 8APPENDIXMOULD SHRINKAGE AND COEFFICIENTS OF LINEAR EXPANSIONMATERIALMouldShrinkage per cent106 Coeff.linear expansion °K -1ABSABS - 30% glass filled AcetalAcetal - 30% glass filled AcrylicCellulose AcetateCellulose Acetate Butyrate Diallyl PhthalateEthylene Vinyl Acetate Melamine Formaldehyde Nylon 6Nylon 6-30% glass filled Nylon 66Nylon 66 - 30% glass filled Nylon 11Nylon 11 - 30% glass filled Nylon 12Nylon 12 - 30% glass filled Phenol Formaldehyde PolycarbonatePolycarbonate - 30% glass filled Polycarbonate / ABS (Bayblend)Polyester, laminates Polyester, thermoplasticPolybutylene Terephthalate Polybutylene Terephthalate - 30% glass filledPolyethylene Terephthalate Polyethylene Terephthalate - 30% glass filledPolyester, thermoplastic elastomer Polyethylene, low density Polyethylene, high densityPolyethylene Oxide-mod-(Noryl)Polyethylene Oxide-mod-30%- glass filled PolypropylenePolypropylene - 20% talc filled Polypropylene - 20% glass filled Polypropylene - asbestos filled Polypropylene - rubber modified Polystyrene0.4-0.80.1-0.31.5- 2.50.5- 1.50.2-0.80.3-0.80.2-0.70.2-0.90.7- 1.20.6-0.80.6- 2.50.2- 1.20.7- 2.50.2- 1.20.9- 2.00.3-0.70.3- 2.00.5- 1.50.2- 1.50.5-0.80.2-0.60.4-0.70.1- 1.21.2- 2.30.2- 1.51.3- 1.60.2- 2.00.3- 1.41.0- 4.41.5- 3.30.5-0.70.1-0.31.3- 2.50.8- 1.80.7- 2.00.4- 1.20.8- 2.00.2-0.850-11035-5090-15035-8050-9080-160110-17010-60230-25010-5070-17015-3060-11015-3090-15010-4090-13030-7015-3020-7020-3070-8510-5080-18030-6070-15020-40140-210200-250150-20060-7020-30110-17070-11060-14020-4050-14035-100Issue No. 1Title : Engineering Drawing Tolerance for Plastic MouldingsPublished : March 1996Implementation Date : April 1996Page 8 of 8MATERIALMould Shrinkage per cent106Coeff.linearexpansion °K -1Polyurethane thermoplastic greater than 50 Shore D equal or less than 50 Shore D Polyurethane, RIM Polyurethane, RRIM Polyvinyl Chloride - rigid Polyvinyl Chloride - flexible Styrene Acrylonitrile Urea Formaldehyde 0.8 - 1.81.0 - 2.01.2 - 1.80.3 - 0.60.2 - 5.00.7 - 5.00.2 - 0.60.6 - 1.4130 - 120150 - 22590 - 15030 - 18050 - 10070 - 25050 - 11030 - 50Note :The mould shrinkage and coefficient of expansion of fibre filled materials will vary in directions parallel and perpendicular to the flow.。