塑胶模具材料限用标准.docx
塑胶模具材料限用标准

. . .. .模具材料限用标准1. 范围本标准对xx科技有限公司模具设计材料的选用作出了规定。
根据模具零件的功能和重要程度按必须贯彻执行﹑推荐采用建议执行﹑按客户要求执行和不受本标准限制按贯例选用的四种情况在本标准内选用。
按照本标准规定的选用材料原则进行选材,可以达到在确保模具品质的情况下合理选材﹑压缩品种﹑减少规格﹑简化供应渠道﹑减少呆料和库存积压。
本标准适用于xx科技在模具设计和制作过程中的黑色金属(即钢、铜和铝)材料的选用。
本标准不适用于非金属(如塑料﹑塑胶)材料的选用。
2. 引用文件模具工业标准应用手册模具钢手册冶金工业部出版社机械设计手册化学工业出版社3. 材料限用的一般规定3.1选择材料一般应遵循的原则a. 选择材料一般应以满足产品的功能和生产要求为原则b. 在满足模具品质的情况下, 不要随意提高材料成本,要以节省资源为原则c. 要选择货源充裕﹑有信誉度的供应商的材料。
3.2选择注塑模具材料时应考虑的影响因素3.2.1受注塑产品的影响因素a. 啤塑产品在啤塑过程中是否会对材料产生腐蚀性影响。
b. 塑胶树脂的种类对模具钢材的影响。
c. 塑胶件的生产批量对模具钢材的要求。
d. 塑胶件的外观品质对模具材料的要求。
3.2.2模具本身对材料的要求a. 要求有良好的加工性(包括易切削性、良好的电加工性、好的抛光特性和溶接性)。
b. 对硬度和可预硬性的要求(包括材料内部组织纯洁均匀,可进行热处理和表面处理)。
c. 模具出现故障时易于修复,有良好的可烧焊性能。
4.材料限用的具体规定根据注塑模具的特点及其模具零件的功能和重要程度将模具零件分为成型零件﹑模胚组件和结构组件,对模具材料的限制选用分为以下四种情况:a. 成型零件——如上下模肉﹑行位﹑斜顶﹑直顶﹑上下模肉镶件﹑行位镶件等;成型零件的选用原则属于推荐采用建议执行,限用材料详见表二、表三、表四。
b. 模胚组件——如上下码模板﹑“A”板﹑“B”板﹑热流道框板﹑顶针板等;模胚组件的选用原则属于限制选用强制执行,限用材料详见表五。
塑胶模具材料限用标准

模具材料限用标准1. 围本标准对xx科技模具设计材料的选用作出了规定。
根据模具零件的功能和重要程度按必须贯彻执行﹑推荐采用建议执行﹑按客户要求执行和不受本标准限制按贯例选用的四种情况在本标准选用。
按照本标准规定的选用材料原则进行选材,可以达到在确保模具品质的情况下合理选材﹑压缩品种﹑减少规格﹑简化供应渠道﹑减少呆料和库存积压。
本标准适用于xx科技在模具设计和制作过程中的黑色金属(即钢、铜和铝)材料的选用。
本标准不适用于非金属(如塑料﹑塑胶)材料的选用。
2. 引用文件模具工业标准应用手册模具钢手册冶金工业部机械设计手册化学工业3. 材料限用的一般规定3.1选择材料一般应遵循的原则a. 选择材料一般应以满足产品的功能和生产要求为原则b. 在满足模具品质的情况下, 不要随意提高材料成本,要以节省资源为原则c. 要选择货源充裕﹑有信誉度的供应商的材料。
3.2选择注塑模具材料时应考虑的影响因素3.2.1受注塑产品的影响因素a. 啤塑产品在啤塑过程中是否会对材料产生腐蚀性影响。
b. 塑胶树脂的种类对模具钢材的影响。
c. 塑胶件的生产批量对模具钢材的要求。
d. 塑胶件的外观品质对模具材料的要求。
3.2.2模具本身对材料的要求a. 要求有良好的加工性(包括易切削性、良好的电加工性、好的抛光特性和溶接性)。
b. 对硬度和可预硬性的要求(包括材料部组织纯洁均匀,可进行热处理和表面处理)。
c. 模具出现故障时易于修复,有良好的可烧焊性能。
4.材料限用的具体规定根据注塑模具的特点及其模具零件的功能和重要程度将模具零件分为成型零件﹑模胚组件和结构组件,对模具材料的限制选用分为以下四种情况:a. 成型零件——如上下模肉﹑行位﹑斜顶﹑直顶﹑上下模肉镶件﹑行位镶件等;成型零件的选用原则属于推荐采用建议执行,限用材料详见表二、表三、表四。
b. 模胚组件——如上下码模板﹑“A”板﹑“B”板﹑热流道框板﹑顶针板等;模胚组件的选用原则属于限制选用强制执行,限用材料详见表五。
塑胶模具技术质量要求标准表格
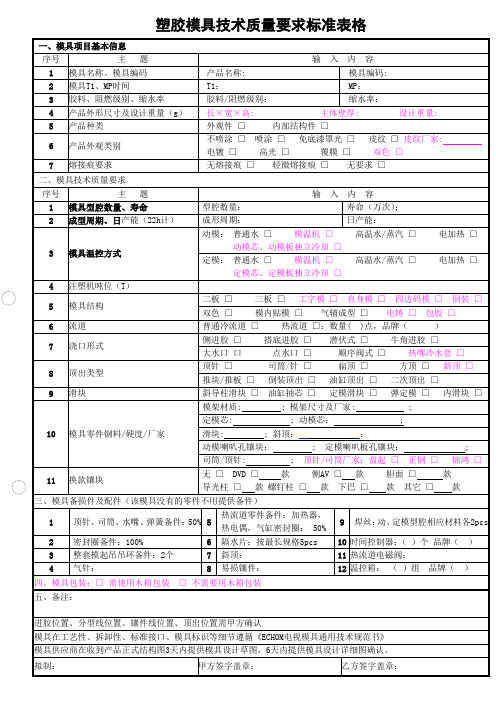
一、模具项目基本信息
序号
主 题
输 入 内 容
1
模具名称、模具编码
产品名称:
模具编码:
2
模具T1、MP时间
T1:
MP:
3
胶料、阻燃级别、缩水率
胶料/阻燃级别:
缩水率:
4
产品外形尺寸及设计重量(g)
长×宽×高: 主体壁厚: 设计重量:
5
产品种类
外观件 □ 内部结构件 □
6
产品外观类别
动模芯、动模板独立冷却 □
定模: 普通水 □模温机 □高温水/蒸汽 □ 电加热 □
定模芯、定模板独立冷却 □
4
注塑机吨位(T)
5
模具结构
二板 □ 三板 □工字模 □ 直身模 □ 四边码模 □ 倒装 □
双色 □ 模内贴模 □ 气辅成型 □电铸 □包胶 □
6
流道
普通冷流道 □ 热流道 □:数量( )点,品牌( )
模具零件钢料/硬度/厂家
模架材质:; 模架尺寸及厂家:;
定模芯:; 动模芯:;
滑块:; 斜顶:;筒厂家:盘起 □ 正钢 □ 锦鸿 □
11
换款镶块
无 □ DVD □款 侧AV □款 胆面 □款
导光柱 □款 螺钉柱 □款 下巴 □款 其它 □款
三、模具备损件及配件(该模具没有的零件不用提供备件)
1
顶针、司筒、水嘴、弹簧备件:50%
5
热流道零件备件:加热器,
热电偶,气缸密封圈: 50%
9
焊丝:动、定模型腔相应材料各2pcs
2
密封圈备件:100%
6
隔水片:按最长规格5pcs
10
时间控制器:( )个 品牌( )
C级塑胶模具标准

C級塑膠模具標準1、內模材質參照配件名稱模胚模板2、標準件及零配件要求:C級塑膠模具標準限位螺絲3、模胚均采用龍記標準模胚,模胚需加工基準角C10*45°,具體位置如圖01所示。
4、模板要求平整、平行、且確保垂直度,尺寸公差在 0.01mm之內,每块模板所有銳角均需倒C2*45°直角,不可以有銳角。
圖015、每套模具需要安装一块如下图所示的铭牌,具體位置及要求參考附檔<<銘牌安裝及字碼打法標準>>。
铭牌上的字碼需雕刻加工而成。
字码要求排列整齐,高低深浅一致。
C級塑膠模具標準圖.026、熱流道模具需要安裝一塊如圖03所示的熱流道銘牌,具體位置及要求參考附檔<<銘牌安裝及字碼打法標準>>。
圖.037、熱流道的接線盒安裝在模具天側靠基角邊,如圖04所示。
C 級塑膠模具標準圖048、模具每塊模板需要在模具表面打字碼。
模胚字碼的打法可參考附檔<<模胚字碼打法標準>>。
9、 模具內模字碼的打法請參考附檔<<內模字碼的打法標準>>。
10、模具零件字碼的打法請參考附檔<<模具配件字碼打法標準>>。
11、 模具零件在模具上相對裝配位置需有裝配字碼,字碼的打法請參考附檔<<模具配件裝配字碼打法標準>>。
12、模具上所有字碼均需用油石推平。
13、 模具的每塊模板需要有吊模螺絲孔,吊模螺絲孔最小用M10, 常用M12、M16、 M20、M24、 M28、 M32。
一個吊模螺絲孔的螺紋能承受一邊模具(前模或后模)的重量。
如果一塊模板的重量在30~40kg 之間, 至少要有一個吊模孔。
如果一塊模板重於400kg , 則四周各至少要有一個吊模孔,共四個。
14、 當整套模具吊起時,需保證模具吊裝平衡。
當B 板吊模螺絲孔嚴重偏模具重心時,模具需要設置吊模塊, 保證模具吊裝平衡。
01塑料模具材料的性能要求(精)

度越来越快,模具反复地在较大的温度范围内工作,要求塑料模材料 在高温条件下,强度不下降,基体组织也不发生变化。如锌合金的高 温强度,尤其是高温蠕变强度很低。用锌合金制造塑料模应慎重考虑 塑料模的工作条件。
模具材料 tt
主讲人:王红春
模具材料 目录
CONTENTS
01 02
塑料模具材料的性能要求
常用模具材料
1
模具材料
01.塑料模具材料的性能要求
对塑料模材料的性能要求分为对材料的使用性能要求及对材料的加工性能要求。 1.塑料模具对材料使用性能的要求 ①具有足够的表面硬度,满足耐磨性要求 塑料制品的表面粗糙度、尺寸精度、 模具的使用寿命,都和模具表面的硬度及耐磨性有直接关系,对成型含有固体 硬质填料材料制品的模具,其关系尤为密切。这类模具成型零件的表面应具有 足够的硬度,其淬硬性应不低于55HRC。
1
模具材料
01.塑料模具材料的性能要求
③热处理性能 模具零件对热处理性能的要求包括淬透性、淬硬性和热
处理变形小等。这些性能对于塑料模具零件,尤其是成型零部件的力学 性能及塑料制件的成型质量均具有重大影响。 ④电火花加工性 塑料模的凹模常采用放电加工。放电加工后表面的硬 化层要浅,以便于抛光,减少抛光工时。
1
模具材料
01.塑料模具材料的性能要求
2.塑料模具对材料加工性能的要求 ①切削加工性 大多数塑料模具(包括电加工模具毛坯的制备)都需要 进行一定的切削加工。随着塑料制品的大型化、形状复杂化、精密化以 及模具交货期限的缩短,要求塑料模钢材具有良好的切削加工性。
②镜面加工性 透明塑料制品在电子、仪表、汽车、照相器材中的应用 得到迅速发展。对成型这类制品的模具,成型零部件表面的镜面加工性 要求越来越高,其模具材料的镜面加工性是一项十分重要的指标。
塑胶模具钢材使用标准-OK
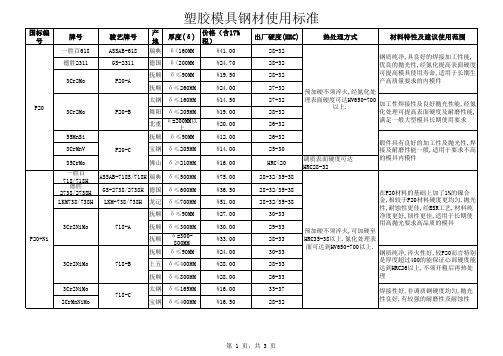
德胜2379
GS-2379 德国 δ≤150MM
¥64.00
HRC≤20
日立SKD11 HITACHI-SKD11 日本 δ≤160MM
D2
Cr12MoV
D2-A
长钢 大连
20-90 12-60
¥68.00 ¥24.50 ¥24.50
HRC≤20 HRC≤20 HRC≤20
淬火后硬度可达HRC60±2
钢质纯净,具良好的焊接加工性能, 优良的抛光性,经氮化提高表面硬度 可提高模具使用寿命,适用于长期生 产高质量要求的内模件
预加硬不须淬火,经氮化处
理表面硬度可达HV650-700
以上.
加工性焊接性及良好抛光性能,经氮 化处理可提高表面硬度及耐磨性能,
满足一般大型模具长期使用要求
调质表面硬度可达 HRC28-32
国标编 号 P20
P20+Ni
塑胶模具钢材使用标准
牌号 一胜百618
骏艺牌号 ASSAB-618
产 地
厚度(δ)
价格(含17% 税)
瑞典 δ<160MM
¥41.00
德胜2311
GS-2311 德国 δ<200MM
¥24.70
3Cr2Mo
P20-A
抚顺 δ≤90MM 抚顺 δ≤260MM
¥19.50 ¥24.00
锻件具有良好的加工性及抛光性,焊 接及耐磨性能一般,适用于要求不高 的模具内模件
在P20材料的基础上加了1%的镍合 金,相较于P20材料硬度更均匀,抛光 性,耐蚀性更佳,经ESR工艺,材料纯 净度更好,韧性更佳,适用于长期使 用高抛光要求高品质的模具
预加硬不须淬火,可加硬至 HRC35-38以上.氮化处理表 面可达到HV650-700以上.
塑料模具技术要求

塑料模具制造标准要求30条为提高模具品质档次,最大限度减少模具质量问题投诉,交给客户满意的模具,对模具制造常见问题进行总结、归纳,并建立标准,按要求执行。
1.小于2020的模胚,a、b板之间需要做撬模坑;大于2020的模胚所有模板包括顶针板间都要做撬模坑。
2.模胚导柱导套要加工排气槽,以防导柱导套拉伤。
3.模具上不得有尖角,需要倒角处理。
特别指明的地方除外。
4.内模和模具零件未经同意不得有烧焊。
5.模具产品的外围必须要在适当的位置开排气槽,排气槽规格请参考模具设计手册。
6.尽可能避免使用打磨机在模具上打磨,如果非要用打磨机加工,必须用油石省光(特别是分型面)7.内模胶位面的表面处理必须依照bom表,或者其它正式通知的技术要求执行。
非胶位面上的加工纹路(线切割,铣床,cnc锣床,火花机)也要用油石省亮。
8.所有内模材料,模胚等级要求必须依据订单,或者设计审核过程中正式确认的技术要求进行采购。
必须提供材质证明,如果是硬模,必须提供热处理报告。
所有相关证明。
9.所有模具的前后内模,镶件,行位,斜顶,直顶(推块),铲鸡等需要在底面或者侧面加工一个腰圆形的坑位,把材料名和硬度刻出来。
10.行位,推块,铲鸡,唧嘴等重要易磨损零件必须进行氮化加硬处理。
11.行位必须有定位。
定位方式有弹弓,波珠,hasco(dme)标准行位夹等等,具体需要按照各个项目的要求。
行位需要有压条,耐磨板。
压条,耐磨板必须使用耐磨硬料,需要加上油槽。
12.行位斜导柱必须压紧,不能转动和松动。
斜导柱尾部必须要加工成半球形或圆锥台形,有利于保证行位正常运动。
同一行位上有两支或者两支以上斜导柱的,斜导柱的长度、大小和倾斜度必须相同。
13.斜顶座位必须使用耐磨硬料。
斜顶必须加工油槽,斜顶座一般用2510或cr12加硬到hrc40-45度,因为斜顶座受到的是冲击负荷,所以不能太硬否则会断裂,并在所有的直角位置倒角c角。
需要有斜顶导向板(青铜)。
塑胶材料对模具设计要求
PBT模具设计与注塑成型的基本要点PBT为乳白色半透明到不透明、结晶型热塑性聚酯.具有高耐热性、韧性、耐疲劳性,自润滑、低摩擦系数,耐候性、吸水率低,仅为0.1%,在高温下对水分比较敏感,加工前必须干燥。
加工温度范围窄,冷却速度快,结晶速度也快。
成型周期短,容易脱模,不需要脱模剂。
制品容易翘曲、变形,在设计模具和选择加工工艺条件是时要注意。
在潮湿环境中仍保持各种物性(包括电性能),电绝缘性,但体积电阻、介电损耗大。
耐热水、碱类、酸类、油类、但易受卤化烃侵蚀,耐水解性差,低温下可迅速结晶,成型性良好。
缺点是缺口冲击强度低,成型收缩率大。
故大部分采用玻璃纤维增强或无机填充改性,其拉伸强度、弯曲强度可提高一倍以上,热变形温度也大幅提高。
可以在140℃下长期工作,玻纤增强后制品纵、横向收缩率不一致,易使制品发生翘曲。
PBT也是最坚韧的工程热塑材料之一,它是熔点明显的结晶性聚合物,密度为1.31—1.55g/cm^3,有非常好的化学稳定性、机械强度、电绝缘特性和热稳定性。
这些材料在很广的环境条件下都有很好的稳定性。
PBT吸湿特性很弱。
非增强型PBT的张力强度为50MPa,玻璃添加剂型的PBT张力强度为170MPa。
玻璃添加剂过多将导致材料变脆.PBT的;结晶很迅速,这将导致因冷却不均匀而造成弯曲变形。
对于有玻璃添加剂类型的材料,流程方向的收缩率可以减小,但与流程垂直方向的收缩率基本上和普通材料没有区别.一般材料收缩率在1。
5%~2。
8%之间.含30%玻璃添加剂的材料收缩0.3%~1.6%之间。
熔点(225℃)和高温变形温度都比PET材料要低。
维卡软化温度大约为170℃。
玻璃化转换温度(glass trasitio temperature)在22℃到43℃之间。
由于PBT的结晶速度很高,因此它的粘性很低,塑件加工的周期时间一般也较低。
典型应用范围:家用器具(食品加工刀片、真空吸尘器元件、电风扇、头发干燥机壳体、咖啡器皿等),电器元件(开关、电机壳、保险丝盒、计算机键盘按键等),汽车工业(散热器格窗、车身嵌板、车轮盖、门窗部件等)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
模具材料限用标准
1. 范围
本标准对XX科技有限公司模具设计材料的选用作出了规定。
根据模具零件的功能和重要程度按必须贯彻执行、推荐采用建议执行、按客户要求执行和不受本标准限制按贯例选用的四种情况在本标准内选用。
按照本标准规定的选用材料原则进行选材,可以达到在确保模具品质的情况下合理选材、压缩品种、减少规
格、简化供应渠道、减少呆料和库存积压。
本标准适用于XX科技在模具设计和制作过程中的黑色金属(即钢、铜和铝)材料的选用。
本标准不适用于非金属(如塑料、塑胶)材料的选用。
2. 引用文件
模具工业标准应用手册
模具钢手册冶金工业部出版社
机械设计手册化学工业出版社
3. 材料限用的一般规定
3. 1选择材料一般应遵循的原则
a. 选择材料一般应以满足产品的功能和生产要求为原则
b. 在满足模具品质的情况下,不要随意提高材料成本,要以节省资源为原则
c. 要选择货源充裕、有信誉度的供应商的材料。
3. 2选择注塑模具材料时应考虑的影响因素
3. 2. 1受注塑产品的影响因素
a. 啤塑产品在啤塑过程中是否会对材料产生腐蚀性影响。
b. 塑胶树脂的种类对模具钢材的影响。
c. 塑胶件的生产批量对模具钢材的要求。
d. 塑胶件的外观品质对模具材料的要求。
3. 2. 2模具本身对材料的要求
a. 要求有良好的加工性(包括易切削性、良好的电加工性、好的抛光特性和溶接性)。
b. 对硬度和可预硬性的要求(包括材料内部组织纯洁均匀,可进行热处理和表面处理)。
c. 模具出现故障时易于修复,有良好的可烧焊性能。
4 .材料限用的具体规定
根据注塑模具的特点及其模具零件的功能和重要程度将模具零件分为成型零件、模胚组件和结构组件,对模具材料的限制选用分为以下四种情况:
a. 成型零件一一如上下模肉、行位、斜顶、直顶、上下模肉镶件、行位镶件等;成型零件的选用原则属于
推荐采用建议执行,限用材料详见表二、表三、表四。
b. 模胚组件一一如上下码模板、“A”板、“ B”板、热流道框板、顶针板等;模胚组件的选用原则属于限
制选用强制执行,限用材料详见表五。
c. 结构组件一一如硬片、法兰、唧咀、司筒针压片等;结构组件的选用原则属于必须贯彻执行,若客户有特
别的要求应建议客户接受我们的意见。
限用材料详见表六。
d. 除上述三种情况以外的所有零、组件的选材原则不作规定,按以往贯例选取。
探为便于查找资料和选材本标准将通用模具材料分类和材料牌号列于表
表一:通用模具材料分类和材料牌号
彖在图样中成型零件材料应写材料的具体牌号,而不应写材料的大类号,女口:不应写、…。
若只写大类号则应理解为:对材料具体型号无特别要求,供货可在此大类内选择任何材料供应;
表二:注塑模具成型零件钢材选材表(德胜资料供参考)
表三:各国(及品牌)模具用特殊钢材对照表
表四:模具成型零件的材料限用
模具成型零件上模肉CAVITYlNSERT下模肉CoRENSERT行位SLIDE BLoC K斜顶CAM、直顶EJECToR BAR、推方STRIPPER BAR、上模镶件CAVITY SMALL INSERT 下模镶件CORE SMALL INSER T 行位镶件SLIDE INSERT 斜顶镶件CAM INSERT 可换镶件EXCHANGEABLE INSERTK口镶件RUNNER INSERT勺材料选用:
探上模镶针、下模镶针、行位镶针、斜顶镶针
INSERT PIN原则上要求标准件改制,如标准件改制不可行则根据模具要求选用上述成型钢材。
探上模肉压块CAVITY CLAMP和下模肉压块CORE CLAMF材料选用:1050、P20、01
探需要德胜的材料时必须加GS,如无德胜材料要求时不加GS例如:GS2738或738;成型组件不可用大类但上下模肉压块除外。
表五:模胚组件的材料限用
※模胚组件必须用标准的钢材大类编号,例如:等,未注明要求则优选国产。
表六:模具结构组件的材料限用
续表六:
附录A 模具钢相关知识
模具钢是模具工业最重要的技术和物质基础。
近年来,随着模具工业的迅速发展,模具钢的发展也极为迅猛。
世界各国都把模具钢产量统计到合金工具钢中,其产量约占合金工具钢产量的70%〜80%。
东江科技是注塑模具设计、制造厂商,我们使用模具钢是大量和广泛的,因此,本附录想对模具钢的一些相关知识作以简略介绍。
A1.模具用钢的分类:
由于各种模具的工作条件差别很大,所以从化学成分看,模具钢的范围很广,从一般的碳素结构钢、碳素工具钢、合金工具钢、合金结构钢、高速工具钢,直到满足特殊模具要求的无磁模具钢、耐蚀模具钢以及高合金模具材料等,…本附录对以下几种常用模具钢进行分类:•塑料模具钢:
钢材硬度相对低、易切削、尺度稳定、抛光性佳、容易加工。
多用于注塑模内模。
生产出来的注
塑产品可有一定的光泽。
•热作钢:
热作钢材的延伸性好,有较低的硬度,中度抗热软化阻力,能承受高工作温度。
多用于压铸模、挤压模和塑胶模等。
•冷作钢:
此种钢材有良好的切削性,高含碳量提供良好耐磨性,但韧性低。
主要用于制造在冷状态
(室
温)条件下进性压制成形的模具,冷冲压模具、冷拉伸模具、冷镦模具、冷挤压模具、压印模具和滚压模具等。
•高速钢:
这类钢材是主要用来切削其它钢材的刀具钢,能耐高温、耐磨损、高温之下不易软化。
A2.不同国家的常用模具钢材对照表:
模具钢材的种类和牌号较多,下面根据东江科技常用的几种模具钢进行有针对性的对照:
A3.
模具用钢的热处理方法:
不论注塑模具、冲压模具或压铸模具其所使用的材料都有可能通过一些热处理方法,来满足性能要求,例 如经常受到磨擦、拉伸、冲击
的地方。
热处理是一种使材料改变机械性质的处理方式,
即使钢材的组成成分相同
由于热处理的方法不同,经处理后钢材的性质就有显著的不同。
本附录介绍几种常见的热处理、表面处理方法:
A3.1普通热处理:
定义
将工件加热到 Ac1或Ac3以上或Ac1以下某一温度区,保温后,缓冷下来,通过相变以获 得珠光体型组织,或不发生相变以消除应力降低硬度的一种热处理方法。
特点
退火后的组织,硬度较低,便于加工。
发生相变的退火组织:亚共析钢→铁素体 +珠光体; 过共析钢→珠光体+—次渗碳体。
应用
1 •降低硬度,提咼塑性,改善切削加工性能和压力加工性能。
2 •细化晶粒,调整组织,改善力学性能,为下一步工序作准备。
3.消除铸、锻、焊、轧、冷加工等所产生的内应力。
其它
常用退火方法: 完全退火、扩散退火、不完全退火、等温退火、球化退火、去应力退火、
在结晶退火等。
定义
将工件加热到 Ac1或ACm 以上30〜50C,保温一定时间,然后以稍大于退火的冷却速度,
Ac3 : 铁碳平衡图中的 Ac3线910〜723 C , C%<0.8 ,自奥氏体开始析出铁素体。
Acl :铁碳平衡图中的共析线
723 C,自奥氏体开始析出铁素体和渗碳体的共析混合物。
注:ACm :
铁碳平衡图中的 ACm 线1147〜723C, 0.8<C%<2.06,自奥氏体开始析出渗碳体。
A3.2表面热处理:
渗碳:
其它
方法。
定义
特点
应用
将工件放入渗碳介质中,在
900-950° C 加热,保温,使钢件表层增碳的过程。
零件最终组织,其表面为针状回火马氏体及二次渗碳体,硬度为
HRC58-65,而心部组织随
钢种不同呈低碳马氏体、屈氏体、和索氏体等组织,硬度在 HRC25-45之间,具有较高的抗弯
曲疲劳性能、表面耐磨性或心部抗冲击性能,
都较中碳钢表面淬火后的零件高。
渗碳的目的是提高钢表面的硬度和耐磨性而心部仍保留韧性和高塑性;渗碳层太薄易引起 表面疲劳剥落,太厚则受不起冲击;
要求耐磨性大的零件可按载荷情况近似参考下表:
A3.3表面涂镀处理:
A3.4部分钢材表面热处理数据(主要参考ASSAB fe品资料)
A3.5零件热处理在图样上的标注要求:。