4.5塑料
资源循环科学与工程概论4.5废塑料循环利用技术4.5 废塑料循环利用技术
5.3
废塑料直接、改性和复合再生技术
5.3
废塑料铺路
1. Waste plastics, mainly used for packing are made up of PE, PP and PS, their softening point varies between 110 ℃ and 140 ℃ and they do not produce any toxic gases during softening. But the softened plastics have a tendency to form a film like structure over the aggregate, when it is sprayed over the hot aggregate at 160 C.
5.1
概述
工业发达国家的MSW中废塑料占4%一10%(wt)或10%一20%(vol)。
废塑料中各品种所占百分比分别为: •低密度聚乙烯(LDPE)27% •高密度聚乙烯(HDPE)21%; •聚丙烯(PP)18%; •聚苯乙烯(PS)16%; •聚氯乙烯(PVC)7%。
5.1
概述
塑料材料由于受到本身的和外界的作用及影响(如:热、光、电、机械、 化学、霉菌等),将逐渐老化而成为废弃物,成为社会巨大的污染源。
2. The formed PCA is a better raw material for the construction of flexible pavement. PCA was then mixed with hot bitumen of different types and the mixes were used for road construction. PCA + bitumen mix showed improved binding property and poor wetting property.
塑料防水板防水层质量验收规范标准

塑料防水板防水层质量验收规范标准4.5.1 塑料防水板防水层适用于经常承受水压、侵蚀性介质或有振动作用的地下工程;塑料防水板宜铺设在复合式衬砌的初期支护与二次衬砌之间。
4.5.2 塑料防水板防水层的基面应平整,无尖锐突出物,基面平整度D/L不应大于1/6。
注:D为初期支护基面相邻两凸面间凹进去的深度;L为初期支护基面相邻两凸面间的距离。
4.5.3 初期支护的渗漏水,应在塑料防水板防水层铺设前封堵或引排。
4.5.4 塑料防水板的铺设应符合下列规定:1 铺设塑料防水板前应先铺缓冲层,缓冲层应用暗钉圈固定在基面上;缓冲层搭接宽度不应小于50mm;铺设塑料防水板时,应边铺边用压焊机将塑料防水板与暗钉圈焊接;2 两幅塑料防水板的搭接宽度不应小于100mm,下部塑料防水板应压住上部塑料防水板。
接缝焊接时,塑料防水板的搭接层数不得超过3层;3 塑料防水板的搭接缝应采用双焊缝,每条焊缝的有效宽度不应小于10mm;4 塑料防水板铺设时宜设置分区预埋注浆系统;5 分段设置塑料防水板防水层时,两端应采取封闭措施。
4.5.5 塑料防水板的铺设应超前二次衬砌混凝土施工,超前距离宜为5m~20m。
4.5.6 塑料防水板应牢固地固定在基面上,固定点间距应根据基面平整情况确定,拱部宜为0.5m~0.8m,边墙宜为1.0m~1.5m,底部宜为1.5m~2.0m;局部凹凸较大时,应在凹处加密固定点。
4.5.7 塑料防水板防水层分项工程检验批的抽样检验数量,应按铺设面积每100m2抽查1处,每处10m2,且不得少于3处。
焊缝检验应按焊缝条数抽查5%,每条焊缝为1处,且不得少于3处。
I 主控项目4.5.8 塑料防水板及其配套材料必须符合设计要求。
检验方法:检查产品合格证、产品性能检测报告和材料进场检验报告。
4.5.9 塑料防水板的搭接缝必须采用双缝热熔焊接,每条焊缝的有效宽度不应小于10mm。
检验方法:双焊缝间空腔内充气检查和尺量检查。
塑料熔融指数对照表

熔指 熔指 牌号 牌号 牌号 g/10min g/10min LDPE-普通膜 LD100AC LD100 1.7-2.3 2102TN26 2.1-2.9 LD160BW LD155 1.7-2 2436H2 LD160 LD160AS LD662 1.9 2426H2 FD0274 LD6002 2426K4 3026H LD6172 LDPE-透明膜 LD104 1.7-2.3 200GG2 F222 LD1052 F210-62 FB3000 QLT-04 2.4-3.6 530G 2.85320 Q281 2.8 FD04744 LDPE-收缩膜/重包装膜类 LD1630.3 2423D0.3 1810E LD165 0.23-0.43 2420F0.7 FB3003 LD150 0.6-0.9 2426F0.7 1810D 2100TN00 0.25-0.3 3020D 0.15-0.35 FB0300 2420D0.3 LDPE-注塑及薄膜类 18D 18D0 1.5 2420H 1.7-2.2 3026K 1I2A2 3020H 1.7-2.2 2420K 2420H2 3020K 3.4-4.6 EB-853/72 2420K4 1810H 1.3-1.8 1816H 3025K2 LDPE-高熔指注塑类 LD615 12-18 1I50A50 2410T 1810S 17-22 LD400 20-30 MG70 2410T 33-39 LDPE-发泡类 1F7B715803 2-2.5 LD607/608 LD605 4.5-7.510803 2-2.5 LDPE-电缆料 2102-TN00 2.1-2.9 DJ200A2 2220H LD100BW 2.2 2210H2 18E DJ210 2.1 LD200BW 2.2 LDPE-涂层类 1C10A1094012 LB7500 1C7A79507.5 18G 1C7A-17.2 801YY7961 LLDPE-农地膜类70422 UF4142 21HN 7042T232242 7042N 9020233052 7042K 18022 218W290427050 1.9-2 218N2 1002YB 0220KJ2 0218D2 7120B 0220AA2 1002KW2 FV149M QLLF-202 LLDPE-棚膜类70471 0209KJ0.9 1020CC 70851 6209AA0.9 6208AF 90850.8220101708090861 FU149M1 QLLP-01 18011 118N19088 0209AA 0.8-1 21HS1 0209AA LLDPE-缠绕膜类90302 0220AA 2.4 QLLF-05 LLDPE-茂金属类 18H27DX 2.7 SP1520 1.8 2045G 18H10AX1 1520F2 LLDPE-高熔指 FB223022 JL21020 LLDPE-粉料类 7042粉2 1820粉2 2650粉 7047粉1 1875粉 0.75-1 MDPE71494 3321C0.1 3721C 7150 2.8 HDPE-拉丝类 5000S0.9 E3080.98010 5010 0.6-1 E8080.9 EE52009 5410AA 0.9-1 HD53EA0101 HM5000 4000F 0.6-1.6 E3091 HF7740F2 6084A133001 5000S GF7750 0.36-0.54 Y910A13300 5609AA0.9 T101 HDPE-注塑类29088 T60-800 6.5-10 5306J 290912 I38 6070UA 291120 3840UA4 5218AA 2911FS20 5740UA 3.9 5018L 1600J188********5070 6-8 5226AA26 M6916070 6.5-8 2200J5 ME91805218 16-20 3300J 2.5-3.0605507260 6-98007 5-118007 HC72608 HDPE-中空类 5421B0.05 5420AA *2 HM8255 4261A0.05 5502AA0.2 HM6255 5200B0.35 5502FA0.2 0855S1 1158 *1.4-2.8 5403AA0.25 60-706145 *12-2190010.05 5401AA6147 *7-14 B3030.336007 5300B 0.2-0.5 BE04000.25 TR-512 5420GA 2.1 5021D0.2 5621D 5502 0.25-0.45 HDPE-薄膜类60980.08 TR168 7.5-11 9455F6093 F6000.05 TR144 9255F TR1440.18 EX5 5121B0.0588000.04961 7000F 0.035-0.055 640UF0.049001 5301AA0.08 7000F0.047007 HM9450F 0.28(5kg) F120A0.04 HM9450F1 HDPE-电缆料类 5300E0.8 QHJ-010.8 HDPE-管材/管道专用料类 6360M 0.22-0.3 HM5010T2N 0.45(5kg) PN-049-030-122 6380M0.13 HM5010T3N 0.43(5kg) 5135B 6100M0.15 HMCRP100N 0.22(5kg) TR480 QHE16A 3.541 0.17-0.34 C100S QHE16B 5.544010.11 P110A 2480 10-15 4801EX119398 K44-08-1228.7526300.1 P600 K38-200.85 P301E0.12 P502 2480H 0.12-0.15 管道包覆料类 PE胶 1.5 BP0900WH0.4 P601KUBL BFPE0.3 HDPE-交联聚乙烯类(PEX) P300X 0.03-0.04 J0253P 1.5-2.5 2300XM PERT(耐热聚乙烯) DX-8000.64 EVA-膜类 EVA 14-214 V5110F 16.6-19.4 EF443 EVA 14-0.714 V4110J 12.6-15.4 7140F EVA9-0.79 V4110F 8-10 V4110D V3110F0.7 EF3219 V3110F EVA-发泡类 EVA18-318 7350M18 V3510K V5110J18 EVAE180F181316 V5110K MI:4,22 VS43026 V4610H 均聚聚丙烯PP-注塑类1300 1.5 V2400G17 T50G 14003 V2401G17 C30G K10033 X30G9 J700 K100810 F37G11 J701 C100810 HA840R20 F30G 170011 Z30G25 F30G K10033 H32GA35 V30G K121515 ADXP77045 V30G K151413.5 S30G 1.8 T30G HP500N12 PP-纤维类 T30S 2.5-3.5 Z30S25 S2040 T30S 3.2 Z21S25 HP565S C30S6 Z69S25 H7700 F401 2.5-3 F30S12 HP563S PP0223 C30G6 RPP1200 S1003 3.2 HOXP81725 Z30S 5004 2.6-4.4 H561S35 Z30S HP550J 3.2 HP551M9.5 Z30S F5013 H561R25 Z30S H0305G3 HY52535 Z30S H5300 3.5 H30S-12571735 5014 3.5 S90035 H30S S30S 1.8 H39S35 H30S-2 Y-130 3.5 F79S12 YS835 6531M2 V79S183365 H730F 3.5 YF39S12 HP450J SY130 3.5 H22S38 HP502N H430 3.57174040 HP550R PP-粉料类 T30S粉 2-3 PP粉 2-3 PP粉045 T30S粉 2-3 PP粉 2-3 PP粉045 T30S粉 2-3 Z30S粉 16-20 C30S粉 T30S粉 2-3 V30S粉 16-20 PP-BOPP膜类 F1002 1.7-2.8 T38FE 2.6 T36F YX37F9 T38CA 3.1 T36F T28F3 PH3843 F280Q S28F2 HP523J3 T38F S38F2 YC37F6 T38F S38FA2 ADXP8567 T38FA S38CA 2.1 T28C 3.1 F1002B S28C 2.1 F280S 2.8 HP425J F1002A 2.8 LI28F3 HP525J PP-其它薄膜 HP510M9 EP3C37F 5.54540 T30SW 3.2 F16088 H4540 C10077 1088B11 PP-涂膜类70126 20-32 670M21 HPP100 H30028.6 R680S 2.8 PP-其他用途 YD50G0.3 HP648H 2.2 ADXP855 D50S0.3 T2101F 3.5 YS32S Q30P0.7 ADX680 3.5 共聚聚丙烯PP-低熔指类 K8303 1.5 EP300H 1.8 T3401 1340 1.2 EP300K 3.5 F3002 K8003 2.5 T8002 1.7 B4002 K7002 1.4 J340 1.7 EPS31HP J340 0.98-2 J4404 EPT30M EPS30U 1.5 EPD60R0.35 EPT30U EPS30RA 2-2.2 EPQ30M0.8 HEXP2085 EPT30R 3.5 EPQ30RF0.8 JD803 P340 0.7-1.3 EPYS30RE 1.3 EPS30R PP-中熔指类7708 8-10 EPC30R7 EP2C30F 1647 8-10 EPC40R7 EP2C37F 184715 EPF31H12 EP3C37F SP179 7-11 EPF31HA12 EP3X37F SP1798 EPF31HR12 EP3C39F EPF30R 11-15 BA238G312 BJ300 EP300M7 EP445L7 BJ500 EP300M8 EP1X35F8 AW564 C4008B8 EP1X35AF8 BJ500 AP3N 8-10 EP1X35HF8 EPC31HR EPC31H6 PP-高熔指类 K992020 BJ75030 EP380T K902020 EPH31RA40 K9020 K902626 EPYH31U40 K9935 194728 EPH71HA45 EP340S K7726 /K7726H29 EPL31UA70 J640 993535 EPN31MA100 HEXP280 903535 HEXP2019100 EPV31RA K776050 J74030 AZ564 K792630 B38G28 K8025 K793030 AP03B29 M1600 K822424 透明聚丙烯PP RP340S42 GM160E 1.6 R370Y RP340R25601919 560S RP346R25 K292525 M800E EP2X32G 8.05(2.16) K232828 M1600E B4902 2.2 RP340N10 EP2S29B 491212 RJ76022 EP2X49GA T4802 2.5 EP2S12B 1.8 EP2YX29GA B480811 EP2S30B 1.8 EP2Z29G B481820 K491212 RP1085 K481212 PPR(热水42200.3 Q802 0.1-0.5 R200P 41010.29 RP24000.25 14D PPB(冷水 2K0640P0.36 Q803 0.1-0.5240 C1800.35 HB240P0.3 Q80181010.45 BP20000.3 EP332C B81010.45 M9100.33 B8001 4228 0.3-0.5 透明聚苯乙烯GPPS 666D8 251P 2.5 PG-383M 525 7-9 158K3 123P 200D 6-10 GP-500 3.5-6.5 232P20614 GP500010 MC3100 PG-338 高抗冲聚苯乙烯HIPS825 2.5 H690 3-5 466F PH-88HT4 514P10 476F PH-88H 4.7532 4.6 H650 PH-888G4 622P 4.8641 PH-88S 2.6 632E 3.6 MA5210 苯乙烯-丙烯腈AS AS HF5 118L1003 138H 127 1.5 118L1503 127H 1283 127-L200 1.5 PN-118 128H 1.5 117C5 D-178 D-178L200 2.5 ABS-通用级 0215A20 757K 4.28434 CH510 2.5 707K 1.98391 CH520 2.5 15A1 1.6757 750A 4.5 1.50E+02 1.8 D-180 301 1.3-2.3 GP-22 13-23 D-190 301W 1.5 121H20 D-178 750 4.5 GR200015 756S SD-0150 1.8 D-150 1.6727 ABS-挤出级 747原白0.8 D-1200.7 717C 747磁白 1.2 L862 *10709 ABS-阻燃级 FABS-01 - 765B 4.2 L853 ABS-耐热级 777D *6 L840 *7 D-168 777B *6.5 ABS-透明级7583 TR558 *22 K树脂(苯乙烯-丁二烯共聚物) K树脂GH620.945910 9.5-105903 聚甲醛POM M27027 F20-029 F30-03 M909 F20-039 F20-03 M90-019 F20-029 100P M270-4427 F20-33 8.5-10.5 500P M90-449 聚碳酸酯PC PK2870 2.5 143R-11110.5 201-10 11010 OQ102070 IR2200 K-1300Y3 OQ1050-11280 144R-111 1250Y894510 1220R 101R-1117 201-1510.5 1100R 141R-11110.5 241R-11110.5 HF1140 粘度 粘度 Pa·s Pa·s 聚酯切片PET 普粘切片 0.6-0.65 80K 0.785-0.815 CZ-318 高粘切片 0.80以上 尼龙6(PA6) 70G33 1.39 尼龙6切片 2.9±0.03 223D 1013B 2.7 尼龙66 1300S 2.6-2.7 FYR27 2.70±0.03 FYR26H A3K 2.5-2.7 FYR27B 2.75±0.05 FYR27T03 FYR25T03CL 2.55±0.02 FYR25T15CL 2.58±0.05 尼龙121010 1.75-1.95 聚甲基丙烯酸甲酯(压克力)85012.5207820521116 牌号 B/S比例 牌号 B/S比例 牌号 塑料改性用SBS1401 40/60 501P 31/69 T161B 792 40/60 501S 31/69 475P T172 牌号 熔融色度 牌号 熔融色度 牌号 增塑剂苯酐 苯酐(齐鲁石化)20 苯酐(吉林化学)20 牌号 聚合度 牌号 聚合度 牌号 PVC-乙烯法 S-1000 1000-1100 DG-700700 WS-1300 S-700 650-750 DG-800800 M-1000 S-800 750-850 TK10001000 SR-800 S-1300 1250-1350 P-1000 1000-1100 QS-800F 牌号 牌号 牌号 QS-1000F1010 LS-1001030 DG-1300 QS-1050P1030 SLP-10001030 DG-1000K QS-650650 SLK-10001030 WS-1000 SE-700 650-750 WS-800 750-850 SR-1000 PVC-电石法 SG-31300 SG-7750 SG-5 糊树脂 P1069 1800±300 P455 850±120 P450 P440 1450±200 熔指 g/10min2.0042434.002.401.7-2.22.003.002.000.500.30 0.2-0.50.30 3.4-4.6 3.4-4.62.70 1.3-1.836.0070.00 5-7 1.8-2.21.807.50 7-85.302.002.002.002.002.002.002.001.000.751.001.001.000.90 3.4±0.51.0050.000.101.000.901.00 0.8(5kg)0.900.806.307.6020.00 18-2020.0018.00 5-7 7-80.35 2.2(21.6kg) 0.45-0.60.70 2(21.6)0.705.500.200.25 0.16-0.220.280.100.050.04 0.22(5kg)0.30 0.4(D1238)0.11 0.23(5kg)0.23 *100.120.150.30 0.12-0.1512.00 14-0.7 12.6-15.4 4-6 11.6-14.4 19-1.8 16.6-19.43.206.0012.0016.00 10-1412.00 16-2016.003.2038.0038.0039.0038.00 1200±100 22-27 11-2025.0020.00 22-2835.0035.0036.00 35-383.00 2-3 2-3 16-203.002.603.503.003.003.002.803.103.00 10-1212.0033.637.002.000.302.202.001.303.503.502.10 1.5-2.2 1.2-1.86.006.005.0010.00 8-10 8-96.0055.0020.0035.0040.0018.0018.0021.0029.0025.00 25-2920.0018.008.0016.501.8010.0010.0025.0042.000.28 0.3-05 0.3-0.5 0.1-0.5 0.3-0.50.502.2010.004.005.00 3-52.504.001.001.503.001.801.801.701.821.8070.001.80 *15 *6 *600.70 9.0-1027.009.002.307.0010.0012.0010.5021.7010.1025.00 粘度 Pa·s0.842.30 2.60±0.03 2.67±0.051.80 B/S比例 40/60 熔融色度 聚合度 1250-13501000.00800.001300.001000.001000.001000.001050.00 1000±150。
DIN EN ISO 527-3-2003 塑料.抗拉性能的测定.第3部分薄膜和片材的试验条件

DEUTSCHE NORMJuli 2003Kunststoffe Bestimmung der ZugeigenschaftenTeil 3: Prüfbedingungen für Folien und Tafeln(ISO 527-3:1995 + Corr 1:1998 + Corr 2:2001) (enthält Berichtigung AC: 1998 + AC:2002)Deutsche Fassung EN ISO 527-3:1995 + AC:1998 + AC:2002EN ISO 527-3ICS 83.140Plastics — Determination of tensile properties —Part 3: Text conditions for films and sheets(ISO 527-3:1995 + Corr 1:1998 + Corr 2:2001(includes Corrigendum AC:1998 + AC:2002);Germann version EN ISO 527-3:1995 + AC:1998 + AC:2002Plastiques — Détermination des propriétés en traction—Partie 3: Conditions d'essai pour films et feuilles(ISO 527-3:1995 + Corr 1:1998 + Corr 2:2001)(inclut Corrigendum AC:1998- AC:2002);Version allemande EN ISO 527-3:1995 + AC:1998 + AC: 2002Ersatz fürDIN EN ISO 527-3:1995-10 undDIN EN ISO 527-3 Ber 1:1998-09Die Europäische Norm EN ISO 527-3:1995 hat den Status einer Deutschen Norm einschließlich der eingearbeiteten Berichtigungen AC:1998 und AC:2002, die von CEN getrennt verteilt wurden.Nationales VorwortDie Mitarbeit des DIN im CEN/TC 249 …Kunststoffe“ wird über den Normenausschuss Kunststoffe wahrgenommen.An der Erstellung dieser Europäische Norm war seitens des DIN der folgende Arbeitsausschuss beteiligt:FNK-AA 403.3 …Kunststoff-Folien und kunststoffbeschichtete Flächengebilde (Kunstleder); allgemeine Eigenschaften“.Für die Abschnitt 2 angegebenen Internationalen Normen wird im Folgenden auf die entsprechenden Deutschen Normen hingewiesen.ISO 527-1seihe DIN EN ISO 527-1ISO 4593siehe DIN 53360ÄnderungenGegenüber DIN 53455:1981-08 wurden folgende Änderungen vorgenommen:Europäische Norm EN ISO 527-3:1995 übernommen.Gegenüber DIN EN ISO 527-3:1995-10 und DIN EN ISO 527-3 Ber 1:1998-09 wurden folgende Änderungen vorgenommen:a) EN ISO 527-3:1995/AC:2002 undb) DIN EN ISO 527-3 Ber 1:1998-09 eingearbeitet.Fortsetzung Seite 2und 8 Seiten EN Normenausschuss Kunststoffe (FNK) im DIN Deutsches Institut für Normung e. V.©DIN Deutsches Institut für Normung e.V. . Jede Art der Vervielfältigung, auch auszugsweise,Ref. Nr. DIN EN ISO 527-3:2003-07nur mit Genehmigung des DIN Deutsches Institut für Normung e. V., Berlin, gestattet.Preisgr. 07Vertr.-Nr. 2307Alleinverkauf der Normen durch Beuth Verlag GmbH, 10772 BerlinDIN EN ISO 527-3:2003-07Frühere AusgabenDIN 53371: 1955-10, 1959-09DIN 53455: 1952-10, 1968-04, 1981-08DIN EN ISO 527-3: 1995-10DIN EN ISO 527-3 Berichtigung 1: 1998-09Nationaler Anhang NA(informativ)Literaturhinweise in nationalen ZusätzenDIN 53370, Prüfung von Kunststoff-Folien — Bestimmung der Dicke durch mechanische Abtastung.DIN EN ISO 527-1, Kunststoffe — Bestimmung der Zugeigenschaften — Teil 1: Allgemeine Grundsätze (ISO 527-1:1993 einschließlich Corr 1:1994); Deutsche Fassung EN ISO 527-1:1996.2EN ISO 527-3August 1995EUROPÄISCHE NORMEUROPEAN STANDARDNORME EUROPÉENNE+AC Juni 1998+AC Juli 2002ICS 83.140.00Deutsche FassungKunststoffeBestimmung der ZugeigenschaftenTeil 3: Prüfbedingungen für Folien und Tafeln(ISO 527-3:1995 + Corr 1:1998 + Corr 2:2001)(enthält Berichtigung AC:1998 + AC:2002)Plastics –Determination of tensile properties –Part 3: Test conditions for films and sheets(ISO 527-3:1995 + Corr 1:1998 + Corr 2:2001)(includes corrigendum AC:1998 + AC:2002)Plastiques –Détermination des propriétés en traction –Partie 3: Conditions d'essai pour films et feuilles (ISO 527-3:1995 + Corr 1:1998 + Corr 2:2001)(inclut corrigendum AC:1998 + AC:2002)Diese Europäische Norm wurde von CEN am 1995-07-29 angenommen.Die Berichtigung AC :1998 trat am 18. Juni 1998 in Kraft und AC:2002 am 24. Juli 2002.Die CEN-Mitglieder sind gehalten, die CEN/CENELEC-Geschäftsordnung zu erfüllen, in der die Bedingungen festgelegt sind, unter denen dieser Europäischen Norm ohne jede Änderung der Status einer nationalen Norm zu geben ist.Diese Europäische Norm wurde vom CEN in drei offiziellen Fassungen (Deutsch, Englisch, Französisch) erstellt. Eine Fassung in einer anderen Sprache, die von einem CEN-Mitglied in eigener Verantwortung durch Übersetzung in seine Landessprache gemacht und dem Management-Zentrum mitgeteilt worden ist, hat den gleichen Status wie die offiziellen Fassungen.CEN-Mitglieder sind die nationalen Normungsinstitute von Belgien, Dänemark, Deutschland, Finnland, Frankreich, Griechenland, Irland,Island, Italien, Luxemburg, Malta, Niederlande, Norwegen, Österreich, Portugal, Schweden, Schweiz, Spanien, der Tschechischen Republik und dem Vereinigten Königreich.EUR OP ÄIS C HES KOM ITEE FÜR NOR M UNGEUROPEAN COMMITTEE FOR STANDARDIZATIONC O M I T É E U R O P ÉE NDE N O R M A LI S A T I O NManagement-Zentrum: rue de Stassart, 36 B-1050 Brüssel© 2002 CEN Alle Rechte der Verwertung, gleich in welcher Form und in welchemVerfahren, sind weltweit den nationalen Mitgliedern von CEN vorbehalten.Ref. Nr. EN ISO 527-3:1995 + AC:1998 +AC:2002 DEN ISO 527-3:1995 + AC:1998 + AC:2002 (D)VorwortDer Text der Internationalen Norm ISO 527-3:1995 wurde vom Technischen Komitee ISO/TC 61 …Plastics“ in Zusammenarbeit mit CEN/TC 249 …Kunststoffe“ erarbeitet.Diese Europäische Norm muss den Staus einer nationalen Norm erhalten, entweder durch Veröffentlichung eines identischen Textes oder durch Anerkennung bis Februar 1996, und etwaige entgegenstehende nationale Normen müssen bis Februar 1996 zurückgezogen werden.Entsprechend der CEN/CENELEC-Geschäftsordnung sind folgende Länder gehalten, diese Europäische Norm zu übernehmen:Belgien, Dänemark, Deutschland, Finnland, Frankreich, Griechenland, Irland, Island, Italien, Luxemburg, Niederlande, Norwegen, Österreich, Portugal, Schweden, Schweiz, Spanien und das Vereinigte Königreich.AnerkennungsnotizDer Text der Internationalen Norm ISO 527-3:1995 wurde vom CEN als Europäische Norm ohne irgendeine Abänderung genehmigt.2EN ISO 527-3:1995 + AC:1998 + AC:2002 (D)1 Anwendungsbereich1.1Dieser Teil der Norm ISO 527 legt die Bedingungen für die Bestimmung der Zugeigenschaften von Kunststofffolien und –tafeln mit einer Dicke von weniger als 1 mm fest und basiert auf den im Teil 1 angegebenen allgemeine Grundsätzen.ANMERKUNG Es wird hinsichtlich Tafeln mit einer Dicke größer als 1 mm auf Teil 2 verwiesen.1.2Siehe ISO 527-1, Abschnitt 1.2.1.3Dieser Teil der Norm ist normalerweise nicht geeignet für die Bestimmung der Zugeigenschaften von:a) Schaumstoffen;b) mit textilen Fasern verstärkten Kunststoffen.1.4Siehe ISO 527-1, Abschnitt 1.5.2 Normative VerweisungenDie folgenden Normen enthalten Festlegungen, die durch Verweisung in diesem Text zu Bestandteilen dieses Teils der ISO 527 werden. Zur Zeit der Veröffentlichung waren die angegebenen Ausgaben gültig. Alle Normen unterliegen Überarbeitungen, und alle Beteiligten von Vereinbarungen, die auf diesem Teil der Internationalen Norm beruhen, sind angehalten, die neuesten Ausgaben der unten aufgelisteten Normen anzuwenden. Die Mitglieder von IEC und ISO führen Listen der gegenwärtig gültigen Internationalen Normen. ISO 527-1:1993, Plastics — Determination of tensile properties — Part 1: General principles.ISO 4591:1992, Plastics — Film and sheeting — Determination of average thickness of a sample, and average thickness and yield of a roll, by gravimetric techniques (gravimetric thickness).ISO 4593:1993, Plastics — Film and sheeting — Determination of thickness by mechanical scanning.3 MessprinzipSiehe ISO 527-1, Abschnitt 3.4 DefinitionenSiehe ISO 527-1, Abschnitt 4.5 MessgerätSiehe ISO 527-1, Abschnitt 5. Außerdem gelten folgende zusätzliche Anforderungen.Zu 5.1.2Die Zugprüfmaschine muss die in ISO 527-1, Tabelle 1, festgelegten Prüfgeschwindigkeiten haben. Üblicher-weise werden Folien und Tafeln mit einer Geschwindigkeit von 5 mm/min, 50 mm/min, 100 mm/min, 200 mm/min, 300 mm/min oder 500 mm/min geprüft. Die in ISO 527-1, Abschnitt 9.6, enthaltenen Angaben gelten ebenfalls.3EN ISO 527-3:1995 + AC:1998 + AC:2002 (D)Zu 5.1.5Bei Prüfung dünner Tafeln oder Folien darf der Probekörper nicht mit der Masse der Längenänderungs-messeinrichtung belastet werden.Zu 5.2Zur Messung der Dicke müssen Messeinrichtungen verwendet werden, die den Anforderungen nach ISO 4593 entsprechen, außer bei sehr dünnen (dünner als 0,01 mm) oder geprägten Folien. In diesen Fällen muss die Dicke nach dem Verfahren bestimmt werden, das in ISO 4591 festgelegt ist. Falls ISO 4591 angewendet wird, gilt die mittlere Dicke des Folienwerkstoffes als die Dicke des Probekörpers.6 Probekörper6.1 Form und Maße6.1.1Die empfohlene Form der Probekörper für die Bestimmung der Zugeigenschaften nach diesem Verfahren ist ein Streifen, Probekörper Typ 2 (siehe Bild 1), 10 mm bis 25 mm breit und nicht kürzer als 150 mm, mit zwei parallelen Messmarken in einem Abstand von 50 mm auf der Mitte des Probekörpers.Einige Folienwerkstoffe besitzen eine sehr hohe Reißdehnung, so dass der Dehnungsbereich der Prüfmaschine überschritten würde. In diesem Fall darf der Anfangsabstand zwischen den Einspannklemmen auf 50 mm zu verringert werden.6.1.2Wenn es durch die Festlegungen für den zu prüfenden Werkstoff gefordert wird, oder bei Regelprüfungen im Rahmen der Qualitätskontrolle, dürfen Probekörper der Typen 5, 1B und 4 mit Form und Maßen nach Bild 2, 3, und 4 verwendet werden. Diese Probekörper sind für eine schnelle und einfache Prüfung im Rahmen der Qualitätskontrolle geeignet.Der Probekörper Typ 5 (Bild 2) ist für eine Folie und Tafel mit sehr hoher Bruchdehnung geeignet. Der Probekörper Typ 4 wird für andere Arten flexibler thermoplastischer Tafeln empfohlen.Der Probekörper Typ 1B (Bild 3) wird für steife Tafeln empfohlen.6.2 Herstellung der Probekörper6.2.1Die in 6.1.1 beschriebenen Probkörper müssen so geschnitten oder ausgestanzt werden, dass die Kanten glatt und frei von Kerben sind; es wird empfohlen, die Kerbfreiheit mit kleiner Vergrößerung zu überprüfen. Zur Erzeugung der richtigen Breite sind Rasierklingen, geeignete Papierschneidmaschinen, Zeichnungsschneidmaschinen oder andere zum Schneiden der Probekörper geeignete Einrichtungen zu verwenden, um die richtige Breite und gerade, saubere, parallele Kanten ohne sichtbare Fehler zu erzeugen. Stanzmatrizen müssen durch regelmäßiges Ziehschleifen scharf gehalten und es muss zur Erzielung einer sauberen Schnittkante bei Verwendung einer Stanzmatrize ein geeigneter Auflagewerkstoff verwendet werden.6.2.2Die in 6.1.2 beschriebenen Probekörper müssen zur Erzielung einer sauberen Schnittkante unter Verwendung einer Stanzmatrize und eines geeigneten Auflagewerkstoffes hergestellt werden. Die Matrizen müssen durch regelmäßiges Ziehschleifen scharf gehalten und die Kanten des Probekörpers mit einer kleinen Vergrößerung überprüft werden, um die Kerbfreiheit sicherzustellen. Probekörper mit sichtbaren Fehlern an den Schnittkanten sind zu verwerfen.4EN ISO 527-3:1995 + AC:1998 + AC:2002 (D)6.3 MessmarkenSiehe ISO 527-1, Abschnitt 6.3.Es muss eine Markierhilfe verwendet werden, um die Messmarken aufzubringen. Diese muss zwei parallele Schneiden besitzen, die glatt und maßgerecht an der Kante geschliffen sind, 0,05 mm bis 0,1 mm breit und mit einem Winkel von nicht mehr als 15° abgeschrägt. Stempel und Tinte dürfen keine schädigende Wirkung auf die zu prüfende Folie ausüben und müssen eine ausreichend kontrastreiche Farbe besitzen.6.4 Prüfung der ProbekörperJeder Probekörper mit sichtbaren Fehlern an den Schnittkanten ist zu verwerfen.6.5 AnisotropieDie Eigenschaften bestimmter Typen von Folienwerkstoffen ändern sich mit der Richtung in der Ebene der Folie (Anisotropie). In diesen Fällen ist es notwendig, zwei Gruppen von Probekörpern herzustellen, deren Hauptachsen entsprechend parallel oder senkrecht zur Orientierungsrichtung der Folie verlaufen.7 Anzahl der ProbekörperSiehe ISO 527-1, Abschnitt 7.8 VorbehandlungSiehe ISO 527-1, Abschnitt 8.9 DurchführungSiehe ISO 527-1, Abschnitt 9.10 Berechnung und Angabe der ErgebnisseSiehe ISO 527-1, Abschnitt 10, außer für …10.3 Modulberechnung“ und …10.4 Poissonzahl, µ“.11 PräzisionDie Präzision des Prüfverfahrens ist nicht bekannt, weil Werte aus Laborrundversuchen nicht verfügbar sind. Wenn solche Werte vorliegen, wird eine entsprechende Angabe bei der nächsten Überarbeitung ergänzt.5EN ISO 527-3:1995 + AC:1998 + AC:2002 (D)612 PrüfberichtDer Prüfbericht muss folgende Angaben enthalten:a) einen Hinweis auf diesen Teil der ISO 527, einschließlich des Typs des Probekörpers und derPrüfgeschwindigkeit, in folgender Form:Typ des ProbekörpersFür die Punkte b) bis q) siehe ISO 527-1, Abschnitt 12 b) bis q).Legende1Messmarkenb Breite:10 mm bis 25 mmh Dicke:≤ 1 mmL 0Messlänge:50 mm ± 0,5 mmL Anfangsabstand der Einspannklemmen:100 mm ± 5 mml 3Gesamtlänge:≥ 150 mmBild 1 — Probekörper Typ 2EN ISO 527-3:1995 + AC:1998 + AC:2002 (D)7Legende1Messmarkenb 1Breite des engen parallelen Teils: 6 mm ± 0,4 mmb 2Breite an den Enden:25 mm ± 1 mmh Dicke:≤ 1 mmL 0Messlänge:25 mm ± 0,25 mmL 1Länge des engen parallelen Teils:33 mm ± 2 mmL Anfangsabstand der Einspannklemmen:80 mm ± 5 mml 3Gesamtlänge:≥ 115 mmr 1kleiner Radius:14 mm ± 1 mmr 2großer Radius:25 mm ± 2 mmBild 2 — Probekörper Typ 5Legende1Messmarkenb 1Breite des engen parallelen Teils:10 mm ± 0,2 mmb 2Breite an den Enden:20 mm ± 0,5 mmh Dicke:≤ 1 mmL 0Messlänge:50 mm ± 0,5 mmL 1Länge des engen parallelen Teils:60 mm ± 0,5 mmL Anfangsabstand der Einspannklemmen:115 mm ± 5 mml 3Gesamtlänge:≥ 150 mmr Radius:≥ 60 mm (empfohlener Radius 60,0 mm ± 0,5 mm)Bild 3 — Probekörper Typ 1BEN ISO 527-3:1995 + AC:1998 + AC:2002 (D)8Legende1Messmarkenb 1Breite des engen parallelen Teils:25,4 mm ± 0,1 mm b 2Breite an den Enden:38 mm h Dicke:≤ 1 mm L 0Messlänge:50 mm ± 0,5 mm L Anfangsabstand der Einspannklemmen:98 mm l 3Gesamtlänge:≥ 152 mmr 1kleiner Radius:22 mm r 2großer Radius:25,4 mmBild 4 — Probekörper Typ 4。
塑料焊接工艺标准
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅所注日期的版本适用于 本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 4219-2008 化工用硬聚氯乙烯(PVC-U)管材 GB/T 5836.2-92 建筑排水用硬聚氯乙烯管材 GB/T 13663-2000 给水用高密度聚乙烯(HDPE)管材 GB 15558.1-2003 燃气用埋地聚乙烯(PE)管道系统第 1 部分:管材 GB/T 18998.2-2003 工业用氯化聚氯乙烯(PVC-C)管道系统 第 2 部分:管材 GB/T 18742.2-2002 冷热水用聚丙稀管道系统 第 2 部分 管材 JB/T 10662-2006 无损检测 聚乙烯管道焊缝超声检测 HG/T ****-201* 塑料焊接工艺规程 HG/T ****-201* 塑料焊接试样 拉伸检测方法 HG/T ****-201* 塑料焊接试样 弯曲检测方法 QB/T 1929-2006 埋地给水用聚丙烯(PP)管材 QB/T 2490-2000 聚丙烯(PP)挤出板材 QB/T 2471-2000 聚乙烯(PE)挤出板材 QB/T 13520-1992 硬质聚氯乙烯(PVC)挤出板材 TSG D2002-2006 燃气用聚乙烯管道焊接技术规则 ASTM D3222 非改性PVDF模压、挤出及喷涂材料规范 ASTM F1673-04(2009) 聚偏氟乙烯(PVDF)腐蚀性废水排放管道系统规范 ASTM D3222 非改性聚偏氟乙烯(PVDF)模压、挤出及喷涂材料规范
塑料焊接工艺标准
1 范围
本标准规定了塑料热风焊、挤出焊、热熔焊和电熔焊的评定规则、合格指标和评定文件格式。 本标准适用于塑料、塑料衬里制特种设备(压力容器、压力管道)和常压容器、管道。
塑料防水板防水层质量验收规范标准
塑料防水板防水层质量验收规范标准4.5.1 塑料防水板防水层适用于经常承受水压、侵蚀性介质或有振动作用的地下工程;塑料防水板宜铺设在复合式衬砌的初期支护与二次衬砌之间。
4.5.2 塑料防水板防水层的基面应平整,无尖锐突出物,基面平整度D/L不应大于1/6。
注:D为初期支护基面相邻两凸面间凹进去的深度;L为初期支护基面相邻两凸面间的距离。
4.5.3 初期支护的渗漏水,应在塑料防水板防水层铺设前封堵或引排。
4.5.4 塑料防水板的铺设应符合下列规定:1 铺设塑料防水板前应先铺缓冲层,缓冲层应用暗钉圈固定在基面上;缓冲层搭接宽度不应小于50mm;铺设塑料防水板时,应边铺边用压焊机将塑料防水板与暗钉圈焊接;2 两幅塑料防水板的搭接宽度不应小于100mm,下部塑料防水板应压住上部塑料防水板。
接缝焊接时,塑料防水板的搭接层数不得超过3层;3 塑料防水板的搭接缝应采用双焊缝,每条焊缝的有效宽度不应小于10mm;4 塑料防水板铺设时宜设置分区预埋注浆系统;5 分段设置塑料防水板防水层时,两端应采取封闭措施。
4.5.5 塑料防水板的铺设应超前二次衬砌混凝土施工,超前距离宜为5m~20m。
4.5.6 塑料防水板应牢固地固定在基面上,固定点间距应根据基面平整情况确定,拱部宜为0.5m~0.8m,边墙宜为1.0m~1.5m,底部宜为1.5m~2.0m;局部凹凸较大时,应在凹处加密固定点。
4.5.7 塑料防水板防水层分项工程检验批的抽样检验数量,应按铺设面积每100m2抽查1处,每处10m2,且不得少于3处。
焊缝检验应按焊缝条数抽查5%,每条焊缝为1处,且不得少于3处。
I 主控项目4.5.8 塑料防水板及其配套材料必须符合设计要求。
检验方法:检查产品合格证、产品性能检测报告和材料进场检验报告。
4.5.9 塑料防水板的搭接缝必须采用双缝热熔焊接,每条焊缝的有效宽度不应小于10mm。
检验方法:双焊缝间空腔内充气检查和尺量检查。
高分子材料-4.5-热塑性弹性体PPT课件
但在共混过程中,橡胶同时发生原位交联反 应,黏度大增,在机械剪切力的作用下被破 碎为微米级的颗粒。
同时发生相反转,塑料变为连续相,交联橡 胶微粒变为分散相。
TPV是Thermal Plastic Vulcanizate的缩写。
.
17
第十七页,共二十四页。
玻璃态或结晶态微区
.
5
第五页,共二十四页。
<二> 苯乙烯类热塑性弹性体
1. 结构
苯乙烯类嵌段(Duan)共聚型热塑性弹性体的结构 为S—D—S。S为聚苯乙烯硬段(Duan),其聚集微 区为无定形玻璃态——物理交联点;D为聚 二烯烃或氢化聚丁二烯软段,在常温下处于 高弹态——提供橡胶的弹性。
.
6
第六页,共二十四页。
第十二页,共二十四页。
<四> 乙(Yi)烯-α辛烯共聚物(POE)
1. 结构
该TPE是通过乙烯与α辛烯在茂金属催化剂的 催化下定向共聚而成的具有特殊序列分布的 聚烯烃共聚物。POE是Poly Olefin Elastomer 的缩写。
辛烯共聚单体在分子链上均匀分布,其质量 含量>20%wt。
引入少量的辛烯破坏了与其相邻接碳的结晶, 形成具有无定形结构的弹性区;剩余的PE微 结晶区起到了物理交联点的作用。
POE主链的特性与PE类似——良好的绝缘性 和耐化学介质性。
但耐热性低——永久变形大。
通过部分交联的方式可以改善。
3. 应用
替代EPDM制(Zhi)造防水卷材,耐候性更好。
微交联的POE——高耐候电缆料。
POE还可以用于PP的增韧改性剂,在提高韧 性的同时,强度和加工性牺牲较小。
塑料件设计要点
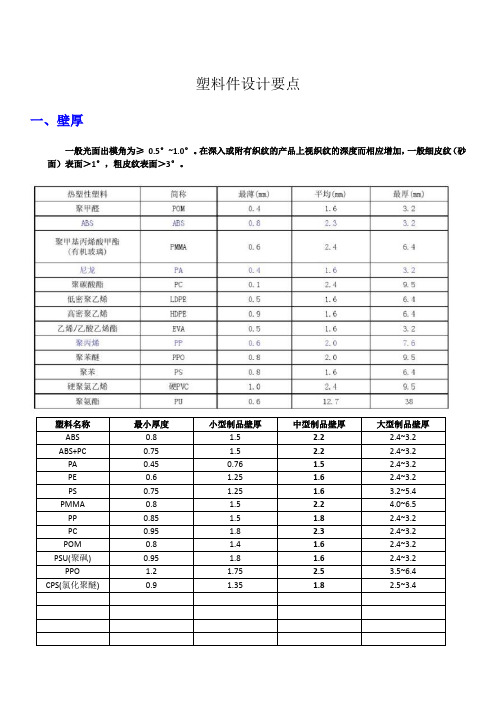
塑料件设计要点一、壁厚一般光面出模角为≥0.5°~1.0°。
在深入或附有织纹的产品上视织纹的深度而相应增加,一般细皮纹(砂面)表面>1°,粗皮纹表面>3°。
塑料名称最小厚度小型制品壁厚中型制品壁厚大型制品壁厚PP平均厚度取2~2.5,最溥处不小于0.7,最厚处不大于4.5(否则缩水严重)二、圆角筋骨与主体交接处:倒圆角与壁厚的比例为0.2至0.6之间,理想数值是在0.5左右(即圆角半径小于壁厚的一半)特别受力的柱子根部做圆角,约R0.5。
主体转角处尽量倒圆角,内侧圆角半径最小值为壁厚的20%(一般取50%=R/T=0.5),外侧圆角半径最小为壁厚值任意位置圆角最小R大于0.3三、筋骨ABS/PMMA:a=2.0~3.5,b=0.4a,r=0.3~0.6a,f=0.5度,c≦3a,d>3aPBT:a<3.2时,b<0.6a,r>0.5a,f=0.5~度,c≦3b,d>3aPBT:a>3.2时,b<0.4a,r>0.5a,f=0.5度,c≦3b,d>3aPC/PS/PPO: a<3.2时,b<0.4a,r=0.25~1a,f=0.5度,c≦3a,d>2.5aPC/PS/PPO: a>3.2时,b<0.6a,r=0.25~1a,f=0.5度,c≦3a,d>2.5aPA/PE: b<0.6a,r=0.25~1a,f=0.5度,c≦3a,d>2.5aPP:a=2~2.5,b=0.3a,r=0.25a,f=0.5度,c=2.5~3a,d>3a要求表面质量好的话c=1.5a(2mm厚的手柄盖c取3mm)四、支柱当 BOSS不是很高而在模具上又是用司筒顶出时,其可不用做斜度。
当BOSS很高时,通常在其外侧加做十字肋(筋),该十字肋通常要做1-2度的斜度,BOSS看情况也要做斜度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
和其他材料相比,塑料有很多优点,让我们 来比较一下。
塑料尺和木尺相比,塑料尺比较: 轻便 透明
弹性好
塑料杯和玻璃杯相比,塑料杯比较:轻便 隔热 不易碎
塑料袋和纸口袋相比,
塑料口袋比较:
牢固 不怕水 塑料盆和陶瓷盆相比, 塑料盆比较: 轻便 弹性好 不易碎 塑料凳和木椅相比, 塑料凳比较:
轻便
易叠放 少占位置
影响市容
阅读
解决“白色污染”的重要方
法之一: 研究制造和使用可降解塑料 降解是指聚合物在自然环境中被微生
物或光照分解为小分子的过程。大部分塑
料在自然环境中很难降解,因此,使用一 些新型的可降解的塑料,如微生物降解塑
料和光降解塑料可有效防止“白色污染”。
科学家已研制出比较容易分解的塑料,
如用木薯、玉米等原料生产出的可降解饭
让我们一起来概括塑料的优
点: 轻便可塑、牢固富有弹性、透 明隔热、不易碎、不怕水、易叠 放、经久耐用……
塑料的显著特点也是它的最大缺点:不易分解(腐 烂),埋在土里几百年也不会发生变化,这对环境极为 有害。 思考:不易腐烂的塑料,对环境有什么不好的影响? 占堆 用积 土如 地山 威 胁 海 洋 生 物
执教:潜江市熊口小学 萧海燕
塑料是一种重要的原材料,说说你身边有哪些 塑料制品? 生活制品:茶杯、保鲜膜、水桶、茶壶、矿泉 水瓶、包装袋、衣架、玩具、 雨衣、椅子、钳子 外皮、导线外皮、自来水管……
学习用品:直尺 、 圆珠笔、三角板、文具盒等
科技产品:微机、电视、 身份证塑封、输液器、 学生证……
盒。
ቤተ መጻሕፍቲ ባይዱ
开始
一个月
二个月
两个半月
三个月
讨论:我们可以为减少白色污染 做些什么?
(1)少用或不用一次性塑料物品;
(2)回收利用废旧塑料; (3)积极开展环保宣传活动;
(4)使用可降解塑料……