最新四辊可逆冷轧机传动电控系统设计设计
采用先进AGC系统的可逆四辊冷轧机控制系统
采用先进AGC系统的可逆四辊冷轧机控制系统可逆四辊冷轧机是一种用于金属材料冷轧的设备,它具有高效率、高精度和高质量的特点。
为了提高冷轧机的控制效率和精度,目前采用先进的自动级配AGC系统已经成为冷轧机的主流选择。
本文将就采用先进AGC系统的可逆四辊冷轧机控制系统进行深入探讨。
一、可逆四辊冷轧机及其控制系统概述可逆四辊冷轧机是一种用于冷轧金属材料的设备,它由上下两组辊子组成,通常采用钢辊和铸铁辊相间排列,以实现对金属材料进行冷轧。
可逆四辊冷轧机主要用于对金属薄板进行轧制,如不锈钢、铝板、铜板等材料。
在传统的可逆四辊冷轧机中,通常采用机械式控制系统,通过人工调整机器参数来实现对轧制过程的控制。
这种控制方式存在着控制精度不高、生产效率低下等问题。
为了解决这些问题,现代冷轧机大多采用了先进的自动级配AGC系统来进行控制。
AGC系统(Automatic Gauge Control,自动厚度控制系统)是一种利用传感器检测轧制过程中金属板材的厚度变化,并通过调整辊子间隙来实现对板材厚度进行控制的自动控制系统。
AGC系统可以根据轧制过程中金属板材的实际厚度变化自动调整辊子的间隙,从而实现对板材厚度的精确控制,大大提高了冷轧机的控制精度和生产效率。
1. 高精度控制采用AGC系统的可逆四辊冷轧机能够实现对金属板材厚度的高精度控制。
传感器不断监测板材的厚度变化,AGC系统可以根据实时数据调整辊子间隙,保证金属板材的厚度在规定范围内,大大提高了产品质量和生产效率。
2. 高生产效率AGC系统可以实现自动调整辊子间隙的功能,减少了人工干预的时间和成本,提高了生产效率。
AGC系统能够快速响应厚度变化,大大缩短了轧制时间,提高了生产效率。
3. 多功能性AGC系统不仅可以实现对金属板材厚度的控制,还可以实现对板材的横向拉伸和纵向平整的控制。
通过调整辊子间隙和辊子的位置,AGC系统可以实现对板材的多项参数的控制,满足不同规格板材的生产需求。
最新四辊可逆冷轧机传动电控系统设计设计
四辊可逆冷轧机传动电控系统设计设计摘要轧制是各种变形手段中效率高、产量大、成本低、成型精确的加工方式。
而轧机是实现金属轧制过程的设备,泛指完成轧材生产全过程的装备,包括有主要设备﹑辅助设备﹑起重运输设备和附属设备等。
从炼钢厂出来的钢坯还仅仅是半成品,必须到轧钢厂去进行热轧与冷轧后,才能成为合格的产品。
论文通过吸收和借鉴校内实训中心的四辊可逆冷轧机的先进设计理念,提出了四辊可逆冷轧机的电控系统设计方案,并总结出了电气调试方案。
完成了整个轧机电控系统的硬件方案设计以及相关器件的选型工作。
在硬件设计中,提出了PLC+变频器+电机等的闭环控制系统,从而达到变频器控制电机转速的目的。
关键词:轧机电控系统四辊闭环ABSTRACTMeans all kinds of deformation in rolling, high efficiency, large output, low cost, precision molding processing methods. The mill is the equipment of metal rolling process, rolled the whole production process refers to the completion of equipment, including major Equipment, Auxiliary Equipment, lifting and other transport equipment and ancillary equipment. Out from the steel mill is just the semi-finished billets to be to go for hot and cold rolling mills, the products can become qualified.Articles by absorb and learn the four-campus training center roller cold rolling mill of the advanced design concept, put forward a four-high reversing cold rolling mill electrical control system design. Completion of the entire rolling mill electrical control system hardware design and selection of work-related devices. In the hardware design is proposed such as PLC + inverter + motor closed-loop control system, so as to achieve the purpose inverter control motor speed.Keywords:Rolling mill;Electronic Control System;Four roller;Closed loop目录中文摘要 (Ⅰ)英文摘要 (Ⅱ)No table of contents entries found.附录11 绪论冶金行业作为国民经济的基础产业,得到了迅速发展。
1250四辊可逆轧机控制系统
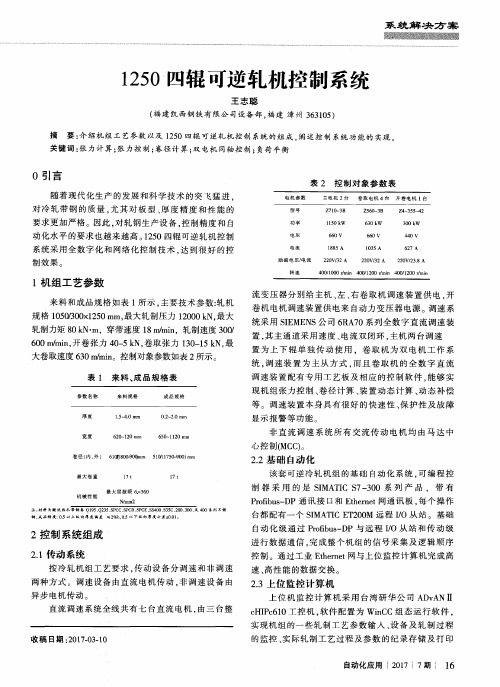
功 率
动化水平 的要求也越来越高 。 1 2 5 0四辊可逆轧机控制
系 统采 用 全 数 字 化 和 网络 化 控 制 技 术 。 达 到很 好 的控
制 效 果
电压
电 流
励磁电压, 电 流
转 速
4 00 / 1 0 0 0 r / mi n 4 0 0 , 1 2 o 0 r / ai r n 4 0 0 , 1 2 0 0 r / mi n
大卷取速度 6 3 0 m / mi n 。控制对象参数如表 2所示。
表 1 来料、 成 品规 格 表
参 数 名 称 来 料 规 格 成 品规 格
等 。调速装 置本身具有很好 的快速性 、 保 护性及 故障
厚 度 1 . 5  ̄ 4 . 0mm 02 20 m
显示报警等功能 。 非 直 流 调 速 系 统 所 有 交 流 传 动 电 机 均 由 马 达 中
系 统 解 决 方 案 辫 熬麓臻 缀
1 2 5 0四辊 可逆轧 机控 制系统
王 志 聪
( 福建 凯 西钢 铁 有 限公 司设备 部 , 福建 漳州 3 6 3 1 0 5 ) 摘 要 : 介 绍机 组 工 艺参 数 以及 1 2 5 0四辊 可逆 轧机控 制 系统 的组成 , 阐述控 制 系统 功 能的 实现 。
宽 度
6 2 0 — 1 2 0 m m
6 5 0 — 1 1 2 o mm
心控制( MC C ) 。
卷径( 内、 外) 6 1 呻8 0 O J 9 0 0 m m 5 1 0 / ( 1 7 5 0 - 9 0 0 ) f i l m
2 . 2基础 自动化
该 套 可 逆 冷 轧 机组 的 基 础 自动 化 系 统 . 可 编 程 控
采用先进AGC系统的可逆四辊冷轧机控制系统
采用先进AGC系统的可逆四辊冷轧机控制系统可逆四辊冷轧机是一种用于金属材料制作的设备,通常用于轧制薄板和薄带,例如不锈钢、铝、铜等材料。
为了提高生产效率和产品质量,现代的可逆四辊冷轧机通常采用先进的AGC系统进行控制。
AGC是自动板形控制的缩写,它能够实现对轧机的自动调整,以确保产品的准确尺寸和质量。
本文将介绍采用先进AGC系统的可逆四辊冷轧机控制系统的特点、优势和应用。
一、AGC系统的特点1. 自动控制:AGC系统能够根据生产需求和材料特性,自动调整轧辊的位置,使得轧制产品的厚度和平整度达到设计要求。
2. 高精度:AGC系统具有高精度的控制能力,能够实现对轧机的微小调整,保证产品的尺寸和表面质量达到客户要求。
3. 高效能:AGC系统能够快速响应生产需求的变化,提高轧机的生产效率和性能。
4. 可编程性:AGC系统具有灵活的编程能力,能够根据不同的产品要求进行调整,实现生产的多样化和个性化。
3. 减少生产成本:AGC系统能够降低材料损耗和能耗,减少人工干预,降低生产成本。
4. 提高工作环境:AGC系统能够减少人工干预,提高生产的自动化程度,改善工作环境。
5. 提高设备可靠性:AGC系统能够实现对轧机的精确控制,减少设备的运行故障,提高设备的可靠性和稳定性。
AGC系统广泛应用于不同类型的可逆四辊冷轧机,例如不锈钢轧机、铝合金轧机、铜合金轧机等。
它适用于不同类型的金属材料,具有不同的厚度和宽度要求的产品。
AGC系统还可以应用于不同的生产工艺和工艺参数,例如冷轧、热轧、精轧等。
AGC系统还可以与其他自动控制系统结合使用,例如负荷控制系统、温度控制系统等,实现对轧机的全面控制和优化。
通过对轧机控制系统的不断改进和优化,可以提高生产效率、节约能源、降低成本,满足不同客户的产品需求。
采用先进AGC系统的可逆四辊冷轧机控制系统具有自动控制、高精度、高效能和可编程性等特点,能够优化产品质量、提高生产效率、降低生产成本、改善工作环境和提高设备可靠性。
运控毕业设计 四辊冷轧机直流调速系统设计
前言随着轧制技术和机械制造水平的提高,高精度的冷轧薄板轧机获得长足发展。
而作为轧机的控制系统越来越得到重视。
直流调节控制技术越来越广泛地应用于轧制领域。
可逆冷轧机要求在一定的范围内进行速度的平滑调节,并且要求有良好的稳态、动态性能。
直流调速系统调速范围广、静差率小、稳定性好以及具有良好的动态性能,在高性能的拖动技术领域中,相当长时期内几乎都采用直流电力拖动系统。
为了深入地分析控制原理在直流调速系统中的应用,本文对可逆冷轧机的主传动双闭环调速系统进行分析设计。
首先,介绍了四辊可逆冷轧机的机械配置和直流调速原理,详细论证了该系统的应该采用的调速电路。
应用控制理论,对该控制系统的转速控制方案及其控制过程实现进行了系统的研究。
基于直流调速技术,完成了四辊可逆冷轧机的主轧机直流调速系统的设计和实现。
其次,对组成该系统的各单元进行了分析设计。
并对主电路的主要设备进行了选择,计算了参数如整流变压器的容量S,电抗器的电感量L等,并说明保护元件的作用。
然后,设计电流环和转速环,确定ASR 和ACR的结构,并计算其参数。
最后,结合实验,论述该系统设计的正确性。
总之,本次设计的主要任务就是应用自动控制理论和工程设计的方法对直流调速系统进行设计和控制,设计出能够达到性能指标要求的电力拖动系统的调节器。
I目录前言 (I)第一章绪论 (1)1.1课程设计的背景及意义 (1)1.1.1设计的背景 (1)1.1.2设计的意义 (2)1.2国内外研究的历史及现状 (2)1.2.1国内外冷轧板带状况 (2)1.2.2国内外冷带钢轧机发展状况 (4)1.3课程设计内容及要求 (5)1.3.1设计题目及设计要求 (5)1.3.2 设计内容 (6)第二章四辊冷轧机直流调速系统分析 (7)2.1 直流调速系统基础知识 (7)2.2 四辊冷轧机控制要求 (7)2.3 四辊冷轧机张力控制基础上的调速 (8)2.3.1 从工艺角度 (8)2.3.2 恒张力调速控制 (9)2.4 主轧机 (9)2.4.1 主扎机的工作状态 (9)2.4.2 主轧机调速控制原理 (10)2.5 主轧机双闭环直流调速控制 (11)第三章主电路和控制电路方案论证 (12)3.1 系统工作原理 (12)3.1.1 转速控制的要求和调速指标 (13)3.1.2 调速系统的两个基本矛盾 (13)3.2 调速系统组成 (15)3.3主电路方案论证 (15)3.3.1励磁反接可逆电路 (15)3.3.2电枢反接可逆电路 (16)3.4 控制电路方案论证 (18)II3.4.1带电流截止负反馈的转速单闭环调速系统 (18)3.4.2转速电流双闭环调速系统 (19)3.4.3 α = β配合控制的有环流可逆V-M系统 (20)3.4.4 无环流控制的可逆V-M系统 (21)3.4.5检测电路和反馈电路 (23)第四章双闭环调速系统的各功能模块设计 (24)4.1双闭环调速系统结构概述 (24)4.1.1 主电路及化简 (24)4.1.2额定励磁下的直流电动机的数学描述 (26)4.2速度调节器 (28)4.3电流调节器 (28)4.4锯齿波同步移相触发电路 (30)4.5电流反馈与过流保护 (31)4.6转速变换 (32)4.7零速封锁器 (33)4.8转矩极性鉴别(DPT) (34)4.9零电平检测(DPZ) (35)4.10逻辑控制(DLC) (36)第五章系统电路的设计及参数计算 (37)5.1 主电路的主要设备及参数计算 (38)5.1.1晶闸管的参数计算和选择 (38)5.1.2平波电抗器的选择 (39)5.1.3 整流变压器的选择 (40)5.1.4 主电路的过电压和过电流保护 (40)5.1.5电流互感器的选择 (41)5.2 控制电路的设计及参数计算 (41)5.2.1 ACR的设计 (43)5.2.2 ASR的设计 (45)5.2.3 DLC的设计 (47)第六章实验调试、校正及其结果验证 (49)6.1实验目的 (49)6.2实验内容 (49)6.3 实验设备 (49)III6.4 实验步骤 (50)6.4.1 双闭环可逆调速系统调试原则: (50)6.4.2 系统的开环调试 (50)6.4.3 系统各单元的调试和参数整定 (50)6.4.4 电流环闭环调试(电动机不加励磁) (51)6.4.5 速度环闭环调试(电动机加额定励磁) (51)6.5 触发器的整定 (51)6.6 系统的开环运行及特性测试 (52)6.7 系统单元调试 (54)6.8 实验结论 (56)第八章结论 (58)参考文献 (59)IV第一章绪论1.1课程设计的背景及意义1.1.1设计的背景冷轧的薄板、带钢具有尺寸精度高、表面质量好、良好的机械和工艺性能等优点,被广泛应用于宇航技术、武器、航空、电子、汽车、化工、家用电器、造船、建筑、石油以及民用五金等国民经济各部门。
四辊可逆式冷轧机辊系设计 ()
太原科技大学本科课程设计(说明书)四辊Ф260/700×750可逆式冷精轧机辊系设计Four-roller 260/700× 750 Reversible Cold Finisher Roller SystemDesign学院(系):机械工程专业:冶金机械学生姓名:学号:指导教师:评阅教师:完成日期:2021.1.太原科技大学Taiyuan University of Science and Technology摘要这篇文章主要讲述了冷轧机生产与发展概述,通过运用已知参数,如钢板的厚度、宽度、轧制速度和压下速度等,对工作辊、支撑辊及相关尺寸进行了计算和校核,然后选择合适的轧辊材质和轴承,并对轴承寿命进行计算和校核。
四辊可逆式冷轧机,衔接连铸后的技术工艺,减少工艺,可实现往返可逆轧制。
四辊轧机还能提供较大的轧制压力,提高软件的可轧硬度范围,实现产品规格多样化。
关键词:四辊可逆式;冷连轧;工作辊;课程设计(论文)Four-roller 260/700×750 Reversible Cold Finisher Roller System DesignAbstractThis article mainly describes the cold mill production and development overview, through the use of known parameters, such as steel plate thickness, width, rolling speed and down speed, the work roller, support roller and related dimensions were calculated and checked, and then select the appropriate roll material and bearings, and bearing life calculation and check.Four-roll reversible cold rolling mill, connecting the technology after casting, reduce the process, can achieve round-trip reversible rolling. The four-roll mill can also provide greater rolling pressure, improve the scalable hardness range of the software, and achieve a variety of product specifications.Keywords: four-roller reversible; Cold rolling; Work rollers; Course Design (Paper)目录摘要 (1)Abstract (2)第1章绪论 (4)1.1 冷轧机的发展概况 (4)1.2 四辊可逆式冷轧机的发展 (5)1.3 冷轧带钢生产发展与新技术 (5)1.3.1 冷轧带钢生产技术设备的发展 (5)1.3.2 冷轧窄带冷轧机的技术特点 (6)第2章轧辊 (8)2.1 冷轧轧辊的组成 (8)2.2 轧辊材质的选择 (8)2.3 辊系尺寸的确定 (9)2.4 轧辊力能参数计算 (10)2.4.1 基本参数 (10)2.4.2 艾克隆德方法计算轧制时的平均单位压力 (10)(1)变形阻力 (10)(2)变形速度 (11)(3)轧制压力 (12)2.4.3 轧辊传动力矩 (14)2.5 轧辊的强度校核 (15)第3章轧辊轴承 (18)3.1 轴承的选择 (18)3.2 轴承寿命计算 (18)3.3 轧辊轴承润滑 (19)参考文献 (19)致谢 (21)第1章绪论1.1 冷轧机的发展概况轧机是现代钢厂中最常见的一种冶金设备。
四辊可逆轧机设计说明(新)
机电一体化四辊可逆轧钢机实训装置本装置分为基本型和增强型两种。
一、基本型该系统由主轧机,两套卷曲机构以及相应支撑机械结构组成,主轧机压下方式为手动压下,平衡调节方式为手动调节。
该系统可实现铝带的可逆轧制,轧制力不小于三吨,主轧机采用变频方式调节轧制速度,主轧机变频器与卷曲结构变频器用通讯方式实现同步工作。
可实现的实验项目如下:1.PLC编程实验。
2.变频器应用实验。
3.轧机辊缝调节实验。
4.变频器通讯实验。
5.传感器信号采集实验。
6.可逆轧机工作流程操作实验。
7.轧机轧辊更换与维护实验。
8.触摸屏程序编制实验。
9.触摸屏与PLC通讯及系统组态实验。
10.可逆轧机系统故障设置与排除实训等。
二、增强型该系统由主轧机,两套卷曲机构、液压系统、测量仪器以及相应支撑机械结构等组成,主轧机压下方式为液压压下,平衡调节方式为自动调节,调节量由光栅尺采集并送给PLC。
整机调试完毕后可实现铝带的自动可逆轧制,轧制参数由触摸屏输入。
轧制力不小于三吨,主轧机采用变频方式调节轧制速度,主轧机变频器与卷曲机构变频器用通讯方式实现同步工作。
可实现的实验项目如下:1. PLC编程实验。
2. 变频器应用实验。
3. 轧机辊缝调节实验。
4. 变频器通讯实验。
5. 传感器信号采集实验。
6. 可逆轧机工作流程操作实验。
7. 轧机轧辊更换与维护实验。
8. 触摸屏程序编制实验。
9. 触摸屏与PLC通讯及系统组态实验。
10. 可逆轧机系统故障设置与排除实训等。
11. PLC数据采集与闭环调节编程实验。
12. 光栅尺应用试验。
13. 液压系统调试试验。
14. 液压系统自动控制实验。
三、两种系统配置清单如下:基础型:增强型:基础型报价:35万元增强型报价:53万元。
毕业设计(论文)-四辊冷轧机压下系统设计[管理资料]
![毕业设计(论文)-四辊冷轧机压下系统设计[管理资料]](https://img.taocdn.com/s3/m/032e7c0e04a1b0717ed5ddb6.png)
四辊冷轧机压下系统设计摘要轧辊调整装置的作用主要是调整轧辊在机架中的相对位置,以保证要求的压下量、精确的轧件尺寸和正常的轧制条件。
压下装置也称上辊调整装置,它是用途最广的一种轧辊调整装置,安装在所有的二辊、三辊、四辊和多辊轧机上,就驱动方式而言,压下装置可分为手动的、电动的、和液压三类。
本论文介绍了轧机的发展历史和未来,介绍并分析了轧机的几种压下形式,列举了其各自的优缺点以及各种压下形式的工作原理。
首先通过实习和所查资料确定设计方案并进行方案评述,根据实际情况选择了电动压下方式。
其次根据所给定的基本参数计算轧制力以及选择电动机容量,设计压下螺丝和压下螺母并进行强度和刚度校核;选择轴承并进行寿命校核,设计蜗杆传动和减速器中的齿轮传动,并进行环保性和经济性分析等。
关键词: 冷轧机;电动压下;压下螺丝;蜗杆传动;齿轮Design on Pressure System of Four-roller coldrolling millAbstractThe role of roller adjustment device to adjust roll mainly the relative position in the rack to ensure that the requirements reduction, precise size and normal rolling Rolling. Reduction device, also known as the roller adjustment device, which is the most widely used as a roller adjustment device, installed in all of the two rollers, three rollers, four rollers and multi-roll rolling mill, the drive mode, the pressure device divided manually, electric, and hydraulic three. This paper describes the history and future of the mill, rolling mill introduced and analyzed several pressure form, listed with their respective advantages and disadvantages, and various forms of pressure works. First of all, to find information through the established practice and the design and conduct programs reviewed, according to the actual way to choose a power reduction. Second, according to the calculation of basic parameters of a given choice of rolling force and motor capacity, design pressure once again screws and screw down nuts and check the strength and rigidity; choice for life bearings and check the design of the worm drive and gear box transmission, and for environmental protection and economic analysis.Key words:cold rolling mill; electric pressure; pressure nut; worm; Gear目录1 绪论 (1)选题背景 (1)国内外研究成果 (1)课题研究的内容 (3)2总体方案设计 (4)3 压下电机的选择 (6)轧制力的计算 (6)第一道次的轧制力计算 (6)第二道次的轧制力计算 (7)第三道次的轧制力计算 (9)第四道次的轧制力计算 (10)第五道次的轧制力计算 (12)压下螺旋传动设计 (14)材料选择 (14)压下螺丝和螺母主要尺寸的确定 (14)驱动压下螺丝的力矩 (15)压下螺丝的强度计算 (16)螺母的强度计算 (17)压下电机的容量选择 (18)速比分配 (19)4. 圆柱齿轮的设计 (20)选定齿轮相关参数及工作情况 (20)按齿面接触强度设计 (20)按齿根弯曲强度设计 (22)几何尺寸计算 (23)5 蜗杆传动的设计 (25)选择蜗杆传动类型 (25)选择材料 (25)按齿面接触疲劳强度进行设计 (25)蜗杆与蜗轮的主要参数与几何尺寸 (26)齿根弯曲疲劳强度校核 (27)受力分析 (28) (28)6.设备可靠性与经济评价 (32)结论 (33)致谢 (34)参考文献 (35)1 绪论选题背景钢产量是一个国家经济实力的体现,为了生产更多的钢材就要有更先进的炼钢轧钢技术,现代轧机发展的趋向是连续化、自动化、专业化和大型化,产品质量高,消耗低。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
四辊可逆冷轧机传动电控系统设计设计摘要轧制是各种变形手段中效率高、产量大、成本低、成型精确的加工方式。
而轧机是实现金属轧制过程的设备,泛指完成轧材生产全过程的装备,包括有主要设备﹑辅助设备﹑起重运输设备和附属设备等。
从炼钢厂出来的钢坯还仅仅是半成品,必须到轧钢厂去进行热轧与冷轧后,才能成为合格的产品。
论文通过吸收和借鉴校内实训中心的四辊可逆冷轧机的先进设计理念,提出了四辊可逆冷轧机的电控系统设计方案,并总结出了电气调试方案。
完成了整个轧机电控系统的硬件方案设计以及相关器件的选型工作。
在硬件设计中,提出了PLC+变频器+电机等的闭环控制系统,从而达到变频器控制电机转速的目的。
关键词:轧机电控系统四辊闭环ABSTRACTMeans all kinds of deformation in rolling, high efficiency, large output, low cost, precision molding processing methods. The mill is the equipment of metal rolling process, rolled the whole production process refers to the completion of equipment, including major Equipment, Auxiliary Equipment, lifting and other transport equipment and ancillary equipment. Out from the steel mill is just the semi-finished billets to be to go for hot and cold rolling mills, the products can become qualified.Articles by absorb and learn the four-campus training center roller cold rolling mill of the advanced design concept, put forward a four-high reversing cold rolling mill electrical control system design. Completion of the entire rolling mill electrical control system hardware design and selection of work-related devices. In the hardware design is proposed such as PLC + inverter + motor closed-loop control system, so as to achieve the purpose inverter control motor speed.Keywords:Rolling mill;Electronic Control System;Four roller;Closed loop目录中文摘要 (Ⅰ)英文摘要 (Ⅱ)No table of contents entries found.附录11 绪论冶金行业作为国民经济的基础产业,得到了迅速发展。
冶金行业在经历了以数量扩张为主的发展时期后,进入了加速结构调整、提高竞争力为主的新阶段。
轧机是板带材生产的主要设备,加工材由厚变薄,是由轧机来完成的。
电气控制技术具有优良的控制特性也已成为人们的共识,因此这一技术在冶金行业中得到了广泛的应用,尤其在轧钢工艺中体现的更为突出。
本次设计就是对冷轧过程中常用的四辊可逆冷轧机的电气控制系统进行设计。
1.1 轧制过程自动化可逆式轧制是指带钢在轧机上进行往复多道次的压下变形,最终获得成品厚度钢材的轧制过程。
由于四辊可逆冷轧机生产效率高,质量易于控制,轧制过程连续,易于实现自动化和机械化。
而且这种轧机产量大,生产效率高,质量易于控制,经济效益非常显著。
所以各种先进的科学成果都竞相应用于四辊可逆冷轧机的轧制过程中,大大促进了连轧过程自动化的发展。
自动化是根据检测装置与设定值的偏差,按预定方式自行调节控制量使输出稳定在设定范围的控制过程。
从工程技术部门来看,可以把过程自动化具体解释为:在各种不同的生产过程中,采用自动检测、电动执行等自动化装置和电子计算机,组成控制系统,使各种过程变量(如成分、流量、温度、压力、张力和速度等)保持在所要求的给定值上,并在人的控制下合理地协调全部生产过程,实现稳定优质生产的一种手段。
轧制过程自动化的最终目的是提高钢材质量,用有限资源,制造高精度的钢带产品,在人力不能胜任的过程中,把人从繁重枯燥的体力劳动中解放出来,不轻易受人的情绪和技术水平的影响,稳定进行轧制过程。
实现过程自动化,可以提供质量好、性能稳定、价格合理的钢带产品,为企业生存发展提供更大的空间。
轧制自动化实际上包括对轧制过程进行计算机系统控制和对装置的自动控制两部分。
装置自动控制主要指具体设备的闭环控制,它包括拖动系统和伺服系统,使系统可以跟随设定值进行及时调节。
这种闭环控制系统加入数字调节,提高了设备控制性能,增加了通信能力。
过程计算机控制是对复杂过程运用计算机完成采集、模型计算、实时判断处理、对整个生产系统进行控制管理,这对于包括粗轧、精轧、冷却、卷取多个环节相互衔接配合的轧制生产是必不可少的,尤其在高速与高精度轧制时,更需要计算机高速精确地完成算法处理。
计算机控制内容又分为计算机配置方式、信息跟踪方式和动态在线控制算法三大部分。
1.2 轧机的分类轧钢机按轧机布置形式可以分为以下几种:单机座轧机:轧制从开始到结束都在同一架轧机上进行(图3.1a)。
图1.1a单机座轧机图1.1b 横列式轧机横列式轧机:由两架或两架以上轧机横向排列组成。
横列式轧机可以是一列的,也可以是几列的(图1.1b、c)。
图1.1c横列式轧机图1.1d纵列式轧机纵列式轧机:由两个以上轧机纵向排列而成。
轧件依次在每个轧机中轧制一道(图1.1d)。
半连续式轧机:由两组轧机组成,其中一组是纵列式或横列式轧机,一组是连续式轧机(图1.1e)。
连续式轧机:由几个轧机按轧制方向顺序排成一行,轧件同时在几个轧机上轧制,并保持连轧关系,即各架轧机单位时间内的金属流量相等(见图1.1f、g)。
图1.1e半连续式轧机图1.1f连续式轧机越野式轧机:由两列或两列以上的纵列式轧机组合而成。
轧件依次在各个轧机轧一道(图1.1h)。
图1.1g 连续式轧机图 1.1h 越野式轧机布棋式轧机:由几列纵列式与单机架轧机组成。
它形似象棋子在棋盘上的布置,故取名布棋式轧机(图1.1i)。
图 1.1i布棋式轧机按轧辊数量分类,轧机有五类,即二辊式、三辊式、四辊式、多辊式及万能式轧钢机,分述于下:二辊式轧钢机(也叫二重式轧机):分为可逆式与不可逆式两种。
二辊不可逆式轧机的轧辊转动方向在轧制过程中是不变的,轧件在轧辊间只往一个方向通过,例如叠轧薄板轧机(见图1.2a)。
二辊可逆式轧机,其轧辊可以正反转,轧件可以来回轧制。
这种轧机采用直流电机驱动。
轧制钢锭的初轧机就是这种型式。
图 1.2a 二辊式轧钢机图 1.2b三辊式轧机三辊式轧机(也叫三重式轧机):轧辊转动方向固定不变,轧件从中下辊间轧过去,又从中上辊间轧过来,进行所谓的往复轧制,又称穿梭轧制。
在这类轧机中有三个轧辊直径相同的型钢轧机;有上下辊径相同而中辊较细的三辊劳特式钢板轧机(见图1.2b)。
另外,还有一种三辊轧机,它虽然也有三个轧辊,但轧件只从两个轧辊,即上、中辊或中、下辊之间轧过。
在横列式小型或线材车间的粗轧机组中,轧件依次交替从相邻机座的中、下辊和上、中辊之间通过,各机座中不承担轧钢的那一根轧辊只起传动作用。
轧件从中、下辊通过时叫下轧制线轧制,从上、中辊之间通过时叫上轧制线轧制。
为区别于一般三辊轧机,通常称这类轧机为二辊交替式轧机或盲三辊轧机。
四辊式轧钢机(也叫四重式轧机):其中间两个轧辊为工作辊,上下两个轧辊为支撑辊,工作辊直径比支撑辊直径小(参见图1.2c)。
四辊轧机有两种传动方式:一种是传动工作辊,支撑辊靠摩擦带动;另一种是传动支撑辊,工作辊靠摩擦带动,前者多用于热轧钢板和较厚的冷轧钢板生产。
图1.2c 四辊式轧钢机图1.2d 多辊式轧钢机多辊式轧钢机:有六辊、八辊、十二辊、十四辊、十六辊、二十辊轧机等(见图1.2d)、用于轧制极薄带钢。
此外还有行星式轧机(见图1.2e),用于带钢、钢板生产。
图1.2e 行星式轧图1.2f 万能轧机万能轧机:其特点是带有立轧辊(见图1-2f)。
轧制时轧件可同时或先后进行上下及两侧方向的加工。
万能式轧机可分成二辊式、三辊式和四辊式的。
立轧辊安装在轧钢机的前边或后边。
轧机按轧辊布置形式及位置分类,可分为:①轧辊水平布置的轧机:一般初轧机、型钢轧机、钢板轧机、线材轧机都属于这一类;②轧辊直立布置的轧机:在连续式型钢及钢坯轧机、钢板轧机、带钢轧机及线材轧机中都有直立布置轧辊的机座,它专门用于轧制轧件的侧面(图1.3a);③水平轧辊及直立轧辊混合布置的轧机:如二辊式、三辊式万能轧机及万能式钢梁轧机的轧辊都是水平及直立混合布置的(图1.3b、c、d、e、f);图1.3 轧辊水平及直立布置的轧机图1.4 轧辊斜置的轧钢机④轧辊斜置的轧钢机:生产无缝钢管的穿孔机、钢球轧机等都属于这一类(图1.4);⑤轧辊以特殊形式布置的轧机:如各机架轧辊互成90°,与地面成15°或者75°的线材轧机。
它取消了一般线材轧机的扭转导板,称为无扭转线材轧机。
又如轧辊按“Y”型布置的线材轧机,工作辊既自转又绕支撑辊旋转的行星轧机等。
目前,现代化四辊可逆冷轧机在围绕完善控制系统和控制工作辊凸度等方面做了大量研究开发工作,朝着大卷重、宽幅、高速度、高自动化的方向发展。
1.3 四辊可逆冷轧机传动系统的电气要求提到四辊可逆冷轧机的自动化系统,不得不首先提到传动系统,因为拥有一个稳定、可靠的传动系统,是其成功的前提条件,也是先进的自动化系统的基础。
直流电气传动具有调速性能好、控制精度高、线路简单、控制方便、过载能力较强、能承受频繁冲击负荷等优点。
因此,很长一段时间冷轧机主传动一直被直流调速系统所占领。
随着电力电子技术的发展,轧机传动系统已由先进的交流调速取代了传统的直流调速。
交流传动转动惯量小,过载能力大,加速性能好,控制精度高,大大提高了轧机传动的技术性能指标。
近年来新建轧机都采用交流传动系统(交交变频及交直交变频)。