弹簧参数及尺寸
模具弹簧规格及参数
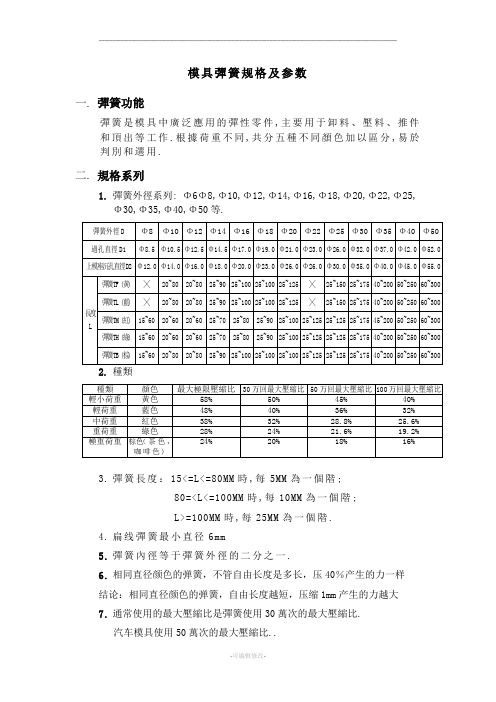
模具彈簧规格及参数一.彈簧功能彈簧是模具中廣泛應用的彈性零件,主要用于卸料、壓料、推件和頂出等工作.根據荷重不同,共分五種不同顏色加以區分,易於判別和選用.二.規格系列1.彈簧外徑系列: Φ6Φ8,Φ10,Φ12,Φ14,Φ16,Φ18,Φ20,Φ22,Φ25,Φ30,Φ35,Φ40,Φ50等.2.種類3.彈簧長度:15<=L<=80MM時,每5MM為一個階;80=<L<=100MM時,每10MM為一個階;L>=100MM時,每25MM為一個階.4.扁线彈簧最小直径6mm5.彈簧內徑等于彈簧外徑的二分之一.6.相同直径颜色的弹簧,不管自由长度是多长,压40%产生的力一样结论:相同直径颜色的弹簧,自由长度越短,压缩1mm产生的力越大7.通常使用的最大壓縮比是彈簧使用30萬次的最大壓縮比.汽车模具使用50萬次的最大壓縮比..8.弹簧能压缩的长度=弹簧的自由长度x弹簧的压缩比例:Φ20绿色弹簧长度50mm,弹簧要求寿命30万次,弹簧能压缩多长?50x24%=12(mm)9.弹簧的长度=弹簧要压缩的长度÷弹簧的压缩比例:弹簧要压缩20mm, 弹簧颜色为红色,弹簧要求寿命50万次要用多长的弹簧?弹簧的长度=20÷28.8%+5MM=74.4 查表选用75MM长弹簧一般选弹簧长度会加5mm的安全余量三.選用原則1.長度選擇一般保証:在開模狀態彈簧的預壓縮量等於3~5(常规预压3mm,預壓縮量隨實際情況而定.);閉模狀態彈簧壓縮量小於或等於最大壓縮量(最大壓縮量LA=彈簧自由長L*最大壓縮比取值%).2.模板压料,脱料板压料優先選用綠色或棕色(茶色,咖啡色)彈簧;如果向上成形的下模压料,折弯脱料所需的頂料力不很大時,可選用紅色,绿色彈簧,浮料用黄色,圆线弹簧.3.復合模外脫料板用紅色彈簧,內脫料板用綠色或棕色彈簧.4.活動定位銷一般選用Φ6頂料銷,配Φ10黃色彈簧和M12止付螺絲.Φ8頂料銷,配Φ12黃色彈簧和M14止付螺絲.5.沖孔模和成形模用綠色或棕色(茶色,咖啡色)彈簧,如有特殊需求時,由專案主管確定.6.彈簧規格優先選用Φ30.在空間較小區域可考慮選用其它規格(如Φ25,Φ20,Φ18,Φ16…...等).Φ25的内导柱用Φ30的弹簧脱料Φ20的内导柱用Φ25的弹簧脱料四.排配原則1.彈簧過孔中心到模板邊緣距離大於外徑D,與其他孔距離保持實體壁厚大於5MM,空间不足时最少留2MM.2.彈簧排列首先考慮受力重點部位,然後再考慮整個模具受力均衡平穩.受力重點部位是指:復合模的內脫料板外形和沖頭的周圍;沖孔模的沖頭周圍;成形模的折彎邊及有抽成形的地方.3.成形模采用氣墊結構時,下打板排配2~6個彈簧.下模座上不沉孔,彈簧選用黃色或藍色即可.五.五金零件需求表填寫範例彈簧(顏色):D*L (D-彈簧外徑L-自由長度)例: 彈簧TH(綠): Φ20*70Welcome To Download !!!欢迎您的下载,资料仅供参考!。
弹簧参数尺寸及计算公式
弹簧参数尺寸及计算公式弹簧是一种用来储存和释放机械能的装置,应用广泛于机械、汽车、电器等领域。
弹簧的参数、尺寸以及计算公式对于设计和选择弹簧十分重要。
1.弹簧的参数:- 预压力(Preload):弹簧在未加载之前的初始压力。
- 弹性系数(Spring Constant):弹簧在单位变形下的恢复力。
- 卸载长度(Unloaded Length):未加载时的弹簧长度。
- 动载荷(Dynamic Load):弹簧所承受的变动力。
- 疲劳寿命(Fatigue Life):弹簧能够承受的循环加载次数。
2.弹簧的尺寸:- 线径(Wire Diameter):弹簧材料的直径,决定着弹簧的承载能力。
- 外径(Outer Diameter):弹簧的最大直径。
- 内径(Inner Diameter):弹簧的最小直径。
- 组件高度(Solid Height):弹簧在最大压缩状态下的高度。
- 活动齿数(Active Coils):弹簧上具有弹性的齿数。
- 紧齿数(Total Coils):弹簧上总共的齿数。
3.弹簧的计算公式:-弹性系数(K)的计算公式:K=Gd^4/(8Na^3)其中,G为剪切模量,d为线径,N为齿数,a为活动齿数。
-预压力(P)的计算公式:P=K*δ其中,δ为弹簧的压缩/拉伸变形量。
-力(F)的计算公式:F=K*δ弹簧所受的力正比于弹性系数与变形量之积。
-弹簧的伸长(δ)计算公式:δ=(F*L)/(K*Gd^4)其中,L为弹簧的长度。
-弹簧的疲劳寿命(Nf)计算公式:Nf=(C*S^b)/(F^b)其中,C为常数,S为应力幅值(一般为弹簧的最大变形量)。
以上公式仅为常见的弹簧计算公式,实际应用中可能还需要考虑更多的因素,如安全系数、材料的疲劳强度等。
总结起来,弹簧的参数、尺寸和计算公式对于弹簧的设计和选择至关重要。
具体的参数和尺寸根据实际应用需求和弹簧类型来确定,而计算公式则是根据力学原理和材料特性推导得出的。
模具弹簧规格及参数
模具弹簧规格及参数 Document serial number【KKGB-LBS98YT-BS8CB-BSUT-BST108】模具弹簧规格及参数一. 弹簧功能弹簧是模具中广泛应用的弹性零件,主要用于卸料、压料、推件和顶出等工作.根据荷重不同,共分五种不同颜色加以区分,易於判别和选用.二. 规格系列1.弹簧外径系列: Φ6Φ8,Φ10,Φ12,Φ14,Φ16,Φ18,Φ20,Φ22,Φ25,Φ30,Φ35,Φ40,Φ50等.2.种类3.弹簧长度:15<=L<=80MM时,每5MM为一个阶;80=<L<=100MM时,每10MM为一个阶;L>=100MM时,每25MM为一个阶.4.扁线弹簧最小直径6mm5.弹簧内径等于弹簧外径的二分之一.6.相同直径颜色的弹簧,不管自由长度是多长,压40%产生的力一样结论:相同直径颜色的弹簧,自由长度越短,压缩1mm产生的力越大7.通常使用的最大压缩比是弹簧使用30万次的最大压缩比.汽车模具使用50万次的最大压缩比..8.弹簧能压缩的长度=弹簧的自由长度x弹簧的压缩比例:Φ20绿色弹簧长度50mm,弹簧要求寿命30万次,弹簧能压缩多长50x24%=12(mm)9.弹簧的长度=弹簧要压缩的长度÷弹簧的压缩比例:弹簧要压缩20mm, 弹簧颜色为红色,弹簧要求寿命50万次要用多长的弹簧弹簧的长度=20÷%+5MM= 查表选用75MM长弹簧一般选弹簧长度会加5mm的安全余量10.弹簧要压缩的长度=活动板行程+3~5mm预压 (常规预压3mm)11.弹簧模板孔的大小直径<20模板孔=D+1直径>=20模板孔=D+2三. 选用原则1.长度选择一般保证:在开模状态弹簧的预压缩量等於3~5(常规预压3mm,预压缩量随实际情况而定.);闭模状态弹簧压缩量小於或等於最大压缩量(最大压缩量LA=弹簧自由长L*最大压缩比取值%).2.模板压料,脱料板压料优先选用绿色或棕色(茶色,咖啡色)弹簧;如果向上成形的下模压料,折弯脱料所需的顶料力不很大时,可选用红色,绿色弹簧,浮料用黄色,圆线弹簧.3.复合模外脱料板用红色弹簧,内脱料板用绿色或棕色弹簧.4.活动定位销一般选用Φ6顶料销,配Φ10黄色弹簧和M12止付螺丝.Φ8顶料销,配Φ12黄色弹簧和M14止付螺丝.5.冲孔模和成形模用绿色或棕色(茶色,咖啡色)弹簧,如有特殊需求时,由专案主管确定.6.弹簧规格优先选用Φ30.在空间较小区域可考虑选用其它规格(如Φ25,Φ20,Φ18,Φ16…...等).Φ25的内导柱用Φ30的弹簧脱料Φ20的内导柱用Φ25的弹簧脱料四. 排配原则1.弹簧过孔中心到模板边缘距离大於外径D,与其他孔距离保持实体壁厚大於5MM,空间不足时最少留2MM.2.弹簧排列首先考虑受力重点部位,然後再考虑整个模具受力均衡平稳.受力重点部位是指:复合模的内脱料板外形和冲头的周围;冲孔模的冲头周围;成形模的折弯边及有抽成形的地方.3.成形模采用气垫结构时,下打板排配2~6个弹簧.下模座上不沉孔,弹簧选用黄色或蓝色即可.五. 五金零件需求表填写范例弹簧(颜色):D*L (D-弹簧外径 L-自由长度)例: 弹簧TH(绿): Φ20*70。
模具弹簧规格及参数

模具彈簧规格及参数一.彈簧功能彈簧就是模具中廣泛應用得彈性零件,主要用于卸料、壓料、推件与頂出等工作、根據荷重不同,共分五種不同顏色加以區分,易於判別与選用、二.規格系列1.彈簧外徑系列:Φ6Φ8,Φ10,Φ12,Φ14,Φ16,Φ18,Φ20,Φ22,Φ25,Φ30,Φ35,Φ40,Φ50等、2.種類3.彈簧長度:15<=L<=80MM時,每5MM為一個階;80=<L<=100MM時,每10MM為一個階;L>=100MM時,每25MM為一個階、4.扁线彈簧最小直径6mm5.彈簧內徑等于彈簧外徑得二分之一、6.相同直径颜色得弹簧,不管自由长度就是多长,压40%产生得力一样结论:相同直径颜色得弹簧,自由长度越短,压缩1mm产生得力越大7.通常使用得最大壓縮比就是彈簧使用30萬次得最大壓縮比、汽车模具使用50萬次得最大壓縮比、、8.弹簧能压缩得长度=弹簧得自由长度x弹簧得压缩比例:Φ20绿色弹簧长度50mm,弹簧要求寿命30万次,弹簧能压缩多长?50x24%=12(mm)9.弹簧得长度=弹簧要压缩得长度÷弹簧得压缩比例:弹簧要压缩20mm, 弹簧颜色为红色,弹簧要求寿命50万次要用多长得弹簧?弹簧10.11.预压3mm,預壓縮量隨實際情況而定、);閉模狀態彈簧壓縮量小於或等於最大壓縮量(最大壓縮量LA=彈簧自由長L*最大壓縮比取值%)、2.模板压料,脱料板压料優先選用綠色或棕色(茶色,咖啡色)彈簧;如果向上成形得下模压料,折弯脱料所需得頂料力不很大時,可選用紅色,绿色彈簧,浮料用黄色,圆线弹簧、3.復合模外脫料板用紅色彈簧,內脫料板用綠色或棕色彈簧、4.活動定位銷一般選用Φ6頂料銷,配Φ10黃色彈簧与M12止付螺絲、Φ8頂料銷,配Φ12黃色彈簧与M14止付螺絲、5.沖孔模与成形模用綠色或棕色(茶色,咖啡色)彈簧,如有特殊需求時,由專案主管確定、6.彈簧規格優先選用Φ30、在空間較小區域可考慮選用其它規格(如Φ25,Φ20,Φ18,Φ16…、、、等)、Φ25得内导柱用Φ30得弹簧脱料Φ20得内导柱用Φ25得弹簧脱料四.排配原則1.彈簧過孔中心到模板邊緣距離大於外徑D,與其她孔距離保持實體壁厚大於5MM,空间不足时最少留2MM、2.彈簧排列首先考慮受力重點部位,然後再考慮整個模具受力均衡平穩、受力重點部位就是指:復合模得內脫料板外形与沖頭得周圍;沖孔模得沖頭周圍;成形模得折彎邊及有抽成形得地方、3.成形模采用氣墊結構時,下打板排配2~6個彈簧、下模座上不沉孔,彈簧選用黃色或藍色即可、五.五金零件需求表填寫範例彈簧(顏色):D*L (D彈簧外徑L自由長度) 例: 彈簧TH(綠): Φ20*70。
压缩弹簧尺寸及参数表

压缩弹簧尺寸及参数表压缩弹簧是一种常见的机械弹簧,其主要作用是在外力作用下发生变形,储存能量并产生阻力。
在实际的工程应用中,我们需要根据需求来选择合适的压缩弹簧尺寸和参数。
以下是一个压缩弹簧尺寸和参数表,供参考:1.材料参数在选择弹簧材料时需要考虑弹性模量、屈服强度和磁导率等因素。
常见的弹簧材料有碳钢、不锈钢、钛合金等。
每种材料的物理、化学和力学性质都不同,应根据具体情况选择。
2.弹簧直径(OD)弹簧直径是指弹簧外圈的直径,选择合适的直径有助于弹簧的均匀受力和装配。
直径的选择应根据弹簧的工作环境和工作条件来确定。
3. 弹簧线径(Wire Diameter)弹簧线径是指弹簧线的直径,线径越大,弹簧的刚度越大,承受的负荷能力越高。
线径的选择应根据弹簧的设计负荷和约束空间来确定。
4. 弹簧长度(Free Length)弹簧长度指的是弹簧在没有受力时的总长度,也就是弹簧的自由长度。
自由长度的选择应根据弹簧的工作行程和装配空间来确定。
5. 弹簧周期(Spring Rate)弹簧周期是指单位长度的弹簧变形所需的力。
周期的选择应根据弹簧的应力和变形要求来确定。
6. 弹簧刚度(Spring Stiffness)弹簧刚度指的是单位变形的力,刚度越大,弹簧的变形量越小。
刚度的选择应根据弹簧所需的压缩程度和负荷要求来确定。
7. 最大负荷(Max Load)最大负荷指的是弹簧所能承受的最大力。
最大负荷的选择应根据弹簧的应力和安全系数来确定。
压缩比是指弹簧在受到最大压缩力时的变形程度。
压缩比的选择应根据弹簧的工作要求和装配空间来确定。
除了以上列举的弹簧尺寸和参数,还有一些其他的参数也需要考虑,例如端部设计、比负荷、疲劳寿命等。
根据实际应用需求,结合以上列举的参数,可以制作出适合特定工程需求的压缩弹簧尺寸和参数表。
整理压缩弹簧尺寸和参数表的过程中,需要综合考虑弹簧的材料、直径、线径、长度、周期、刚度、最大负荷、适应的压缩比等因素。
模具弹簧规格及参数
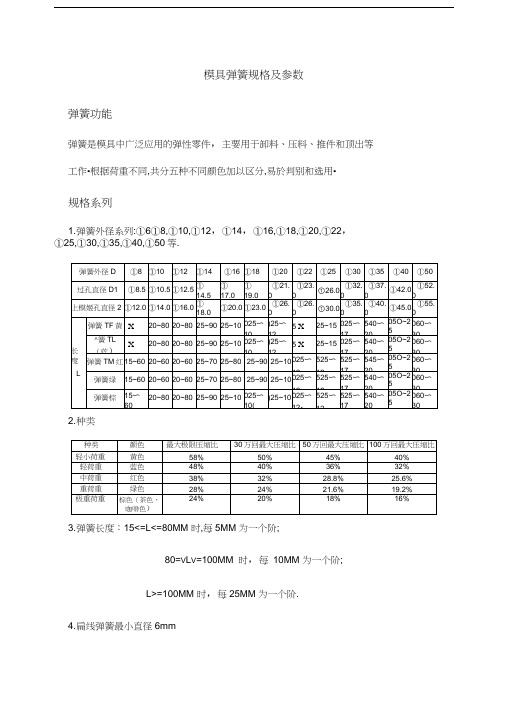
模具弹簧规格及参数弹簧功能弹簧是模具中广泛应用的弹性零件,主要用于卸料、压料、推件和顶出等工作•根据荷重不同,共分五种不同颜色加以区分,易於判别和选用•规格系列1. 弹簧外径系列:①6①8,①10,①12,①14,①16,①18,①20,①22,①25,①30,①35,①40,①50等.2. 种类3. 弹簧长度:15<=L<=80MM 时,每5MM 为一个阶;80=V L V=100MM时,每10MM 为一个阶;L>=100MM 时,每25MM 为一个阶.4. 扁线弹簧最小直径6mm5•弹簧内径等于弹簧外径的二分之6•相同直径颜色的弹簧,不管自由长度是多长,压40%产生的力一样结论:相同直径颜色的弹簧,自由长度越短,压缩1mm产生的力越大7.通常使用的最大压缩比是弹簧使用30万次的最大压缩比.汽车模具使用50万次的最大压缩比..8•弹簧能压缩的长度=弹簧的自由长度x弹簧的压缩比例:①20绿色弹簧长度50mm,弹簧要求寿命30万次,弹簧能压缩多长?50x24% =12(mm)9•弹簧的长度=弹簧要压缩的长度-弹簧的压缩比例:弹簧要压缩20mm,弹簧颜色为红色,弹簧要求寿命50万次要用多长的弹簧?弹簧的长度=20 - 28.8 % +5MM=74.4 查表选用75MM长弹簧一般选弹簧长度会加5mm的安全余量10. 弹簧要压缩的长度=活动板行程+3~5mm预压(常规预压3mm)11. 弹簧模板孔的大小直径<20模板孔=D+1直径>=20模板孔=D+2三.选用原则1. 长度选择一般保证:在开模状态弹簧的预压缩量等於3~5(常规预压3mm, 预压缩量随实际情况而定.);闭模状态弹簧压缩量小於或等於最大压缩量(最大压缩量LA=弹簧自由长L*最大压缩比取值%).2•模板压料,脱料板压料优先选用绿色或棕色(茶色,咖啡色)弹簧;如果向上成形的下模压料,折弯脱料所需的顶料力不很大时,可选用红色, 绿色弹簧,浮料用黄色,圆线弹簧•3. 复合模外脱料板用红色弹簧,内脱料板用绿色或棕色弹簧•4. 活动定位销一般选用①6顶料销,配①10黄色弹簧和M12止付螺丝.①8顶料销,配①12黄色弹簧和M14止付螺丝.5•冲孔模和成形模用绿色或棕色(茶色,咖啡色)弹簧,如有特殊需求时, 由专案主管确定.6•弹簧规格优先选用①30.在空间较小区域可考虑选用其它规格(如①25,①20,①18,①16…...等).①25的内导柱用①30的弹簧脱料①20的内导柱用①25的弹簧脱料四.排配原则1. 弹簧过孔中心到模板边缘距离大於外径D,与其他孔距离保持实体壁厚大於5MM,空间不足时最少留2MM.2. 弹簧排列首先考虑受力重点部位撚後再考虑整个模具受力均衡平稳. 受力重点部位是指:复合模的内脱料板外形和冲头的周围;冲孔模的冲头周围;成形模的折弯边及有抽成形的地方.3. 成形模采用气垫结构时,下打板排配2~6个弹簧.下模座上不沉孔,弹簧选用黄色或蓝色即可.五.五金零件需求表填写范例弹簧(颜色):D*L (D-弹簧外径L-自由长度)例:弹簧TH(绿):①20*70。
弹簧参数及尺寸
弹簧参数及尺寸三分钟弹簧世界一、小型圆柱螺旋拉伸弹簧尺寸及参数1、弹簧的工作图及形式1.1 工作图样的绘制按GB4459、4规定。
1.2 弹簧的形式分为A型和B型两种。
2、材料弹簧材料直径为0.16~0.45mm,并规定使用G B4357中B组钢丝或YB(T)11中B组钢丝。
采用YB(T)11中B组钢丝时,需在标记中注明代号“S”。
3、制造精度弹簧的刚度、外径、自由长度按G B1973规定的3级精度制造。
如需按2级精度制造时,加注符号“2”,但钩环开口尺寸均按3级精度制造。
4、旋向弹簧的旋向规定为右旋。
如需左旋应在标记中注明“左”。
5、钩环开口弹簧钩环开口宽度a为0.25D~0.35D。
注:D为弹簧中径。
6、表面处理6.1采用碳素弹簧钢丝制造的弹簧,表面一般进行氧化处理,但也可进行镀锌、镀镉、磷化等金属镀层及化学处理。
其标记方法应按GB1238的规定。
6.2采用弹簧用不锈钢丝制造的弹簧,必要时可对表面进行清洗处理,不加任何标记。
7、标记7.1标记的组成弹簧的标记由名称、型式、尺寸、标准编号、材料代号(材料为弹簧用不锈钢丝时)以及表面处理组成。
规定如下:7.2标记示例例1:A型弹簧,材料直径0.20mm,弹簧中径3.20mm,自由长度8.80mm,左旋,刚度、外径和自由长度的精度为2级,材料为碳素弹簧钢丝B组,表面镀锌处理。
标记:拉簧 A0.20*3.20*8.80-2左 GB1973.2——89-D-Zn例2:B型弹簧,材料直径0.40mm,弹簧中径5.00mm,自由长度17.50mm,右旋,刚度、外径和自由长度的精度为3级,材料为弹簧用不锈钢丝B组。
标记:拉簧 B0.40*5.00*17.50 GB1973.2--89-S8、计算依据标准中的计算采用如下基本公式:切应力(N/mm²):τ=(8PDK)/(πd³)变形量(mm):F=(8PD³n)/ Gd4弹簧钢度(N/mm):P′=P/ F=(Gd4)/(8D³n)曲度系数:K =(4C-1)/(4C-4)+ (0.615)/C旋转比:C =D/d 自由长度(mm):H。
模具弹簧规格及参数

模具弹簧规格及参数 Company number:【0089WT-8898YT-W8CCB-BUUT-202108】模具弹簧规格及参数一.弹簧功能弹簧是模具中广泛应用的弹性零件,主要用于卸料、压料、推件和顶出等工作.根据荷重不同,共分五种不同颜色加以区分,易於判别和选用.二.规格系列1.弹簧外径系列:Φ6Φ8,Φ10,Φ12,Φ14,Φ16,Φ18,Φ20,Φ22,Φ25,Φ30,Φ35,Φ40,Φ50等.2.种类3.弹簧长度:15<=L<=80MM时,每5MM为一个阶;80=<L<=100MM时,每10MM为一个阶;L>=100MM时,每25MM为一个阶.4.扁线弹簧最小直径6mm5.弹簧内径等于弹簧外径的二分之一.6.相同直径颜色的弹簧,不管自由长度是多长,压40%产生的力一样结论:相同直径颜色的弹簧,自由长度越短,压缩1mm产生的力越大7.通常使用的最大压缩比是弹簧使用30万次的最大压缩比.汽车模具使用50万次的最大压缩比..8.弹簧能压缩的长度=弹簧的自由长度x弹簧的压缩比例:Φ20绿色弹簧长度50mm,弹簧要求寿命30万次,弹簧能压缩多长50x24%=12(mm)9.弹簧的长度=弹簧要压缩的长度÷弹簧的压缩比例:弹簧要压缩20mm, 弹簧颜色为红色,弹簧要求寿命50万次要用多长的弹簧弹簧的长度=20÷%+5MM= 查表选用75MM长弹簧一般选弹簧长度会加5mm的安全余量10.弹簧要压缩的长度=活动板行程+3~5mm预压 (常规预压3mm)11.弹簧模板孔的大小直径<20模板孔=D+1直径>=20模板孔=D+2三.选用原则1.长度选择一般保证:在开模状态弹簧的预压缩量等於3~5(常规预压3mm,预压缩量随实际情况而定.);闭模状态弹簧压缩量小於或等於最大压缩量(最大压缩量LA=弹簧自由长L*最大压缩比取值%).2.模板压料,脱料板压料优先选用绿色或棕色(茶色,咖啡色)弹簧;如果向上成形的下模压料,折弯脱料所需的顶料力不很大时,可选用红色,绿色弹簧,浮料用黄色,圆线弹簧.3.复合模外脱料板用红色弹簧,内脱料板用绿色或棕色弹簧.4.活动定位销一般选用Φ6顶料销,配Φ10黄色弹簧和M12止付螺丝.Φ8顶料销,配Φ12黄色弹簧和M14止付螺丝.5.冲孔模和成形模用绿色或棕色(茶色,咖啡色)弹簧,如有特殊需求时,由专案主管确定.6.弹簧规格优先选用Φ30.在空间较小区域可考虑选用其它规格(如Φ25,Φ20,Φ18,Φ16…...等).Φ25的内导柱用Φ30的弹簧脱料Φ20的内导柱用Φ25的弹簧脱料四.排配原则1.弹簧过孔中心到模板边缘距离大於外径D,与其他孔距离保持实体壁厚大於5MM,空间不足时最少留2MM.2.弹簧排列首先考虑受力重点部位,然後再考虑整个模具受力均衡平稳.受力重点部位是指:复合模的内脱料板外形和冲头的周围;冲孔模的冲头周围;成形模的折弯边及有抽成形的地方.3.成形模采用气垫结构时,下打板排配2~6个弹簧.下模座上不沉孔,弹簧选用黄色或蓝色即可.五.五金零件需求表填写范例弹簧(颜色):D*L (D-弹簧外径 L-自由长度)例: 弹簧TH(绿): Φ20*70。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
弹簧参数及尺寸三分钟弹簧世界一、小型圆柱螺旋拉伸弹簧尺寸及参数1、弹簧的工作图及形式1.1 工作图样的绘制按GB4459、4规定。
1.2 弹簧的形式分为A型和B型两种。
2、材料弹簧材料直径为0.16~0.45mm,并规定使用GB4357中B组钢丝或YB(T)11中B组钢丝。
采用YB(T)11中B组钢丝时,需在标记中注明代号“S”。
3、制造精度弹簧的刚度、外径、自由长度按GB1973规定的3级精度制造。
如需按2级精度制造时,加注符号“2”,但钩环开口尺寸均按3级精度制造。
4、旋向弹簧的旋向规定为右旋。
如需左旋应在标记中注明“左”。
5、钩环开口弹簧钩环开口宽度a为0.25D~0.35D。
注:D为弹簧中径。
6、表面处理6.1采用碳素弹簧钢丝制造的弹簧,表面一般进行氧化处理,但也可进行镀锌、镀镉、磷化等金属镀层及化学处理。
其标记方法应按GB1238的规定。
6.2采用弹簧用不锈钢丝制造的弹簧,必要时可对表面进行清洗处理,不加任何标记。
7、标记7.1标记的组成弹簧的标记由名称、型式、尺寸、标准编号、材料代号(材料为弹簧用不锈钢丝时)以及表面处理组成。
规定如下:7.2标记示例例1:A型弹簧,材料直径0.20mm,弹簧中径3.20mm,自由长度8.80mm,左旋,刚度、外径和自由长度的精度为2级,材料为碳素弹簧钢丝B组,表面镀锌处理。
标记:拉簧 A0.20*3.20*8.80-2左 GB1973.2——89-D-Zn例2:B型弹簧,材料直径0.40mm,弹簧中径5.00mm,自由长度17.50mm,右旋,刚度、外径和自由长度的精度为3级,材料为弹簧用不锈钢丝B组。
标记:拉簧 B0.40*5.00*17.50 GB1973.2--89-S8、计算依据标准中的计算采用如下基本公式:切应力(N/mm²):τ=(8PDK)/(πd³)变形量(mm):F=(8PD³n)/ Gd4弹簧钢度(N/mm):P′=P/ F=(Gd4)/(8D³n)曲度系数:K =(4C-1)/(4C-4)+ (0.615)/C旋转比:C =D/d 自由长度(mm):H。
=(n+1.5)d+ 2Dι弹簧钢丝展开长度(mm):L≈(n + 2)πD弹簧单件质量(mg):m≈(πd²/4)Lρ注:ρ为弹簧材料密度,取ρ=7.85mg/mm³。
初拉力P的计算公式与初应力τ。
的选取范围:P。
=(πd³/8D)τ。
∵ P。
=(πd³/8D)π。
取π。
C≈60,则:P。
=(πd³/8D)·(60/C)=(23.56d4)/D² 式中:D为弹簧的中径。
当选取初拉力时,推荐初拉力τ。
值在图A1阴影区域内选取。
本标准中的τ。
是按照关系式τ。
C≈60确定的,即取τ。
上下限的近似中点而算出P。
值。
二、小型圆柱螺旋压缩弹簧尺寸及参数1、弹簧的工作图及型式1.1 工作图样的绘制按GB 4459.4的规定。
1.2 弹簧的形式分为两端圈并紧不模型(YⅡⅠ)和两端圈并紧磨平型(YⅠ)两种。
2、材料弹簧材料直径为0.16 ~ 0.45mm,并规定使用GB4357中B组钢丝或YB(T)11中B组钢丝。
当采用YB(T)11中的B组钢丝时,需在标记中注明代号“S”。
3、弹簧如需设置芯轴或套筒时,其尺寸按图3及表1规定。
4、制造精度弹簧的刚度、外径、自由高度按GB1973规定的3级精度制造。
如果按2级精度制造时。
则加注符号“2”。
但两端面对外廓素线的垂直度按3级精度制造。
5、旋转弹簧的旋向规定为右旋。
当需要左旋时,应在标记中注名“左”。
6、表明处理6.1采用碳素弹簧钢丝制造的弹簧,表面一般进行氧化处理,但也可以进行镀锌、镀镉、磷化等金属镀层及化学处理,其标记方法应按GB1238的规定。
6.2采用不锈钢丝制造的弹簧,必要时可对表面进行清洗处理,不加任何标记。
7、标记7.1标记的组成弹簧的标记由名称、形式、尺寸、标准编号,材料牌号以及表面处理组成,规定如下:名称形式、尺寸、精度及旋转标准编号材料牌号表面处理7.2标记示例例1:YⅠ型弹簧,材料直径0.20mm,弹簧中径2.50mm,自由高度6mm,左旋,刚度、外径和自由高度的精度为2级,材料为碳素弹簧钢丝B组,表面镀锌处理。
标记:YⅠ0.20*2.50*6-2左 GB1973.3——89-D-Zn 例2:YⅡ型弹簧,材料直径0.40mm,弹簧中径2.50mm,自由高度5mm,右旋,刚度、外径和自由高度的精度为3级,材料为弹簧用不锈钢丝B组。
标记:YⅡ0.40*2.50*5 GB1973.3--89-S8、计算方法8.1标准中的计算采用如下基本公式:切应力(N/mm²):τ=(8PDK)/(πd³)变形量(mm):F=(8PD³n)/(Gd4)最小套筒直径(mm):DTmin=1.2(D+d)注:ρ为弹簧材料密度,取ρ=7.85*10-6 Kg/mm³ 。
本标准适用于受变负荷作用次数在10³次以下的以及受变负荷作用次数在10³~10 次或冲击负荷的普通圆柱螺旋弹簧。
1.弹簧的型号、尺寸、参数按图及表1的规定。
2.弹簧材料直径为0.5-8mm,用碳素弹簧钢丝Ⅱ组,亦可采用碳素弹簧钢丝Ⅱa组,如果采用采用碳素弹簧钢丝Ⅱa 组时,需在标记中注明。
3.弹簧的负荷、外径、自由长度按GB 1239-76《普通圆柱螺旋弹簧》规定的3级精度制度。
如需按2级精度制造时,加注符号2。
4.弹簧的旋向规定为右旋,左旋应在标记中注明。
5.弹簧表面应氧化处理,如要求赌锌、镀铬、磷化等金属镀层及化学处理时,应在标记中注明。
其标记方法按GB 1238—76《金属镀层及化学处理表示方法》的规定。
6.弹簧钩环开口宽度a =D2/57.弹簧的标记由名称、型式与尺寸、标准编号、材料牌号以及表面处理组成。
标记示例:(1)材料直径2.5mm,弹簧中径16mm,自由长度67.3mm,负荷、外径、自由长度精度为2级,材料为碳素弹簧钢丝Ⅱa 组,表面氧化处理的B型左旋弹簧:拉簧 B2.5* 16*67.3-2左 GB 2087—80·Ⅱa(2)材料直径1mm,弹簧中径7mm,自由长度22.5mm,材料为碳素弹簧钢丝Ⅱ组,表面镀锌处理的A型弹簧:拉簧 1* 7* 22.5 GB 2087—80-D·Zn8.弹簧的其他技术要求按GB 1239—76的规定。
9.弹簧的主要尺寸参数按表2的规定。
10、计算方法:标准中的计算采用如下基本公式:切应力(N/mm):r=(8PD2K)/(πd³)变形量(mm):F=(8PD2³n)/(Gd4)四、圆柱螺旋拉伸弹簧(圆钩环压中心型)尺寸及参数1.1技术要求弹簧材料直径为0.5~8mm,用碳素弹簧钢丝C级,亦可采用碳素钢丝B级或D级。
如采用碳素弹簧钢丝B级或D级时,需在标记中注明。
1.2 制造精度弹簧的负荷、外径和自由长度一般按GB 1239.1的规定选用。
1.3 表面处理弹簧表面一般应进行氧化处理,但也可进行镀锌、金属镀层及化学处理,其标记方法应按GB1238的规定。
1.4 弹簧钩环开口宽度a为0.25D~0.35D,或钩环钩部长度按GB1239.1的规定。
1.5 弹簧其他技术要求,按GB 1239.1的规定。
2、标记2.1弹簧的标记由名称、类型、尺寸、标记编号以及表面处理组成。
2.2标记示例例1:L Ⅲ型弹簧,材料直径为1mm,弹簧中径为5mm,自由长度为18mm,材料为碳素弹簧钢丝C级,表面镀锌处理的A型左旋弹簧:L ⅢA 1*5*18 左 GB/T 2088-D·Zn例2:L Ⅲ型弹簧,材料直径为2.5mm,弹簧中径为16mm,自由长度为82mm,负荷、外径、自由长度精度为2级,材料为碳素弹簧钢丝D级,表面镀锌处理的B型左旋弹簧L ⅢB 2.5*16*82.2 GB/T 2088 HY3、计算方法3.1标准中的计算采用如下基本公式:试验负荷下变形量:Fs=(πD²n)/(Gd)τs,mm弹簧刚度:P’ =P/F=(Gd4)/(8D3n),N/mm初拉力:P。
=(πd3)/(8D)τ。
,N曲度系数:K=(4C-1)/(4C-4)+0.615/C旋转比:C=D/d自由长度:H。
= (n + 1.5)d + 2Dι,mm展开长度:L ≈ πDn + 钩环展开部分,mm弹簧质量:m=(πd²)/4 L·ρ,kg式中:ρ为弹簧材料的密度,取ρ= 7.8 * 10-6 kg/mm3五、圆柱螺旋压缩弹簧(两端圈并紧磨平或锻平型)尺寸及参数1、弹簧类型1.1 弹簧类型分为两端圈并紧磨平型和两端圈并紧锻平型。
1.2 工作图样的绘制按GB 4459.4 的规定。
2、技术要求2.1 材料弹簧材料直径为为0.5~50mm,当材料直径小于或等于10mm时(采用冷卷工艺),用GB4357中C级钢丝;当材料直径大于10mm时(采用热卷工艺),用GB1222中60Si2MnA。
2.2 芯轴及套筒弹簧如需要设置芯轴、套筒时,其尺寸按图3及表的规定。
2.3 制造精度2.3.1 冷卷或热卷弹簧的刚度、外径、自由高度及垂直度均按GB1239.2或GB1239.4的规定选用。
2.4 表面处理采用C级碳素弹簧钢丝制造的冷卷弹簧,应进行表面氧化处理或电镀处理。
采用60Si2MnA制造的热卷弹簧,表面应进行涂漆处理。
2.5 弹簧其它技术要求按GB1239.2或GB1239.4的规定。
3、标记3.1 标记方法弹簧的标记由名称、型式、尺寸、标准编号、材料牌号以及表面处理组成。
3.2标记示例例1:YA 型弹簧,材料直径为1.2mm,弹簧中径为8mm,自由高度为40mm,刚度、外径、自由高度为2级,材料为碳素弹簧钢丝B级,表面镀锌处理的左旋弹簧。
标记:YA 1.2*8*40-2 左 GB/T 2089-94B级-D-Zn例2:YB型弹簧,材料直径为30mm,弹簧中径为150mm,自由高度为320mm,材料为60Si2MnA,表面涂漆处理的右旋弹簧标记:YB 30*150*320 GB/T 2089-944.计算方法实验切应力:τ2=(8PsD)/(πd³),N/mm²许用切应力:[τ]=(8PDK)/πd3,N/mm²工作负荷: P=(Gd4)/(8D²n),N试验负荷下变形量:Fs=(τsπD²n)/(Gd),mm弹簧刚度:P’ =P/F=(Gd4)/(8Dn3),N/mm曲度系数:K=(4C-1)/(4C-4)+0.615/C旋绕比:C=D/d自由高度:H。