摄像头检验作业指导书
摄像机、镜头_IQC作业指导书

型号 品牌
性能
GB2828-87 IL=II AQL=1.0
GB2828-87 IL=II AQL=0.65
与公司质量管理系统中代码拆分信息栏要求一致。
有 USB 的摄像机、镜头在带有 USB 接口的计算机上进行连接,安 装相应的驱动,在计算机中检测到摄像机、镜头该设备,且连接 后检验其说明书上的各项功能应正常。
目测 计算机
更改标志 数量 更改单号 签名
日期
拟制 审核 会签
签名
日期批准 第1 页来自共 1页2. 表面颜色应均匀一致。塑胶表面不允许存在缩水、夹水纹、裂 纹、气孔、毛刺等缺陷。
3. 镜头上无印痕,杂物及灰尘,且用镜头盖盖好,无松脱。 4. 丝印、印刷的图案应清晰,无断线、掉墨、叠印等缺陷。 5. 应装配牢固,无杂音、异响、松晃。 6. 控制面板各旋钮及加电功能、电源、信号指示灯正常;
目测
版本 V1.1
ZTE 中兴 IQC 作业指导书
检验名称 摄像机、镜头检验
编号 KXWIQC-004
检验项目 包装
外观
抽样标准
GB2828-87 IL=II AQL=1.0
检验要求及方法
见外购件包装检验作业指书。应保留摄像机、镜头原厂包装(包 括防护泡沫、海绵)
检验工具 目测
1. 外观应清洁、干燥、美观,无划伤、尖角、变形、破裂、锈蚀、 霉变等缺陷。
摄像头试验检验指导书

摄像头试验检验指导书
一、定义
摄像头(camera)是用来记录图像或视频信号的一种电子设备。
摄像
头的试验和检验是指在实际应用中,确保摄像头的正常工作,确保摄像头
能够正确地记录图像和视频信号,并且确保摄像头的画面质量。
二、摄像头试验与检验的主要内容
1.电气试验:测试摄像机的工作电压、电流和耗散电功率等是否正常,以及摄像机的主要部件的运行是否正常。
2.动态试验:测试摄像机的输入到输出的图像质量,检查摄像机是否
能够清晰记录图像和视频信号。
3.画质试验:测试摄像机的白平衡、颜色、对比度、色彩失真度等是
否正常。
4.功能试验:测试摄像机的自动曝光功能、自动对焦功能、自动白平衡、记录格式和比特率等是否正常。
5.无线传输试验:测试摄像机的无线传输距离、传输速率和传输质量,以确保无线传输的安全和稳定性。
6.兼容性试验:测试摄像机与其他系统的兼容性,确保摄像机可以正
常工作。
三、摄像头试验与检验的主要方法
1.对摄像头设备的外观检查,检查摄像头是否有外观的损坏,以及电
源线和连接线是否正常。
2.用多个摄像头进行实时视频监控。
摄像头测试指导手册

攝像頭測試指導手冊審核記錄目錄測試環境和測試設備: (4)攝像設備測試專案: (7)測試環境和測試設備:測試環境攝像設備測試應在如下的測試環境中進行:�暗室:測試的環境照度應小於1Lux�如無特殊規定,為保證攝像設備拍攝測試圖卡時能夠輸出足夠的信號,拍攝時測試圖卡表面照度範圍應在700~1200Lux之間,測試時飽和度和均勻度可根據實際調節;�在D65光源色溫下,測試圖卡上任何一點的照度與測試圖卡中心照度差不大於10%;在其他色溫下,測試圖卡上任何一點的照度與測試圖卡中心照度差不大於30%�光源應採取必要的遮光措施,防止光源直射鏡頭。
測試圖卡周圍(包括放置測試圖卡的置具)應是低照度,減少炫光,測試時應儘量避免外界光線照射。
測試圖卡背景採用黑或吸光型中性灰。
�測試中可使下列標準色溫:D65光源色溫6500K、泛光燈色溫3400K。
實際測試環境的色溫標準偏差應不大於200K。
色溫從2700k-7500k可調換,國際照明學會(CIE)所認可的七色人工E光。
�溫度20±2℃,相對濕度50±20%。
�測試距離可根據實際任意調整。
測試設備攝像設備測試可能用到下列測試設備:�標準光源燈�反射式燈光箱�照度計�分光式色度計�反射式光密度計�幀頻測試儀�顯微鏡�解析度測試圖卡攝像設備的解析度測試圖卡使用ISO12233-2000測試圖卡,參見ISO12233-2000.圖卡的具體要求應符合ISO12233-2000標準。
ISO12233-2000定義了標準的解析度測試圖卡的內容、式樣及其實現方法。
在實際測試中,對於固定焦距的攝像設備,在景深(成像最佳相距)範圍內按照分辨測試圖卡使用方法選擇合適尺寸的解析度測試圖卡儘量充滿視場拍攝,或按照ISO12233的相關規定對測試結果進行校正。
根據上述原則可以選定如圖所示合適尺寸的解析度測試圖卡。
�色彩測試圖卡攝像設備的色彩圖卡使用GretagMacbethColorChecker圖卡。
镜头测试标准作业指导书
镜头则开启不同角度的红外灯。 6 具体镜头模糊可接受的标准
7
8
使用工具
1 DC12V数显可调电源、三洋/JVC监视器、标语、螺丝刀
※工艺要求(注意事项)
1 镜头调试时注意需配戴防静电环。 2 调试时需按镜头的测试距离进行操作; 3 测试时手指勿接触镜头表面; 4 半成品板机需摆放整齐,防止碰撞掉元器件; 5
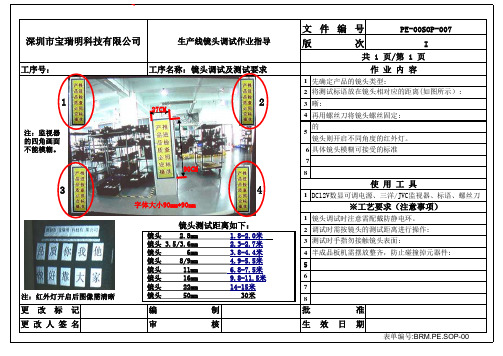
镜镜头头
2222mmmm
1144--1155米米
镜镜头头
5500mmmm
3300米米
编
制
审
核
文件编号
PE-00SOP-007
版
次
I
共 1 页/第 1 页
作业内容
1 先确定产品的镜头类型; 2 将调测试试时标先语将放中在间镜调头清相晰对,应然的后距看离四(角如(图监所视示器));均清 3 晰; 4 再看用暗螺箱丝是刀否将镜镜头头红螺外丝对固应定(;包含940灯板),不同焦距
深圳市宝瑞明科技有限公司
生产线镜头调试作业指导
工序号:
工序名称:镜头调试及测试要求
1
注:监视器 的四角画面 不能签名
2
27CM
90CM
4
字体大小90mm*90mm
镜头测试距离如下:
镜镜头头 22..88mmmm 镜镜头头 33..55//33..66mmmm
11..88--22..00米米 22..33--22..77米米
镜镜头头 镜镜头头
66mmmm 88//99mmmm
33..88--44..44米米 44..99--55..55米米
镜镜头头 镜镜头头
1111mmmm 1166mmmm
66..88--77..55米米 99..88--1111..55米米
摄像头检验作业指导书

摄像头(含后拉镜头)检验作业指导书1.0 目的为规范摄像头的测试方法和判定标准而制定本规范。
2。
0 适用范围该规范适用本公司所有摄像头的检验方法和判定标准。
3。
0 职责IQC负责摄像头的检验、结果判定、报告填写。
4.0 检验依据4.1 承认样品,样品规格书4.2 ECN(规格更改通知), BOM5。
0 抽样方案5.1 MIL—STD 105E正常检查一次抽样方案,采用一般检查水平(Level II).AQL: C=0 MAJ=0.65 MIN=1。
55。
2 不合格分类5。
2。
1极严重(CRI)单位产品的质量特性极严重不符合规定或对使用,对使用的人产生危害,不安全或为反法律规定者。
5.2.2 严重(MAJ)单位产品的重要质量不符合规定,或者单位产品的质量特性严重不符合规定.5。
2.3轻微(MIN)单位产品的一般质量不符合规定,或者单位产品的质量特性轻微不符合规定或对产品使用功能无影响。
6.0检验步骤及方法6.1 外观检验条件:6。
1.1 温湿度:温度15℃~25℃,湿度45~75%6。
1.2 亮度:40瓦工作日光灯下6。
1。
3 距离:25-35cm角度30~45°±5°6.2功能检验条件及方法6.2.1准备工具及设备:电脑、可正常录像拍照的半成品(对应摄像头的机种)、TF卡(有内置内存的不需要)、摄像头调试标准板。
6.2.2测试要求:a.拍摄环境光线充足,照度均匀.b.摄像头与拍摄背景距离至少1米以上。
6.2.3测试方法a.按照成品样机装配摄像头,不可装反,装摄像头时不能按镜头,要按着边上四个脚装配。
b.拍摄时摄像头不能剧烈晃的,换角度时平稳移动,要录一段摄像头静止时的影像,利于清晰度判定。
c.拍摄完成后连接电脑,查看图像。
后拉镜头扎带为黑色(见图三)MA物料标识错误后拉镜头样品参照图图三图一图二。
摄像头线束来料检验作业指导书模板

序号
检验项目
检验标准
抽样数量
AQL
缺陷类别
检测设备
检测方法
备注
1
包装
a.包装完整,无破损,无严重撞击现象;
按抽样标准1Βιβλιοθήκη 5Ma\目视
1.检验合格,贴合格标识,通知仓库入库; 2.不合格通知供应商换货
文件名称
来料检验作业指导书
文件编号
页码
变更发行 经历
版次
发行日期
内容
A0
首版发行
来料名称
摄像头线束
WI-PZ-13
1/1
抽样计划
GB/T2828.1-2003
缺陷分类
严重缺陷(Critical):产品缺陷对人身安全和环境安全存在伤害或威胁;或产品缺陷致使产品功能失效的不良,用代码Cr表示。
主要缺陷(Major):产品缺陷影响产品的使用性能或致使产品功能无法正常发挥的不良;用代码Ma表示。
0.1
Cr
测试机
每批随机抽取一定数量的 摄像头线束,用测试机进行电性能测试。
b.耐压测试,导通测试;
按抽样标准
0.1
Cr
测试机
5
材质
一般为3003H12、3003H14、3003/O态。具体材质参照供应商材质证明检测。
每批
0.1
Ma
\
由供应商提供材质证明报告。
6
资料提供
提供相关环保资料
每年一次
0.1
b.标识清楚,内容正确可识别;
1.0
Ma
2
数量
监控系统验收作业指导书
现场检查
i)云台转动应灵活,摄像机应牢固地安 装在云台上,所留尾线长度以不影响云 台(摄像机)转动为 宜,尾线须加保护措施。遥控云台,使 其上下、左右转动到位,若转动过程中 无噪音(噪音应小于50dB)、 无抖动现象、电机不发热,则视为正常 。摄像机、云台的尾线无被拉紧现象。 转动过程中应无阻挡物。
现场检查 现场检查 镜头 附件 防护罩及 支架 安装立柱 现场检查 现场检查 现场检查 现场检查 现场检查 现场检查 现场检查 现场检查 现场检查
现场检查 现场检查 硬盘录像 机 现场检查 现场检查 现场检查 现场检查 现场检查 现场检查 机房 现场检查 现场检查 显示器
摄像头应无外设遮蔽物,外围、地下 车库等灯光暗淡的地方应加装红外灯等 辅助照明设备 安装有无安全设备隐患(外露线头等) 该镜头品牌、型号、工作参数是否与合 同中相符 该镜头可满足现有条件下的使用 安装是否牢固,安装线路是否标示 安装位置是否合理 安装是否牢固,安装线路是否标示 安装位置是否合理 硬盘录像机品牌、型号、工作参数是否 与合同相符 硬盘录像机硬盘容量是否与合同相符 硬盘保存图像信息应达到一个月,录像 存盘的功能应能正常(有无视频片段丢 失现象等) 硬盘录像机录像放影质量应能正常使 用,改变变焦镜头的焦距,并观察变焦 过程中图像清晰度。 监控主机辅助配件是否齐全(鼠标、键 盘等) 主机至摄像头中间线路应有防鼠、防腐 蚀措施(抽查) 录像存盘、回放的情况是否正常(有无 视频片段丢失现象等) 监控软件使用应正常 监控软件管理员密码是否设置,如设置 请提供账号及密码 监控系统软件安装光盘是否有,并备份 在电脑硬盘 机架上无灰尘、杂物,机架固定牢靠, 电源接触良好,线路安装应规范,应无 接地保护 应有防雷击等预防措施 显示器品牌、型号与合同相符
摄像机(头)检测作业指导书
摄像机(头)检测作业指导书
1 目的
规范摄像机(头)的检验测试工作。
2 范围
本作业指导书适用于摄像机(头)的检验测试。
3 摄像机(头)评测内容
3.1 外观、附件检查
3.2功能检查。
4 评测依据
4.1摄像机(头)使用说明书。
5摄像机(头)评测方法
5.1 外观、附件检查
a) 检查摄像机(头)外包装有无破损。
b) 检查摄像机(头)外观是否有磕碰和损坏现象。
c) 检查摄像机(头)附件是否与装箱清单一致。
5.2摄像机(头)功能检查
a) 正确连接摄像机(头)和PC以及电源,先给摄像机(头)加电,然后在PC上运行视频软件,确认该软件是否能正常显示视频图像。
b) 观察摄像机(头)采集的图像是否清晰、颜色是否正常、边缘是否平齐。
c) 在通过摄像机(头)设置菜单、焦距、色彩、亮度、对比度等进行调整,达到最佳状态。
d) 测试摄像机(头)其他功能如声音采集、遥控等。
5.3不合格品处置
在检验过程中,当发现不合格品时,检验员应做好不合格标识,并隔离存放,检验员填写《不合格品审理单》。
具体不合格品处理方式按照《不合格品控制程序》执行。
6 记录
JXNH-CP-XX-R01 《摄像机(头)检测记录表》。
7 附录
摄像机(头)检测记录表
摄像机(头)检测记录表
编号:JXNH-CP-XX-R0 序号:。
CCD 摄像头类检验指导书
机型
适用于通用产品
工序时间
无
工序名称
CCD摄像头类检验
工序编号
无
测试工具/仪器:网路摄像机测试板
检验员
IQC
图不:
无图
检验步骤及内容
1、对单、抽样:
-根据货仓开出的IQC品检报告单或上料单,核对上料供方是否为合格供方,有无该料的产品出货检验报告,再查找相应订单和产品制造标准书,核实相应机型和数量。注ຫໍສະໝຸດ 事项1、物料送检时要及时检验。
2新料或新供方上料必须经QE做新料认定试验确认合格后才能检验。
3、所照参样板必须为合格样板。
修订记录
修改次数
日期
内容
参考文件
供应商器件确认书、检验规范
文件编号
编制:
日期:
版本
审核:
日期:
受控印章
批准:
日期:
4、材质验证,
根据相关资料、承认书或供方出货检验报告并参照样板对来料材质进行相关验证。
5、性能测试、试验:
把CCD装在网路摄像机的测试板上,然后把CCD的视频线接上监视器,观察图像品质,图像应该清晰,无盲点,无暗影,无水纹,色彩鲜艳
6、判定、标识,
将不良品标识清楚并及时隔离,以物料检验报告单的形式交由上级处理。将PASS好的物料做好标识(包括合格标记)放入指定区域,并做好相关记录。
-取待检物料,准备检验工具/仪器,对照相应产品制造标准书,参照样板或规格承认书,以IQC检验标准为依据,按AQL:0.65/1.5均匀抽样。
2、包装、外观检查,
检查摄像头内部是否有灰尘,外观是否有刮痕,丝印是否清晰。
3、规格测■:、试装,
用相应测量工具测量物料各部位大小潼量,是否与要求相符.如:外箱尺寸、洗机水/油漆/焊锡膏重量等。
镜头规范和测试检验作业指导书
视频安防监控系统用摄像机镜头测试检验作业指导书1。
目的1。
1《本市视频安防监控系统用摄像机镜头技术规范》接近完成,即将发布,文见附件。
文中镜头分辨率像素有测试计算方法,具体的测试计算方法由检测中心确定.1。
2本文件根据镜头规范文件,规定本公司使用的镜头的测试条件和测试方法,用于本公司所用镜头的选型测试和采购检验。
1.3镜头的选型是一项重要工作,镜头除了影响摄像机图像质量的表现,因其价格较高还明显影响到系统设备成本。
选型测试的目的是选出达标而且高性价比的镜头。
2。
范围1.适用于本公司使用镜头的选型测试和采购检验。
2.适用于客户单位使用镜头的选型测试和采购检验。
3。
检验仪器和设备1.使用测试卡三种:(1)视频综合测试卡(2)PHENIX镜头测试卡(3)标准分辨率测试卡2.镜头厂商提供镜头成像质量客观评估调制传递函数(MTF)检测报告。
3.防静电带、专用测试夹具、游标卡尺。
4.镜头检验项目和要求5。
缺陷分类表6.抽样方案7。
首批高清镜头选型来源8.首批镜头测试的结果2012-05—08建议送检摄像机的镜头:枪机使用FUJINON和PHENIX,半球使用FUGUANG- F3V8M。
附件1本市视频安防监控系统用摄像机镜头技术规范(试行)1 范围本规范是本市视频安防监控系统中各种类型摄像机使用的镜头(以下简称镜头)的基本技术要求,是镜头产品设计、制作、检验的主要依据之一。
2 产品分类2.1 按接口类型可分为C、CS接口镜头。
2.2 按光圈的控制方式可分为手动(含固定)光圈、自动光圈和电动光圈镜头。
2.3 按焦距的调整方式可分为固定焦距、手动变焦和电动变焦镜头.3 基本要求3.1 镜头应在满足现行相关国家标准、行业标准基础上,符合本规范要求。
3。
2 镜头机身或机芯上应有清晰、永久的标志。
标志应能反映制造厂名称或公司名称、产品牌号或型号、系列号码或批号、生产日期、电源额定值(即正常工作电压、电流和频率)。
3.3 镜头机身或机芯上的标志应反映产品规格(含:接口类型)、光圈数(F值,等于镜头孔径的倒数)、焦距范围、清晰度(除A 级以外),镜头的清晰度可用等级符号(如:B、C)或像素(如:1MP、2MP)来表示。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摄像头检验作业指导书
摄像头(含后拉镜头)检验作业指导书
1.0 目的
为规范摄像头的测试方法和判定标准而制定本规范。
2.0 适用范围
该规范适用本公司所有摄像头的检验方法和判定标准。
3.0 职责
IQC负责摄像头的检验、结果判定、报告填写。
4.0 检验依据
4.1 承认样品,样品规格书
4.2 ECN(规格更改通知), BOM
5.0 抽样方案
5.1 MIL-STD 105E正常检查一次抽样方案,采用一般检查水平(Level II)。
AQL: C=0 MAJ=0.65 MIN=1.5
5.2 不合格分类
5.2.1极严重(CRI)
单位产品的质量特性极严重不符合规定或对使用,对使用的人产生危害,不安全或为反法律规定者。
5.2.2 严重(MAJ)
单位产品的重要质量不符合规定,或者单位产品的质量特性严重不符合规定。
5.2.3轻微(MIN)
单位产品的一般质量不符合规定,或者单位产品的质量特性轻微不符合规定或对产品使用功能无影响。
6.0检验步骤及方法
6.1 外观检验条件:
6.1.1 温湿度:温度15℃~25℃,湿度45~75%
6.1.2 亮度:40瓦工作日光灯下
6.1.3 距离:25-35cm
角度30~45°±5°
6.2功能检验条件及方法
6.2.1准备工具及设备:电脑、可正常录像拍照的半成品(对应摄像头的机种)、TF卡
(有内置内存的不需要)、摄像头调试标准板。
6.2.2测试要求:
a.拍摄环境光线充足,照度均匀。
b.摄像头与拍摄背景距离至少1米以上。
6.2.3测试方法
a.按照成品样机装配摄像头,不可装反,装摄像头时不能按镜头,要按着边上四个
脚装配。
b.拍摄时摄像头不能剧烈晃的,换角度时平稳移动,要录一段摄像头静止时的影
像,利于清晰度判定。
c.拍摄完成后连接电脑,查看图像。
7.0缺陷判定标准
后拉镜头样品参照图
图三
图一
图二。