派工单,工票,工序流程控制卡
流程控制卡
.流程管事用卡控制第一章流程控制卡我们在公司看到一个特别广泛的现象:只做不论。
每一个人都在做事,但做了就算达成了任务。
至于做获得不到位,好不好,却没有人去管,致使好多管理活动都起不了真实的作用,成了假动作。
三因素法对应的“流程控制卡”是解决这个问题的良药。
每一个有效的管理动作一定具备三个因素:标准、限制、责任。
也就是说,事情怎么做一定要有标准,要有规定,接着要有人检查,形成监察和限制。
最后事情做的利害必定要追查责任,好有奖,坏要罚。
标准、限制、责任三个因素缺一个,都会让管理动作成为一个假动作,管理就是失控的。
因此三因素法对应的流程控制卡是剖析和解决失控的重要工具,也是成立控制系统的重要工具。
没有标准就成立标准,没有限制就没有设检查的环节,没有责任就要搞奖罚。
我们在每个做过管理改革的公司,都依据管理一定三因素的原则,推出了“流程控制卡”的管理工具,既要简易又适用。
它将任何一个管理动作都分解成“怎样做” 、“谁检查”、“担何责”三个方面,而且写在一张小卡上,作业的职工和检查的职工都有这类小卡片,每一个人都按上的写法去做,起到了很好的控制成效。
流程控制卡页码流程控制卡3客户订单办理一4客户订单办理二5客户订单办理三6客户订单办理四7生产作业计划一8生产作业计划二9生产作业计划三10生产作业计划四11采买作业一12采买作业二13采买作业三14采买作业四15收料作业一页码流程控制卡26制程质量异样办理二27制程质量异样办理三28制程质量异样办理四29外发加工作业一30外发加工作业二31外发加工作业三32外发加工作业四33成品入库作业一34成品入库作业二35成品出库作业一36成品出库作业二37供给商管理一38供给商管理二页码流程控制卡页码流程控制卡49 制程查验作业三72 新资料确认作业四50 制程查验作业四73 工程更改作业一51 成品查验作业一74 工程更改作业二52 成品查验作业二75 工程更改作业三53 成品查验作业三76 工程更改作业四54 成品查验作业四77 模具管理一55 客户投诉办理一78 模具管理二56 客户投诉办理二79 模具管理三57 客户投诉办理三80 模具管理四58 客户投诉办理四81 模具管理五59 客户退货办理一82 模具管理六60 客户退货办理二83 生产设施管理一61 客户退货办理三84 生产设施管理二16 收料作业二39 供给商管量三62 客户退货办理四85 生产设施管理三17 领发料作业一40 供给商管理四63 新产品开发生业一86 生产设施管理四18 领发料作业二41 来料查验作业一64 新产品开发生业二87 生产设施管理五19 退补料作业一42 来料查验作业二65 新产品开发生业三88 生产设施管理六20 退补料作业二43 来料查验作业三66 新产品开发生业四89 量测仪器管理一21 呆板物料办理一44 来料查验作业四67 新产品开发生业五90 量测仪器管理二22 呆板物料办理二45 来料查验作业五68 新产品开发生业六91 量测仪器管理三23 呆板物料办理三46 来料查验作业六69 新资料确认作业一92 量测仪器管理四24 呆板物料办理四47 制程查验作业一70 新资料确认作业二93 量测仪器管理五25 制程质量异样办理一48 制程查验作业二71 新资料确认作业三94 量测仪器管理六【客户订单办理】流程控制区卡(一)项目失控点失控后描绘控制点设点精要未确认《客户订单》资料是标准:客户订单交11、成立〈物料清单〉,并依据客户种类及要求成立〈客户要案〉;否正确、清楚、完好,不了期答复失控解工厂的实质产能,就答复2、成立各车间及工序的产能标准,明确订单办理周期;客户订单交期,实质就是欺3、成立〈客户订单〉评审体制。
(完整版)机械加工工艺过程卡片及工序卡片模板

设备名称
卧式车床
夹具编号
设备型号
设备编号
夹具名称
三爪卡盘
工位器具编号
工位器具名称
同时加工件数 切削液
工序工时 (分)
准终
单件
工步号 工
Ⅰ Ⅱ Ⅲ Ⅳ
步
内
粗车Φ 155 的端面
粗车Φ 155 的外圆
粗车Φ 100 的外圆
粗车Φ 75 的外圆
主轴转速 切削速度 进给量 切削深度 进给
工步工时
容
工艺装备
进给 次数
工步工时
基本
0.287
辅助
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)
标记 处数 更改文件号 签字 日期 标记 更改文件号 签字 日期
标记 处数 更改文件号 签字 日期 标记 更改文件号 签字 日期
会 签(日期)
机械加工工序卡片
产品型号 产品名称
填料箱盖
车间
毛坯种类
零件图号
零件名称 工序号
填料箱盖
共8
工序名称
Ⅱ
粗镗Φ 60 的内孔
毛坯外形尺寸 每毛坯可制件数
页第 2 页 材 料 牌号
每 台 件数
设备名称
卧式车床
夹具编号
设备型号
设备编号
麻花钻 卡尺 0-50,0.05
0.762 0.501 1.35
0.145 0.988 0.649 1.75
立式钻床 麻花钻,丝锥 卡尺 0-50,0.05
1.716 2.224
Ⅷ
精车大端
卧式车床
1.818 2.356
Ⅸ
精镗大端孔
卧式车床
0.835 1.082
工厂各部门流程稽核控制卡(工序流程卡工艺卡)

工厂各部门流程稽核控制卡(工序流程卡工艺卡)工厂各部门流程稽核控制卡目录【客户订单处理作业流程】稽核控制卡 (2)【生产计划作业流程】稽核控制卡 (3)【采购作业流程】稽核控制卡 (4)【收料作业流程】稽核控制卡 (5)【领发料作业流程】稽核控制卡 (6)【退补料作业流程】稽核控制卡 (7)【呆滞物料处理作业流程】稽核控制卡 (8)【制程品质异常处理作业流程】稽核控制卡 (9)【外发加工作业流程】稽核控制卡 (11)【成品入库作业流程】稽核控制卡 (13)【成品出库作业流程】稽核控制卡 (15)【供应商管理作业流程】稽核控制卡 (17)【来料检验作业流程】稽核控制卡 (19)【五金车间制程检验作业流程】稽核控制卡 (21)【装配车间制程检验作业流程】稽核控制卡 (23)【成品入库检验作业流程】稽核控制卡 (24)【成品出库检验作业流程】稽核控制卡 (26)【不合格品处理作业流程】稽核控制卡 (27)【客户投诉处理作业流程】稽核控制卡 (29)【客户退货处理作业流程】稽核控制卡 (30)【新产品开发作业流程】稽核控制卡 (32)【新材料确认作业流程】稽核控制卡 (33)【工程变更作业流程】稽核控制卡 (35)【模具管理作业流程】稽核控制卡 (36)【生产设备管理作业流程】稽核控制卡 (38)【量测仪器管理作业流程】稽核控制卡 (39)【客户订单处理作业流程】稽核控制卡流程制订部门 PMC 部流程负责人 PMC 部经理流程稽核部门稽核中心流程稽核人稽核专员序号流程要点执行部门执行人稽核要点稽核要求1客户订单信息初审销售部业务员业务员是否对订单中的产品规格、数量、单价进行确认,并在客户原始订单上签字。
稽核频率:每周1次;信息专递:流程负责人、流程稽核人将稽核状况记录在《流程执行检查表》中,每周六汇总后交稽核中心总监。
2《客户订单》制定销售部业务员业务员是否在1个工作小时内将原始订单转化为《客户订单》,并转交PMC 部。
车间生产流程卡

车间生产流程卡一、概述车间生产流程卡是指在制造业中用于记录和管理生产流程的一种工具。
它包含了产品的生产过程、工序、工时、设备和人员等信息,能够帮助车间管理人员监控和控制生产过程,提高生产效率和产品质量。
二、流程卡的内容1. 产品信息:包括产品名称、型号、规格等基本信息,以及产品的图纸和工艺文件。
2. 工序信息:详细列出产品的各个工序,包括工序名称、工序号、工序描述、工序要求等。
3. 工时信息:记录每个工序的标准工时、实际工时和操作员的工时。
4. 设备信息:记录每个工序所需的设备和工具,包括设备名称、设备编号、设备状态等。
5. 人员信息:记录每个工序所需的操作员,包括操作员姓名、工号、技能等级等。
6. 质量控制:包括每个工序的质量要求、检查标准和检查方法,以及质量记录和不良品处理方式。
7. 物料信息:记录每个工序所需的物料和物料数量,以及物料的来源和存放位置。
8. 进度信息:记录每个工序的计划开始时间、实际开始时间、计划完成时间和实际完成时间,以及工序的进度和延误情况。
9. 备注信息:记录工序执行过程中的特殊情况、问题和解决方案。
三、流程卡的使用步骤1. 制定流程卡:根据产品的工艺流程和生产要求,制定相应的流程卡模板,包括上述提到的内容。
2. 填写流程卡:在开始生产之前,根据产品的实际情况填写流程卡的各项信息,包括产品信息、工序信息、工时信息、设备信息、人员信息等。
3. 发放流程卡:将填写好的流程卡发放给相应的操作员和质检人员,确保他们了解产品的生产流程和要求。
4. 执行生产:操作员按照流程卡上的工序顺序和要求进行生产操作,同时记录实际工时和设备使用情况。
5. 质量控制:质检人员根据流程卡上的质量要求和检查标准进行质量检查,记录质量记录和处理不良品。
6. 更新流程卡:在生产过程中,如有需要,可以根据实际情况对流程卡进行更新,包括工时、设备、人员等信息。
7. 统计分析:根据流程卡上的数据,进行生产效率和质量的统计分析,找出问题和改进的空间。
【工序交接作业】流程控制卡

项目
针对失控现象
控制点设计
生产优先顺序
1、各工序生产单过多,造成在制品库存量过高;
2、各工序组长随意安排生产,作业员随意生产。
标准:
1、各工序必须严格按照每日生产协调会上所规定生产单先后顺序进行生产;
2、各工序最多只能同时生产两个工程单,且一个为主,一个为辅,在前一个工程单未清完之前,不得再生产第三个工程单(背板和铝铂板原则上不得同时进行3个以上的生产单);
3、计划物控部每天对各工序提交的《滚动生产计划》进行检查核对;
4、稽核中心对各工序的生产进度看板与实际生产内容是否一致进行检查监督。
责任:
未按以上规定进行生产者,作业员罚款1元/次,组长罚2元/次,厂长罚5
3、各工序在《生产任务/进度看板》上必须明确注明正在生产的两个生产单的主辅顺序;
4、业务部紧急插单须经总经理核准后才能调整,如无特殊情况须将正在生产的生产单清理完成后再生产下一个单。
制约:
1、计划物控部检查各工序是否按生产协调会要求填写生产进度看板;
2、生产厂长现场监督各工序是否按生产进度看板进行生产;
(2)【工序交接作业】流程控制卡

制约
1、业务部跟单组监督工厂是否在规定时间回复《订单下达签收表》,是否在规定时间内回复订单交期(样板单、散单);
2、业务部跟单组监督计划物控部是否在规定时间发出订单生产进度。
1、计划物控部不接受口头订单(订单交接更改)、除业务部以外的部门下单。
4、出货日期确定,业务部发出《出货通知单》给计划物控部及仓储部,原则上出货日期可以推后(不要超过15天),但不可提前(特殊情况下除外)。
1、计划物控部收到订单后必须0.5个工作日在《订单下达签收表》上进行签字,并注明接收日期。
2、计划物控部接到订单1个工作日内回复交期给与业务部跟单组,如达成共识,作为统计订单准交率的依据;
《业务下单》横向控制卡
项目
内容
业务部
计划物控部
业务下单动作
标准
1、业务部跟单组为订单下达到计划物控部的唯一窗口,负责工程订单、散单、补件单的下达。
2、所有订单的下达必须结合产能有明确交期(或出货的先后次序),原则上补件单/散单/样板单的优先顺序高于工程单。
3、每周由业务跟单组汇总所有订单进度,并于周五PM15:00前将《订单交期变更明细表》传至计划物控部,其它时间段订单信息变更,必须填写《订单变更通知单》,通知计划物控部,并留出调整时间(工程单提前10天通知)。
2、计划物控部监督业务部下单交期是否明确,图纸是否正确;
3、计划物控部监督业务部订单变更是否填写《订单变更通知单》;
4、计划物控部监督业务部是否随意更改订单交期(特殊情况下除外)。
责任
未按相关标作业,处罚2元/次。
编制
审核
批准
生效日期
(1)【工序交接作业】流程控制卡
批准
生效日期
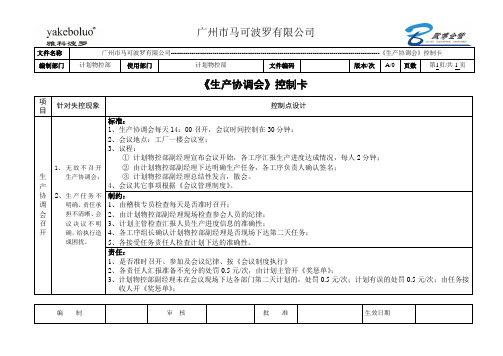
5、各接受任务责任人检查计划下达的准确性。
责任:
1、是否准时召开、参加及会议纪律、按《会议制度执行》
2、各责任人汇报准备不充分的处罚0.5元/次,由计划主管开《奖惩单》;
3、计划物控部副经理未在会议现场下达各部门第二天计划的,处罚0.5元/次;计划有误的处罚0.5元/次;由任务接收人开《奖惩单》;
编制
《生产协调会》控制卡
项目
针对失控现象
控制点设计
生产协调会召开
1、无故不召开生产协调会;
2、生产任务不明确、责任承担不清晰、会议决议不明确,给执行造成困扰。
标准:
1、生产协调会每天14:00召开,会议时间控制在30分钟;
2、会议地点:工厂一楼会议室;
3、议程:
①计划物控部副经理宣布会议开始,各工序汇报生产进度达成情况,每人2分钟;
②由计划物控部副经理下达明确生产任务,各工序负责人确认签名;
③计划物控部副经理总结性发言,散会。
4、会议其它事项根据《会议管理制度》。
制约:
1、由稽核专员检查每天是否准时召开;
2、由计划物控部副经理现场检查参会人员的工序组长确认计划物控部副经理是否现场下达第二天任务;
工序质量控制卡
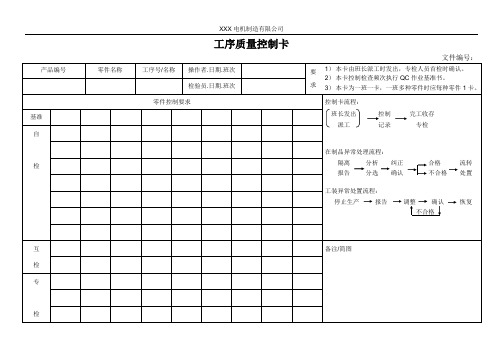
文件编号:
产品编号
零件名称
工序号/名称
操作者.日期.班次
要
求
1)本卡由班长派工时发出,专检人员首检时确认。
2)本卡控制检查频次执行QC作业基准书。
3)本卡为一班一卡,一班多种零件时应每种零件1卡。
检验员.日期.班次
零件控制要求
控制卡流程:
班长发出控制完工收存派工Leabharlann 录专检在制品异常处理流程:
隔离分析纠正合格流转
报告分选确认不合格处置
工装异常处置流程:
停止生产报告调整确认恢复
不合格
基准
自
检
互
检
备注/简图
专
检
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
图号
零件名称
材质
任务数
交货期
制单人
毛坯尺寸
实发数
发料人
工序
单价
工艺
段组
操作人
起止日期
首件检
验签字
合格品
不良
品
中途报废
检验员
检验
日期
仓库
签字
核算
工废
料废
[生产管理表]编号:YA/S-001
郑州宜安机械有限公司加工工序流程(简)卡2014年生产任务编号:
日期
图号
零件名称
材质
任务数
交货期
制单人
毛坯尺寸
郑州宜安机械有限公司加工工序流程(简)卡2014年生产任务编号:
日期
图号
零件名称
材质
任务数
交货期
制单人
毛坯尺寸
实发数
发料人
工序
单价
工艺段组操作人起止期首件检验签字
合格品
不良
品
中途报废
检验员
检验
日期
仓库
签字
核算
工废
料废
[生产管理表]编号:YA/S-001
郑州宜安机械有限公司加工工序流程(简)卡2014年生产任务编号:
实发数
发料人
工序
单价
工艺
段组
操作人
起止日期
首件检
验签字
合格品
不良
品
中途报废
检验员
检验
日期
仓库
签字
核算
工废
料废
[生产管理表]编号:YA/S-001