基于ansys软件的焊接变形工程预测
基于ANSYS的薄板焊接变形研究

基于ANSYS的薄板焊接变形研究作者:屈葵林来源:《中国科技纵横》2017年第14期摘要:随着我国社会经济的快速发展,公路桥梁建设也发展的越来越好,我国已经相继完成了南京长江大桥、上海长江大桥等项目建设,焊接应力是金属结构在加工之后留在焊件内部的内应力,焊接残余应力与变形在一定的条件下会影响到焊件的使用,从而破坏金属加工的稳定性,要想改善薄板的焊接变形问题就需要采取相应的措施,从而延长焊接接头的使用寿命,本文就基于ANSYS的薄板焊接变形问题进行仔细的研究,希望能为以后该方面的工作提供一些帮助。
关键词:ANSYS;薄板;焊接变形;分析研究中图分类号:TG404 文献标识码:A 文章编号:1671-2064(2017)14-0042-0121世纪是科技的时代,各种新型技术应用在我国的各个领域中,ANSYS是世界范围内增长最快的计算机辅助工程软件,它在机械制造、电场、土木工程、地矿方面都有着一定的应用,同时ANSYS功能十分强大且操作方便,现在已经成为国际上最流行的分析软件,依据ANSYS有限元理论来对薄板焊接方法进行研究有一定的帮助,焊接是比较复杂的物理与化学过程,在焊接过程中涉及到的参数很多,通过只凭借工艺试验来了解焊接过程,成本比较昂贵且费时费力,本文就对基于ANSYS的薄板焊接变形问题进行分析。
1 基于ANSYS的薄板焊接变形研究1.1 薄板焊接结构薄板的焊接结构是研究焊接变形中最主要的部分,薄板的焊接结构通常是由多块纵向拼接的侧板以及上侧梁组成,上侧梁1根,侧柱11根,在焊接之后形成的长度主要是10618毫米,薄板的正面总共有36条长焊缝,背面有9条长焊缝,可见其焊接量比较大,这样就很容易出现焊接变形。
对于薄板结构中的有限元模型采用的是四节点的四边形,固有应变的加载是将应变值作为初始值加在固有应变区,还可以相应的简化模型,在进行实际焊接的时候,应该保证焊接电弧电压是26V,电流是230A,焊接速度是每分钟600毫米,焊接数值模拟中常利用热源的形式,根据材料自身的导热性获得热量,有限元模型主要包括温度边界条件与机械约束边界条件,在机械约束边界条件中主要考虑的是焊接中对焊件的约束。
基于ANSYS的焊接温度场和应力的数值模拟研究

基于ANSYS的焊接温度场和应力的数值模拟研究一、本文概述随着现代工业技术的飞速发展,焊接作为一种重要的连接工艺,在航空、汽车、船舶、石油化工等领域的应用日益广泛。
然而,焊接过程中产生的温度场和应力场对焊接结构的性能有着至关重要的影响。
为了深入理解焊接过程中的热-力行为,预测焊接结构的变形和残余应力,进而优化焊接工艺参数和提高产品质量,本文旨在利用ANSYS有限元分析软件,对焊接过程中的温度场和应力场进行数值模拟研究。
本文首先简要介绍了焊接数值模拟的意义和现状,包括焊接数值模拟的重要性、国内外研究现状和存在的问题等。
随后,详细阐述了ANSYS 软件在焊接数值模拟中的应用,包括其基本原理、分析流程、模型建立、参数设置等方面。
在此基础上,本文以某典型焊接结构为例,详细阐述了焊接温度场和应力场的数值模拟过程,包括模型的建立、边界条件的设定、求解参数的选择、结果的后处理等。
对模拟结果进行了详细的分析和讨论,验证了数值模拟方法的准确性和可靠性,为实际工程应用提供了有益的参考。
本文的研究不仅有助于深入理解焊接过程中的热-力行为,为优化焊接工艺参数和提高产品质量提供理论支持,同时也为ANSYS软件在焊接数值模拟领域的应用推广和进一步发展奠定了基础。
二、焊接理论基础焊接是一种通过加热、加压或两者并用,使两块或多块金属在原子层面结合形成永久性连接的工艺过程。
焊接过程涉及复杂的物理和化学变化,包括金属的熔化、凝固、相变以及应力和变形的产生等。
因此,深入了解焊接过程的理论基础对于准确模拟焊接过程中的温度场和应力分布至关重要。
焊接过程中,热源将能量传递给工件,导致工件局部快速升温并熔化。
熔池形成后,随着热源的移动,熔池中的液态金属逐渐凝固形成焊缝。
焊接热源的类型和移动速度、工件的材质和厚度等因素都会影响焊接过程的温度场分布。
为了准确模拟这一过程,需要了解各种热源模型(如移动热源模型、体积热源模型等)及其适用范围,并选择合适的模型进行数值模拟。
焊接模拟ansys实例
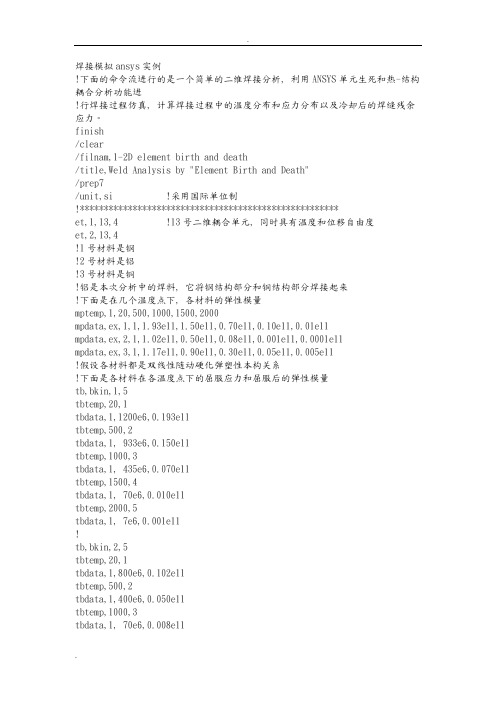
焊接模拟ansys实例!下面的命令流进行的是一个简单的二维焊接分析, 利用ANSYS单元生死和热-结构耦合分析功能进!行焊接过程仿真, 计算焊接过程中的温度分布和应力分布以及冷却后的焊缝残余应力。
finish/clear/filnam,1-2D element birth and death/title,Weld Analysis by "Element Birth and Death"/prep7/unit,si !采用国际单位制!******************************************************et,1,13,4 !13号二维耦合单元, 同时具有温度和位移自由度et,2,13,4!1号材料是钢!2号材料是铝!3号材料是铜!铝是本次分析中的焊料, 它将钢结构部分和铜结构部分焊接起来!下面是在几个温度点下, 各材料的弹性模量mptemp,1,20,500,1000,1500,2000mpdata,ex,1,1,1.93e11,1.50e11,0.70e11,0.10e11,0.01e11mpdata,ex,2,1,1.02e11,0.50e11,0.08e11,0.001e11,0.0001e11mpdata,ex,3,1,1.17e11,0.90e11,0.30e11,0.05e11,0.005e11!假设各材料都是双线性随动硬化弹塑性本构关系!下面是各材料在各温度点下的屈服应力和屈服后的弹性模量tb,bkin,1,5tbtemp,20,1tbdata,1,1200e6,0.193e11tbtemp,500,2tbdata,1, 933e6,0.150e11tbtemp,1000,3tbdata,1, 435e6,0.070e11tbtemp,1500,4tbdata,1, 70e6,0.010e11tbtemp,2000,5tbdata,1, 7e6,0.001e11!tb,bkin,2,5tbtemp,20,1tbdata,1,800e6,0.102e11tbtemp,500,2tbdata,1,400e6,0.050e11tbtemp,1000,3tbdata,1, 70e6,0.008e11tbdata,1, 1e6,0.0001e11tbtemp,2000,5tbdata,1,0.1e6,0.00001e11!tb,bkin,3,5tbtemp,20,1tbdata,1,900e6,0.117e11tbtemp,500,2tbdata,1,700e6,0.090e11tbtemp,1000,3tbdata,1,230e6,0.030e11tbtemp,1500,4tbdata,1, 40e6,0.005e11tbtemp,2000,5tbdata,1, 4e6,0.0005e11!!材料密度(假设为常值)mp,dens,1,8030mp,dens,2,4850mp,dens,3,8900! 热膨胀系数(假设为常值)mp,alpx,1,1.78e-5mp,alpx,2,9.36e-6mp,alpx,3,1.66e-5!泊松比(假设为常值)mp,nuxy,1,0.29mp,nuxy,2,0.30mp,nuxy,3,0.30!热传导系数(假设为常值)mp,kxx,1,16.3mp,kxx,2,7.44mp,kxx,3,393!比热(假设为常值)mp,c,1,502mp,c,2,544mp,c,3,385!热膨胀系数(假设为常值)!由于该13号单元还有磁自由度, 此处假设一磁特性, 但并不影响我们所关心的结果mp,murx,1,1mp,murx,2,1mp,murx,3,1!假设焊料(铝)焊上去后的初始温度是1500℃mp,reft,2,1500mp,reft,3,20!****************************************************** !下面建立几何模型csys,0k,1,0,0,0k,2,0.5,0,0k,3,1,0,0 !长1米k,4,0,0.3,0 !厚度0.3米(二维中叫做宽度)k,5,0.35,0.3,0k,6,0.65,0.3,0k,7,1,0.3,0a,1,2,5,4a,2,6,5a,2,3,7,6划分网格esize,0.025type,2mat,2amesh,2!esize,0.05 !网格划分出现问题type,1mat,1amesh,1!mat,3amesh,3eplot!/soluantype,4 ! 瞬态分析trnopt,full在模型的左边界加位移约束nsel,all*get,minx,node,,mnloc,xnsel,s,loc,x,minxd,all,ux,0*get,miny,node,,mnloc,ynsel,r,loc,y,minyd,all,uy,0!*****假设模型的左右边界处温度始终保持在20摄氏度左右*****!其他边界条件如对流和辐射等均可施加,此处因为只是示意而已,故只施加恒温边界条件nsel,all*get,minx,node,,mnloc,xnsel,s,loc,x,minxd,all,temp,20nsel,all*get,maxx,node,,mxloc,xnsel,s,loc,x,maxxd,all,temp,20由于第2个面是焊接所在区域,因此首先将该区域的单元“杀死”nna=2esel,all*get,emax,elem,,num,maxasel,s,area,,nnaesla*get,nse,elem,,count*dim,ne,,nse*dim,nex,,nse*dim,ney,,nse*dim,neorder,,nsemine=0!**********************************************!下面的do循环用于将焊料区的单元按其形心y坐标排序!以便后面模拟焊料由下向上逐步“生长”过程*do,i1,1,nseesel,u,elem,,mine*get,nse1,elem,,countii=0*do,i,1,emax*if,esel(i),eq,1,thenii=ii+1ne(ii)=i*endif*enddo*do,i,1,nse1*get,ney(i),elem,ne(i),cent,y*get,nex(i),elem,ne(i),cent,x*enddominy=1e20minx=1e20*do,i,1,nse1*if,ney(i),lt,miny,thenminy=ney(i)minx=nex(i)mine=ne(i)*else*if,ney(i),eq,miny,then*if,nex(i),lt,minx,thenminy=ney(i)minx=nex(i)mine=ne(i)*endif*endif*endif*enddoneorder(i1)=mine*enddo!************************************************************** max_tem=1500 !按照前面假设,焊料的初始温度为1500℃dt1=1e-3 !用于建立初始条件的一个很小的时间段dt=5 !焊接一个单元所需的时间t=0 !起始时间esel,alleplot/auto,1/replot*do,i,1,nseekill,neorder(i)esel,s,liveeplot*enddoallsel,alloutres,all,allic,all,temp,20kbc,1timint,0,structtimint,1,thermtimint,0,magtintp,0.005,,,1,0.5,0.2!nsub1=2nsub2=40!**************************************************do,i,1,nseealive,neorder(i)esel,s,liveeplotesel,all!******下面的求解用于建立温度的初始条件******t=t+dt1time,tnsubst,1*do,j,1,4d,nelem(neorder(i),j),temp,max_tem*enddosolve!****下面的求解用于保证初始的升温速度为零****t=t+dt1time,tsolve!*********下面的步骤用于求解温度分布***********do,j,1,4ddele,nelem(neorder(i),j),temp*enddot=t+dt-2*dt1time,tnsubst,nsub1solve*enddot=t+50000 !*********下面的步骤用于冷却过程求解***** time,tnsubst,nsub2solvesavefinish后处理过程/post1!**************下面的一系列命令用于生成应力的动画文件******* /seg,dele/cont,1,15,0,1200e6/16,1200e6/dscale,1,1.0avprin,0,0avres,1/seg,multi,stress1,0.1esel,all*do,i,1,nseesel,u,elem,,neorder(i)*enddo*do,i,1,nseesel,a,elem,,neorder(i)set,(i-1)*3+1,1plnsol,s,eqv*do,j,1,nsub1set,(i-1)*3+3,jplnsol,s,eqv*enddo*enddo*do,i,1,nsub2set,(nse-1)*3+4,iplnsol,s,eqv*enddo/seg,off,stress1,0.1/anfile,save,stress1,avi!**********下面的一系列命令用于生成温度的动画文件************ /seg,dele/cont,1,15,0,1500/16,1500/dscale,1,1.0avprin,0,0avres,1/seg,multi,temp1,0.1esel,all*do,i,1,nseesel,u,elem,,neorder(i)*enddo*do,i,1,nseesel,a,elem,,neorder(i)set,(i-1)*3+1,1plnsol,temp*do,j,1,nsub1set,(i-1)*3+3,jplnsol,temp*enddo*enddo*do,i,1,nsub2set,(nse-1)*3+4,iplnsol,temp*enddo/seg,off,temp1,0.1/anfile,save,temp1,avifinish。
基于ANSYS模拟不同参数对Q235钢板焊接残余应力的影响
基于ANSYS模拟不同参数对Q235钢板焊接残余应力的影响焊接是一种常见的金属连接技术,但是在焊接过程中会产生残余应力,这种应力可能会导致构件变形、裂纹和失效,因此研究焊接残余应力对结构性能的影响是非常重要的。
在本文中,我们将使用ANSYS软件模拟Q235钢板焊接过程中的残余应力,并分析不同参数对残余应力的影响,以了解如何减少残余应力并提高结构的性能。
首先,我们将对Q235钢板进行建模,并设置焊接工艺参数,如焊接电流、焊接速度和焊接温度。
接下来,我们将利用ANSYS的焊接模块对焊接过程进行模拟,并得到焊接残余应力的分布。
然后,我们将分析不同参数对残余应力的影响,以找出最佳的焊接参数。
研究结果表明,在焊接电流较高或焊接速度较快时,残余应力会增加。
这是因为高电流和快速焊接会导致焊缝区域温度升高,从而增加热应力和冷却速度,进而影响焊接残余应力的大小。
相反,适当降低焊接电流和焊接速度可以减少残余应力,并提高焊接接头的质量。
另外,焊接温度对残余应力也有很大影响。
当焊接温度较高时,焊接残余应力也会增加。
因此,控制焊接温度是减少残余应力的关键之一除了焊接工艺参数外,焊接材料的选择也会对残余应力产生影响。
不合适的焊接材料可能会导致不匹配的热膨胀系数,从而增加焊接残余应力。
因此,在焊接过程中选择合适的焊接材料是非常重要的。
综上所述,通过模拟不同参数对Q235钢板焊接残余应力的影响,我们可以优化焊接工艺参数,选择合适的焊接材料,以减少残余应力并提高焊接接头的质量。
这对于提高结构的稳定性和可靠性具有重要意义,同时也为实际工程应用提供了参考依据。
基于ANSYS的焊接过程有限元模拟
2 温度场计算
焊接过程是高度的非线性瞬态问题, 材料的热 物理性能随温度的变化而变化, 它的热传导问题的 控制方程为: ρc !T = ! (λ !T )+ ! (λ !T )+ ! (λ !T )+Q, (1)
!t !x !x !y !y !z !z 式中 ρ、c 和 λ 分别是材料的密度、比热容和热导 率, 它们都是温度 T 的函数; Q 为内热源强度。热物 理性能参数参照文献[3]。
摘要: 以中厚板表面堆焊为例, 利用 ANSYS 软件对焊接过程三维瞬态温度场、应力应变场进行了有
限元模拟。分析时采取了有效措施保证求解的准确性和收敛性, 计算结果与实测结果比较吻合, 并编制 了参数化的模拟分析程序。
关键词: 焊接; 有限元; ANSYS; 温度场; 应力应变场
中图分类号: TG409
结构分析时, 需要对模型施加位移约束边界条 件, 以保证模型不发生整体刚性移动, 对构件的焊 接应力和变形影响也较小。在此采用对模型底部沿 焊缝中心线的节点施加 Z 向约束, 同时对与焊接起 始位置对应的 2 个节点施加全约束。最后将已求得 的节点温度作为体载荷施加到结构分析的模型 中。
在焊接过程应力应变场的有限元模拟中, 由于 焊接时的局部快速热循环, 热力耦合的不可忽略、 以及所包含的塑性、有限变形等非线性因素 , 使得 保证求解精度以及解的收敛性有一定困 难[5], 采 取 的有效措施包括: 步长设定为 0.1 s; 采用自动开关线 性搜索选项和应用预测选项等。通过发起 nlgeom, on 命令来激活大应变效应; 采用完全牛顿- 拉普森 (Full Newton- Raphson)限 制 长 , 在 焊 接 加 热 与 快 速 冷却阶段, 将最大迭代方法加强求解收敛; 打开自 动时间步长选项并优化最小时间步。
基于ANSYS焊接变形有限元数值模拟分析
1.4x10-5
1.3x10-5
1.2x10-5
0
1000
温度(℃)
图 2 Hast X 材料的线膨胀系数随温度的变化曲线图
2 有限元模型的建立
内环与马鞍焊接组件是薄壁件,在长度和厚度方面比例相差较大。生成节点和单元的网 格划分过程包括三个步骤:(1)定义单元属性;2)定义网格生成控制;3)生成网格。为保证计 算精度和提高计算速度,将其划分成非均匀的网格,在焊缝处局部进行网格加密处理,内环 与马鞍焊接组件网格化图见图3。有限元模型选用8节点的三维实体单元,共划分10194个节 点,34503个网格单元。
图 4 施加热载荷图
通过模拟分析,可以看出,焊接过程中,焊接温度的分布比较集中,主要分布在焊接热 源附近,最高温度值为1792℃,温度的实测值为1765℃可见温度场的数值模拟结果还是比较 准确的。而温度场的准确模拟是进一步计算焊接应力与变形的基础。研究还发现焊缝附近存
在比较大的温度梯度,而经典的焊接结构理论表明,比较大的温度梯度会使结构在焊接完成 后在焊缝内部及其附近区域产生比较大的残余塑性应变,进而由于结构的协调作用而产生比 较大的焊接残余变形,影响结构的使用及装配[4]。
基于 ANSYS 焊接变形有限元数值模拟分析
曹勇, 潘宝山
(沈阳黎明发动机有限责任公司)
摘要:环形薄壁焊接结构在生产实践中有着广泛的应用。在现行工艺条件下统计火焰筒衬套组件焊接变 形的基本规律。并采用有限元分析软件 ANSYS 模拟火焰筒衬套组件焊接过程,模拟了马鞍与内环 焊接过程的温度场及变形情况;模拟结果表明:径向的最大变形为 0.494mm,而在其对应的 180 °处变形为 0.756mm。通过理论计算在内环与马鞍焊接后径向最大的变形为 1.25mm,与实际焊后 测量结果相符合。总结模拟变形规律,为控制焊接变形的措施提供理论依据。
ANSYS点焊模拟
焊接参数设置
电流
电流大小影响焊接热量和熔 池尺寸。
焊接时间
焊接时间决定热量输入和熔 池深度。
压力
压力确保焊件紧密接触,提 高焊接质量。
温度
温度控制影响熔池状态和金 属组织变化。
温度场分析
点焊过程中,电流通过焊点产生热量,并通过热传导向周围区域扩散 。温度场分析可以模拟焊点及周围材料的温度变化过程,帮助确定焊 点最高温度、冷却速度等关键参数。
ANSYS点焊模拟技术可帮助企业提高产品质量,降低生产 成本,缩短产品开发周期,提升产品竞争力。ANSYS点焊 模拟技术已成为现代工业生产中不可或缺的一部分。
总结与展望
ANSYS点焊模拟技术在汽车、航空、电子等行业具有广阔的应用前景 。未来,随着材料科学、计算技术的发展,ANSYS点焊模拟技术将更 加精确、高效、智能化。
4
定义焊接热源和夹具约束
模型建立是ANSYS点焊模拟的基础。第一步需要建立焊件和工件的几何模型,并进行网格划分。然后,根据材料特性定义材料属性,最后设置 焊接热源、夹具约束等边界条件。
材料属性输入
1 1. 材料类型
选择合适的材料,如钢、 铝、铜等,并输入其密度 、弹性模量、泊松比、屈 服强度等参数。
金属组织预测
ANSYS点焊模拟可预测焊点金属组织演化,包括晶粒尺寸、相变和组 织缺陷。
通过分析模拟结果,可以预测焊接过程中发生的金属组织变化,例如 晶粒长大、相变、固溶强化、晶界强化等。
金属组织预测有助于了解焊接工艺对焊点力学性能的影响,为优化焊 接工艺参数提供参考。
焊点性能评估
力学性能
主要包括抗拉强度、抗剪强度、疲劳强度等。 通过模拟结 果,可以预测焊点在不同载荷条件下的失效模式。
焊接模拟ansys实例(2020年整理).doc

焊接模拟ansys实例!下面的命令流进行的是一个简单的二维焊接分析, 利用ANSYS单元生死和热-结构耦合分析功能进!行焊接过程仿真, 计算焊接过程中的温度分布和应力分布以及冷却后的焊缝残余应力。
finish/clear/filnam,1-2D element birth and death/title,Weld Analysis by "Element Birth and Death"/prep7/unit,si !采用国际单位制!******************************************************et,1,13,4 !13号二维耦合单元, 同时具有温度和位移自由度et,2,13,4!1号材料是钢!2号材料是铝!3号材料是铜!铝是本次分析中的焊料, 它将钢结构部分和铜结构部分焊接起来!下面是在几个温度点下, 各材料的弹性模量mptemp,1,20,500,1000,1500,2000mpdata,ex,1,1,1.93e11,1.50e11,0.70e11,0.10e11,0.01e11mpdata,ex,2,1,1.02e11,0.50e11,0.08e11,0.001e11,0.0001e11mpdata,ex,3,1,1.17e11,0.90e11,0.30e11,0.05e11,0.005e11!假设各材料都是双线性随动硬化弹塑性本构关系!下面是各材料在各温度点下的屈服应力和屈服后的弹性模量tb,bkin,1,5tbtemp,20,1tbdata,1,1200e6,0.193e11tbtemp,500,2tbdata,1, 933e6,0.150e11tbtemp,1000,3tbdata,1, 435e6,0.070e11tbtemp,1500,4tbdata,1, 70e6,0.010e11tbtemp,2000,5tbdata,1, 7e6,0.001e11!tb,bkin,2,5tbtemp,20,1tbdata,1,800e6,0.102e11tbtemp,500,2tbdata,1,400e6,0.050e11tbtemp,1000,3tbdata,1, 70e6,0.008e11tbdata,1, 1e6,0.0001e11tbtemp,2000,5tbdata,1,0.1e6,0.00001e11!tb,bkin,3,5tbtemp,20,1tbdata,1,900e6,0.117e11tbtemp,500,2tbdata,1,700e6,0.090e11tbtemp,1000,3tbdata,1,230e6,0.030e11tbtemp,1500,4tbdata,1, 40e6,0.005e11tbtemp,2000,5tbdata,1, 4e6,0.0005e11!!材料密度(假设为常值)mp,dens,1,8030mp,dens,2,4850mp,dens,3,8900! 热膨胀系数(假设为常值)mp,alpx,1,1.78e-5mp,alpx,2,9.36e-6mp,alpx,3,1.66e-5!泊松比(假设为常值)mp,nuxy,1,0.29mp,nuxy,2,0.30mp,nuxy,3,0.30!热传导系数(假设为常值)mp,kxx,1,16.3mp,kxx,2,7.44mp,kxx,3,393!比热(假设为常值)mp,c,1,502mp,c,2,544mp,c,3,385!热膨胀系数(假设为常值)!由于该13号单元还有磁自由度, 此处假设一磁特性, 但并不影响我们所关心的结果mp,murx,1,1mp,murx,2,1mp,murx,3,1!假设焊料(铝)焊上去后的初始温度是1500℃mp,reft,2,1500mp,reft,3,20!******************************************************!下面建立几何模型csys,0k,1,0,0,0k,2,0.5,0,0k,3,1,0,0 !长1米k,4,0,0.3,0 !厚度0.3米(二维中叫做宽度)k,5,0.35,0.3,0k,6,0.65,0.3,0k,7,1,0.3,0a,1,2,5,4a,2,6,5a,2,3,7,6!!!!!!!!!!!!!!!!!!!!!!!!!!划分网格!!!!!!!!!!!!!!!!!esize,0.025type,2mat,2amesh,2!esize,0.05 !网格划分出现问题type,1mat,1amesh,1!mat,3amesh,3eplot!/soluantype,4 ! 瞬态分析trnopt,full!!!!!!!!!!!!!!!!!!!!!!!!在模型的左边界加位移约束!!!!!!!!!!!!!!!!!!!!!!!!!!!nsel,all*get,minx,node,,mnloc,xnsel,s,loc,x,minxd,all,ux,0*get,miny,node,,mnloc,ynsel,r,loc,y,minyd,all,uy,0!*****假设模型的左右边界处温度始终保持在20摄氏度左右*****!其他边界条件如对流和辐射等均可施加,此处因为只是示意而已,故只施加恒温边界条件nsel,all*get,minx,node,,mnloc,xnsel,s,loc,x,minxd,all,temp,20nsel,all*get,maxx,node,,mxloc,xnsel,s,loc,x,maxxd,all,temp,20!!!!!!!!!!!!!!!由于第2个面是焊接所在区域,因此首先将该区域的单元“杀死”!!!!!!!!!!!!!!!!nna=2esel,all*get,emax,elem,,num,maxasel,s,area,,nnaesla*get,nse,elem,,count*dim,ne,,nse*dim,nex,,nse*dim,ney,,nse*dim,neorder,,nsemine=0!**********************************************!下面的do循环用于将焊料区的单元按其形心y坐标排序!以便后面模拟焊料由下向上逐步“生长”过程*do,i1,1,nseesel,u,elem,,mine*get,nse1,elem,,countii=0*do,i,1,emax*if,esel(i),eq,1,thenii=ii+1ne(ii)=i*endif*enddo*do,i,1,nse1*get,ney(i),elem,ne(i),cent,y*get,nex(i),elem,ne(i),cent,x*enddominy=1e20minx=1e20*do,i,1,nse1*if,ney(i),lt,miny,thenminy=ney(i)minx=nex(i)mine=ne(i)*else*if,ney(i),eq,miny,then*if,nex(i),lt,minx,thenminy=ney(i)minx=nex(i)mine=ne(i)*endif*endif*endif*enddoneorder(i1)=mine*enddo!************************************************************** max_tem=1500 !按照前面假设,焊料的初始温度为1500℃dt1=1e-3 !用于建立初始条件的一个很小的时间段dt=5 !焊接一个单元所需的时间t=0 !起始时间esel,alleplot/auto,1/replot*do,i,1,nseekill,neorder(i)esel,s,liveeplot*enddoallsel,alloutres,all,allic,all,temp,20kbc,1timint,0,structtimint,1,thermtimint,0,magtintp,0.005,,,1,0.5,0.2!nsub1=2nsub2=40!**************************************************do,i,1,nseealive,neorder(i)esel,s,liveeplotesel,all!******下面的求解用于建立温度的初始条件******t=t+dt1time,tnsubst,1*do,j,1,4d,nelem(neorder(i),j),temp,max_tem*enddosolve!****下面的求解用于保证初始的升温速度为零****t=t+dt1time,tsolve!*********下面的步骤用于求解温度分布***********do,j,1,4ddele,nelem(neorder(i),j),temp*enddot=t+dt-2*dt1time,tnsubst,nsub1solve*enddot=t+50000 !*********下面的步骤用于冷却过程求解***** time,tnsubst,nsub2solvesavefinish!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!后处理过程!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!/post1!**************下面的一系列命令用于生成应力的动画文件******* /seg,dele/cont,1,15,0,1200e6/16,1200e6/dscale,1,1.0avprin,0,0avres,1/seg,multi,stress1,0.1esel,all*do,i,1,nseesel,u,elem,,neorder(i)*enddo*do,i,1,nseesel,a,elem,,neorder(i)set,(i-1)*3+1,1plnsol,s,eqv*do,j,1,nsub1set,(i-1)*3+3,jplnsol,s,eqv*enddo*enddo*do,i,1,nsub2set,(nse-1)*3+4,iplnsol,s,eqv*enddo/seg,off,stress1,0.1/anfile,save,stress1,avi!**********下面的一系列命令用于生成温度的动画文件************ /seg,dele/cont,1,15,0,1500/16,1500/dscale,1,1.0avprin,0,0avres,1/seg,multi,temp1,0.1esel,all*do,i,1,nseesel,u,elem,,neorder(i)*enddo*do,i,1,nseesel,a,elem,,neorder(i)set,(i-1)*3+1,1plnsol,temp*do,j,1,nsub1set,(i-1)*3+3,jplnsol,temp*enddo*enddo*do,i,1,nsub2set,(nse-1)*3+4,iplnsol,temp*enddo/seg,off,temp1,0.1/anfile,save,temp1,avifinish。