注塑产品缺料8D报告样板
8d报告完整版范文3篇
8d报告完整版范文第一篇:8D报告背景及问题描述一、背景我所在的公司是一家制造业企业,主要生产汽车零部件。
在我们公司的生产过程中,可能出现一些产品质量问题,这些问题需要及时解决以避免对客户造成不良影响,同时也可以提升我们公司的产品质量。
为了解决这些问题,我们使用了8D 报告的方法来进行问题分析和解决。
二、问题描述我们生产的一个关键零部件在使用过程中出现了断裂的现象,这会给车主带来安全隐患。
这个零部件是由我们公司的第三方供应商生产的,我们公司再进行加工和装配。
我们首先对供应商进行了调查和询问,发现他们也不知道具体问题出在哪里。
这个问题已经发生了多次,影响了我们公司的良心率,也影响了我们与客户的信任。
为了解决这个问题,我们决定使用8D报告的方法来进行问题解决。
第二篇:8D报告分析和解决方案三、技术分析我们针对问题进行了多次测试和分析,将问题整理成以下几个方面:1.材料问题:由于零部件制造过程中使用了不合格的原材料,导致零部件的强度不足。
2.生产问题:生产加工过程中存在不足之处,导致零部件强度不足。
例如,加工温度过高或加工时间过长等。
3.设计问题:设计过程中没有考虑到应力分布的均匀性,导致零部件在使用过程中容易产生应力过大的现象。
四、解决方案1.材料问题:我们将与供应商重新协商并重新规定原材料标准,以保证原材料的质量。
2.生产问题:我们将对生产过程进行检查和测试,改进加工温度和加工时间,并进一步探究生产中存在的不足之处,以最大程度地提高相关生产能力。
3.设计问题:我们会重新设计零部件,考虑应力分布的均匀性,并对原有零部件进行更加严格的测试和分析以验证新设计的可行性。
第三篇:8D报告措施计划和预防五、措施计划1.与供应商合作并重新规定原材料标准。
2.对生产过程进行检查和测试,并改进加工温度和加工时间。
3.重新设计零部件,考虑应力分布的均匀性,并进行严格的测试和分析。
4.对生产和供应链流程进行跟踪和监控,确保问题不再发生。
五金注塑行业多胶PIN堵孔8D报告案例样板

五金注塑行业多胶PIN堵孔8D报告案例样板一、问题描述:我们公司在五金注塑行业生产多胶注塑制品。
最近,我们发现一批生产出来的产品中,部分产品的PIN孔出现了堵塞现象。
经过初步调查,我们认为这是一个严重的质量问题,需要进行8D分析和解决。
二、团队组建:1.质量控制主管2.生产工程师3.技术支持工程师4.质量工程师5.操作员代表三、8D分析步骤:1.组织团队:由上述五人组成8D团队,负责该问题的分析和解决。
2.描述问题:在该过程中,我们发现了多胶注塑制品的PIN孔存在堵塞现象。
堵塞出现的频率较高,导致产品无法正常使用。
3.立刻采取临时措施:为了解决问题,我们立即停止了受影响产品的生产,并马上找到了一种暂时解决方法,以保证产品的正常出货。
4.深入查找根本原因:我们对问题进行了更加深入的调查。
通过对残次品的分析,我们发现了一些潜在的问题,如原料的质量不稳定、注塑机的操作不当等。
5.制定纠正措施:基于根本原因的分析,我们制定了一系列的纠正措施。
首先,我们将对原材料进行更严格的筛选和质检,以确保其质量稳定。
其次,我们将培训操作员,提高其操作技能,确保注塑机的正常运行。
6.实施纠正措施:根据制定的纠正措施,我们进行了相应的实施。
我们优化了原材料筛选与质检流程,并进行了交叉培训,以确保所有操作员都能正确操作注塑机。
7.验证纠正措施:为了确保纠正措施的有效性,我们对纠正措施进行了验证。
我们重新启动了受影响产品的生产,并对于新生产的产品进行了质量检测。
结果显示,PIN孔的堵塞现象得到了明显的改善。
8.预防措施:为了防止类似问题再次出现,我们制定了一系列的预防措施。
如加强原材料供应商的管理、定期对操作员进行培训等。
四、总结:通过以上的8D分析和解决措施的实施,我们成功解决了多胶注塑制品PIN孔堵塞的问题,并取得了明显的改善。
这个案例对我们今后的工作具有重要的指导意义。
我们将进一步完善质量控制体系,提高操作员的技能和意识,并加强与供应商的合作,以确保产品质量的稳定性和持续性。
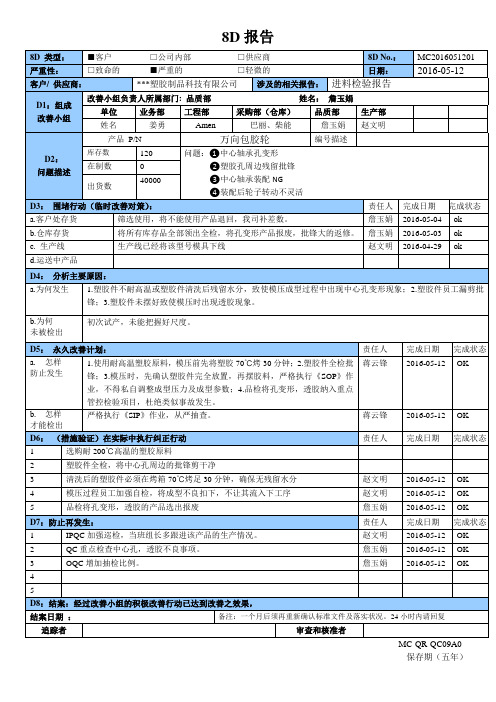
经典8D改善报告

8D Report 8D 报告Supplier:供应商8D-Number Supplier:供应商8D 编号GZ-15-251GZ-15-251Step步骤D0D1D2D3D4.1 and D4.2D5.1 and D5.2D6.1 and D6.2D7D8Target Date:计划完成日期11月11日11月12日11月11日24 Hours 小时11月13日7Days 天11月13日60 Days 天Completion Date:实际完成日期11月11日11月11日11月11日24 Hours 小时11月12日4Days 天14-Nov-15D0Webasto Plant:工厂有限公司Part Name:零件名称Part-No.(Customer):客户零件号Part-No. (Webasto):WRS 零件号Release-No.:图纸批准编号Release-Date: 图纸批准日期LID 34002012/12/19Webasto's Customerstock伟巴斯特客户库存Webasto's in house stock伟巴斯特库存Field售后(质量担保期内)In Transportation运输途中Supplier Stock 供应商库存/5200//5131D1Department 部门2e@Actual:实际完成时间Actual:实际完成时间有限公司8D-Start date:8D 开始日期Report Last Update Dat :8D 更新日期Complaint No. from Customer : 客户投诉编号2015/11/102015/12/18Repeated Claim:重复抱怨Awareness 情况了解Sketch/ Picture 图片简介Vehicle:车型Model:平台KSAInitial Problem Description from Webasto:初步问题描述Total no. of affected bad parts: 可疑品数量和范围Webasto Spezification :伟巴斯特图纸要求Tracibility Code (Lot Number / Date Code /Batch - no. / Order no.) 追溯代码(批号/日期代码/批次/订单号)J51019310Team (Name, Dept., Tel.- No., E-Mail)团队信息(姓名,部门,电话,人数)Name:姓名Telephone 电话E-Mail 邮件XX XX:1355155552122@ XX:157********ei@XXXXX:130767184XX:186********A@ XX :16875185XXContainment Implementation requested by:限定临时遏制措施完成时间2015年11月15日2015年11月13日Countermeasure Implementation requested by:限定纠正措施完成时间2015年11月25日2015年11月20日Problem Timetable问题时间表Team Leader:组长Team Members:组员Champion :高层领导11/11日客户联络电路板外壳表面缺料(如右图描述)Close 8D 关闭8D 报告Task Progress.Indicate target and completiondates.任务进度。
正宗8D 报告范文
2016-05-12
OK
3
OQC增加抽检比例。
詹玉娟
2016-05-12
OK
4
5
D8:结案:经过改善小组的积极改善行动已达到改善之效果,
结案日期:
备注:一个月后须再重新确认标准文件及落实状况。24小时内请回复
追踪者
审查和核准者
MC-QR-QC09A0
保存期(五年)
蒋云锋
2016-05-12
OK
b.怎样
才能检出
严格执行《SIP》作业,从严抽查。
蒋云锋
2016-05-12
OK
D6:(措施验证)在实际中执行纠正行动
责任人
完成日期
完成状态
1
选购耐200℃高温的塑胶原料
2
塑胶件全检,将中心孔周边的批锋剪干净
3
清洗后的塑胶件必须在烤箱70℃烤足30分钟,确保无残留水分
赵文明
将所有库存品全部领出全检,将孔变形产品报废,批锋大的返修。
詹玉娟
2016-05-03
ok
c.生产线
生产线已经将该型号模具下线
赵文明
2016-04-29
ok
d.运送中产品
D4:分析主要原因:
a.为何发生
1.塑胶件不耐高温或塑胶件清洗后残留水分,致使模压成型过程中出现中心孔变形现象;2.塑胶件员工漏剪批锋;3.塑胶件未摆好致使模压时出现透胶现象。
2016-05-12
OK
4
模压过程员工加强自检,将成型不良扣下,不让其流入下工序
赵文明
2016-05-12
OK
5
品检将孔变形,透胶的产品选出报废
詹玉娟
2016-05-12
产品缺料出错报告模板范文

产品缺料出错报告模板范文1. 缺料信息- 产品名称: [产品名称]- 规格型号: [规格型号]- 生产批次: [生产批次]- 缺料数量: [缺料数量]- 缺料原因: [缺料原因]- 预计补料时间: [预计补料时间]2. 问题描述在生产过程中,我们遇到了缺料问题。
以下是该问题的详细描述:[请在此描述问题的详细情况,比如在什么环节发现的缺料问题,是否因为供应商延误等情况。
]3. 影响分析该缺料问题对生产和交付计划的影响如下:- 由于缺少所需的材料,生产进程受到了延误。
- 无法按时交付给客户,可能导致客户不满意或取消订单。
4. 解决方案为了解决该缺料问题,我们计划采取以下措施:- 立即与供应商联系,催促其尽快补料。
- 寻找备用的供应商,以确保能够尽快获得所需材料。
- 调整生产计划,将其他可以继续生产的工序提前进行,以尽量减少延误影响。
5. 预防措施为了避免类似的缺料问题再次发生,我们计划采取以下预防措施:- 加强与供应商的合作关系,确保及时了解他们的生产状况。
- 对于关键材料,建立备用供应渠道,以应对突发情况。
- 定期审查供应链,确保供应商的可靠性和交货能力。
6. 总结本次缺料问题的不仅导致了生产延误,也给我们的交付计划带来了困扰。
我们将立即采取行动解决问题,并且对类似的问题加强预防措施。
我们对此次问题造成的不便深感抱歉,并会竭力避免类似问题的发生。
附: 图片请见附图,显示了缺料问题对生产计划的影响。
以上为产品缺料出错报告模板,感谢您的阅读。
常规物料缺料8D报告
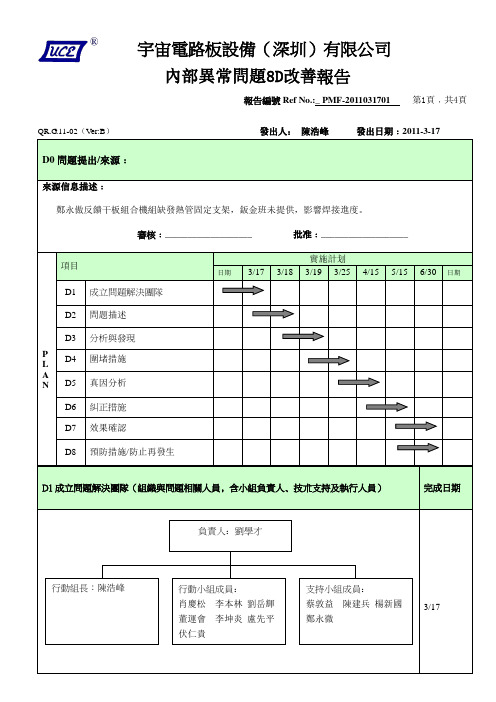
報告編號Ref No.:_ PMF-2011031701 第1頁﹐共4頁QR.G.11-02(Ver:B ) 發出人: 陳浩峰 發出日期﹕2011-3-17D0問題提出/來源﹕來源信息描述﹕鄭永傲反饋干板組合機組缺發熱管固定支架,鈑金班未提供,影響焊接進度。
審核﹕___________________ 批准﹕___________________P L A N項目 實施計划 日期 3/17 3/18 3/19 3/25 4/15 5/15 6/30 日期 D1 成立問題解決團隊D2 問題描述 D3 分析與發現 D4 圍堵措施 D5 真因分析 D6 糾正措施 D7 效果確認D8預防措施/防止再發生D1成立問題解決團隊(組織與問題相關人員﹐含小組負責人﹑技朮支持及執行人員) 完成日期3/17負責人:劉學才行動組長:陳浩峰行動小組成員: 肖慶松 李本林 劉岳輝 董運會 李坤炎 盧先平 伏仁貴支持小組成員:蔡敦益 陳建兵 楊新國 鄭永微報告編號Ref No.:_ PMF-2011031701 第2頁﹐共4頁D2問題描述(含描述問題5W2H 要素)﹕完成日期 3/10日鄭永傲反饋干板組合機組缺發熱管固定支架,鈑金班未提供,影響焊接進度。
3/14日鄭永傲反饋干板組合機組缺發熱管固定支架,鈑金班未提供,影響交單。
3/17日鄭永傲反饋干板組合缺強風風刀固定馬仔,鈑金班未提供,影響焊接進度。
3/18D3 分析與發現(初步分析與發現)完成日期氬焊班所缺物料都是常規干板組合物料,都是通用件。
目前干板組合物料轉序都是先轉機身板,端面板,風盒等非常規而且開料面積比較大的物料。
通用件一般都是批量制作後,批量提供氬焊班,待下序反饋低於安全存量時,再啟動制作。
從氬焊反饋缺料至鈑金班制作完成中間有段時間差,導致物料提供不及時。
計劃不合理:按訂單下計劃制作效率低,鈑金作為前工序未提前制作通用件,導致后工序欠料。
3/19D4圍堵措施(含圍堵措施﹑實施時間﹑實施人)﹕ 負責人 完成日期夏愛平在3/17晚上制作強風風刀馬仔提供氬焊。
JACK连接器8D报告(凸点缺失 缺料)
6
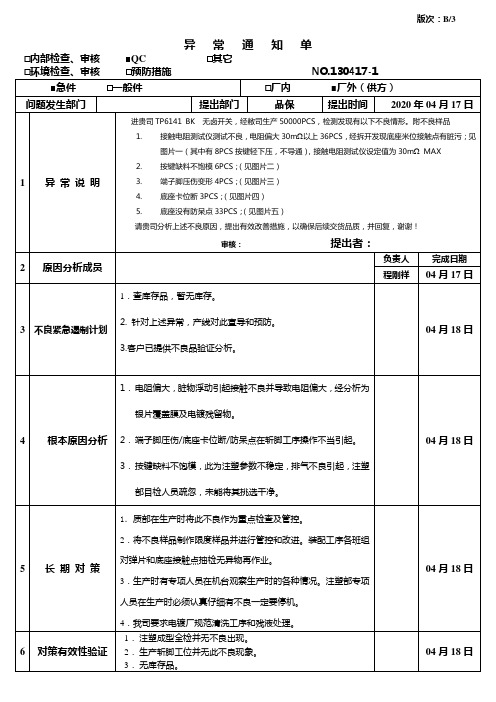
对策有效性验证
1.注塑成型全检并无不良出现。
2.生产斩脚工位并无此不良现象。
3.无库存品。
04月18日
7
再现性预防
1.IPQC对斩脚和注塑工位加严此不良的检查力度。
2.制不良限度样品教育全检/生产员工的品质意识。
04月18日
8
批准:审核:报告人:
以上2~8项由问题发生单位填写,急件24小时内回复。
1.查库存品,暂无库存。
2. 针对上述异常,产线对此宣导和预防。
3.客户已提供不良品验证分析。
04月18日
4
根本原因分析
1.电阻偏大,脏物浮动引起接触不良并导致电阻偏大,经分析为银片覆盖膜及电镀残留物。
2.端子脚压伤/底座卡位断/防呆点在斩脚工序操作不当引起。
3.按键缺料不饱模,此为注塑参数不稳定,排气不良引起,注塑部目检人员疏忽,未能将其挑选干净。
□实际完成日期及验证情况
验证者:
2.按键缺料不饱模6PCS;(见图片二)
3.端子脚压伤变形4PCS;(见图片三)
4.底座卡位断3PCS;(见图片四)
5.底座没有防呆点33PCS;(见图片五)
请贵司分析上述不良原因,提出有效改善措施,以确保后续交货品质,并回复,谢谢!
审核:提出者:
2
原因分析成员
负责人
完成日期
程刚祥
04月17日
3
不良紧急遏制计划
04月18日
5
长期对策
1.质部在生产时将此不良作为重点检查及管控。
2.将不良样品制作限度样品并进行管控和改进。装配工序各班组对弹片和底座接触点抽检无异物再作业。
3.生产时有专项人员在机台观察生产时的各种情况。注塑部专项人员在生产时必须认真仔细有不良一定要停机。
8d报告完整版范文

8d报告完整版范文8D报告完整版范文一、问题描述:ABC公司生产的产品B在市场上遭到了客户的投诉,问题表现为B产品的尺寸不够准确,无法满足客户要求,严重影响了公司的声誉和客户满意度。
二、团队成员:本次8D报告的团队成员为:组长:小明组员:大力、小芳、张三、李四、王五三、采取的紧急措施:1.立即停止B产品的生产;2.收回全部在市场上的B产品;3.尽快联系受影响的客户,解释情况并道歉;4.疏通客户关系,建立良好的信任关系;5.建立起严格的产品检测和测试制度,确保每一批产品都经过严格的质量检验和测试。
四、问题原因的探究:经过对问题的分析,我们得到以下结论:1.生产过程中存在失误,导致产品的尺寸超出了规定的公差范围;2.在质量检查的过程中,检验员没有对产品进行充分的检查和测试。
五、纠正措施的开发:针对以上问题原因,我们制定了以下纠正措施:1.重新设计并认证生产工艺,确保生产过程中不会产生超出公差范围的尺寸偏差;2.加强员工的培训和教育,提高员工的技能和意识,确保每一件产品都经过严格的检查和测试。
六、纠正措施的执行:1.对生产工艺进行重新设计和认证;2.对所有员工进行培训和教育,强调质量的重要性和严格的测试标准;3.加强对产品的质量检验和测试。
4.建立起有效的反馈机制,及时获取客户的反馈信息,确保问题得到及时地纠正和修正。
七、措施效果的核查:1.建立起完善的纪录和档案,记录下每一件产品的生产过程和检测结果;2.不定期地组织产品质量的抽样检测;3.及时收集并分析客户的反馈信息,判断纠正措施的效果是否达到预期。
八、经验总结:1.认真对待客户提出的问题,及时采取措施解决;2.及时建立起有效的反馈机制,及时收集并分析客户的反馈信息;3.加强对员工的培训和教育,提高员工的技能和意识;4.建立起严格的产品检验和测试制度,确保每一批产品都经过严格的质量检验和测试。
注:本文纯属虚构,仅用于8D报告的范本演示,不代表任何实际情况。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
将此问题点针对所有产品水平展开对策确认 9 证据清单,小组祝贺 组长:
报告编写者:
部门: QA
更新日期:
关闭日期:
电话: 审核:
成员确认 批准:
作业规范:关于中途停机后再次生产时,如何做出确认,未有明确要求规定,导致停机后生产产品异常未得到控制
5 原因分析
潜在原因:产品缺料
流出原因:
Why1:产品注塑未饱和
Why1:不良品未及时发现
Why2:射嘴冷料导致料温过低
Why2:员工未按《外观检验标准指导书》中所要求的检
Why3:中途停机时间过长
验项目对产品进行 100%自检。
Why4:设备出现异常报警时,调试人员未及时前来处理且对调试品未及时隔离
Why3:员工对产品各检验要求未重视,导致未做逐一检查
Why5:管理不到位
Why4:对员工的检验技能没有进行定期考核
Why5:管理人员工作失职(管理意识薄弱)
6 选择和实施永久性纠正措施
责任人 完成日期
1.现场设备制定人员分区管理:A 区、B 区、C 区 -----(详见附件 1)
遏制措施效果验证
验证人
日期
1.产品 100%分选完成
4 寻找和确定根本原因:
1.人员:(未按外观检验指导书规定作业),检验指导书中有明确要求关于产品缺料的检查
2.设备:机床无变更,指定机床 2#
设备异常: 设备中途停机时间过长,射嘴冷料,导致产品缺料
ቤተ መጻሕፍቲ ባይዱ
3..料:物料无变更,A3WG6 本色
4.法:按照规定的参数(成型参数标准卡)和按照操作指导书(指导书中有明确要求不良品区分红盒放置)
问题来源:
1 问题描述: 107-130-169 产品缺料 2 小组成员:
8D 报 告 案 例 样 板
发现日期
表单号:WG-P32-04
序 号:
3 遏制措施
责任人
完成日期
1.客户端的产品进行分选,分选:1000pcs,不良:2pcs 不良品安排退回博得 2.BODE 内部库存 100%进行全检,库存:600pcs 不良 0pcs
7.对现场作业人员的检验技能定期进行考核(现场不良实物识别考核)
----7/28 (见附件 5 员工考核履历)
7 永久性纠正措施效果验证
验证人 日 期
1.在设备异常报警时,立即通知调试人员进行处理,对调试周期进行记录
----7/29 验证(设备报警时员工通知调试员能及时解除报警,将产品单独区分全检处理)
2.针对设备异常报警,作业人员及时通知调试人员前来处理,并将产品进行区分
处理周期:a.在同一负责区域内仅一台设备报警时必须在 10 分钟内将异常处理完毕(包括调试品区分隔离,标识)
b.在同一负责区域内,2 台设备以上出现报警时必须在 30 分钟内处理完毕, ---- 人名 7/28
3.对异常报警时间段产品进行区分标识“中途停机品”,隔离后全检确认,调试品及时放入调试品红盒内.
----7/30 验证 2 台设备均可按要求执行
---人名
2.现场已要求员工在中途停机时放置“中途停机品”标识卡,并将产品隔离全检
---人名
3.员工已进行培训,现场已增加产品工程师每日不定期的抽查确认,不良已控制
---- 人名
4.已增加 GP12 全检确认
----- 人名
8 系统预防措施
责任人
完成日期
---人名 7/28 (见附件 2)
4.在调试检查 OK 后,在正常生产前 5 模产品作报废处理
--- 7/28(见附件 3)
5.将不良图片揭示现场培训员工严格按照外观检验指导书中要求对产品进行自检确认
6.出货前增加 GP12 检查,在检查完成后打上绿点作为全检缺料确认标记 ,3 处标记
----人名 7/28 (见附件 4)