SMT钢网管理作业指导书
SMT作业指导书
4、生产ROHS产品时,注意材料、工具、辅料的管控;
5、作业时请轻拿轻放产品,防止产品碰撞损坏;
6、作业时需戴好防静电手环; 工具辅料
工具/辅料
型号规格
数量
剪刀
1把
双面胶
10MM
1卷
修改
审核
批准
制订:
审核:
批准:
发行日期:
******电子科技有限公司
****** Electronics Co., Ltd
******电子科技有限公司
****** Electronics Co., Ltd
生产作业指导书
品名
通用
Production Working instruction
规格
/
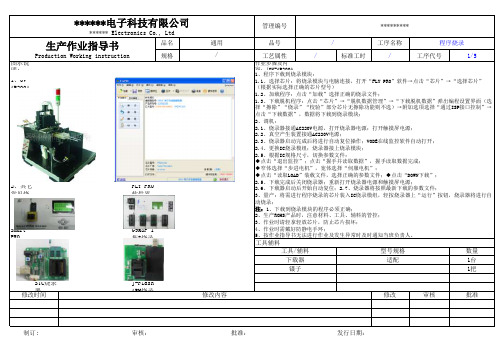
图示说
明:
1、OVAP200A
2、其它 常见烧
Smart PRO
STC烧录 器 修改时间
FLY PRO 软件界
G9M8P 1 拖8烧录
工具辅料 工具/辅料 锡膏/红胶 酒精 白棉碎布
型号规格
修改
审核
数量 1瓶 1瓶 适量
批准
制订:
审核:
批准:
发行日期:
******电子科技有限公司
****** Electronics Co., Ltd
生产作业指导书
品名
通用
Production Working instruction
规格
/
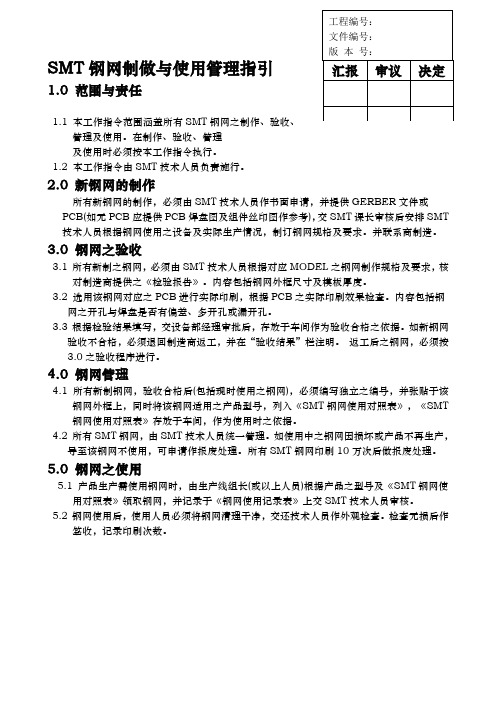
图示说
明:
钢网
PCB
2、标准 印刷图
锡膏需 均匀覆
3、常见 印刷不
印胶的 位胶置量居适 中、成
NG(锡浆 丝印连
NG (焊盘
NG(锡 膏印刷
NG(胶 量太
SMT钢网制做与使用管理指引
1.0 范围与责任1.1 本工作指令范围涵盖所有SMT钢网之制作、验收、管理及使用。
在制作、验收、管理及使用时必须按本工作指令执行。
1.2 本工作指令由SMT技术人员负责施行。
2.0 新钢网的制作所有新钢网的制作,必须由SMT技术人员作书面申请,并提供GERBER文件或PCB(如无PCB应提供PCB焊盘图及组件丝印图作参考),交SMT课长审核后安排SMT 技术人员根据钢网使用之设备及实际生产情况,制订钢网规格及要求。
并联系商制造。
3.0 钢网之验收3.1 所有新制之钢网,必须由SMT技术人员根据对应MODEL之钢网制作规格及要求,核对制造商提供之《检验报告》。
内容包括钢网外框尺寸及模板厚度。
3.2 选用该钢网对应之PCB进行实际印刷,根据PCB之实际印刷效果检查。
内容包括钢网之开孔与焊盘是否有偏差、多开孔或漏开孔。
3.3 根据检验结果填写,交设备部经理审批后,存放于车间作为验收合格之依据。
如新钢网验收不合格,必须退回制造商返工,并在“验收结果”栏注明。
返工后之钢网,必须按3.0之验收程序进行。
4.0 钢网管理4.1 所有新制钢网,验收合格后(包括现时使用之钢网),必须编写独立之编号,并张贴于该钢网外框上,同时将该钢网适用之产品型号,列入《SMT钢网使用对照表》,《SMT 钢网使用对照表》存放于车间,作为使用时之依据。
4.2 所有SMT钢网,由SMT技术人员统一管理。
如使用中之钢网因损坏或产品不再生产,导至该钢网不使用,可申请作报废处理。
所有SMT钢网印刷10万次后做报废处理。
5.0 钢网之使用5.1 产品生产需使用钢网时,由生产线组长(或以上人员)根据产品之型号及《SMT钢网使用对照表》领取钢网,并记录于《钢网使用记录表》上交SMT技术人员审核。
5.2 钢网使用后,使用人员必须将钢网清理干净,交还技术人员作外观检查。
检查无损后作签收,记录印刷次数。
SMT作业指导书

受控章
拟制 审核 批准
梅晶
基准:
《焊膏搅拌机操作作业指 导书 (W-OP1-101) 《PCB使用作业规定》 (EMC-P-T-008) 《印刷制程作业规定》 (EMC-P-T-001) 《清洗作业规定》 (EMC-P-T-002)) 《焊膏使用作业规定》 (EMC-P-T-006) 《刮刀使用作业规定》 (EMC-P-T-007) 《钢网使用作业规定》 (EMC-P-T-010) 《丝印检查标准》 (ST-Q-02)
重点观察细间距器件印刷状态; 0.4MM以下细间距使用2D检测
(测试点如图类型器件)
制作日期 2008.11.05
修定编号
1
3. 按照作业规定添加PCB;每一包至少检查一块PCB有无 明显外观不良。生产结束,未使用完的PCB需要进入干燥箱。 4. 丝印失败的PCB用酒精进行清洗,作业中禁止皮肤接触PCB, 同时清洗时要注意防静电措施。清洗后待清洗液挥发目检PCB通孔无 堵塞 。 组长每班次结束前将清洗板集中使用。 5.印刷中断在30分钟以上时请清洗模板开口部。 6. 完成印刷的PCB需要2小时内经过回流焊接,如超过2小时没有完成焊接判为不良印刷板. 钢网,刮刀生产每8小时清洗1次。 7. 生产中连续20件异常,停线上报处理。 三.作业结束: 1.清扫设备和周围环境; 2.已拆封的PCB清点数量放入干燥箱保存; 3.将钢网上剩余焊膏做报废处理,清点数量;并用钢网超声波清洗机将钢网清洗干净;
AOI
修定编号
1
AOI
受控章 拟制 审核 批准
梅晶
EMC-P-404-F06(REV.2)
SHARP:E557N3-BGA
SMT 作
作
焊膏印刷
业
名
(作业准备)
SMT钢网开刻作业指导书
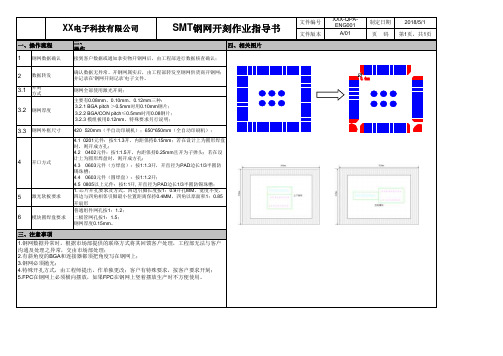
二、操作123.1开刻方式3.23.3456主要有0.08mm 、0.10mm 、0.12mm 三种:3.2.1 BGA pitch >0.5mm 时用0.10mm 钢片;3.2.2 BGA/CON pitch ≤0.5mm 时用0.08钢片;3.2.3 模组板用0.12mm ,特殊要求另行说明;钢网数据确认接到客户数据或通知拿实物开钢网后,由工程部进行数据核查确认;2018/5/1文件版本A/01页 码第1页,共1页文件编号XXX-QPA-ENG001制定日期XX 电子科技有限公司一、操作流程四、相关图片三、注意事项SMT 钢网开刻作业指导书1.钢网数据异常时,根据市场部提供的联络方式将其回馈客户处理,工程部无法与客户沟通及处理之异常,交由市场部处理;2.有斜角度的BGA 和连接器都须把角度写在钢网上;3.钢网必须抛光;4.特殊开孔方式,由工程师提出,作单独更改;客户有特殊要求,按客户要求开刻;5.FPC 在钢网上必须横向摆放,如果FPC 在钢网上竖着摆放生产时不方便使用。
激光软板要求 1. 芯片开孔要求及方式,四边引脚长度按1:0.9开孔MM ,宽度不变,四边与四角相邻引脚最小位置距离保持0.4MM ,四角以原面积1:0.85开扇形模块圆焊盘要求普通组件网孔按1:1.2;二极管网孔按1:1.5;钢网厚度0.15mm 。
钢网外框尺寸420×520mm (半自动印刷机);650*650mm (全自动印刷机);开口方式 4.1 0201元件:按1:1.3开,内距保持0.15mm ;若在设计上为圆形焊盘时,则开成方孔;4.2 0402元件:按1:1.5开,内距保持0.25mm 且开为子弹头;若在设计上为圆形焊盘时,则开成方孔;4.3 0603元件(方焊盘):按1:1.3开,开直径为PAD 边长1/3半圆防锡珠槽;4.4 0603元件(圆焊盘):按1:1.2开;4.5 0805以上元件:按1:1开, 开直径为PAD 边长1/3半圆防锡珠槽;数据转发确认数据无异常、开钢网属实后,由工程部转发至钢网供货商开钢网;并记录在‘钢网开刻记录’电子文件。
SMT作业指导书
根据机器站位所 对应的信息,把 装好的飞达的料 装入对应的站位 内,料盘的编码 要和机器一致, 否则要经过IPQC 确认方可上机生 产
最后,一定要把锁紧装置推 到前面去,锁紧飞达固定在 机器上
2mm
生产前一定要确认飞 达是否锁紧,如图所 有飞达都必须在同一 条直线上,否则将会 使机器受到严重损伤!
变更内容
规格
用量
二、操作内容:
2.眼睛不可以直接对着贴片机出口看
1
镊子
1PCS
2.1、调轨道宽度;
3.发现问题要及时通知技术人员和前工程改善
2
手指套
3PCS
2.2,检查印刷,和贴片状态;
4.贴片完的基板要及时放入回流炉内,不可在空气中超过2H
3
静电手套
1PCS
2.3、过炉;
5.清尾散料手贴件,要经IPCQ确认,且在零件旁打点做标识
4
静电手环
1PCS
RoHS
5
6
2mm
宽
窄
用手轮调整轨道 宽度,逆时针为 宽,顺时针为窄
轨道宽度根据基板 调整,间隙至少在 2MM
贴片完成的基板,按 从上到下,从左到右, 从小到大的依次顺序, 目检,标准详见《贴 片工艺标准》和《印 刷工艺标准》
<5CM
如有手贴零件,要用 镊子夹住,贴在基板 上,不可用手直接贴 零件。有极性零件要 注意极性,标准详见 《贴片工艺标准》 《贴片工艺标准》
仪 器、设 备、工 具、物 料、辅 料
1.1、电源正常开起
1.回流焊所有可活动处,不可用手去触摸
NO
物料编码
物料名称
规格
用量
二、操作内容:
2.机器没有到达设定温度不可过炉
SMT钢网制作 使用管理规定
本文件非经公司准许不得私自翻印文件编号: EN-WI-029 系统名称:作业指导书主题:SMT 钢网制作、使用管理规定页次第1页共6页版本 A11.目的:规范SMT 钢网制作,使SMT 钢网制作有章可循;规范钢网的使用和管理,提高工作效率。
规范SMT 刮刀的管理及使用,提高工作效率. 2.适用范围:SMT 车间的所有工程人员、设备理员、生产线印刷员、品质部IPQC 、PMC 部仓库。
3.定义:无。
4.参考文件:无。
5.工作职责: 5.1 PMC 部:5.1.1负责开新产品导入会,在生产前8小时提供新的PCB 空板或者“Gerber,File ”给SMT 工程,同时提供样板并说明制作工艺要求;当钢网为客供时由PMC 通知SMT 退领钢网到仓库。
5.2.2 PMC 设备仓:当钢网为客供时,SMT 收到PMC 退或领钢网通知后,钢网管理员及PIE 确认无误后将钢网退至PMC 仓库或领入SMT ,由打单员打《退仓单》退领。
5.2 SMT 部:5.2.1 负责填写钢网制作要求,以及对供应商的送货进行检验是否合格。
5.2.2 SMT 钢网管理员:负责对钢网的编号,《钢网型号一览表》的制作,并及时更新钢网一览表。
(如是ROHS 必须贴上ROHS 标签)负责用确认新制作或回收钢网/刮刀(刮刀不用测试张力)时清洗效果及张力的检测,确认OK 的将钢网按编号朝外的方向统一放置,OK 的刮刀放入到刮刀专用盒中.负责对刮刀编号及确认.5.2.3 SMT 工程师:监督SMT 钢网/刮刀的使用管理,并按生产情况对不良或报废钢网做鉴定后报告SMT 主管,由主管负责申请制作。
5.2.4 SMT 技术员:负责对钢网/刮刀的领退并监督产线使用及回收的确认. 5.3 品质部:负责SMT 各人员的钢网/刮刀的使用管理执行情况的监督。
5.4 SMT 部生产科:负责在线钢网/刮刀的管理和停产时钢网的清洁。
6.内容:6.1 钢网制作:6.1.1 SMT 钢网制作时需在钢网上刻我司的标志“ 金众’’。
SMT钢网管理规则
3、清洗方法:
*用擦拭纸或碎布沾上抹机水或酒精从正反面同时擦洗网面,再用气枪吹通网孔。
*用碎布沾抹机水或酒精去除收锡刀和钢网架上的锡膏。
5.6钢网保管方法:
*钢网使用后须放回指定位置横着保管,钢网之NO.和保管柜之NO.是否一致。
*钢网报废后须以报废之钢网另行保管或退回给供应商回收处理。
6.5钢网入库检验记录表FM0211AC
6.6每周钢网张力测试记录表FM0221AC
6.7机种上线前钢网张力测试记录表FM0331AC
7参考文件:
7.1钢网张力测试管理规则
7.2锡膏厚度检测管理规则
8附录:无
钢网制作
供应商依据提供的资料及钢网制作要求制作。
NG
检验
供应商附各类型零件开孔数据。
SMT工程师依据供应商提供之开孔数据检验钢网,检验结果记录《SMT钢网入库检验表》
检验工具:检验平台、10倍刻度放大镜。
OK
签收
验收合格之钢网编号后放入钢网柜存放以备生产。
5.2钢网检验
5.2.1检查钢网型号是否正确。
1、确认钢网入库机种名,模型和实际事项是否一致,一般规格,尺寸:550*650mm(横*竖)。420*520mm或730mm*730mm。
2、钢网入库时,确认网面是否有破损,张力是否已测试等,确认后须于钢网柜,钢网入库前条码由生管贴。
3、产品钢网标签样板:
钢网编号
客户名称
机种名称
PCB料号
PCB模号
制订:日期:2010-4-1
审核:日期:2010-4-2
批准:日期:2010-4-2
版本
修改原因/修改内容
生效日期
SMT钢网管理规范
至印刷钢板四周之测试点(1).(2).(3).(4)及钢板正中心位置(5),测试点距网框距离为
15CM,具体如图:
5.3.4.3 张力量测的标准:新钢板张力的平均值大于等于 40N; 使用中的钢板五点的张力平
均值不能小于 35N,中心点的张力不能小于 28N。
备注:边上四点:请不要量在孔壁及刮刀刮过的区域,中间的第五点量测请尽量不要放在
日期 版本/版次
修订内容
制表 审核 批准
测试记录标签上。
5.2.2 钢板使用中确认项目:由钢板管理员确认钢板张力是否足够;所归还的每片钢板是否清洗干净、 损坏变形,确认累计产量有无真实填写.,Mark 点有无变形或磨损(判断的标示按验收窗体),钢板所贴 标签有无掉落,检验作业标准书请参照 SMT 生产线作业规范表.IPQC 每天进行抽检钢板的如实状况, 如有问题速反应责任单位。
清洗机上清洗。清洗机上面要标有无铅的标示, 无铅与有铅归还的钢板必须要分开放置. 5.1.4 钢板要报废由钢板管理员填写钢板使用记录表。 钢板使用相关规定: 5.2.1 钢板进厂验收 Ok 后需由钢板管理员贴钢板标示:钢板名称、位置编号、版本标签、 条形码累计产量、实际张力值于钢板上,具体标签及贴法如下图:4.7.3 图(1) 具体标签如下:
没有电抛光,孔壁有严重毛刺且成剧齿状。 验收凸点的标准:小于 0.018mm 电抛光效果 NG,孔壁有轻度毛刺。 开孔的长宽标准:允许正负 0.010mm
电抛光效果 OK 孔壁光滑无毛刺
5.4.8 对于新开制的钢板要做新钢板质量记录表落实钢板质量。
5.4.9 钢板开孔规定: 5.4.9.1 对于特别客户需求,不打零件的地方,钢板不开孔.那钢板的制作是根据 ECN 的变 更有无增减零件, 来确认是否需要重开钢板.,只要 BOM 有增减,,将做新钢板,版本就 变更一次,以前之版本的钢板就报废。确认时是用 BOM 把打零件的位置坐标,用软件转 成 GERBER 档案,这时用 GERBER 文件进行比对,找出打零件的地方与不打零件的地方进 行确认。 5.4.9.2 厂内一般的情况下,钢板开孔小零件全部都是开出来的,如(电阻、电容、电 感、三脚晶体等),不要开孔的部分是 BOM 里面此零件不打如(IC、MOS)及共享焊盘不 打零件部分,ME 需记录于钢板需求表, 在 ECN 变更时 ME 工程师做确认后方可使用。如 需重新开制钢板, 则版本需变更一次, 以前版本的钢板报废. 6. 相应表格 钢板验收记录表、钢板使用记录表
SMT钢网制作、使用及管理规范
SMT钢网制作、使用及管理规范1.目的:规范钢网的制作、使用及管理,保证印刷质量。
2.适用范围:适用公司 SMT所有钢网制作、使用及管理。
3.权责:3.1 SMT工程部3.1.1 负责钢网的申请购买、制作、验收确认、编号、建档、存放管理、报废处理。
3.1.2 按本规范设计制作、验收、使用和管理钢网。
3.1.3 负责指导印刷位作业员正确使用钢网。
3.1.4 对钢网出现异常时的及时处理。
3.1.5 负责接收钢网供应商的制作钢网和回传开孔数据。
3.1.6负责回收报废钢网,实时对报废钢网进行处理。
3.2 SMT生产部3.2.1 负责根据生产计划需要领取对应机型的钢网。
3.2.2 负责钢网的正确使用和清洁维护。
3.2.2 钢网在使用过程中出现异常时需立即反馈工程师确认处理。
3.2.3 生产过程印刷位作业员需按该机型的SOP要求进行钢网底部擦试,并填写钢网手工擦试记录。
3.3货仓3.3.1 负责钢网的收货及入库管理。
3.3.2 负责检验钢网数量及型号与申请数量及型号是否相符,检查外包装是否完好。
3.4 SMT 品质部3.4.1 负责监督SMT工程、SMT生产及货仓按本管理规范进行作业。
3.4.2 负责监督检查所有钢网验收、使用管理及报废作业实施和记录。
3.4.3 监督SMT生产部员工有无按规定进行人工擦网,并记录在相应的表格内。
4.程序内容:4.1钢网的制作4.1.1 SMT工程部根据客户产品订单信息、PMC计划产出及出货要求,确定钢网制作的数量和交付时间。
4.1.2 SMT工程部根据产品的工艺特性和客户的特殊要求,确定钢网制作的工艺和开孔要求。
4.1.3 SMT工程部工程师需向钢网供应商提供,对应机型的钢网制作说明、产品位号图、GERBER文件、拼板图及PCB实板 1panel(有必要时提供开孔参考文件)给到钢网供应商制作钢网。
4.1.4SMT生产用所有机型钢网开孔设计要求以《SMT钢网开孔设计规范》为准。
SMT作业指导书
篇一:smt作业指导书实例smt技术手册目錄.................................................. 1 1. 目的.................................................. 2 2. 範圍.................................................. 2 3. smt簡介............................................... 2 4. 常見問題原因與對策.................................... 15 5. smt外觀檢驗........................................... 21 6. 注意事項: ............................................. 23 7. 測驗題: .. (24)篇二:smt作业指导书苏州耀新机电有限公司作业指导书作业指导书篇三:smt工厂中作业指导书的改善smt工厂中作业指导书的改善在smt工厂的管理中,对于如何保证生产产品的质量并且维持生产线高效、有序的生产是非常重要的。
要做到这一点,除了性能优异的设备、辅助工具等相关硬件设施之外,还与工厂操作人员的操作技能,规范作业有很大的关系。
因此,这就需要工厂能够在相应工位上制定出符合工位要求的作业指导书,并且要求每个操作人员严格按照作业指导书上规定的内容进行作业,这对于新建的smt工厂来讲是最重要的。
这是因为一份合理的作业指导书不但能够规范作业内容,而且减少或者避免人的因素对品质的影响,达到稳定产品品质的目的,可以说是工厂品质改善的基础。
那么,对于smt生产车间来讲,一份完整的作业指导书需要包含哪些内容,用什么样的方法去阐述作业内容,以便于作业人员看懂,并按照要求准确无误的作业呢?在此,结合我在工作中开展的实际案例,来和大家探讨这方面的改善课题。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1. 目的
建立SMT 用钢网管理规范,确保钢网品质,提高钢网使用寿命。
2. 范围
适用于本公司SMT 印刷钢网。
3. 内容
3.1钢网请购
3.1.1制程工程人员接获NPI 发之BOM 钢网文件,零件位置图,并由市场部,NPI 确认生产排 程,填
写申购单,经核准后交采购;通知钢板制造厂商开制新钢板。
3.2钢网验收
3.2.1钢网包装箱清点项目 3.2.1.1 钢网出厂检验报告。
3.2.1.2钢网开孔位置的菲林片。
3.2.1.3 钢网及标识。
3.2.2钢网厚度检测
3.2.2.1把钢网放置于锡膏高度测试仪上,使其与工作台面紧密接触。
3.2.2.2 用一张白纸放置于钢网网孔位置下面。
3.2.2.3选用QFP 管脚位置为测量点,按照测量锡膏高度的方法测量出钢网的厚度,钢网厚 度差应为
设定厚度土 0.5mils 。
3.3钢网印刷试验
3.3.1用10PCS 进行试验印刷,并测量锡膏厚度。
3.3.2要求每次印刷的锡膏厚度都在控制范围之内。
3.3.3若印刷面积与PCB 焊盘面积有差异,请于制程工程人员确认。
文件类别
三阶文件
SMT 钢网管理作业指导书
文件编号: 版本:A 修正次数:0 页次:2/5 生效日期:
文件类别
文件编号: 版本:A
三阶文件
SMT 钢网管理作业指导书
修正次数:0 页次:3/5 生效日期:
3.4钢网量产试验
341对新钢网进行量产前2000PCS 由工程师现场观察,确认该钢网印刷品质是否符合制程 要求。
3.4.2对在印刷过程中的问题及时提出,由制程工程师会同 ME 解决。
3.5确定为合格钢网后,交于物料房编号保存。
3.6钢网入库
3.6.1验收合格的钢网按下面的规则进行编号。
3.6.2贴钢网标签。
3.6.3入库钢网必须清洗干净后放入钢网储存区或放置车所对应的序号位上。
3.6.4验收合格的钢板按以下规则编号:
•版次
----------------- ►客户代码
3.7钢板领用:
3.7.1操作员根据生产计划领用钢网。
3.7.2须填写《钢网进出管制表》,经制程工程师确认后方可上线使用 3.7.3使用后的钢网必须清洁后放回钢网储存区或放置车。
3.7.4除正常使用的之外,钢网所处的状态必须标明. 3.8钢网清洁
(A ,B ,C ……)
阴阳板,N:单面板)
文件类别
三阶文件SMT钢网管理作业指导
书文件编号:版本:A 修正次数:0
页次:5/5 生效日期:
责任人SMT 工程,采购SMT 工程
SMT物料SMT 生产线
钢网管理流程图
流程
N
O。