折弯系数
折弯系数、重量

一般铁板0.5—4MM之内的都是A+B-1.6T。
(A,B代表的是折弯的长度,T就是板厚)例如用2.5mm的铁板折180mm*180mm的直角,那么你下的料长就是180mm+180mm再减去2.5mm*1.6也就是4mm就好了,也就是356mm钣金展开图的计算是要用一个系数来计算的,这个系数一般都用1.645!计算方法是工件的外形尺寸相加,再减去1.645*板厚*弯的个数,例如,折一个40*60的槽钢用板厚3的冷板折,那么计算方法就是40+40+60(外形尺寸相加)—1.645(系数)*3(板厚)*2(弯的个数)=130.13(下料尺寸)一般6毫米之内都是这样计算的了展开的计算法板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关, 当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小, 折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用λ表示. 展开的基本公式:展开长度=料内+料内+补偿量一般折弯:(R=0, θ=90°)L=A+B+K0.3时, K=0≤T'1. 当02. 对于铁材:(如GI,SGCC,SECC,CRS,SPTE, SUS等)1.5时, K=0.4T'T'a. 当0.32.5时, K=0.35T'T≤b. 当1.52.5时, K=0.3T/c. 当T3. 对于其它有色金属材料如AL,CU:0.3时,∃当T K=0.5T2.0时, 按R=0处理.≤注: R一般折弯(R≠0 θ=90°)L=A+B+KK值取中性层弧长1.5 时'1. 当T λ=0.5T1.5时/2. 当T λ=0.4T一般折弯(R=0 θ≠90°)L=A+B+K’0.3 时≤1. 当T K’=00.3时∃2. 当T /90)*KυK’=(注: K为90∘时的补偿量一般折弯(R≠0 θ≠90°)L=A+B+K1.5 时'1. 当T λ=0.5T1.5时/2. 当T λ=0.4TK值取中性层弧长2.0, 且用折刀加工时, 则按R=0来计算, A、B依倒零角后的直边长度取值'注: 当RZ折1(直边段差).5T时, 分两次成型时,按两个90°折弯计算/1. 当H5T时, 一次成型, L=A+B+K'2. 当HK值依附件中参数取值Z折2(非平行直边段差).展开方法与平行直边Z折方法相同(如上栏),高度H取值见图示Z折3(斜边段差).2T时'1. 当H当θ≤70∘时,按Z折1(直边段差)的方式计算, 即:ϕ展开长度=展开前总长度+K (此时K=0.2)当θκ>70∘时完全按Z折1(直边段差)的方式计算2T时, 按两段折弯展开(R=0 θ≠90°)./2. 当HZ折4(过渡段为两圆弧相切):1. H≤2T 段差过渡处为非直线段为两圆弧相切展开时,则取两圆弧相切点处作垂线,以保证固定边尺寸偏移以一个料厚处理,然后按Z折1(直边段差)方式展开2. H>2T,请示后再行处理抽孔抽孔尺寸计算原理为体积不变原理,即抽孔前后材料体积不变;一般抽孔,按下列公式计算, 式中参数见右图(设预冲孔为X, 并加上修正系数–0.1):1. 若抽孔为抽牙孔(抽孔后攻牙), 则S按下列原则取值:T≤0.5时取S=100%T0.5<T<0.8时取S=70%TT≥0.8时取S=65%T一般常见抽牙预冲孔按附件一取值2. 若抽孔用来铆合, 则取S=50%T, H=T+T’+0.4 (注: T’是与之相铆合的板厚, 抽孔与色拉孔之间隙为单边0.10~0.15)3. 若原图中抽孔未作任何标识与标注, 则保证抽孔后内外径尺寸;4. 当预冲孔径计算值小于1.0时, 一律取1.0反折压平L= A+B-0.4T1. 压平的时候,可视实际的情况考虑是否在折弯前压线,压线位置为折弯变形区中部;2. 反折压平一般分两步进行V折30°反折压平故在作展开图折弯线时, 须按30°折弯线画, 如图所示:N折1. 当N折加工方式为垫片反折压平, 则按L=A+B+K 计算, K值依附件中参数取值.2. 当N折以其它方式加工时, 展开算法参见―一般折弯(R≠0 θ≠90°)‖3. 如果折弯处为直边(H段),则按两次折弯成形计算:L=A+B+H+2K (K=90∘展开系数)备注:a.标注公差的尺寸设计值:取上下极限尺寸的中间值作设计标准值.b.对于方形抽孔和外部包角的展开,其角部的处理方法参照<产品展开工艺处理标准>,其直壁部分按90°折弯展开1020*1420*10 镀锌钢板密度是多少?尺寸均以毫米计算问题补充:重量是多少最佳答案镀锌钢板密度是:7.85吨/m3也就是说 1.0mm板厚1平米重7.85Kg0.75mm板厚1平米重5.8875Kg。
折弯系数和展开系数的关系

折弯系数和展开系数的关系好嘞,今天咱们来聊聊“折弯系数”和“展开系数”这俩听起来高大上的名词。
其实,它们就像咱们生活中的调料,虽然不常见,但一旦用上,味道立马提升好几个档次!首先,折弯系数是用来衡量材料在折弯时的性能的,简单点说,就是看看这东西在被折的时候,能不能撑得住,或者说它会不会变形,变得一团糟。
展开系数呢,顾名思义,就是材料展开后,能覆盖的面积或展现的形状,像是在给材料的“身材”做个评估。
想象一下,你正在厨房忙碌,准备做个美味的饺子。
你把面团擀开,就像展开系数在发挥作用一样,把面皮展现得大大的一片。
可是,等你把这面皮包上馅儿,准备给它来个折弯时,折弯系数就登场了。
这时候你得考虑,面皮到底能不能折叠,不然要是面皮撕裂了,那可就得不偿失,饺子也得泡汤。
是不是感觉这俩系数在生活中无处不在?再说说,折弯系数和展开系数的关系。
其实,简单点儿说,它们就像是一对形影不离的好朋友。
你想,要是展开系数特别大,那折弯系数也得跟着蹭蹭蹭上升,才能让咱的材料在使用时更得心应手。
就像是打麻将,牌不好,但牌技好,那也能把场子搅和得热火朝天。
反之,要是展开系数小,折弯系数再高,那材料可能在一折叠的时候就像个软柿子,直接认怂。
说到这儿,咱得稍微专业点。
具体来说,折弯系数和展开系数的关系其实是个数学问题。
折弯系数一般可以通过材料的屈服强度和弹性模量来计算,而展开系数则跟材料的厚度、宽度、长度有关。
要是你脑海里浮现出公式,那就太好了,不过咱今天主要是说个乐子,公式就留给专家们吧!在设计过程中,设计师们通常得把这两者的关系考虑得细致入微。
比如说,如果你在做汽车零件,必须要保证在碰撞时,材料能有效吸收冲击力,这就需要折弯系数高。
而与此同时,展现出美观流线的外形,展开系数也得跟得上。
可以说,这俩家伙就像是材料的双保险,缺一不可。
设计师脑袋里的那张图纸,简直就是个庞大的迷宫,得用这两个系数导航,才能找到最优解!还有啊,咱不能忽略材料的种类。
怎么搞懂折弯系数

怎么搞懂折弯系数
折弯系数是指材料在折弯过程中所承受的变形程度,常用于描述弯曲材料的柔软程度或者刚性程度。
要搞懂折弯系数,可以依照以下步骤进行:
1. 了解基本概念:折弯系数一般是指弹性折弯系数(也称为杨氏模量)或者刚度系数。
弹性折弯系数是弯曲材料在受力下的变形程度,刚度系数是弯曲材料的刚度或者柔软程度。
2. 学习杨氏模量的计算方法:杨氏模量是比较常用的折弯系数指标,它可以通过实验测量或者计算得到。
常用的计算方法包括三点弯曲试验法、四点弯曲试验法、拉伸试验法等等。
3. 了解折弯系数对应的材料特性:不同材料的折弯系数会有所不同,例如金属材料通常具有较高的刚度系数,而塑料材料则通常较为柔软。
学习材料科学知识,了解不同材料的特性对应的折弯系数范围。
4. 参考相关资料和实验数据:可以参考材料科学相关的书籍、论文或者技术手册,查阅相关资料和实验数据,了解不同材料的折弯系数范围和典型数值。
5. 实际应用和实践:通过实际应用和实践,例如进行实验室或者工程实践,在
实际中测量材料的折弯变形情况,将折弯系数与实际应用情况进行对比和分析,进一步理解和搞懂折弯系数的含义和作用。
尽管了解折弯系数是理解材料性质和应用的重要一步,但需要注意的是折弯系数受到多个因素的影响,包括材料的成分、结构和处理方式等。
因此,在实际中应用折弯系数时,需要综合考虑并结合其他相关指标和性质进行评估和分析。
折弯精准计算公式及系数!
折弯精准计算公式及系数!
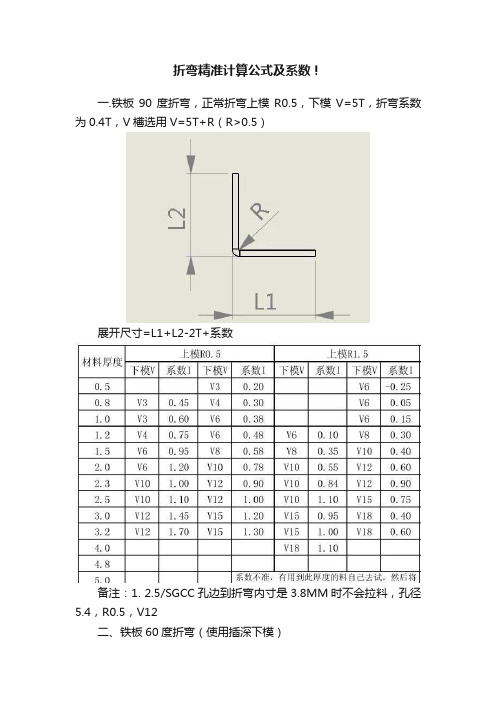
一.铁板90度折弯,正常折弯上模R0.5,下模V=5T,折弯系数为0.4T,V槽选用V=5T+R(R>0.5)
展开尺寸=L1+L2-2T+系数
备注:1. 2.5/SGCC孔边到折弯内寸是3.8MM时不会拉料,孔径
5.4,R0.5,V12
二、铁板60度折弯(使用插深下模)
展开尺寸=L1+L2+系数
三、铁板30度折弯(使用插深下模)
展开尺寸=L1+L2+系数
四、铝板90度折弯,正常折弯上模R0.5,下模V=5T,折弯系数为0.4T,V槽选用V=5T+R(R〉0.5)
展开尺寸=L1+L2-2T+系数
五、铝板60度折弯(使用插深下模)
展开尺寸=L1+L2+系数
六、铝板30度折弯(使用插深下模)
展开尺寸=L1+L2+系数
七、压死边系数(先使用插深下模折小角度,再用压平模压死边)
上图:展开尺寸=L1+L2-0.55T
上图:展开尺寸=L1+L2-0.55T+0.7W(W≤T)
上图:展开尺寸=L1+L2+3.14*(R+m)(2R>T)
T≤2.0,m=0.4T;
2.0<T≤
3.2,m=0.3T;
八、压段差系数
1、当W≥2T时:展开按照两次单折计算;
2、当W<2T、H≥2T时:展开按照两次单折计算;
3、当W<2T、H<2T时:展开尺寸=L+(H-T)*0.7;
4、当W<2T、H=T时:展开尺寸=L+0.15T;。
折弯系数完整版

折弯系数中性层:在绘制钣金展开时,板料中有一层既不伸长又不缩短的一层称为中性层,随板厚的不同中性层的位置是不同的,折弯系数是用来表示这一层位置的参数系数:钢板的产地不同及不同的折弯机,系数有差异,要根据实际情况确定系数先说明一下:1.折弯系数的算法通常以90度折弯来计算的,具体数据取决于折弯机刀槽和所应用钣金材料2.折弯系数包括两个定义(折弯扣除ΔΚ、折弯系数ΔΤ)即两种算法,但无论用哪种算法最后展开值是一致的3.具体算法是:折弯扣除ΔΚ等于外档尺寸相加减去展开长度L;折弯系数ΔΤ等于展开长度L减去内档尺寸之和即设折弯形状为L形,两外档尺寸分别为A、B内档尺寸为a、b展开长度为L料厚为T 则:ΔΚ=A+B-L;ΔΤ=L-(a+b) 推出ΔΚ=2T-ΔΤ4.本人上传一个折弯系数表供大家参考(实际是扣除表)具体值可参考实际更改,此格式不是太成熟,由于工作忙等抽空再做个更人性化的给大家,5.只要将表放到其他系统系数表文件夹里就可看到了,也可放一个固定位置浏览一下就行了6.再声明一下,具体的值要根据自己的折弯机和材料进行试验来确定的,不同厚度的材料扣除值是不同的,同厚度不同刀槽折的值也是不同的,不同材料的值也是不同的上模R角大小:未知V槽口尺寸:一般折弯用的V槽口尺寸为板厚的 8倍计算折弯系数跟材质;折弯半径/板材厚度,V口宽度及上模半径有关4m以下算内层的长度,4m到10m之间算中间层的长度,再以上,应该是中间偏上,就有系数了。
两个办法:1、根据实际结果和计算值,得出这种材料的中间层位置系数。
2、根据截面密度计算理论值,再修正。
1折弯系数确定的重要性在钣金加工中, 对零件展开料计算时, 工艺人员是凭经验确定折弯系数(即消耗量) 的, 不同工艺人员编制的工艺文件, 其确定的折弯系数也不相同。
通过查阅大量的有关钣金加工手册, 也没有查到明确的公式来计算折弯系数, 只能查到不同折弯内圆弧的折弯系数, 而内圆弧与加工工艺方案有关, 使用不同的折弯下模槽宽, 内圆弧也不相同, 从而导致工艺文件上无法确定折弯系数的准确值。
经常使用材料折弯系数表

14
120
150
V25
90
120
150
V32
90
120
150
T
V
一.冷轧钢板SPCC(电镀锌板SECC)
角度
最短尺寸
备注
V40
90
28
120
150
T
V
二.铝板L2Y2材料
最短尺寸
备注
V4
V6
V7
5
V8
V10
7
V12
V14
10
V16
11
V18
13
V20
14
V25
V32
T
V
三、铜板
角度
最短尺寸
备注
90
另一参考
V12
V16
V25
V32
V60
铜板
(R3)
铜板
(R3)
铜板
(R3)
铜板
(R3)
(R4)
铜板
(R4)
铜板
(R4)
铜板
铜板
Z折1 (直邊段差)
1.樣品方式製作展開方式﹕
(1).當H>5 T時﹐分兩次成型﹐按90˚折彎計算
(2)當H<5T時﹐一次成型﹐L=A+B+K
28
120
150
铜板折弯系数
铜板折弯系数
10铜板折弯系数15
12铜板折弯系数17
3.0不锈钢V25系数6
3.0不锈钢V20系数
(超过6的铜排均为用V40的下模弯的系数)
注:以上折弯系数(K)是在折弯内角(R)为左右时的侧量值,当折弯内角改变时,系数改变,一样,内角增大,系数增大。如板厚T=,R=10,V=32时,折弯系数K=左右.当T=时,R=10,V=25时,K=左右。
5mm铁板折弯系数

5mm铁板折弯系数
在我们日常生活中,5mm铁板作为一种常见的金属材料,被广泛应用于各种工程和制造领域。
了解5mm铁板的折弯系数,对我们更好地利用这种材料具有重要意义。
本文将详细介绍5mm铁板的折弯系数,包括其定义、计算方法、应用实例以及影响因素等,帮助大家更好地掌握这一概念。
首先,我们来了解一下5mm铁板的基本特性。
5mm铁板指的是厚度为5毫米的铁板,具有较高的强度和耐磨性。
在金属加工过程中,折弯是一种常见的加工方法。
折弯系数就是用来描述材料在折弯过程中,厚度变化的一个参数。
接下来,我们来了解一下折弯系数的定义和计算方法。
折弯系数通常用符号K表示,计算公式为:K = (厚度变化)/初始厚度。
在实际应用中,5mm铁板的折弯系数会根据不同的折弯角度、折弯半径和材料硬度等因素发生变化。
那么,5mm铁板的折弯系数如何应用呢?下面举一个实例来说明。
假设我们要制作一个弯折角度为90度、折弯半径为R的5mm铁板零件,我们需要先知道该材料的折弯系数K。
然后根据实际需求,计算出折弯后的厚度变化,从而确保零件的设计尺寸和实际加工尺寸相符。
在实际应用中,影响5mm铁板折弯系数的因素有很多,如材料硬度、折弯角度、折弯半径等。
因此,在选择合适的折弯系数时,需要综合考虑这些因素。
一般来说,硬度越高、折弯半径越大,折弯系数就越小。
总之,5mm铁板的折弯系数是一个非常重要的参数,掌握它有助于我们更好地利用这种材料进行加工制造。
在实际应用中,我们需要根据零件的设计
要求、材料的特性和加工条件等因素,合理选择折弯系数,以确保零件的质量和性能。
折弯系数完整版

折弯系数中性层:在绘制钣金展开时,板料中有一层既不伸长又不缩短的一层称为中性层,随板厚的不同中性层的位置是不同的,折弯系数是用来表示这一层位置的参数系数:钢板的产地不同及不同的折弯机,系数有差异,要根据实际情况确定系数先说明一下:1.折弯系数的算法通常以90度折弯来计算的,具体数据取决于折弯机刀槽和所应用钣金材料2.折弯系数包括两个定义(折弯扣除ΔΚ、折弯系数ΔΤ)即两种算法,但无论用哪种算法最后展开值是一致的3.具体算法是:折弯扣除ΔΚ等于外档尺寸相加减去展开长度L;折弯系数ΔΤ等于展开长度L减去内档尺寸之和即设折弯形状为L形,两外档尺寸分别为A、B内档尺寸为a、b展开长度为L料厚为T 则:ΔΚ=A+B-L;ΔΤ=L-(a+b) 推出ΔΚ=2T-ΔΤ4.本人上传一个折弯系数表供大家参考(实际是扣除表)具体值可参考实际更改,此格式不是太成熟,由于工作忙等抽空再做个更人性化的给大家,5.只要将表放到其他系统系数表文件夹里就可看到了,也可放一个固定位置浏览一下就行了6.再声明一下,具体的值要根据自己的折弯机和材料进行试验来确定的,不同厚度的材料扣除值是不同的,同厚度不同刀槽折的值也是不同的,不同材料的值也是不同的上模R角大小:未知V槽口尺寸:一般折弯用的V槽口尺寸为板厚的8倍计算折弯系数跟材质;折弯半径/板材厚度,V口宽度及上模半径有关4m以下算内层的长度,4m到10m之间算中间层的长度,再以上,应该是中间偏上,就有系数了。
两个办法:1、根据实际结果和计算值,得出这种材料的中间层位置系数。
2、根据截面密度计算理论值,再修正。
1折弯系数确定的重要性在钣金加工中, 对零件展开料计算时, 工艺人员是凭经验确定折弯系数(即消耗量) 的, 不同工艺人员编制的工艺文件, 其确定的折弯系数也不相同。
通过查阅大量的有关钣金加工手册, 也没有查到明确的公式来计算折弯系数, 只能查到不同折弯内圆弧的折弯系数, 而内圆弧与加工工艺方案有关, 使用不同的折弯下模槽宽, 内圆弧也不相同, 从而导致工艺文件上无法确定折弯系数的准确值。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SolidWorks 的钣金系数,为什么要用系数,不用扣除,什么情况下用K因子,很多朋友在展开的时候还在用R1 R2等于几来展开,这样做不是不可以,但是由于各家折弯机刀口不同,还有不同的R值对于展开系数控制不同,也会造成展开数值误差大。
我们很多单位所说的系数都是折弯扣除(BD),下面做了个我自己参照实际折弯总结的系数表,以下表中的R实际上都是自然的R,在SolidWorks里设定为R0.1或者R0,这个表格几乎适用于任何角度。
板厚折弯系数(BA)折弯扣除(BD)其他单位扣除
0.5 0.2 1 1.09
0.8 0.2 1.6 1.5
1 0.3 1.9 1.8
1.2 0.4
2.2 2
1.5 0.7
2.5 2.6
2 0.7 3.5 3.5
2.5 1 4.2 4
3 1 5 5
那么有的人可能会问K因子在什么的情况下用?我是在R很大的情况下情况下用或者是客户指定的R情况下用,比如客户非要用R5或者R10,所以我也做了下面这个表格。
适用方法:R除板厚找出相对应的K值,例如需要R是10板厚是2就是10除2等于5,那么他的K值就是0.43.在SW里R就可以填实际R。
展开很准。
1 2 3 4 5 6 7 8 9 10 11-12以上
K因子 0.35 0.375 0.4 0.415 0.43 0.44 0.45 0.46 0.465 0.47 0.5。