0第一章 机械制造技术概论
机械制造技术基础第章概论(1)

1.1.2 切削(qiēxiāo)加工成形运动和切 削(qiēxiāo)用量
背吃刀量 车削时(单位为mm)是工件上待加工表面与
已加工表面间的垂直距离:
式中 ——工件待加工表面的直径,单位为mm;
——工件已加工表面的直径,单位为mm。
合成切削速度 在主运动与进给运动同时(tó ngshí)进行的 情况下,切削刃上任一点的实际切削速度是它们的合成速
第四页,共151页。
第1章 概 论
图1.1 阶梯(jiētī)轴简图
第五页,共151页。
第1章 概 论
1.1 机械加工的基本概念 1.2 机械加工工艺装备 1.3 基准(jīzhǔn)的概念及
其分类 1.4 工件定位的六点定则 1.5 获得加工精度的方法 1.6 实 训 1.7 习 题
1.2.1.1 机床的分类与型号 (xínghào)编制
(1)机床的类别(lè ibié )代号 机床的类别(lèibié )代号用大写的汉语拼音字母表示,如表1.1所示。若
每类又有分类,则在类别(lèibié )代号之前用阿拉伯数字表示。 (2)机床的特性代号 机床的特性代号表示机床所具有的特殊性能,包括通用特性和结构特性,
第二十三页,共151页。
1.2.1.1 机床的分类(fēn lèi)与型 号编制
机床的品种规格繁多,为了便于区别、使用和管理,必须对机床进 行分类,并编制型号。
1. 机床的分类 机床的传统分类方法(fāngfǎ),主要是按加工性质和所用的刀具进
行分类。根据国家制定的机床型号编制方法(fāngfǎ),目前将机床 分为12大类:车床、钻床、镗床、磨床、齿轮加工机床、螺纹加工 机床、铣床、刨插床、拉床、特种加工机床、锯床和其它机床。在 每一类机床中,又按工艺范围、布局形式和结构,分为若干组,每 一组又细分为若干系(系列)。
机械制造技术基础复习资料
机械制造技术基础复习资料机械制造技术基础复习资料第一章第一章 机械制造概论机械制造概论机械制造:从毛坯经过一系列过程成为成品机器的过程。
机械制造:从毛坯经过一系列过程成为成品机器的过程。
生产系统:原材料进厂到产品出厂的整个生产经营管理过程。
生产系统:原材料进厂到产品出厂的整个生产经营管理过程。
制造系统:原材料变为产品的整个生产过程,原材料变为产品的整个生产过程,包括毛坯制造、包括毛坯制造、机械加工装配检测和物料的存 储运输所有的工作。
储运输所有的工作。
储运输所有的工作。
工艺系统:机械加工所使用的机床刀具夹具和工作组成了一个相对独立的系统称为工艺系统机械加工所使用的机床刀具夹具和工作组成了一个相对独立的系统称为工艺系统 生产纲领:企业根据市场需求和自身的生产能力制定生产计划,在计划期内应当生产的产品的产量和进度计划称为生产纲领。
的产量和进度计划称为生产纲领。
生产类型举例说明:生产类型举例说明:大量生产:汽车、手表、手机、由于其产量大且同一类型的产品一样故为大量生产大量生产:汽车、手表、手机、由于其产量大且同一类型的产品一样故为大量生产 成批生产:笔记本电脑、由于其每一阶段的电脑不同,每种电脑均有一定的数量成批生产:笔记本电脑、由于其每一阶段的电脑不同,每种电脑均有一定的数量单件生产:大型机床、水力发电装置,由于其为重型设备,专用设备所以只能进行单件生产。
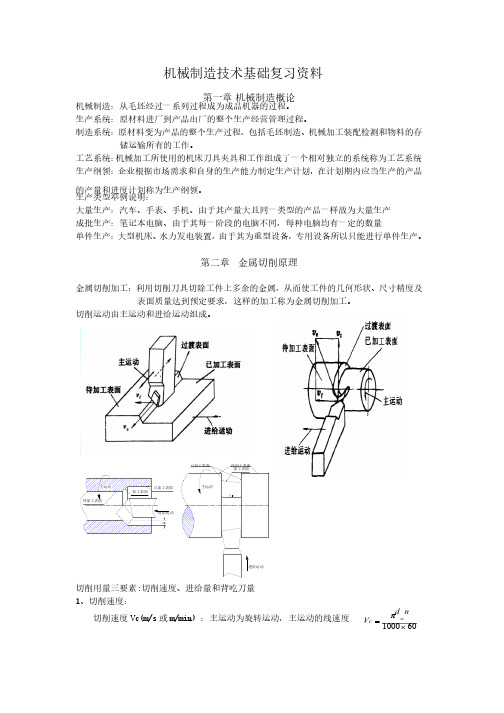
第二章第二章 金属切削原理金属切削原理金属切削加工:利用切削刀具切除工件上多余的金属,利用切削刀具切除工件上多余的金属,从而使工件的几何形状、从而使工件的几何形状、尺寸精度及 表面质量达到预定要求,这样的加工称为金属切削加工。
表面质量达到预定要求,这样的加工称为金属切削加工。
表面质量达到预定要求,这样的加工称为金属切削加工。
切削运动由主运动和进给运动组成。
切削运动由主运动和进给运动组成。
切削用量三要素切削用量三要素::切削速度、进给量和背吃刀量切削速度、进给量和背吃刀量1、切削速度:、切削速度:切削速度Vc(m/s 或m/min) m/min) :主运动为旋转运动,主运动的线速度:主运动为旋转运动,主运动的线速度:主运动为旋转运动,主运动的线速度 601000´=nd V wC p进给运动加工表面待加工表面待加工表面主运动已加工表面加工表面进给运动已加工表面主运动主运动为往复直线运动6010002´=rC Ln V2、进给量:工件或刀具每回转一周时二者沿进给方向相对位移。
第1章 机械制造技术概论

“ 技艺 ” 型生产时代 —— 工业革命开始至 20 世纪初, 机器代替人力成为生产主要方式,但仍以作坊式的单件 生产为主,由于机器精度不高,产品质量主要靠从业人 员的技艺来保证 大批量生产方式( Mass Production ) ——20 世纪初, 福特汽车公司在底特律建立了世界上第一条自动生产 线,标志大批量生产时代的开始 技艺不再重要—— 由于机器精度的提高,加上互换性 原理的推行,加工和装配工作变得简单 大批量生产方式特点 —— 生产周期短,生产效率高, 生产成本低,产品质量好
制造系统特性
结构特性 制造系统可视为若干硬件的集合体。为使硬件充分 发挥效能,必须有软件支持。 硬件
软件
图1-3 制造系统结构特性
9
1.1.3 制造系统
转变特性 主要从技术角度出发,如何使转变过程更有效进行。
原材料 供应者 原材料 库存 零件 加工 零件 库存 转变阶段 图1-4 制造系统的物质流 成品 库存 最终 用户
装配
获取阶段
分配阶段
10
1.1.3 制造系统
压力加工 车身装配 油漆 内部装饰
变速箱装配 锻造 热处理 机械加工
熔化
自动线
发动机装配
发动机试验
浇铸 造型
油漆
机械加工 热处理 驱动桥装配
底盘装配
车身安装 最后试验
压铸
轮胎装配
图1-5 汽车生产物流示意图
11
1.1.3 制造系统
程序特性 程序 —— 一系列按时间和逻辑安排的步骤 制造系统可视为生产离散型产品的工作程序(图1-6)
7
1.1.3 制造系统
制造系统结构
经营管理 财务 市场与销售 研究与开发 生产管理
机械制造技术基础 概论

大量生产
固定不变 金属模机器造型、模锻 专用、自动设备及 自动线 按流水线或自动线排列 高效率的专用夹具 专用刀具量具、自动测量 全部呼唤或分组互换 长时间连续生产 高 低 一般 详细编制
2.生产类型与生产组织方式
单件小批生产往往采用工序集中原则,大批量生产常
采用工序分散原则。大批量生产时,产品开发和大批制造
量稳定,但适应性差,当市场发生变化时转产难。
单件小批生产中常采用通用设备和通用刀具、夹具、 量具等工艺装备,适应性强,但生产效率低,加工质量不 稳定,成本高 。 目前,市场广泛需求的是多品种和小批量生产,而新 的科学技术也不断涌现,因此推动了制造哲理的革新和生 产方式的转变。
产品制造的全过程
市场需 求调研
产品设 计开发 售后服 务回收 产品 销售 产品 制造
“大制造”是将社会资源(物料、能源、设备、信息、人力
广义 等)转化为产品的全过程,是一个综合的系统。
制造系统 是指覆盖产品全生命周期的制造活动所形成的 系统,即设计、制造、装配及市场乃至回收的全过程。
机械制造的根本宗旨 是以最小的资源消耗、最低的 环境污染度,产生最大的社会和经济效益。 按照制造系统的观点来分析处理问题,可取得理想的技 术经济效果—必须以满足市场需求作为战略决策的核心。 优质、高效、低耗随之也增加了新的内涵。 优质不单是产品加工质量好,而是满足市场的质量要求; 高效不单是产品加工效率高,重要的响应市场快,产品更新快; 低耗不仅指产品的成本低,而是企业的综合效益要好;用户不仅购
合作开发 由企业和高校或科研机构合作进行技术开发。由于新
产品开发可能涉及到较广阔的学术领域,需要各种检测设备、实 验设备,需要各类人才进行创新工作,而高校和科研机构在这方 面有比较强的优势。
机械制造技术基础-概论

具体来说: – (1)机械制造基础技术
主导:切削加工。 发展方向:高生产率、高质量。
– (2)超精密及微细加工技术
精密、超精密、纳米加工技术。
机械制造技术的发展过程及 在国民经济中的地位
1.1.1机械制造技术发展过程
(3)自动化制造技术
机械制造技术的发展过程及 在国民经济中的地位
1.1.2 制造业在国民经济中的地位
国民经济的支柱产业,国民经济总收入的60%以上来自制造业,世 界发达国家无不具有强大的制造业。 美国:约1/4人口直接从事制造业,其余人口中又有约半数人所做工 作与制造业有关。 机械制造业是制造业的基础, 是重中之重。 日本由于重视制造业,二次大战后30年时间,发展成为世界经济大 国。 与此相反,美国在一段相当长时间内忽视了制造技术的发展,结果 导致经济衰退,竞争力下降,出现在家电、汽车等行业不敌日本的局 面。直至上世纪80年代初,美国才开始清醒,重新关注制造业的发展 ,至1994年美国汽车产量重新超过日本。
1.2.2
生产类型及其工艺特征
某汽车厂年生产汽车10万辆,汽车发动机生产备品率 10%,废品率1%,求该厂汽车和发动机生产纲领 • 该厂汽车年生产纲领: • Q=100000 • 发动机生产纲领: • N=Qn(1+a)(1+b) • =100000×1×(1+0.1)(1+0.01) • =111100
中批量生产 大批量生产
100~300 300~1000
1000以上
200~500 500~5000
5000以上
500~5000 5000~50000
程序特性 程序 —— 一系列按时间和逻辑安排的步骤 制造系统可视为生产离散型产品的工作程序(图1-6)
第一章 机械制造概论.

界大国的行列。目前,我国电力、钢铁、石油、交 通、矿山等基础工业部门所拥有的机电产品总量中,
约有80%是我国自己制造的,其中6000m电驱动沙
漠钻机已达到国际先进水平,300MW和600MW火电机 组已成为国家电力工业的主要机组。2003年,我国 汽车年产量已达445万辆,机动车产量居世界首位。 许多与人们生活密切相关的机电产品(如电冰箱、
(1)净成形
净成形技术是指由原材料到零件成形后不再加 工(或仅需少量加工)就可用作机械零件的成形技术。 采用净成形技术加工方法不同,所获得的机械零件尺 寸精度、形位精度和表面质量也不尽相同。
一般就是年产量。零件的生产纲领N应当计入备品和
废品的数量,常按下式计算 N = Q n ( 1 + a ) ( 1 + b ) 式中Q——产品的年产量(生产纲领); n——每台产品中该零件的数量;
a、b——零件生产备品率( % )、废品率( % )。
2.生产类型
生产纲领的大小决定了产品(或零件)的生产类型,
国、日本、德国的4%~5%;第三,企业对市场需求的快
速响应能力不高,我国新产品开发的周期平均为18个月,
而美、日、德等工业发达国家的新产品开发周期平均为
4~6个月;第四,具有自主知识产权的高新技术的机电产 品少,主要机械产品的技术来源的57%来自国外,大多数 电子通信设备的核心技术仍然依赖进口。
今后一段时期,我国机械工业的主要任务是:① 加快发展国计民生、涉及国家经济安全且对工业结构
生产方式作为现代工业生产的一个重要特征,对人 类社会的经济发展、社会结构、文化教育以及生活 方式等,产生了深刻的影响。
20世纪 60年代,随着市场竞争的加剧,大规模 生产方式面临新的挑战。制造企业的生产方式开始
《机械制造技术概论》课件
特种加工具有加工精度高、适 应性强、可加工复杂结构等特 点,广泛应用于航空、航天、
微电子等领域。
精密加工与超精密加工
精密加工是指利用高精度机床和 工具对工件进行高精度加工的方 法,其加工精度通常在微米级以
下。
超精密加工是指利用极细的工具 和极高的切削速度对工件进行超 精密切削的方法,其加工精度可
特点
机械制造技术具有高度的综合性,涉及多个学科领域,如材料科学、力学、热学、化学等;同时,机械制造技 术也是高度实践性的技术,需要在生产实践中不断发展和完善。
机械制造技术的发展历程
古代机械制造技术
古代的机械制造技术主要依靠手工艺和简单的工具,如青铜器、铁器等。
近代机械制造技术
随着工业革命的兴起,机械制造技术逐渐向大规模生产和自动化方向发展,出现了各种机 床和加工中心。
数控机床主要由数控装置、伺服系统 、机床本体、测量系统等部分组成。
自动化生产线与工业机器人
1 2
自动化生产线的定义
自动化生产线是指通过自动化技术实现生产过程 的连续性和自动化,提高生产效率和产品质量的 生产线。
工业机器人的定义
工业机器人是一种能够自动执行任务的机器系统 ,可进行搬运、装配、检测等作业。
3
工业机器人的应用
工业机器人在自动化生产线上扮演着重要的角色 ,可提高生产效率、降低劳动强度、保证产品质 量。
刀具、夹具与测量器具
刀具的定义
刀具是机械制造过程中用于切削 加工的工具,具有高速旋转的切 削刃和切削部分。
夹具的定义
夹具是用于固定加工对象的工具 ,可保证加工对象在加工过程中 的位置精度和稳定性。
金属切削机床的特点
金属切削机床具有高精度、高效率、高可靠性的特点,是机械制造 过程中不可或缺的重要设备。
第一章 机械制造概论

1.2 制造过程与生产组织
思考题与练习
1.1 机械产品的开发与构成
1.1.1 机械产品的开发
产品开发的意义 新产品开发的决策 新产品开发的方式 新产品开发的步骤 产品开发的技术手段
1.1.2 机械产品的构成
机械产品的构成 组成产品的各个部分应当具有充分发挥其性能的最佳形
计、技术准备、生产计划、毛坯制造、机械加工、热处理、 装配、质量检验以及储运等工艺过程 ▪ 工艺过程的分类:铸造、锻造焊接、机械加工、热处理、 装配等。 ▪ 制造过程的物料流、信息流、能量流及人与设备构成了机 械制造系统,如图1-4所示。 ▪ 图1-5 所示大概说明了分别采用不同的工序制造车身、发 动机等,再将其装配成汽车的过程。
力的作用来实现的加工方法。
▪ 常见的切削加工方法:车削、铣削、刨削、
磨削等。
▪ 切削过程中现象:力、热、变形、振动、磨损
等。
⑵材料成形工艺( Δm=0 )
▪ 材料成形工艺方法多利用模型使原材料形成毛坯 或零件。
▪ 服务于成形工艺方法的模具制造精度一般要求较 高,其生产往往是单件生产方式,加工量大。
快速成形技术
▪ 快速原型制造(rapid photograph manufacturing — RPM),又称“快速成形技术”( rapid photograph — RP)或“分层制造”(layer manufacturing — LM), 是20世纪80年代后期迅速发展起来的一种新型制造技术
▪ 它将计算机辅助设计(CAD)、计算机辅助制造(CAM)、 计算机数控(CNC)、精密伺服驱动、新材料等先进技术 集于一体,依据计算机上构成的产品三维设计模型,对其 进行分层切片,得到各层截面的轮廓