Tribology
润滑名词解释

(29)油雾润滑(Oil-mist Lubrication) (30)喷射润滑 (Lubricant Spattering or Oil Jet Lubrication) (31)油/气润滑 (Aerosol Lubrication)
润滑剂与一定压力的压缩空气在喷射阀混合后射向润滑点的润滑方式。
压缩空气与油液混合后呈油/气—微细油滴或颗粒状送向润滑点的润滑方式。 又 称气溶胶润滑。
(Fatigue Wear) 裂缝并分离出磨粒或碎片而剥落,形成凹坑而引起的磨损。又称点蚀(Pitting)。 (5)腐蚀磨损 (Corrosive Wear) (6)微动磨损 (Fretting) (7)轻微磨损 (Mild Wear) (8)严重磨损 (Severe Wear) (9)正常磨损 (Normal Wear) (10)材料转移 (Pick-up or Transfer) (11)涂抹 (Smearing) (12)擦伤 (Scratching) (13)刮伤 (Scoring) (14)胶合 两摩擦表面发生固相“焊合”而引起的局部损伤,但没有发生局部表面熔合。 与“擦伤”相同原因形成的严重擦痕,又称划伤。 由摩擦表面局部固相“焊合”或磨料磨损而引起沿滑动方向形成的微小擦痕或“犁痕”。 摩擦副一表面上的材料发生转移,并以薄层重新涂敷到一或两表面上。 由于在滑动或滚动界面的强粘附力而使材料由一表面转移到另一表面上的现象。 设计允许范围内的磨损。 磨屑为较大的碎片或颗粒的磨损。有时用来表示已达到塑性接触下的磨损。 两接触表面作微振幅重复摆动所引起的磨损。微动磨损是一种微动疲劳与微动腐蚀并存的复合式磨 损。 磨屑非常细小的磨损。有时用来表示弹性接触下的磨损。 金属表面在摩擦过程中与周围介质在化学与电化学反应作用下产生的磨损过程。
摩擦.磨损.润滑及润滑剂概论
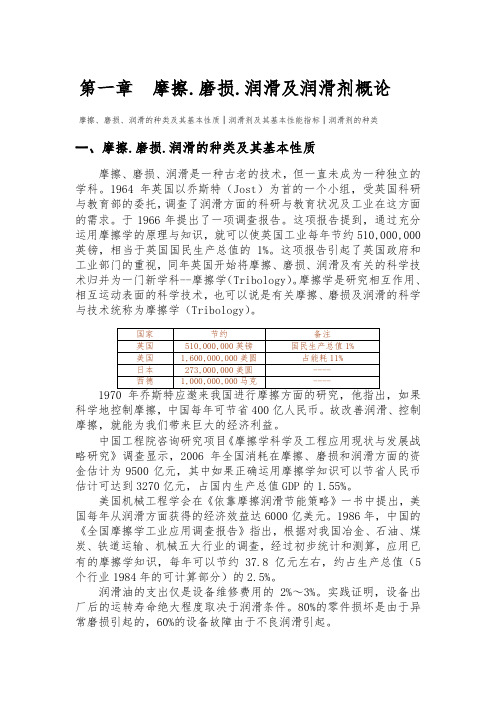
第一章摩擦.磨损.润滑及润滑剂概论摩擦、磨损、润滑的种类及其基本性质│润滑剂及其基本性能指标│润滑剂的种类一、摩擦.磨损.润滑的种类及其基本性质摩擦、磨损、润滑是一种古老的技术,但一直未成为一种独立的学科。
1964年英国以乔斯特(Jost)为首的一个小组,受英国科研与教育部的委托,调查了润滑方面的科研与教育状况及工业在这方面的需求。
于1966年提出了一项调查报告。
这项报告提到,通过充分运用摩擦学的原理与知识,就可以使英国工业每年节约510,000,000英镑,相当于英国国民生产总值的1%。
这项报告引起了英国政府和工业部门的重视,同年英国开始将摩擦、磨损、润滑及有关的科学技术归并为一门新学科--摩擦学(Tribology)。
摩擦学是研究相互作用、相互运动表面的科学技术,也可以说是有关摩擦、磨损及润滑的科学与技术统称为摩擦学(Tribology)。
科学地控制摩擦,中国每年可节省400亿人民币。
故改善润滑、控制摩擦,就能为我们带来巨大的经济利益。
中国工程院咨询研究项目《摩擦学科学及工程应用现状与发展战略研究》调查显示,2006年全国消耗在摩擦、磨损和润滑方面的资金估计为9500亿元,其中如果正确运用摩擦学知识可以节省人民币估计可达到3270亿元,占国内生产总值GDP的1.55%。
美国机械工程学会在《依靠摩擦润滑节能策略》一书中提出,美国每年从润滑方面获得的经济效益达6000亿美元。
1986年,中国的《全国摩擦学工业应用调查报告》指出,根据对我国冶金、石油、煤炭、铁道运输、机械五大行业的调查,经过初步统计和测算,应用已有的摩擦学知识,每年可以节约37.8亿元左右,约占生产总值(5个行业1984年的可计算部分)的2.5%。
润滑油的支出仅是设备维修费用的2%~3%。
实践证明,设备出厂后的运转寿命绝大程度取决于润滑条件。
80%的零件损坏是由于异常磨损引起的,60%的设备故障由于不良润滑引起。
中国每1000美元产值消耗一次性能源(折合石油)为日本的5.6倍,电力为日本的2.77倍,润滑油耗量为日本的3.79倍。
ansys磨损计算
ansys磨损计算
在ANSYS中进行磨损计算通常涉及材料科学和工程分析的领域。
ANSYS提供了一些工具和模块,可用于模拟和分析材料的磨损过程。
以下是一些常见的ANSYS模块和方法,可用于磨损计算:
1.ANSYS Mechanical:
磨损分析:ANSYS Mechanical可以进行接触力、摩擦力和材料损耗的分析。
通过模拟材料表面的接触和运动,来评估摩擦损耗和磨损情况。
2.ANSYS Tribology:
润滑和磨损分析:该模块专注于摩擦学和磨损的模拟,可以分析各种润滑条件下的材料磨损情况,考虑润滑油膜、摩擦表面接触和材料损耗等因素。
3.ANSYS Fluent:
流体动力学模拟:对于涉及流体中颗粒运动的情况,如颗粒床、颗粒悬浮在流体中的情形,ANSYS Fluent可能用于评估颗粒的磨损情况。
4.材料损耗模型:
ANSYS中有一些材料损耗模型,可以根据不同材料的特性和使用条件来预测磨损情况。
这些模型可能包括Archard模型、Adachi-Sun模型等。
5.自定义脚本和用户子程序:
在ANSYS中,你也可以编写自定义的脚本或用户子程序,根据特定的磨损模型和材料特性进行分析和计算。
这些工具和方法可以用于磨损分析,但具体使用哪种方法取决于你的应用场景和需要分析的磨损类型。
通常,磨损分析需要考虑摩擦力、接触力、材料特性和使用环境等多个因素。
磨耗试验

磨耗试验Wear Test陈士教授编撰一、实验目的测定金属和金属对磨之磨耗速率和摩擦系数之磨耗特性,及耐磨处理对磨耗特性的影响。
二、实验原理及仪器1.原理大家都知道汽车引擎在跑完数万公里后,必需进厂搪缸,否则汽车将极耗油,而且马力输出会大不如昔。
原因是引擎的汽缸壁和活塞环之间经年累月的对磨导致二者之间的间隙变大,燃烧不完全所排出的废气亦对环境造成污染。
只要是相对运动的机械组件都有可能发生机件磨耗。
如何减少机件磨耗,除了从机械设计着手之外,对磨材料的选择是不可或缺的。
尽管磨耗科学(Tribology)的发展已臻完整,对于任何一种对磨系统的磨耗特性。
磨耗科学为摩擦(Friction)与磨耗(Wear)的科学。
摩擦是两相对运动物体之接触面发生之阻力,磨耗则是物体因两面间的相对运动造成材料画渐流失。
有两种方法从材料表面移去材料,其一是藉由化学反应的方法使材料溶解,其二是从表面破裂而流失,也就是机械力作用产生的磨耗。
大多数的磨耗机构包含后者。
依此观之,磨耗过程是渐进的、跟系统有关的。
磨耗可能发生在引擎汽缸、先进的涡轮叶片、农具、轴承、齿轮、刀具、皮鞋、甚至人体的关节等[1]。
这些可称之为不同气态的对磨系统(Tribosystem)。
对磨系统间的差异如此之大。
造成的磨耗型态也有所不同。
基本上可分成四大类[2]:A.研磨磨耗(Abrasion)-是由硬颗粒或突出物强行在固体表面移动所致,由于较硬的物质迫使被磨物体表面造成伤害。
见图一所示。
一般而言,是俱有锐角的。
图一、由硬颗粒或突出强行在固体表面移动所致的研磨磨耗(abrasion)示意图研磨剂在被磨面运动造成被磨面产生切或剪的破坏型态。
金相制作过程中的粗磨、细磨、抛光就是这类磨耗型态的典型例子。
B.冲蚀磨耗(Erosion)-如图二所示,是由于固体被磨面受到流动或冲激液浆的机械作用造成材料的逐渐流失。
液浆可能是多相的液体或含有固体颗粒的液体。
图二、由于固体被磨面受到流动或冲激液浆的机械作用造成材料的冲蚀磨耗(Erosion)示意图如果液体与被磨材会起化学反应,则被磨材的流失可能同时包含机械和化学效应。
摩擦磨损英文顶刊

摩擦磨损英文顶刊
摩擦磨损领域的英文顶级期刊包括《Journal of Tribology》和《Tribology International》。
这些期刊具有较高的影响因子和被引次数,是摩擦磨损领域的重要学术刊物。
此外,还可以考虑《Wear》、《Journal of the American Ceramic Society》、《Journal of the Mechanical Behavior
of Materials》等期刊,这些期刊也在摩擦磨损领域具有一定的影响力。
需要注意的是,顶刊的评价是相对的,不同的评价机构和排名标准可能会有所不同。
因此,在选择投稿期刊时,还需要结合具体的研究领域和方向,仔细评估期刊的学术声誉、影响因子、发表周期等因素,选择适合自己的期刊。
脚底的摩擦学

脚底的摩擦学1.什么是摩擦学摩擦学(tribology)是有关摩擦、磨损与润滑科学的总称。
它是研究在摩擦与磨损过程中两个相对运动表面之间相互作用、变化及其有关的理论与实践的一门学科。
由于摩擦引起能量的转换,磨损则导致表面损坏和材料损耗,而润滑是降低摩擦和减少磨损的最有效的措施。
摩擦、磨损与润滑三者之间的关系十分密切。
摩擦学作为一门实践性很强的技术基础学科,它的形成和发展与社会生产要求和科学技术进步密切相关,因而摩擦学的研究模式和研究范畴也在不断发展。
早起的摩擦学研究以18实际G.Amontons 和C.A.Coulomb 对固体摩擦的研究为代表,他们根据大量的试验归纳出滑动摩擦的经典公式。
这一时期的研究是以试验为基础的经验研究模式。
19世纪末O.Reynolds根据黏性流体力学揭示出润滑膜的承载机理,并建立表征润滑膜力学特性的基本方程,奠定了流体润滑的基础理论,从而开创了基于连续介质力学的研究模式。
在20世纪20年代以后,由于生产发展的需要,摩擦学的研究领域得以进一步扩大。
期间W.B.Hardy提出依靠润滑油中的极性分子与金属表面的物理化学作用而形成吸附膜的边界润滑理论,推动了润滑剂和添加剂化学研究;G.A.Tomlinson 从分子运动角度解释固体滑动过程的能量转换和摩擦起因;特别是F.P.Bowdon和D.Tabor建立了以黏着效应和犁沟效应为基础的摩擦磨损理论等。
这些研究不仅扩展了摩擦学的范畴,而且促使它发展成为一门涉及力学、材料科学、热物理和物理化学等的边缘学科,从而开创了多学科综合研究的模式。
1965年英国教育科学研究部发表《关于摩擦学教育和研究报告》首次提出tribology(摩擦学)一词,扼要地定义为“关于摩擦过程的科学”。
此后,摩擦学作为一门独立的学科受到世界各国工业界和教育研究部门的普遍重视。
随着理论与应用研究的深入开展,摩擦学研究在研究模式和研究领域上都发生了很大的变化。
现代科学技术特别是信息科学、材料科学和纳米科技的发展对摩擦学研究起着巨大的推动作用。
摩擦与润滑
摩擦与润滑1、基本概念基本概念基本概念基本概念摩擦学:摩擦学(Tribology)一词是1966年才开始使用的,是研究相互作用表面发生相对运动时的有关科学、技术和实践的一门综合性科学技术,其基本内容就是研究机械中的摩擦、磨损和润滑问题。
摩擦:两个相互作用的物体在外力作用下发生相对运动时所产生的阻碍运动的阻力称为“摩擦力”,这种现象称之为“摩擦”。
磨损:摩擦副之间发生相对运动时引起接触表面上材料的迁移或脱落过程称之为磨损。
润滑:在两物体相对运动表面之间施加润滑剂,以减少接触表面间的摩擦和磨损。
2、基本原理:摩擦原理的早期认识及基本观点:答:凹凸说:1、认为摩擦的起因是一个凸凹不平的表面沿另一‘表面上的微凸物体上升所作的功,也就是说摩擦是由于表面凸凹不平而引起,即摩擦的凹凸学说。
2、库仑在解释摩擦起因时,他认为首先是接触表面凹凸不平的机械啮合力,其次是分子之间的粘附力。
虽然,他已认识到粘附在摩擦于可能起一定作用.但是次要的,粗糙表面的微凸体才是主要的。
粘附说:1、摩擦粘附说:认为摩擦力的真正原因在于接触摩擦区两表面之间的分子粘附作用。
2、表面分子吸引力理论:认为摩擦是接触表面分子间相互排斥力与相互吸引力的作用结果。
3、分子机械摩擦理论:认为机械与分子吸附是摩擦之源。
摩擦与接触面微凸体的弹塑性变形、微凸体相遇时的剪切、犁沟以及接触面分子吸引有关。
4、近代被公认的摩擦粘附理论:认为表观接触面积与真实接触面积差别很大,而且真实接触面积还会随摩擦条件而变化,两微凸体之间因存在吸附力而形成接点。
摩擦力应为剪断金属之间接点所需的力与硬金属表面微凸体在软金属表面犁沟所需力之和。
这一理论最初应用于两种金属之间的摩擦,现在,已深入到非金属等许多其他材料。
第一章表面性质与表面接触1、为什么在选择润滑剂时希望其表面张力越低越好?答:液体的表面张力越小,接触角越小,固体表面就越容易被液体表面浸润。
一般认为,液体的表面张力小于固体的表面张力即可润湿固体表面,所以在选择润滑剂时希望其表面张力越低越好。
《机械设计》第三节-摩擦-磨损-润滑
t
度不会继续改变,所占时
间比率较小
O
时间t
2、稳定磨损阶段
经磨合的摩擦表面加工硬化,形成了稳定的表面粗糙度,摩擦
条件保持相对稳定,磨损较缓,该段时间长短反映零件的寿命
3、急剧磨损阶段 经稳定磨损后,零件表面破坏,运动副间隙增大→动载振动
→润滑状态改变→温升↑→磨损速度急剧上升→直至零件失效
二、磨损的类型
弹性变形
流体摩擦(润滑)
塑性变形
边界膜
边界摩擦(润滑)—最低要求
边界膜 液体
液
混合摩擦(润滑)
边界膜
液体
一、干摩擦
摩擦理论: 库仑公式 Ff f () Fn
新理论:分子—机械理论、能量理论、粘着理论
简单粘着理论:
Ff
Ar B
Fn
sy
B
a
n
Ar Ari i 1
f () Ff B Fn sy
(3)条件粘度(相对粘度)—恩氏粘度
3、影响润滑油粘度的主要因素
(1)温度 润滑油的粘度随着温度的升高而降低
粘度指数VI ,35,85,110
(2)压力
p 0 ep
P>10MP时,随P↑→ηP↑
4、配油计算
K v vB vA vB
配油比
1、根据摩擦面间存在润滑剂的状况,滑动摩擦分
为哪几种? 2、获得流体动力润滑的基本条件是什么?
3、典型的磨损分哪三个阶段?磨损按机理分哪几 种类型?
4、什么是流体的粘性定律?
5、粘度的常用单位有哪些?影响粘度的主要因素是 什么?如何影响?
6、评价润滑脂和润滑油性能的指标各有哪几个?
润滑油压分布
v1
v2
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Effect of Lubrication
FIGURE 4.7 (a) The effects of lubrication on barreling in the ring compression test. (a) With good lubrication, both the inner and outer diameters increase as the specimen is compressed; and with poor or no lubrication, friction is high, and the inner diameter decreases. The direction of barreling depends on the relative motion of the cylindrical surfaces with respect to the flat dies. (b) Test results: (1) original specimen, and (2-4) the specimen under increasing friction. Source: A.T. Male and M.G. Cockcroft.
Archard Wear Law:
TABLE 4.2 Approximate order of magnitude for the wear coefficient, k, in air.
Manufacturing Processes for Engineering Materials, 5th ed. Kalpakjian • Schmid © 2008, Pearson Education ISBN No. 0-13-227271-7
Manufacturing Processes for Engineering Materials, 5th ed. Kalpakjian • Schmid © 2008, Pearson Education ISBN No. 0-13-227271-7
Coefficient of Friction in Metalworking
FIGURE 4.9 Changes in originally (a) wire-brushed and (b) ground-surface profiles after wear. Source: E. Wild and K.J. Mack.
Manufacturing Processes for Engineering Materials, 5th ed. Kalpakjian • Schmid © 2008, Pearson Education ISBN No. 0-13-227271-7
TABLE 4.1 Coefficient of friction in metalworking processes.
Manufacturing Processes for Engineering Materials, 5th ed. Kalpakjian • Schmid © 2008, Pearson Education ISBN No. 0-13-227271-7
Surface Roughness
Ra Roughness
FIGURE 4.3 Coordinates used for measurement of surface roughness, used in Eqs. (4.1) and (4.2).
Rq Roughness
ቤተ መጻሕፍቲ ባይዱ
Manufacturing Processes for Engineering Materials, 5th ed. Kalpakjian • Schmid © 2008, Pearson Education ISBN No. 0-13-227271-7
FIGURE 4.12 Types of wear observed in a single die used for hot forging. Source: After T.A. Dean.
Manufacturing Processes for Engineering Materials, 5th ed. Kalpakjian • Schmid © 2008, Pearson Education ISBN No. 0-13-227271-7
Manufacturing Processes for Engineering Materials, 5th ed. Kalpakjian • Schmid © 2008, Pearson Education ISBN No. 0-13-227271-7
Terminology for Surface Finish
Adhesive Wear Model
FIGURE 4.10 Schematic illustration of (a) asperities contacting, (b) adhesion between two asperities, and (c) the formation of a wear particle.
Surfaces
FIGURE 4.1 Schematic illustration of the cross-section of the surface structure of metals. The thickness of the individual layers depends on processing conditions and the environment. Source: After E. Rabinowicz and B. Bhushan.
Abrasive and Other Wear
FIGURE 4.11 Schematic illustration of abrasive wear in sliding. Longitudinal scratches on a surface usually indicate abrasive wear.
Stylus Profilometry
FIGURE 4.4 (a) Measuring surface roughness with a stylus. The rider supports the stylus and guards against damage. (b) Path of the stylus in measurements of surface roughness (broken line) compared with the actual roughness profile. Note that the profile of the stylus' path is smoother than the actual surface profile. Typical surface profiles produced by (c) lapping, (d) finish grinding, (e) rough grinding, and (f) turning processes. Note the difference between the vertical and horizontal scales.
Manufacturing Processes for Engineering Materials, 5th ed. Kalpakjian • Schmid © 2008, Pearson Education ISBN No. 0-13-227271-7
Ring Compression Test
FIGURE 4.8 Charts to determine friction in ring compression tests: (a) coefficient of friction, µ; (b) friction factor, m. Friction is determined from these charts from the percent reduction in height and by measuring the percent change in the internal diameter of the specimen after compression.
Manufacturing Processes for Engineering Materials, 5th ed. Kalpakjian • Schmid © 2008, Pearson Education ISBN No. 0-13-227271-7
Friction in Manufacturing
FIGURE 4.2 (a) Standard terminology and symbols used to describe surface finish. The quantities are given in µin. (b) Common surface-lay symbols.
Manufacturing Processes for Engineering Materials, 5th ed. Kalpakjian • Schmid © 2008, Pearson Education ISBN No. 0-13-227271-7
Manufacturing Processes for Engineering Materials, 5th ed. Kalpakjian • Schmid © 2008, Pearson Education ISBN No. 0-13-227271-7
Micro-Scale Adhesion
FIGURE 4.5 (a) Schematic illustration of the interface of two contacting surfaces, showing the real areas of contact. (b) Sketch illustrating the proportion of the apparent area to the real area of contact. The ratio of the areas can be as high as four to five orders of magnitude.