ABS塑料化学镀铜工艺
ABS塑料化学镀铜工艺

•10 •【工艺开发】ABS 塑料化学镀铜工艺余晓皎1,张洵亚1,范薇2,余中1(1.西安理工大学理学院,水利水电学院,陕西 西安 710048;2.开封大学化学化工学院,河南 开封 475004)摘 要:介绍了ABS 塑料表面化学镀铜的工艺流程,讨论了粗化温度和时间、敏化和活化时间、硫酸铜质量浓度、甲醛体积浓度、酒石酸钾钠质量浓度、镀液温度和镀液pH 对镀层质量以及化学镀铜沉积速率的影响。
确定了最佳工艺条件为15 ~ 20 g/L 硫酸铜、15 mL/L 甲醛、14 g/L 酒石酸钾钠,镀液温度为323 K ,镀液的pH 为11 ~ 12。
扫描电镜表明,所得镀层均匀、光亮,结合力好。
关键词:ABS 塑料;化学镀铜;工艺条件 中图分类号:TG178文献标示码:A文章编号:1104 – 227X (2007) 05 – 0010 – 03Technology of electroless copper plating on ABS plastics ∥ YU Xiao-jiao, ZHANG Xun-ya, FAN Wei, YU ZhongAbstract: The process flow of electroless copper plating on ABS plastics was introduced, and the effects of roughening temperature and time, sensitizing and activating time, contents of copper sulfate, formaldehyde, potassium sodium tartrate, temperature and solution pH on electroless plating rate and qualities of electroless plating layer were discussed. The optimal technological conditions of electroless copper deposition are determined as follows: 15 ~ 20 g/L copper sulfate, 15 mL/L formaldehyde, 14 g/L potassium sodium tartrate, temperature 323 K and pH of plating solution 11 ~ 12. The SEM photo shows that the plating layer is even and bright and has good adhesion.Keyword: ABS plastics; electroless copper plating; technological conditionsFirst-author’s address: Faculty of Sciences, Xi’an University of Technology, Xi’an 710048, China1 前言ABS 塑料具有强度高、刚性好、耐高温、加工成型性好、尺寸稳定、外观质量好等良好的综合性能,ABS 塑料电镀制品既保持了塑料的特点,又具有金属的装饰性、导电性、导磁性和可焊性,电镀后的塑料制品的表面机械强度提高,寿命延长,因此被广泛应用于汽车、摩托车、电子工业及日用品工业[1]。
ABS塑料表面镀铜工艺的研究_陈尔跃
doi :10.3969/j.issn.1001-3849.2015.06.001ABS 塑料表面镀铜工艺的研究陈尔跃,杨晓超,徐娟,郭祥峰(齐齐哈尔大学化学与化学工程学院,黑龙江齐齐哈尔161006)摘要:研究了温度、pH 、缓冲剂以及搅拌方式对ABS 塑料上化学镀铜沉积速率的影响。
化学镀铜最佳条件为:在机械搅拌或者氮气搅拌下,θ为30 35ħ,pH 为11.0 11.5。
利用X-射线衍射仪、光电子能谱仪和扫描电子显微仪分别对ABS 塑料经过粗化、化学镀铜、电镀铜后的晶型结构、价态和表面形貌进行分析。
价态分析表明,化学镀铜表面为Cu 、CuO 、Cu 2O 和Cu (OH )2;电镀铜表面为Cu 、CuO 。
扫描电镜观察表明,化学镀铜可以将ABS 塑料表面上大面积覆盖上铜,但存在少量孔道未被覆盖,电镀铜后ABS 塑料表面完全被覆盖且结晶表面更致密均匀。
关键词:ABS 塑料;沉积铜;光电子能谱;电子显微镜;X-射线衍射仪中图分类号:TQ153.3文献标识码:A收稿日期:2014-08-22修回日期:2014-09-22基金项目:黑龙江省高校科研创新团队项目(项目编号2012TD012)Study of Copper Plating on ABS Plastic SurfaceCHEN Eryue ,YANG Xiaochao ,XU Juan ,GUO Xiangfeng(College of Chemistry and Chemical Engineering ,Qiqihar University ,Qiqihar 161006,China )Abstract :In this paper ,the effects of temperature ,pH ,buffering agent and stirring style on the deposition rate of Cu electroless plating on ABS plastic surface were studied.The optimal condition of Cu electroless plating was :θ30 35ħ,pH 11 11.5under mechanical or nitrogen stirring.Crystal structure ,valencestate and surface morphology of the ABS surface after roughening ,Cu electroless plating and Cu electro-plating were analyzed by x-ray diffraction ,photoelectron spectroscopy and scanning electron microscopy instruments respectively.The results of valence state analyzing showed that there were Cu ,CuO ,Cu 2O ,Cu (OH )2on the Cu electroless plated coating surface ,and Cu ,CuO on the Cu electroplated coating sur-face.The results of scanning electron microscopy observation showed that the ABS plastic could be cov-ered with a large surface area of Cu by Cu electroless plating ,but still a small number of pores couldn't be covered ;and the ABS plastic surface could be completely covered with more compact and uniform crystal-line surface after Cu electroplating.Keywords :ABS plastic ;Cu deposition ;XPS ;SEM ;XRD引言ABS 塑料具有质量轻、绝缘好及化学稳定性高等特点[1],是现代工业不可或缺的材料。
ABS电镀基本工艺概述
制 品
制 品 镀液 硫酸镍 氯化镍 硼酸 (添加剂)
ABS
半光镍
镍是一种带微黄的银白色金属,具有良好的导电性能和导热性能。 1基本化学特性: 镍在有机酸中很稳定,在硫酸、盐酸中溶解很慢,在浓硝酸中处于钝 化状态,但在稀硝酸中则不稳定。镍在空气中或在潮湿空气中比铁稳定,在 空气中形成透明的钝化膜而不再继续氧化,耐蚀性好。 2半光镍镀层含硫小于0.005%,延伸率一般大于8%,它是工程镍中多层镍 的底层,电镀中一般半光镍的厚度不低于总镍的50%,外饰件为60%。
氯化镍 只有硫酸镍的镀液,通电后镍阳极的表面很易钝化,影响 镍阳极的正常溶解,镀液中镍离子含量迅速减少,导致镀液性 能恶化。 加入氯离子,能显著改善阳极的溶解性,还能提高镀液的 导电率,改善镀液的分散能力,因而氯离子是镀镍液中不可缺 少的成分。但氯离子含量不能过高,否则会引起阳极过腐蚀或 不规则溶解,产生大量阳极泥,悬浮于镀液中,使镀层粗糙或 形成毛刺。
阳极
采用含磷铜合金,其中磷含量:0.04~0.06%. 作用如下: 1.在溶解过程中形成可导电黑膜Cu3P,催化一价铜的 氧化; 2.阻止一价铜进入溶液; 3.阻止阳极的过快溶解,较少阳极泥产生,保持溶液 Cu2+浓度的稳定。
3、镀镍
+
ー
+
钛篮 阳极袋
Ni
金属镍
Cu
化学镍
Pd Pd Pd Pd Pd Pd Pd Pd
光亮剂
工艺范围及条件
操作条件
成份
工艺范围
温度℃ 搅拌 阳极 PH
CuSO4
H2SO4 Cl-
190-230g/L
65-72g/L 60-100ppm 25±1℃ 空拌 磷铜 /
、各组分作用
abs、pc-abs塑料件电镀工艺流程

ABS、PC/ABS塑料件电镀工艺流程工艺流程式产品代号作用及特点除油/预溶胀MT-810 去除油污,并对工件表面进行整理亲水MT-812 改善整理后塑料表面的亲水情况一次粗化硫酸+铬酸盐二次粗化铬酸盐+硫酸中和还原MT-820 Na2SO3e及其它还原剂整面MT-830 改善粗化后的塑料表面状态,使之更加均匀活化MT-833 适合各种塑料的高稳定性、高活化强度的胶体钯解胶MT-840 该过程为室温高速解胶,约30秒左右化学镍MT-860 弱碱性,中低温(30-50℃)工艺,沉积速度快(≥10μm/H), 使用周期可达8-10周期焦铜时间3-5分钟,温度35-40℃酸铜+半亮镍(+高硫镍)+光亮镍(+镍封)+铬注:1、是否用高硫镍和镍封,视产品CASS试验阶段而定;2、整个工艺流程中,亲水后应直接粗化,其余各步骤之间应有水洗;3、整个作业过程不必更换挂具;4、该工艺对PC/ABS复合材料要求PC 含量≤40%;对于PC 含量≥40%或者纯PC料為了防止電鍍後的變形,倒是需要注意塑料件模具的流道和各部入水的設計。
比如刻意設計一些輔助連接骨位,以利於導電等.电镀又真空镀与水镀两种。
4x h3E%h.Y 真空镀可以配出各类颜色,颜色的可选择性不如塑胶啤件那么多,要注意,部分颜色中含有重金属成分,玩具产品可能无法通过检测。
U.q塑料电镀的应用装饰性应用装饰性应用(1) 汽车及其他交通工具类在汽车追求轻量化而又豪华美观发展过程中,塑料电镀起到了至关重要的作用。
从车门拉手、汽车商标、标徽、车内饰、反光镜、表盘装饰、操作杆头、方向盘装饰、高级车轮壳罩等,都在大量采用塑料电镀制品。
不仅仅是汽车装饰零件,在摩托车和自行车上也有大量采用的例子,因为增加塑料配件的用量对于降低车体自重是非常有效的措施,但是,如果没有电镀金属作为其表面的装饰和防护,要想在汽车摩托车行业大量采用塑料是很困难的。
现在为汽车塑料进行电镀加工的厂商已经有很大规模,有些加工企业已经可以承揽从模具设计制造到塑料成型、电镀加工一体化的订单。
ABS塑料化学镀铜实验

ABS塑料化学镀铜实验
本文介绍了一种使用化学方法在ABS塑料表面进行铜镀的实验方法。
实验材料:
1. ABS塑料样品
2. 铜硫酸溶液
3. 铜阳极
4. 电源
5. 导线
6. 实验器皿
7. 研磨纸
实验步骤:
1. 将ABS塑料样品用研磨纸轻轻打磨,去除表面的油污和污垢,然后用清水冲洗干净。
2. 准备一个实验器皿,倒入足够的铜硫酸溶液,溶液的浓度根据实验需要调整。
3. 将铜阳极与ABS塑料样品分别连接到电源的正负极上,确保连接牢固。
4. 将ABS塑料样品悬浮在铜硫酸溶液中,保证样品完全浸泡其中,但不要让不同样品之间接触。
5. 打开电源,调整合适的电压和电流,开始进行铜镀反应。
6. 在一定的时间内,观察镀铜情况,并调整电流和电压以控制反应速率。
7. 铜镀达到预期结果后,关闭电源,将ABS塑料样品取出。
8. 用清水冲洗镀铜的ABS塑料样品,然后用纸巾擦干。
实验注意事项:
1. 在实验过程中,要注意安全操作,避免触电和溶液溅到皮肤和眼睛。
2. 在进行铜镀反应时,要控制电流和电压,避免过度镀铜或过度消耗阳极。
3. 铜阳极应定期清洗和更换,以保证实验的稳定性和效果。
4. 实验结束后,要将实验器皿和废弃物进行妥善处理,避免对环境造成污染。
总结:
通过该实验我们可以了解到使用化学方法在ABS塑料表面进行铜镀的过程,并且了解到控制反应条件对镀铜结果的影响。
这种方法可以为ABS塑料制品提供一层铜保护层,提高其导电性和抗氧化性能,扩展其应用范围。
ABS塑料化学镀铜实验

第26卷第3期2011年6月大学化学UNIVERSITY CHEMISTRYVol.26No.3Jun.2011 ABS塑料化学镀铜实验朱绒霞(空军工程大学理学院陕西西安710051)摘要通过研究塑料化学镀铜的时间与铜沉积速率的关系,使学生理解甲醛作为还原剂进行塑料化学镀铜的原理;同时,掌握研究问题的方法和思路,为以后进行课程设计或进行研究性工作奠定基础。
关键词ABS塑料化学镀铜镀铜时间沉积速率本实验采用任务驱动法进行教学。
教师布置实验任务后,由学生查找相关资料、设计具体步骤、制作实验试样、配制试剂等,3人或4人一组进行自主性实验,教师对学生实验过程出现的问题进行具体分析和指导。
1实验方法实验材料选用ABS塑料,做成尺寸为30mmˑ20mmˑ5mm试样。
分别用6个试样进行实验,1号试样经过打磨、超声波清洗后,没有进行去油、粗化、敏化、活化预处理,直接放入化学镀铜液中进行化学镀铜40min。
2 6号试样进行打磨、超声波清洗、去油、粗化、敏化、活化预处理后,分别进行10min、20min、40min、60min、80min化学镀铜。
1.1塑料试样预处理化学镀铜预处理工艺流程为打磨试样→超声波清洗→去油→粗化→敏化→活化[1],各步之间用去离子水冲洗。
①打磨试样。
分别用400#、600#、800#、1000#、1200#金相砂纸对试样进行逐级打磨至表面光亮。
②超声波清洗。
用丙酮对试样进行超声波清洗10min,去除塑料表面的污物。
温度25ħ(室温)。
③去油处理,即去除塑料表面的油污。
工艺条件:1.00mol/L NaOH,0.08mol/L Na3PO4·12H2O,0.19mol/L Na2CO3,温度约为65ħ,时间为5min。
④粗化处理,使塑料表面呈微观的粗糙状态,以增大表面积并提高表面的亲水性。
工艺条件:4.00mol/L CrO3,2.76mol/L H2SO4,温度约为65ħ,时间为15min。
ABS电镀过程流程
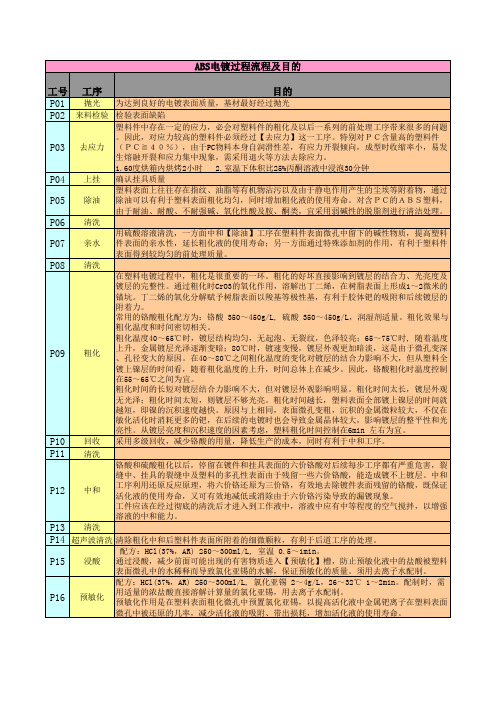
去应力 塑料件中存在一定的应力,必会对塑料件的粗化及以后一系列的前处理工序带来很多的问 题。因此,对应力较高的塑料件必须经过【去应力】这一工序。特别对PC含量高的塑料 件(PC≧40%),由于PC物料本身自润滑性差,有应力开裂倾向,成型时收缩率小, 易发生熔融开裂和应力集中现象,需采用退火等方法去除应力。 1.60度烘箱内烘烤2小时 2.室温下体积比25%丙酮溶液中浸泡30分钟 确认挂具质量 塑料表面上往往存在指纹、油脂等有机物沾污以及由于静电作用产生的尘埃等附着物,通 过除油可以有利于塑料表面粗化均匀,同时增加粗化液的使用寿命。对含PC的ABS塑 料,由于耐油、耐酸、不耐强碱、氧化性酸及胺、酮类,宜采用弱碱性的脱脂剂进行清洁 用硫酸溶液清洗,一方面中和【除油】工序在塑料件表面微孔中留下的碱性物质,提高塑 料件表面的亲水性,延长粗化液的使用寿命;另一方面通过特殊添加剂的作用,有利于塑 料件表面得到较均匀的前处理质量。 在塑料电镀过程中,粗化是很重要的一环。粗化的好坏直接影响到镀层的结合力、光亮度 及镀层的完整性。通过粗化时CrO3的氧化作用,溶解出丁二烯,在树脂表面上形成1~2微 米的锚坑。丁二烯的氧化分解赋予树脂表面以羧基等极性基,有利于胶体钯的吸附和后续 镀层的附着力。 常用的铬酸粗化配方为:铬酸 350~450g/L, 硫酸 350~450g/L,润湿剂适量。粗化效果 与粗化温度和时间密切相关。 粗化温度40~65℃时,镀层结构均匀,无起泡、无裂纹,色泽较亮;65~75℃时, 随着温 度上升,金属镀层光泽逐渐变暗;80℃时,镀速变慢,镀层外观更加暗淡,这是由于微孔 变深、孔径变大的原因。在40~80℃之间粗化温度的变化对镀层的结合力影响不大,但从 塑料全镀上镍层的时间看,随着粗化温度的上升,时间总体上在减少。因此,铬酸粗化时 温度控制在55~65℃之间为宜。 粗化时间的长短对镀层结合力影响不大,但对镀层外观影响明显。粗化时间太长,镀层外 观无光泽;粗化时间太短,则镀层不够光亮。粗化时间越长,塑料表面全部镀上镍层的时 间就越短,即镍的沉积速度越快。原因与上相同,表面微孔变粗,沉积的金属微粒较大, 不仅在敏化活化时消耗更多的钯,在后续的电镀时也会导致金属晶体较大,影响镀层的整 平性和光亮性。从镀层亮度和沉积速度的因素考虑,塑料粗化时间控制在6min 左右为宜。 采用多级回收,减少铬酸的用量,降低生产的成本,同时有利于中和工序。 铬酸和硫酸粗化以后,停留在镀件和挂具表面的六价铬酸对后续每步工序都有严重危害, 裂缝中、挂具的裂缝中及塑料的多孔性表面由于残留一些六价铬酸,能造成镀不上镀层。 中和工序利用还原反应原理,将六价铬还原为三价铬,有效地去除镀件表面残留的铬酸, 既保证活化液的使用寿命,又可有效地减低或消除由于六价铬污染导致的漏镀现象。 工件应该在经过彻底的清洗后才进入到工作液中,溶液中应有中等程度的空气搅拌,以增 强溶液的中和能力。
ABS塑料胶体钯 化学镍电镀前处理工艺

ABS塑料胶体钯化学镍电镀前处理工艺塑料具有轻质、可塑性好、表面细致、光滑等特点,并可以根据需要制成不种形状,再经过电镀起装饰、防护等作用。
电镀后的塑料制品和普通塑料相比,具有更强的装饰性。
而和金属电镀加工件比,塑料电镀产品具有轻质、易加工[1]、表面光泽性和整平性好等优点,因而在汽车、摩托车、五金、日常家用品中有广泛的用途。
随着塑料电镀越来越广的应用,对电镀质量的要求也会越来越高。
传统的硝酸银化学镀铜工艺,具有操作简易、成本低等特点,但工艺稳定性差,镀层表面易产生麻点。
化学镀铜多采用甲醛作还原剂,对身体有较大的伤害[2]。
此工艺也不适合自动化生产,很难适应塑料的高品质电镀要求。
胶体钯化学镀镍工艺已问世近30年,与硝酸银化学镀铜相比,此工艺稳定、简便、所需的劳动力少、得到的镀层质量更好,并可用于自动线生产。
但传统的胶体钯化学镀镍工艺成本较高,特别是胶体钯活化液,钯含量一般为150~600mg/L,同样的活化,其成本是硝酸银的10倍以上。
而传统的化学镀镍溶液自身仍存在一定的稳定性问题,使用周期较短。
为此,开发了一种低成本、高稳定性的塑料胶体钯化学镀镍前处理工艺。
此工艺的胶体钯活性极高,在15mg/L左右的钯含量下,活化液仍可使用;化学镀镍溶液成本低、稳定性更好、使用周期更长,并开发了一种比传统性能要好的解胶剂。
1工艺流程除油→水洗→酸洗→粗化→回收→水洗→还原→水洗→还原→水洗→预浸→胶体钯活化→回收→水洗→解胶→水洗→化学镀镍→回收→水洗→预镀。
2工艺处理及配方2.1除油一些应力高的ABS塑料应先适当去应力后再除油,而多数ABS塑料可以直接进行除油。
在注塑加工及其他处理过程中,塑料上难免沾上油迹,通过除油可以有利于塑料表面粗化均匀,同时增加粗化液的使用寿命。
对于手工线、塑料镀件可以采用手工擦洗除油后再上挂;对于自动线、塑料镀件可以直接上挂除油。
配方及工艺条件为:SP120~40g/L温度40~50℃时间3~10min2.2酸洗主要是延长粗化液的使用寿命,配方为硫酸100ml/L。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
•10 •【工艺开发】ABS 塑料化学镀铜工艺余晓皎1,张洵亚1,范薇2,余中1(1.西安理工大学理学院,水利水电学院,陕西 西安 710048;2.开封大学化学化工学院,河南 开封 475004)摘 要:介绍了ABS 塑料表面化学镀铜的工艺流程,讨论了粗化温度和时间、敏化和活化时间、硫酸铜质量浓度、甲醛体积浓度、酒石酸钾钠质量浓度、镀液温度和镀液pH 对镀层质量以及化学镀铜沉积速率的影响。
确定了最佳工艺条件为15 ~ 20 g/L 硫酸铜、15 mL/L 甲醛、14 g/L 酒石酸钾钠,镀液温度为323 K ,镀液的pH 为11 ~ 12。
扫描电镜表明,所得镀层均匀、光亮,结合力好。
关键词:ABS 塑料;化学镀铜;工艺条件 中图分类号:TG178文献标示码:A文章编号:1104 – 227X (2007) 05 – 0010 – 03Technology of electroless copper plating on ABS plastics ∥ YU Xiao-jiao, ZHANG Xun-ya, FAN Wei, YU ZhongAbstract: The process flow of electroless copper plating on ABS plastics was introduced, and the effects of roughening temperature and time, sensitizing and activating time, contents of copper sulfate, formaldehyde, potassium sodium tartrate, temperature and solution pH on electroless plating rate and qualities of electroless plating layer were discussed. The optimal technological conditions of electroless copper deposition are determined as follows: 15 ~ 20 g/L copper sulfate, 15 mL/L formaldehyde, 14 g/L potassium sodium tartrate, temperature 323 K and pH of plating solution 11 ~ 12. The SEM photo shows that the plating layer is even and bright and has good adhesion.Keyword: ABS plastics; electroless copper plating; technological conditionsFirst-author’s address: Faculty of Sciences, Xi’an University of Technology, Xi’an 710048, China1 前言ABS 塑料具有强度高、刚性好、耐高温、加工成型性好、尺寸稳定、外观质量好等良好的综合性能,ABS 塑料电镀制品既保持了塑料的特点,又具有金属的装饰性、导电性、导磁性和可焊性,电镀后的塑料制品的表面机械强度提高,寿命延长,因此被广泛应用于汽车、摩托车、电子工业及日用品工业[1]。
随着社会经济的发展及塑料电镀制品越来越广泛的应用,对塑料电镀制品的生产和质量要求也越来越高,这就需要发展和应用可靠先进的塑料电镀技术,改进塑料电镀工艺,生产高品质塑料电镀制品[2]。
ABS 塑料表面金属化的关键是前处理中的活化工艺和化学沉积工艺,目前研究和应用较多的是钯盐活化[3-5],但无论是采用钯盐活化还是硝酸银活化,都存在一定的缺点,如镀液稳定性差,镀层质量不稳定等,虽然钯盐活化要比硝酸银活化好一些,但成本也较高。
本实验对ABS 塑料化学镀铜工艺进行了研究,以期提高镀液的稳定性与镀层质量,结果较为理想。
2 实验部分2. 1 主要试剂与仪器硫酸铜、甲醛、三氧化铬、柠檬酸三钠、酒石酸钾钠、硝酸银(以上试剂均为西安化学试剂厂生产),二氯化锡(天津市丽区泰兰德化学试剂厂生产),实验所用试剂均为化学纯。
稳压直流电源(惠萍高教电子仪器厂),加热套(河北省黄骅市新兴电器厂),CJ-1磁力搅拌器(北京医用离心机厂),pHS-3C 型数字酸度离子计(上海康仪仪器有限公司)等。
2. 2 工艺流程在ABS 塑料表面化学镀铜,其工艺流程为:ABS 塑料件─去除应力─化学除油─水洗─粗化─水洗─第一次还原─水洗─敏化─水洗─活化─第二次还原─水洗─化学镀铜。
2. 3 主要工艺条件 2. 3. 1粗化380 ~ 430 g/L 三氧化铬,400 ~ 440 g/L 硫酸,温度328 ~ 338 K ,时间20 ~ 30 min 。
收稿日期:2006–11–22作者简介:余晓皎(1966–),女,河南平舆人,副教授,在读博士,主要研究方向为物质分离及表面处理。
作者联系方式:(Email) yxjw@ 。
•11 •2. 3. 2敏化20 ~ 30 g/L 二氯化锡,40 ~ 50 mL/L 盐酸(w = 37%),温度288 ~ 308 K ,时间10 ~ 20 min 。
2. 3. 3活化3 ~ 8 g/L 硝酸银,5 ~ 10 mL/L 氨水(w = 25%),温度288 ~ 308 K ,时间5 ~ 10 min 。
2. 3. 4化学镀铜10 ~ 15 g/L 硫酸铜,13 ~ 14 g/L 酒石酸钾钠,10 ~ 20 mL/L 甲醛(w = 36% ~ 38%),pH 11 ~ 12,温度318 ~ 323 K ,时间10 ~ 20 min 。
3 结果与讨论3. 1 粗化温度与时间的选择粗化工艺条件选择三氧化铬质量浓度为380 g/L ,硫酸质量浓度为400 g/L ,改变粗化温度。
结果表明,粗化温度越高粗化时间越短。
这是因为升高温度可以加快反应速度,使塑料表面从憎水体变为亲水体,从而缩短粗化时间,但温度过高会增加粗化液的挥发,且不利于操作。
因此,选择粗化温度为328 K ,粗化时间为25 min 。
在此条件下粗化后的工件无光亮、润湿、无白色霜状,且粗化液较稳定。
3. 2 敏化时间的选择敏化工艺条件选择二氯化锡质量浓度为20 g/L ,盐酸(w = 37%)体积浓度为45 mL/L ,改变敏化液温度与敏化时间。
结果表明,在288 ~ 308 K 范围内,敏化温度对敏化时间及镀层性能影响不大,而敏化时间对镀层质量影响较大。
本实验选择敏化时间为15 min 。
在此条件下所得金属镀层均匀、光亮,表面金属层结合力好,达到镀层质量标准。
3. 3 活化时间的选择活化工艺条件选择硝酸银质量浓度为6 g/L ,氨水(w = 25%)体积浓度为8 mL/L ,活化温度为288 ~ 308 K ,改变活化时间。
结果表明,随着活化时间的增加,镀层的性能及外观质量逐渐转好,但时间超过10 min 后,镀层没太大的改变。
这是因为活化是在塑料表面上吸附一定量的活化中心银,以催化后续的化学镀。
本实验选择活化时间为10 min ,在此条件下,镀层的外观质量及性能较好。
3. 4 硫酸铜质量浓度对铜沉积速率的影响在最佳前处理工艺条件下,选择甲醛体积浓度为15 mL/L ,酒石酸钾钠质量浓度为14 g/L ,温度为323 K ,时间为20 min ,镀液的pH 为11,改变硫酸铜质量浓度,结果如图1所示。
由图1可以看出,随着硫酸铜质量浓度的升高,沉积速度加快,但当其增加到18 g/L后,沉积速率增加缓慢。
实验发现,当溶液中硫酸铜质量浓度超过25 g/L 时,镀液稳定性明显变差。
因此,本实验选择硫酸铜质量浓度为15 ~ 20 g/L 。
图1 硫酸铜质量浓度对铜沉积速率的影响Figure 1 Effect of copper sulfate content on electroless copperdeposition rate3. 5 甲醛体积浓度对铜沉积速率的影响在3.4工艺条件下,选择硫酸铜质量浓度为15 g/L ,改变甲醛体积浓度,结果如图2所示。
从图2可以看出,随着甲醛体积浓度的增加,铜的沉积速率增大,当其超过15 mL/L 时,铜的沉积速率增加较小,因此,本实验选择甲醛体积浓度为15 mL/L 。
图2 甲醛体积浓度对铜沉积速率的影响Figure 2 Effect of formaldehyde content on electroless copperdeposition rate3. 6 酒石酸钾钠质量浓度对铜沉积速率的影响在3.5工艺条件下,选择甲醛体积浓度为15 mL/L ,改变酒石酸钾钠的质量浓度,结果如图3所示。
由图3可以看出,随着酒石酸钾钠质量浓度的增加,铜的沉积速率增大,但当其超过14 g/L 时,镀液稳定性下降,沉积速率也下降,因此,本实验选择酒石酸钾钠质量浓度为13 ~ 14 g/L 。
图3 酒石酸钾钠质量浓度对铜沉积速率的影响 Figure 3 Effect of potassium sodium tartrate content onelectroless copper deposition rate•12•3. 7 化学镀液pH对铜沉积速率及镀层质量的影响在3.6工艺条件下,选择酒石酸钾钠质量浓度为14 g/L,改变镀液的pH,结果如表1和图4所示。
结果表明,随着镀液pH的升高,铜沉积速率增大。
实验发现,当镀液pH超过12时,镀层粗糙疏松易溶解,因此,本实验选择化学镀液的pH为11 ~ 12。
表1 化学镀液pH对镀层性能的影响Table 1 Effect of pH on the performance of electroless layerpH 结果9 ~ 10 表面不能形成金属层10 ~ 11 表面不能均匀形成金属层11 ~ 12 镀层均匀细致结合力强12 ~ 13 镀层易溶解图4 pH对铜沉积速率的影响Figure 4 Effect of pH on electroless copper deposition rate3. 8 温度对铜沉积速率的影响在3.7工艺条件下,选择镀液的pH为11,改变镀液温度,结果如图5所示。
随着镀液温度的升高,铜沉积速率大大提高。
实验发现,当温度高于328 K时,镀液稳定性急剧下降,镀层粗糙疏松,因此,本实验选择镀液温度为318 ~ 323 K。