尾期验货报告
工厂验货要求

1. C onfirmation o f i nspection d ates 查货日期的确认1.1 S OFEAST m ust r eceive a r ough e stimate a t l east 5 w orkdays i n a dvance, a nd t hen t he f inal c onfirmation a t t he l atest10:00am 2 w orkdays b efore a ctual d ate. I f y ou c onfirm w ith u s t oo l ate, w e w ill p robably n ot b e a ble t o a rrange t heinspection a s p er y our r equest.1.1 S OFEAST必须提前至少5个工作日收到估计的查货日期,最终的查货日期必须在提前两个工作日的上午10点前确认好。
如果你们太晚和我们确认时间,我们可能不能按照你要求的时间来安排查货。
1.2 S OFEAST w ill n ot o rganize t he i nspection u nless w e r eceive a n e mail t hat c onfirms t he d ate a nd t he f actory c ontactinformation a nd a ddress.1.2 S OFEAST在未收到查货日期和工厂联系信息和地址的确认邮件前不会安排查货。
1.3 S hould w e n ot r eceive y our c onfirmation e mail o n t ime, S OFEAST w ill s chedule t he i nspection o n a nother d ate.1.3 如果我们没有及时收到你们的邮件确认,SOFEAST会把查货日期安排在另外的日期。
集团公司大货流程图范例

审批采购合同
(总经办/总经理)
确认物料扣款处理 (PMC部/总监)
审核物料扣款 (生产部/总监)
执行扣款 (财务部/财务主管)
第五阶段:生产流程图
面辅料入库 加工工序询价
(办事处PMC/专员) (仓库部/仓管)
制单确认
(业务部/生产跟单)
封板确认
产前板确认
纸样确认
(技术部/主管)
制作执行排期 (PMC部/PC经理) 确认执行排期
(PMC部/总监)
执行排期的 审定/更改
(总经办/总经理)
审核执行排期
(生产部/总监)
实际生产排期
(办事处PMC)
生产异常报告
(生产部/QC)
第二阶段:预算流程图
客人
转发客人邮件
(总经办/总经理助理)
辅料耗料单/唛架用量 (深圳技术部/技术主管)
发布订单信息
YES
修改纸样 (办事处技术部 /纸样师傅)
重开板单 重复流程
入库 (技术部/仓管)
制做封板 (技术部/车工)
确定加裁或减裁 (业务部/生产跟单)
开物料补料单 (PMC部/MC)
做船头板 (技术部/车工)
重开板单 重复流程
SGS测试证书 (业务部/业务跟单)
NO 检查封板 (业务部/生产跟单) YES
面/辅料出库
(仓库/仓管)
NO 尾部巡查
(生产部/QC)
审核头缸板
(业务部/生产跟单)
加工厂确认接收
(生产部/QC)
NO 尾期验货
(生产部/QA)
OK 大货洗水巡查
(生产部/QC)
执行结算/付款 (财务部/主管)
OK 出货
验货的基本步骤及作业规定
范围: 各种非生产控制形式的验货, 包括进料, 中期, 尾期及客户代表陪验一, 验货前的准备工作基本步骤作业规定1.1 核对验货资料并清楚其验货要求(Inspection Requirements). 1.1.1 检查所有检验资料是否一致, 如有不清楚请马上提出说明.1.1.2 检查检验的产品是否有相关的客户与恺跃的查货注意事项及有关产品的检验要求及重点等.1.1.3 按有关验货资料带上有关该产品测试用的工具及有关报告.1.1.4 检查有关报告是否最新版本.1.2 出发前确认工厂是否已准备验货(Ready for Inspection); 1.2.1 向外贸/工厂确认三个问题:是否完成制造(Completed Manufacturing)? 是否完成包装(Completed Packing)? 是否完成查验 (Completed Inspection)?二, 清点验货数量及抽样基本步骤示意图作业规定2.1 清点并记录总外箱数量(Total Master Carton); 2.1.1 与验货资料(如订单)在工厂中核对其总箱数, 在核对时, 需要验货一箱一箱清点2.1.2 在清点的同时必须确保所有的外箱外观干净,排放整齐.2.1.3 对任何无标识的产品(可能为在制品), 只清点已包装完整的数量2.2 清点已生产(Production Rate)及包装(Packed Rate)数量; 2.2.1 在确定工厂无法包装至百分之百时, 只清点已包装数量.由工厂代表提供已生产数量并由验货员确认.其判別如下:现场情况判别1. 无生产FAIL –NOPRODUCTION2. 产品生产完成至80%以下中期验货3. 产品在生产完成80%至包装完成80%之间尾期验货附书面保证2. 产品生产完成至百分之八十以上尾期验货2.3 决定抽样数量(Sample Sizes)及其允收标准 (A.Q.L.); 2.3.1 必须参阅恺跃指定的抽样计划表作决定(见验货基本步骤及要求的说明)如下: 情况标准 (BS 6001/MIL-STD-105E) 致命/主要/轻微一般正常一次水平第二级0.0/2.5/4.0特殊测试: 组装/功能特殊水平第二级不适用特别地点: 货仓/货车全检不适用允收: 3%; 待复: 3-8%; 拒收: >8%二, 清点验货数量及抽样(续)基本步骤示意图作业规定2.4 抽箱及记号(Marking);2.4.1 抽箱数量: 总箱数的百分之五(待定)2.4.2 抽箱位置: 在不同的外箱位置按比例抽样2.4.3 记号: 在已描的外箱盖上红色“INSPECTED” 字样的印鉴,作为需要抽检的标志三, 验货时的核对标准–包装 (Packaging)基本步骤示意图作业规定3.1 核对正侧唛头(Shipping Mark&Side mark); 3.1.1 依验货资料与外箱正侧唛头一个一个字细心核对(文字/数字/图案/标贴)3.1.2 如有不符, 在要求工厂给出正确的唛头后, 要求工厂必须纠正,整改,调查问题根源3.2 清点内外箱之总装箱数量(Total Quantity); 3.2.1 先自拆开外箱清点内盒(如有的话)数量, 然后再拆开内盒清点内盒产品数量.否则直接清点产品数量.3.2.2 如果发现数量不符, 把所抽的外箱全部打开检查, 若再发现, 判定REJECT,并要求工厂全检!提交整改方案3.2.3 如果没有数量不符, 判定为Pending - Confirmation by Kaiyue Manager3.3 量度外箱尺寸及重量 (Size & Weight); 3.3.1 尺寸量度面对外箱正唛, 量度1.从最左端至最右端之边线的距离, 为长度;2.从最前端至最后端之边线的距离, 为宽度;3.从最上端至最下端之边线的距离, 为高度;重量量度1.量度整个连产品及包装物料的外箱重量, 为毛重(GROSS WEIGHT);2.量度只有产品不连包装物料的重量, 为净重(NET WEIGHT);注1: 若发现外箱的毛重及净重相差达 2 kg 以上, 必须量净重.判定: 根据合同要求;如无合同要求,则公差: 5% (接受); 5% 以上(改箱唛),并要求工厂整改三, 验货时的核对标准–包装 (Packaging) –续基本步骤示意图作业规定3.4 包装材料(Packing Material)及包装方式(Packing Method)的核对; 3.4.1 依合同及相关样品检查包装材料并做出判定.3.4.2如果工厂自行出现新的包装材料及包装方式而客户未提供相应的承认或未得到恺跃的确认,则判定Reject,(发生的任何问题都必须提交)并拍照回来.3.5 包装印刷要求(Artwork)及标识 (Label)的检查;并根据要求做跌落测试3.5.1 依验货数据依次核对 1) 产品品名(文字/数字)及图案 2)产品编号; 3) 条形码; 4)使用语文3.5.2标识的检查顺序为: (1) 价钱标(PriceLabel)(如适用); (2) 产地来源标(Country ofOrigin Label); (3) 条形码标 (Bar Code Label);(4) 安全标识(e.g. CE Label); (5) 环保标识(e.g. Green Dot/WEEE Label) 等.标识问题的判定参照合同与相关样品作出判定3.5.3如果供应商可提供仪器的话, 条形码标必须扫描3.5.4 按照客户或者恺跃相关跌落测试要求对外箱进行跌落测试,保证外箱及产品完好无损.四, 验货时的核对标准–产品 (Products)基本步骤示意图作业规定4.1 产品规格(Product Specification)检查; 4.1.1 依验货资料(主要是原始样品或客户确认的大货生产样品)核对产品的外观, 量度其尺寸及比对其功能是否一致.4.1.2 如果一致,则提交产品保证书(只提交一次);如果存在不一致的地方, 按合同及客户确认的样品为标准进行判定:1)要求供方整改:返工/返修(如适用),换货,调货,如时间允许的话重新生产;2)查找问题根源,提交书面调查报告;3)提交产品保证书;4)对供方进行评审(如适用)四, 验货时的核对标准–产品 (Products) –续基本步骤示意图作业规定4.2 产品外观(Cosmetic)检查4.2.1 在所必须的视觉效果下用目视及丈量的方式对产品做出外观及尺寸做出检查;并清楚客户对产品外观的可见与潜在的期望,如不允许有线头,产品实际使用期限超出规定半年.4.2.2 如果存在不一致的地方, 则根据4.1.2的内容进行判定.4.3 产品特殊测试( Special Testing). 4.3.1 产品自行组装时必须具有:1) 依验货数据/说明书并无发现任何错误配件或产品的结构出现问题;2) 依说明书组合时并无出现任何困难情况;3) 在不同地方用力时, 产品的任何受力变形必须符合相关要求,其特殊结构组装都是操作顺畅;4.3.2 功能:1)所有产品都应测试其功能, 而在测试功能时应考虑最终使用者的使用方法.2)并符合客户的一般和特殊要求,清楚客户对产品功能性的可见与潜在要求.3)如不一致,则根据4.1.2进行判定4.3.3特殊测试:客户所在国家对进口产品的法律法规,标准等,测试时必须进行测试和考虑,如车用手套等产品,根据欧盟EN420/EN388/EN2477/EN659/EN511等法律法规的测试要求进行测试(如适用);五, 验货时的判定和记录基本步骤示意图作业规定5.1 判定允收(Accept),待复(Pending)或拒收(Reject)时及其结果之处理; 5.1.1 按照合同及相关要求进行判定.5.1.2 若工厂可马上返工, 可减少不良品数并进而修改其判断(若适用).5.1.3 在中期验货时只有待复Pending及拒收Reject,而不能最终决定批产品的合格与否5.2 与供货商核对有关问题及填写有关验货记录; 5.2.1 把不良品拍好给供货商代表核对,并写进检验报告5.2.2 编写检验报告5.2.3 要求供货商签名.5.3 对步骤3.1/3.4/3.5/4.3及 5.2的问题进行拍照(Photo Taking); 5.3.1 拍照重点1)对产品的全方位拍照2)对内包装的全方位拍照3)对完整的外包装的全方位拍照5.3.2拍照要求所有图片必须能真实反映出产品,包装的实际的真实的状态,必须清晰5.4 如有需要, 向负责的有关人报告任何异常情况(Non-Conformity Situation); 必须向主管报告的情况1.需要再确认任何不清楚的验货数据或面对新情况2.受到供应方的欺骗, 如换货等.3.其它任何需要向主管汇报的情况即主管必须知道的情况4.在验货及生产中遇到的所有情况必须报告五, 验货时的判定和记录基本步骤作业规定5.5 抽回并标示船头办(Shipment Sample)并寄回公司5.5.1 船头办必须贴上恺跃公司的绿色船头办标识 (Green Label for Approved Shipment Sample);5.5.2 不良办则要求验货人员签署于产品上并加上红色箭头标贴.5.6 传回有关记录并向办公室询问有关安排5.6.1 在离厂前必须传回报告及拿走船头办.附注: 针对特别情况对对基本步骤及作业要求的变更–情境类情況示意图对基本步骤及作业规定的变更6.1 非工厂仓库/货车验货1.2 出发前确认工厂是否已准备验货(Ready for Inspection);1.2.1 清楚是否有足够人员协助验货, 若不够, 尽量协商解决。
QC的全称是QualityController(品质控制员),是负责检验

QC的全称是Quality Controller(品质控制员),是负责检验产品,控制品质的人。
服装QC顾名思义就是控制服装品质的人了。
按照我的理解,QC跟Inspector(验货员)是两个不同的概念,QC的重点是在控制(Control),目的是使公司得到品质良好的产品;而Inspector只是通过Inspect(检验),而判断一批货是否合格品(Pass OR Fail),目的是避免公司收到不合格的产品。
不过现在多数人都是把QC和Inspector混为一谈的,我们在这里也都叫QC吧。
有些公司对每款服装只在出货前进行一次尾期检验(FINAL INSPECTION);有些至少要查一次中期(Inter inspection)和一次尾期(Final);有些甚至要在服装生产的全过程进行品质控制,进行多次的早期检验(Early inspection)或在线检验(In-line inspection),以尽可能早地发现问题解决问题。
不同公司对验货内容及程序、标准有不同规定,以下内容仅供参考。
早期检验(初期、Early Inspection、Dupro Inspection)大货一开始生产就可以进行早期检验,主要是到车缝车间看每个工序各个车位的车缝质量,加强控制一些关键部位或难度比较高的工序的质量控制,尽早发现问题解决问题及预防问题。
中期检验(In-line Inspection、Inter Inspection)大货有10%成品就可以进行中期检验,每个颜色检查10件以上(尽量齐码),最好熨烫好,可以检查整烫的效果。
如果要成衣洗水的话,最好洗好烫好,可以检查洗水效果(手感、颜色、外观等)。
如果大货包装物料(胶袋、纸箱等)已经到厂的话,试装一箱看包装方法是否正确及包装效果是否良好,没有大货包装物料的话可以用尺寸类似的物料代用。
如果代用包装物料也没有的话,至少要核对一下工厂的包装资料是否正确(避免翻译上的错误)。
中期检验程序:对款式(Style):大货的款式与样衣+样衣评语+相关资料比较,看是否一致,主唛、洗水唛等辅料是否正确。
第三方验货公司报告
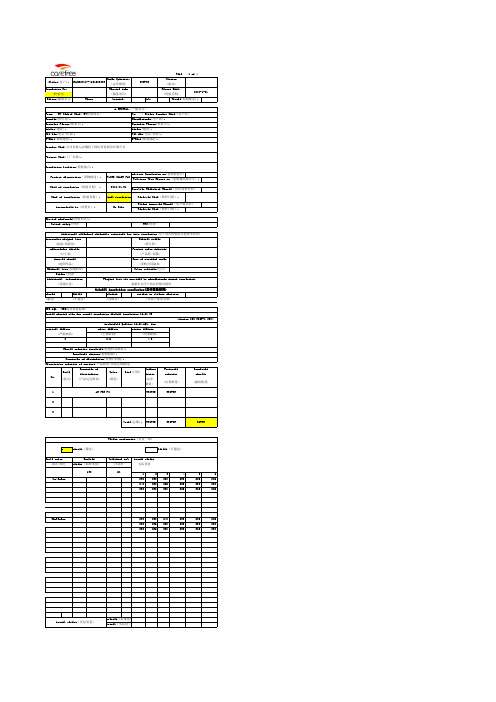
Inspection No:In%:Supplier Reference Sample(供应商参考样) Assortment/packing listpassedfailed pending (通过)(不通过)(待确认)critical defectsminior defects Orderqu antity (款式)(颜色)(定单数量)xpassed(通过)failed(不通过)Style/colorweight(标准重量)123456230230230230225225240220225225230230230230230225225225230230240230225225230225230220230230230225230230225230Actual weight(实际重量)xpected(标准值)Actual(实际值)36x38x2cm 41x40x3cm 款式/颜色浮动率实际重量1305%Weight conformity(重量一致)Expeted Tolerance in%Actual weight Total(总数):930PCS 930PCS 36PCS 32930PCS 930PCS AS PER PI 1desttination quantity samples (产品运往国家)(出货数量)(抽检数量)Inspected cartons(检验箱数):Countries of destination(货物目的地):Description/quantity of product(产品数量/质量总体描述)No.StyleCountries of Color Size(尺码)Producted Inspected Sample quantity inspected(检验样品数量):(version ISO 2859-1,2004)Acceptable Quality level(AQL) formajoy defects (严重缺陷)(主要缺陷)(次要缺陷)0 2.5 4.O(以客户要求为准)ISO AQL (ISO综合质量标准)Double samping plan for normal inspection,general inspection level IIOverall inspection conclusion(总体检验结果)subject to clients decision (其他信息)装箱单由生产商在检验时提供Others(其他)Additional informationPacking list was provided by manufacturer during inspecting.Material list(面辅料单)Color swatches(色卡)Aproved sampleCopy of purchase order (提供样品)(采购合同副本)measurement tabularProduct specs/drawings (尺寸表)(产品样/彩稿)Additional reference materials submitted for this inspection(用于该次检验的其他参考资料)Digital images (混装/装箱单)(照片样)Service performed(检验形式):Inline check(中检)FRI(尾检)Accompanied by(陪检员):Mr Diao Client Approved Sample(客户确认样)Received Date(收样日期):Date of inspection(检验日期) :2010.01.31Name of inspection(检验名称):final inspection Received Date(收样日期):Inspection Location(检验地点):Product description(货物描述):FLORE CHAIR PAD Previous Inspection no(前期检验号):Previous Test Report no(前期测试报告号):E-Mail(邮箱地址):E-Mail(邮箱地址):Company Name(公司名称):安徽轻工国际贸易股份有限公司Factory Name(工厂名称):Adress(地址):Adress(地址):Tel/fax(电话/传真):Tel/fax(电话/传真):Suppier(供应商):Manufacturer(生产商):Contract Person(联系人):Contract Person(联系人):A.GENERAL(一般项目)From: <BV Office Name>(BV检验商名)To: < Client Company Name>(客户名)Editor(编辑员):Ramon Lotsize:Tested(检验数量):2010-1-31(检验号)(服务项目)(检验日期)Service item Report Date:Page 1 of 4Client(客户):09AM32J107-4501588209Order Quantity:930PCS Version (定单数量)(版本)Inspection No:In%:Supplier Reference Sample(供应商参考样) Assortment/packing listpassedfailed pending (通过)(不通过)(待确认)critical defectsminior defects Orderqu antity (款式)(颜色)(定单数量)xpassed(通过)failed(不通过)Style/colorweight(标准重量)123456130130130130130130130130130140135140135130140140135130135140125135135130130130130130130130135130130130130131130131130128130130130130135130125130131130130130135140130139130140128130130130130130130130130131130128125135130130130130130130132138127135130129130130137130135130135130130135130131130133130130130140128130135130125131130130132130135140130140130140130130130130126130130129129130130135135135135130141140135130135136126134135130130130130128130130xpassed(通过)failed(不通过)Style/colorweight(标准重量)123456610610610615615610610610610620615620625610620620615610610610605620620610620610610610615610615610610610610610610610615610610610610610615610605615620610610610615620610620610620610610610610610610615610610610610610610615610610610610611610610620610615610613610610610610615610615610610615610610610612610610610620610610615609605610609611610610615620610620610620610610610610610610610610611610610615620615615610620620615610615615610615615610610610610*********Expected(标准值)Actual(实际值)Actual weight(实际重量)white green brwon purple 款式/颜色浮动率实际重量1305%Weight conformity(重量一致)---cushionExpeted Tolerance in%Actual weight Page 1 of 4Client(客户):09AM32J107-4501588209Order Quantity:7450PCS Version (定单数量)(版本)2010-1-31(检验号)(服务项目)(检验日期)Service item Report Date:Editor(编辑员):Ramon Lotsize:Tested(检验数量):A.GENERAL(一般项目)From: <BV Office Name>(BV检验商名)To: < Client Company Name>(客户名)Suppier(供应商):Manufacturer(生产商):Contract Person(联系人):Contract Person(联系人):Adress(地址):Adress(地址):Tel/fax(电话/传真):Tel/fax(电话/传真):E-Mail(邮箱地址):E-Mail(邮箱地址):Company Name(公司名称):安徽轻工国际贸易股份有限公司Factory Name(工厂名称):Inspection Location(检验地点):Product description(货物描述):FLORA CUSHION 50X50CM Previous Inspection no(前期检验号):Previous Test Report no(前期测试报告号):Date of inspection(检验日期) :2010.01.31Name of inspection(检验名称):final inspection Received Date(收样日期):Accompanied by(陪检员):Mr Diao Client Approved Sample(客户确认样)Received Date(收样日期):Service performed(检验形式):Inline check(中检)FRI(尾检)Additional reference materials submitted for this inspection(用于该次检验的其他参考资料)Digital images (混装/装箱单)(照片样)measurement tabularProduct specs/drawings (尺寸表)(产品样/彩稿)Aproved sampleCopy of purchase order (提供样品)(采购合同副本)Material list(面辅料单)Color swatches(色卡)Others(其他)Additional informationPacking list was provided by manufacturer during inspecting.Overall inspection conclusion(总体检验结果)subject to clients decision (其他信息)装箱单由生产商在检验时提供(以客户要求为准)ISO AQL (ISO综合质量标准)Double samping plan for normal inspection,general inspection level II(version ISO 2859-1,2004)Acceptable Quality level(AQL) formajoy defects (严重缺陷)(主要缺陷)(次要缺陷)0 2.5 4.OSample quantity inspected(检验样品数量):Inspected cartons(检验箱数):Countries of destination(货物目的地):Description/quantity of product(产品数量/质量总体描述)No.StyleCountries of Color Size(尺码)Producted Inspected samples (产品运往国家)(出货数量)(抽检数量)AS PER PI 7450PCS 7450PCS desttination quantity 150PCS213Total(总数):7450PCS 7450PCS 150PCS Weight conformity(重量一致)---cushion coverExpeted Tolerance in%Actual weight 款式/颜色浮动率实际重量1305%purple brwon green Fabric gsm(面料克重)white Checked all mass fabrics, covering all sizes Expected(标准值)Actual(实际值)。
验货程序

验货程序为了便于QC合理的安排验货工作,提高工作效率,节省人力、物力使工作更为流畅,达到事半功部的效果,故有必要将此程式制作出来,验货程式的步骤分为三段进行:验货关(即准备阶段)→验货中(进行阶段)→验货后(结束阶段)。
第一节验货前(准备阶段)验货前主要作以下工作:1、工厂将将资讯反馈给相关业务或业务主动联系工厂,确定何时可验货。
2、业务于每周五下午2:00前将下周《验货通知单》交给业务组长,组长再将本组验货表填写好后转交人事部,人事部再作统筹安排下周QC验货表。
3、QC应在验货前一天向相关业务取得验货资料。
4、QC应仔细查看读懂订单,并且问业务有无特殊的要求及规定,并请业务写在订单上。
5、询问有无签样及照片(最好是签样),出远差或需驻厂人员须申请差旅费。
6、电话查问工厂大货的生产状况,了解工厂背景及准确位置,取得联络方式。
7、再次确定验货资料是否齐全,带齐验货所需工具。
8、依大货交期的急缓,工厂的可信度及品质评估状况,配合度好坏及费用合理性四个方面去安排(因其中还要结合工厂的返工时间)。
第二节验货中(进行阶段)验货的进行阶段主要有如下工作:1、到工厂后,接触相关业务,告知来厂目的,了解大货生产状况及大货存放处。
2、清点箱数是否与订单数量相符,如若包装完成80%,生产线上还有足够的产品,交货期允许的情况下可以验末期。
3、抽箱一般采用“十”形阶梯型抽箱方式,这样可避免工厂将有缺陷的产品混入其中,也是防止放空箱的最好方法。
4、将抽箱的箱号记住或用唛头笔作上记号,以免工厂在运往验货地点途中偷梁换柱,这是经常会碰到的事情。
5、按ITEM#、P/O不同核对唛头,查看纸箱纸质,量外箱尺寸时,检查外箱破损状况,外箱标(条码标)及所贴位置是否正确,封箱的状况,核对净毛重资料。
6、要经过六面、三棱、一角的试摔方式(按照毛重、材质的不同,试摔要求的高度也不同,请详见附页),严格进行安全包装试摔,每棱面由小到大试摔。
尾期查货报告表
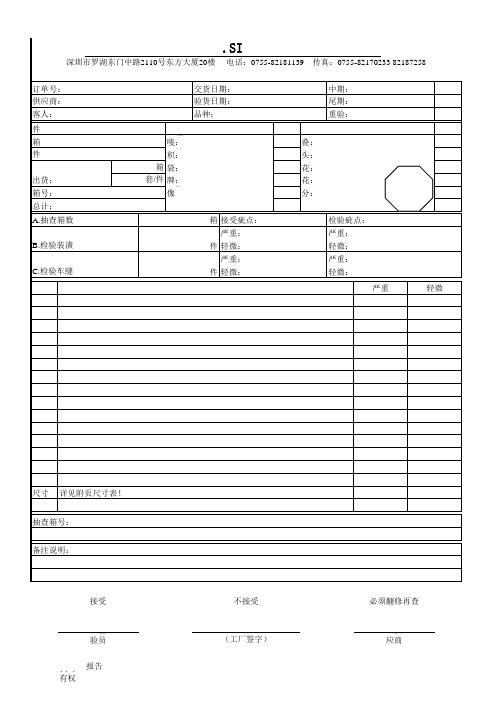
深圳市罗湖东门中路2110号东方大厦20楼
交货日期: 验货日期: 品种:
5.影像卡: 箱 接受疵点: 严重: 件 轻微: 严重: 件 轻微:
检验疵点: 严重: 轻
抽查箱号: 备注说明:
接受
不接受
必须翻修再查
(检验员签字)
(工厂签字)
(供应商签字)
上述报告仅代表抽查大货之品质,并不代表所有大货,若在货到客方时,有发现任何品质问题。 我司有权向供应商追讨责任。
M.R.SIMAK LTD
订单号: 供应商: 客人: 定单数量: 总箱数: 混码/混色装: 出货: 箱号: 总计: A.抽查箱数 B.检验装潢 C.检验车缝 套/件 箱 1.箱唛: 件 2.体积: 箱 3.胶袋: 套/件 4.挂牌:
積
倫 錦 誠 有 限 公 司
电话:0755-82181139 传真:0755-82170233 82187258 中期: 尾期: 重验: 6.折叠: 7.唛头: 8.车花: 9.印花: 10.成分:
QC(跟单员)-职责
QC(跟单员)-职责QC(跟单员)-职责QC(跟单员)职责跟单员的定义:跟单员是指在企业运作过程中,以订单为依据,跟踪产品,跟踪服务运作流向的专职人员。
所有工作都围绕着订单,对品质、交期负责的人,都是跟单员。
跟单员在外期间的生活、工作注意条理有序,尤其保证安全,更要注重自己是代表公司形象。
一、QC日常工作安排:⒈全面准备并了解订单资料(客户定单、生产工艺、最终确认样、面/辅料样卡、确认意见或更正资料)。
对指示不明确的事项详细反映给相关技术部和业务部,以便及时确认。
⒉保证本公司与外加工厂之间所有要求及资料详细并明确一致!要有文字说明。
⒊事先了解各加工厂的生产、经营状况并对工厂的优/劣势进行充分评估。
⒋跟单员言行、态度均代表本公司形象,因此与各业务单位处理相应业务过程中,须把握基本原则、注意言行得体。
处理业务过程中不能随意越权表态,有问题及时请示公司决定。
⒌预先充分估量工作中问题的潜在发生性,加强工作力度,完善细化前期工作,减少杜绝其发生问题的可能性。
预先充分防范、如有问题及时处理并总结经验,对以后的工作方式和细则进一步完善并改进。
6.跟单员与工厂负责人要保持密切的联系,出于双方的利益着想,与对方沟通,将问题降到最低限度。
7.要求工厂做出该制单的生产计划与分期出货计划提交部门经理核对,做出周报表与验货时间计划表,二、QC生产过程中的验货工作程序:⒈面/辅料外发时,根据发货单双方详细盘点,并由工厂签收。
若出现短码/少码现象要亲自参与清点并确认。
⒉大货生产前必须安排产前样,由设计部技术部确认,书面(封样单)通知工厂负责人修改无误后方可投产。
⒊校对工厂裁剪样版后,进行版长确认。
⒋根据双方确认后的单耗要与工厂共同核对面/辅料,并将具体数据以书面形式通知公司。
如有欠料,须及时落实补料并告知加工厂。
如有多余面料则要告知工厂大货结束后退还我司,并督促其节约使用,杜绝浪费现象。
⒌投产初期必须每道工序高标准地进行半成品检验,如有问题要及时反映工厂负责人和相应管理人员,并监督、协助工厂落实修改。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
TO: CC: 客户: 面辅料 面料A 面料B 面料C 面料D 面料E 合同号: 裡料1 裡料2 裡料3 裡料4 裡料5 纸扑 面线 裡线
打枣线 绣印花
制衣厂 尾期验货报表 品名: 棉
前中链 前内链
件数: 急钮 胶条
拉链头 尺码唛 产地唛
货期: 胶夹 衣架 纸箱 正唛 侧唛
丈巾 丈根么术贴核查袋链 鸡眼 已装箱比例:
绳扣 织带
主唛
洗水唛
挂牌 贴纸 胶袋 总箱数:
生产及包装情况 生产完成情况: 抽查箱号 查货颜色 抽查件数 抽查总件数 工艺检查结果 项目 1 2 3 4 5 6 7 8 9 10 检查结果: 备注: 注意:以上是抽查结果,我们有权保留追讨因质量问题引致客人退货而发生的一切费用和损失的权力。 验货QC 批核 QC到厂时间: QC离厂时间: 厂方负责人签名确认: 接受 不接受 再检查 待确认 走货 疵点 严重 轻微