汽轮机轴承概述
汽轮机本体结构介绍
一、汽缸、进汽部分、滑销系统
滑销系统
a、下猫爪支撑 b、下猫爪中分面支撑 c、上猫爪支撑
一、汽缸、进汽部分、滑销系统
滑销系统
1-上缸猫爪 2-下缸猫爪 3-安装垫片 4-工作垫片 5-水冷垫铁 6-定位销 7-定位健 8-紧固螺栓 9-压块
在装汽封环的相应转子上有一系列的台阶形汽封 槽,汽封环上加工有汽封齿,汽封齿有高齿和低 齿,二者相间排列,分别对者转子上的凹槽和凸 肩。汽封环一般有多块组成,置于汽封槽内,并 用弹簧片压住。
低压部分汽封环上的汽封齿做成平齿转子相配表 面亦为平圆柱面,其结构比高、低齿汽封简单。 汽封齿尖端很薄,即使动、静间发生磨擦,其产 生的热量也不大,且汽封环是有弹簧片压住,磨 碰时能作径向退让。汽封齿间隙在总装时修正。
六、轴承箱与轴承
前轴承座位于机组高压缸的调阀端,为一钢板焊 接的长方箱形结构。它支承高压转子,并在转子 接长轴上装置主油泵轮及危急遮断器。前轴承座 还装有差胀、转速、振动、偏心监视及键相器的 传感器,此外,还装有危急遮断控制器及试验装 置。
前轴承座有内部油管路系统,向安装于前轴承座 内、外的部件供油。
进气部分
一、汽缸、进汽部分、滑销系统
滑销系统 支撑基础必须稳固,其固有频率应避开汽轮发电
机的工作转速; 汽缸与轴承座应有良好的刚性,以免变形; 保证各汽缸在机组启动、运行、停机的过程中温
度变化时能自由膨胀和收缩,静子与转子中心线 保持一致,避免动、静部分之间的间隙消失以致 发生动静摩擦。
叶根部分:T型,叉型和枞树型。 叶顶部分:安装围带(也称复环)和拉金(拉
筋),安装围带是为了减小叶片工作弯应力,调 整叶片自振频率,减少叶顶漏汽。
汽轮机本体结构简介

辅汽 轴加风机
汽缸内
轴封腔室
空气
高负荷时
• 随着负荷的增加,高、中压缸排汽压力增 加,当排汽压力超过“X”腔室压力时,排 汽进入“X”腔室,“X”腔室蒸汽一部分 进入“Y”腔室,一部分排到汽封系统母管作 为低压缸轴封供汽汽源,形成自密封。大 约在30%负荷下系统达到自密封。如轴封 系统有多余的蒸汽,会通过溢流阀流往凝 汽器。。
推力轴承承受蒸汽作用在转子上的轴向推力,并确定转子的 轴向位置,以保证通流部分动静间正确的轴向间隙。所以推力轴 承被看成转子的定位点,或称汽轮机转子对静子的相对死点。
汽轮机轴承
汽轮机#1—#4轴承、 #7轴承为可倾瓦
顶轴油囊
#1—#4轴承可 倾瓦顶轴油孔
可倾瓦块
顶轴油孔
发电机轴承: #5、#6轴承
低压缸排汽温度升高的危害?
• 低压缸排汽温度升高时,转子与静子部件之间由 于热变形或过度差胀有产生碰擦的可能性。这样 的碰擦在一定转速以上会发生严重危害,并导致 强迫或长期停机。甚至在盘车转速时,尽管转速 已经下降,热变形和过度差胀所造成的摩擦,会 使得金属脱落并削弱转动部件,如铆钉、围带等, 最终将发生损坏。
二、汽轮机轴承
汽轮机的轴承有径向轴承和推力轴承两类。 径向支持轴承用来承担转子的重量和旋转的不平衡力,并确 定转子的径向位置,以保持转子旋转中心与汽缸中心一致,从而 保证转子与汽缸、汽封、隔板等静止部分的径向间隙正确。汽轮 机#1—#4轴承、励磁小轴#7轴承为可倾瓦,发电机#5、#6轴承
为普通瓦。
低压缸内缸
低压缸内缸
低压转子
枞树型叶根
高压缸进汽门
• 主蒸汽从锅炉经2根主蒸汽管分别到达汽轮 机两侧的主汽阀和调节汽阀,并由6根导汽 管进入设置在高压内缸的喷嘴室。6根导汽 管对称地接到高中压外缸上下半各3个进汽 管接口。
汽轮机轴承检修作业指导书
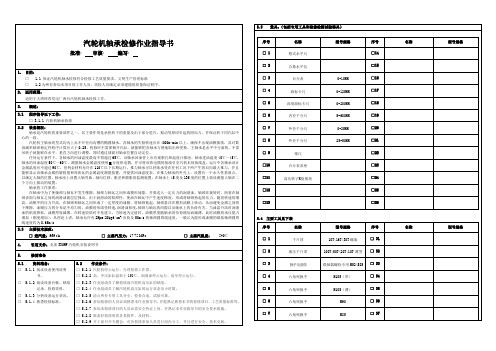
6 检修程序6.1 现场准备:□ 6.1.1 清理设备及其四周。
□ 6.1.2 查阅图纸,了解各部件质量标准及检修工艺。
□ 6.1.3 制定好零件定位及摆放位置。
□ 6.1.4 所有工具按规程进行检查试验。
□ 6.1.5 施工现场布置施工电源及足够的灯具和照明电源。
6.2检修项目及工艺流程6.2.1 推力轴承检修工艺□本机组推力轴承安置在#2轴承座内,在#2轴承与#3轴承之间独立布置,属于上挂耳水平面支撑,通过一对推力杆与高压缸刚性连接,随着高压缸的膨胀,推力轴承座通过支撑滑块向前移动。
这种结构使汽缸膨胀时受到的阻力较小。
前后推力瓦各为10块,面积相等,均为1460㎝2,通过定位销定位在弹性环上,可以承受汽机转子的正向推力和反向定位作用。
推力瓦乌金厚度为1.4㎜(结构如图6-1所示)。
推力轴承壳体制成两半,在水平中心线处分开并用螺栓和定位销连接在一起。
轴承始终浸在压力油中。
油直接从主轴承供油管道供给。
当推力盘相对于瓦块旋转时,每一瓦块和推力盘间的油膜有形成厚边在瓦块进油侧的楔形的趋势。
于是,油由推力盘的运动带入轴承各表面间并保证这些表面获得充分润滑。
6.2.1.1推力轴承解体:□ 6.2.1.1拆卸测温接头,用白布把测温接头封好。
□ 6.2.1.2拆除4个顶起位置连接螺栓,装上4个挂耳支撑螺栓,四周同时顶起0.10mm—0.20mm,然后同时落回原始位置。
□ 6.2.1.3拆除推力轴承壳体水平结合面螺栓和销钉,用顶丝均匀顶起30—40mm,吊出壳体上半部,并拆除热工测量元件引出线。
□ 6.2.1.4测量油封环间隙,拆卸时作好标记妥善保管。
□ 6.2.1.5拆除推力轴承水平结合面螺栓,吊出两上半推力轴承,分别作好标记,□ 6.2.1.6旋出两下半部分,吊放到平台上。
□ 6.2.1.7在平台上,把弹性环和推力瓦块拆卸后妥善保管。
□ 6.2.1.8推力轴承的检查与测量□ 6.2.1.8.1检查推力瓦块表面乌金应光滑、平整、无裂纹、脱胎、脱落、磨损、电腐蚀痕迹和过载发白、过热熔化或其它机械损伤,各瓦块工作印痕均匀。
气体轴承工作原理

气体轴承工作原理气体轴承是一种利用气体动力学原理,通过气体的压力来实现轴与轴承之间的支撑和摩擦减小的一种机械装置。
其工作原理主要包括气体薄膜支撑和气体压力平衡两个方面。
一、气体薄膜支撑气体轴承的工作原理之一是利用气体薄膜支撑。
当轴与轴承之间存在一层气体时,气体受到轴的旋转而形成气体薄膜,这层气体薄膜可以确保轴与轴承之间的间隙保持稳定,并起到支撑作用。
气体薄膜的存在使得轴与轴承之间减少了接触面积,从而减小了轴承的摩擦阻力。
二、气体压力平衡气体轴承的工作原理之二是通过气体的压力平衡来实现。
在气体轴承中,通常会有一个进气口和一个排气口。
当气体通过进气口进入轴承时,轴承内部形成了一个气压平衡的环境,使得轴承的外表面形成了一个气体薄膜,有助于减少轴承的摩擦。
同时,气体压力的平衡还可以保证轴承的稳定性,防止轴与轴承之间发生严重的接触,减小因此产生的磨损和摩擦。
三、气体轴承的应用气体轴承由于其低摩擦、高精度和无需润滑等优点,在工业生产中得到了广泛应用。
它可以用于高速旋转设备,如风力发电机、汽轮机、离心机等。
气体轴承还可以用于精密加工设备,如机床、切割设备、半导体设备等。
此外,在一些特殊的环境中,如高温、高湿等恶劣条件下,气体轴承也可以发挥出较好的性能。
综上所述,气体轴承利用气体动力学原理,通过气体薄膜支撑和气体压力平衡来实现轴与轴承之间的支撑和摩擦减小。
它的工作原理简单而高效,具有广泛的应用前景。
在日常生活和工业生产中,我们可以看到气体轴承的身影,它在提高设备性能和延长设备寿命方面发挥着重要作用。
随着科学技术的不断进步,相信气体轴承在未来会有更广泛的应用领域。
轴承的结构

Steam Turbine Theory 承德石油高等专科学校 热工系
第四章 第七节 轴承
汽轮机结构及零件强度
• 三、轴承的结构 • (一)支持轴承 • 分类:圆筒形轴承,椭圆形轴承, 三油楔轴承,可倾瓦轴承
• 1.圆筒形轴承 • 轴瓦内孔呈圆柱形,轴瓦外形呈球面形,能自动调整 使轴颈与轴瓦平行 • 轴承顶部间隙约为侧面间隙的2倍 • 轴颈下形成一个油膜,油膜厚度一般为0.1mm • 三块轴承垫块 • 轴瓦内车出燕尾槽,浇铸乌金,乌金厚1.5mm • 乌金CuSnSb11-6,固相点温度240,液相点温度360, 软化温度132~149℃;质软,熔点低,耐磨,保护昂 贵的转子
安装挡油环
窜动间隙 相对死点
可倾瓦轴承
可倾瓦轴承
进油
• • • •
5. 推力轴承 广泛采用密切尔推力轴承 推力瓦块工作面浇铸一层乌金,乌金厚1.5mm 瓦块背面通过销钉支撑在安装环上,瓦块可摆 动,瓦块厚度差<0.02mm • 推力盘和工作瓦块接触面为转子的相对死点 • 推力盘窜动间隙:推力盘和非工作瓦块与推力 盘之间的总间隙,一般中小机组为0.25~0.35, 大机组为0.4~0.6mm
圆筒形支持轴承
调紧力
锁柄限位
调中心 调中心
油挡间隙 一般为 0.3~0.4mm
圆筒形支持轴承
轴颈与轴承的接触 角为60°左右 刮研使接触面积大 于75%,且成点状 接触 用压铅丝的方法测 紧力 轴承紧力一般为 0.07~0.15mm
轴瓦 瓦枕
轴承座 瓦枕 轴瓦
轴承瓦枕紧力: 因为工作时轴 承温度比轴瓦 高,若无紧力, 热状态 下工作时,轴 承标准链接: 圆筒形轴瓦的顶部间隙为: 轴颈大于100MM时为轴颈直径的1.5-2/1000。 两侧间隙为顶部间隙的一半.
汽轮机结构
汽轮机结构结构部件由转动部分和静止部分两个方面组成。
转子包括主轴、叶轮、动叶片和联轴器等。
静子包括进汽部分、汽缸、隔板和静叶栅、汽封及轴承等。
汽缸汽缸是汽轮机的外壳,其作用是将汽轮机的通流部分与大气隔开,形成封闭的汽室,保证蒸汽在汽轮机内部完成能量的转换过程,汽缸内安装着喷嘴室、隔板、隔板套等零部件;汽缸外连接着进汽、排汽、抽汽等管道。
汽缸的高、中压段一般采用合金钢或碳钢铸造结构,低压段可根据容量和结构要求,采用铸造结构或由简单铸件、型钢及钢板焊接的焊接结构。
高压缸有单层缸和双层缸两种形式。
单层缸多用于中低参数的汽轮机。
双层缸适用于参数相对较高的汽轮机。
分为高压内缸和高压外缸。
高压内缸由水平中分面分开,形成上、下缸,内缸支承在外缸的水平中分面上。
高压外缸由前后共四个猫爪支撑在前轴承箱上。
猫爪由下缸一起铸出,位于下缸的上部,这样使支承点保持在水平中心线上。
中压缸由中压内缸和中压外缸组成。
中压内缸在水平中分面上分开,形成上下汽缸,内缸支承在外缸的水平中分面上,采用在外缸上加工出来的一外凸台和在内缸上的一个环形槽相互配合,保持内缸在轴向的位置。
中压外缸由水平中分面分开,形成上下汽缸。
中压外缸也以前后两对猫爪分别支撑在中轴承箱和1号低压缸的前轴承箱上。
低压缸为反向分流式,每个低压缸一个外缸和两个内缸组成,全部由板件焊接而成。
汽缸的上半和下半均在垂直方向被分为三个部分,但在安装时,上缸垂直结合面已用螺栓连成一体,因此汽缸上半可作为一个零件起吊。
低压外缸由裙式台板支承,此台板与汽缸下半制成一体,并沿汽缸下半向两端延伸。
低压内缸支承在外缸上。
每块裙式台板分别安装在被灌浆固定在基础上的基础台板上。
低压缸的位置由裙式台板和基础台板之间的滑销固定。
转子转子是由合金钢锻件整体加工出来的。
在高压转子调速器端用刚性联轴器与一根长轴连接,此节上轴上装有主油泵和超速跳闸机构。
所有转子都被精加工,并且在装配上所有的叶片后,进行全速转动试验和精确动平衡。
汽轮机 - 结构
汽缸
汽轮机下缸及转子图
(二)汽缸的支承方式
IP Turbine HP Turbine
内缸的支撑
(三)、 滑销系统(结构、作 用)和汽轮机的热膨胀
❖ 一)滑销系统的基本结构 ❖ 1) 纵销 ❖ 位置: 轴承座底部和台板之间 ❖ 结构:轴承座底部和台板开矩形纵向槽,
中间装入长条形销(键) ❖ 作用:限制轴承座横向运动,确保轴承
座在汽缸膨胀推动下严格地沿纵向移动。
2)横销
❖汽缸支撑横销:猫爪横销或(低压缸与基座)
3) 立销
❖位置:轴承座纵向内端面中心处(横 向)、汽缸两端中心处(横向)。
❖ 结构:轴承座纵向内端面中心处(横向) 焊T形销,汽缸前端中心(横向)处焊U 形槽
❖ 作用:限制汽缸、轴承座之间中心的相 对运动
❖4) 角销 ❖位置:前轴承座底部纵向凸出边沿上
❖结构:类似角铁状,压在轴承座底部纵向凸 出边沿上
❖ 缸的数目:单缸、多缸 ❖ 排汽口的数目:单排汽口、多排汽口 ❖ 轴的数目:单轴、双轴 汽轮机的发展历程:单级、多级、多缸、双轴 多级:功率、压差增大的要求。 多缸:功率、流量增大的要求。 双轴:功率、流量增大,排汽口增多,若仍用
单轴,则轴变长,刚度下降。
~
HP
LP
~
单缸单排汽口 双缸单排汽口
HP
❖作用: 防止前轴承座纵向滑动过程中翘起, 确保座底面与台板紧密接触,轴承中心线与 地面平行,转子中心线与地面平行.
300MW汽轮机推力轴承特点及检修工艺研究

300MW汽轮机推力轴承特点及检修工艺研究作者:陈声来源:《科技创新与应用》2014年第36期摘要:通过对300MW汽轮机组大修的学习与实践,了解该机组推力瓦结构、特点,并且掌握了其检修工艺、方法。
从而提高了机组检修水平,保证设备长周期安全运行,对同类型设备具有借鉴意义。
关键词:推力瓦;推力间隙;转子定位前言某火力发电厂汽轮机为上海汽轮机厂生产的单轴、双缸、亚临界、一次中间再热、凝汽式汽轮机,机组型号为:N300-16.7/537/537。
该机组采用的推力轴承与径向轴承为分体式,该种推力轴承结构复杂,但自位性能较好,便于调整汽轮机转子轴向位置。
1 推力瓦的结构与特点推力瓦结构如图1所示(俯视图为半剖视图)。
汽轮机转子与推力盘为一体,推力盘两侧各有6块推力瓦,限制推力盘轴向移动。
推力盘和瓦块全部装在推力瓦外壳内[1],外壳通过中分面螺栓将两半合并,推力瓦外壳两侧各有一只伸长的挂耳。
调整前后的定位螺杆时,前后调整斜铁就会根据调整情况上下移动,因调整斜铁与固定斜铁成对配置,推力瓦外壳固定支架为“U”形一体结构,斜铁带动推力瓦外壳在“U”形固定支架里前后移动,从而根据通流间隙将汽轮机转子定位。
该推力瓦共有两根进油软管,润滑油直接进入到推力盘和瓦块之间。
在推力瓦块背面各有两张10mm厚的半圆垫片,推力间隙不符合要求时可以改变半圆垫片厚度调整推力间隙。
2 推力瓦检修2.1 推力间隙测量、调整确认推力瓦及其附件全部回装到位。
在推力瓦外壳下半圆两侧及汽轮机转子端头各架设一只百分表(见图2),先将左侧两只定位螺杆逆时针(从上向下看)旋转,调整斜铁(见图1)向上移动,与固定斜铁产生间隙。
然后将右侧两只定位螺杆同时顺时针(从上向下看)旋转,调整斜铁向下移动,推着固定斜铁和推力瓦外壳向左侧移动。
观察转子端部百分表动了0.01~0.02mm后停止调整右侧两只定位螺杆,这时记录三块百分表数值作为初始值。
用类似方法将右侧两只定位螺杆同时逆时针旋转[2],让调整斜铁向上移动与固定斜铁产生间隙,然后同时顺时针旋转左侧两只定位螺杆,使调整垫铁向下移动,推着固定斜铁和推力瓦外壳向右侧移动,同时观察转子端部百分表,动了0.01~0.02mm后停止调整,再次记录三块表数值。