物料与热量计算
物料衡算和热量衡算
物料衡算和热量衡算1. 引言物料衡算和热量衡算是在工程设计和过程优化中常用的方法和工具。
物料衡算是指通过对物料的进出量、质量和组成等参数的分析,计算出物料的平衡以及物料流动过程中的相关参数。
热量衡算是指通过对热量的进出量、热平衡等参数的分析,计算出热量在系统中的平衡和流动情况。
本文将介绍物料衡算和热量衡算的基本概念、方法和应用。
2. 物料衡算2.1 物料平衡物料平衡是对物料流动系统中物料的进出量进行分析和计算的过程。
物料平衡的基本原理是质量守恒定律,即在封闭系统中,物料的质量不会发生净变化。
物料平衡可用于分析物料的流动路径、损耗情况以及优化物料的使用和回收。
2.2 物料衡算的方法常用的物料衡算的方法包括输入-输出法和组分衡算法。
- 输入-输出法:通过记录系统中物料的进出量,计算出物料的平衡情况。
该方法适用于物料流动较简单且没有复杂反应的系统。
具体步骤包括确定进料和产出物料的量和质量,计算进出物料的差值,并检查误差,使其趋近于零。
- 组分衡算法:通过对物料组分的平衡进行计算,得到物料的进出量。
该方法适用于需要考虑物料成分变化的系统。
具体步骤包括确定进料和产出物料的组分及其相对含量,计算进出物料组分的差值,并检查误差。
2.3 物料衡算的应用物料衡算在化工、冶金、环境工程等领域有广泛的应用,例如: - 在化工生产中,物料衡算可以用于优化原料的使用和能源的消耗,减少产品的损耗和废物的排放。
- 在冶金过程中,物料衡算可以用于优化矿石的选矿和冶炼过程,提高生产效率和产品质量。
- 在环境工程中,物料衡算可以用于分析和优化废物处理和排放过程,减少对环境的污染。
3. 热量衡算3.1 热量平衡热量平衡是对热量在系统中的分布和流动进行分析和计算的过程。
热量平衡的基本原理是热力学第一定律,即能量守恒定律。
热量衡算可以用于分析热量的传递、损失和利用情况,以及优化热能的使用和节约。
3.2 热量衡算的方法常用的热量衡算的方法包括输入-输出法和能量平衡法。
化工原理物料衡算和热量衡算
化工原理物料衡算和热量衡算引言化工工程涉及许多物料的处理和转化过程,同时也需要考虑热量的平衡。
物料衡算和热量衡算是化工原理的重要内容,对于工程实践和过程优化具有重要的意义。
本文将介绍化工原理中的物料衡算和热量衡算的基本原理和计算方法。
物料衡算物料衡算是指对于化工工程中物料流动和转化过程的计算和分析。
在化工工程中,物料的流动和转化是实现各种反应和分离操作的基础,因此正确的物料衡算是保证工程设计和操作的关键。
在物料衡算中,我们通常需要考虑以下几个方面: 1. 物料的质量衡算:即对物料的质量输入和输出进行计算和分析。
对于物料的质量衡算,我们需要注意物料流动的平衡原则,即质量的输入必须等于输出。
2. 物料的能量衡算:即对物料的能量输入和输出进行计算和分析。
能量的输入和输出会影响物料的温度和相变过程,因此在能量衡算中需要考虑物料的热力学性质。
3. 物料的流动速度衡算:即对物料流动速度进行计算和分析。
物料的流动速度决定了反应和分离操作的效率,因此在物料衡算中需要合理地确定流量和速度的关系。
4. 物料的浓度衡算:即对物料中组分浓度的计算和分析。
物料的浓度会影响其反应和分离的速率和效果,因此在物料衡算中需要考虑不同组分浓度的变化规律。
物料衡算通常使用质量守恒和能量守恒等基本原理进行计算。
同时,还可以利用化学反应平衡的原理和质量流动的平衡原则进行衡算过程中的参数确定。
热量衡算热量衡算是化工工程中热力学过程的计算和分析。
在化工工程中,热量的平衡是保证反应和分离操作能够正常进行的基础。
热量衡算需要考虑以下几个方面: 1. 热量的输入和输出:即对于热量的输入和输出进行计算和分析。
在化工工程中,我们通常需要对热量的输入和输出进行平衡,以保证工程操作的稳定性。
2. 热量的传递和转化:即对于热量的传递和转化过程进行计算和分析。
热量的传递可以通过传导、对流和辐射等方式进行,因此在热量衡算中需要考虑传热方式的影响。
3. 热平衡的计算:即对于反应和分离过程中热量平衡的计算和分析。
物料衡算和热量衡算
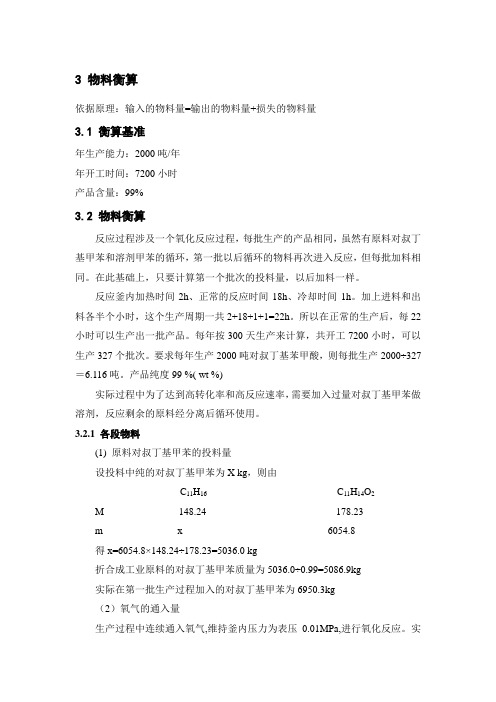
3 物料衡算依据原理:输入的物料量=输出的物料量+损失的物料量3.1 衡算基准年生产能力:2000吨/年年开工时间:7200小时产品含量:99%3.2 物料衡算反应过程涉及一个氧化反应过程,每批生产的产品相同,虽然有原料对叔丁基甲苯和溶剂甲苯的循环,第一批以后循环的物料再次进入反应,但每批加料相同。
在此基础上,只要计算第一个批次的投料量,以后加料一样。
反应釜内加热时间2h、正常的反应时间18h、冷却时间1h。
加上进料和出料各半个小时,这个生产周期一共2+18+1+1=22h。
所以在正常的生产后,每22小时可以生产出一批产品。
每年按300天生产来计算,共开工7200小时,可以生产327个批次。
要求每年生产2000吨对叔丁基苯甲酸,则每批生产2000÷327=6.116吨。
产品纯度99 %( wt %)实际过程中为了达到高转化率和高反应速率,需要加入过量对叔丁基甲苯做溶剂,反应剩余的原料经分离后循环使用。
3.2.1 各段物料(1) 原料对叔丁基甲苯的投料量设投料中纯的对叔丁基甲苯为X kg,则由C11H16C11H14O2 M 148.24 178.23m x 6054.8得x=6054.8×148.24÷178.23=5036.0 kg折合成工业原料的对叔丁基甲苯质量为5036.0÷0.99=5086.9kg实际在第一批生产过程加入的对叔丁基甲苯为6950.3kg(2)氧气的通入量生产过程中连续通入氧气,维持釜内压力为表压0.01MPa,进行氧化反应。
实际生产过程中,现场采集数据结果表明,通入的氧气量为1556.8 kg,设反应消耗的氧气量为x kg3/2O2C11H14O2 M 31.99 178.23m x 6054.8 得x= 3/2×6054.8×31.99÷178.23=1630.1kg此时采用的空气分离氧气纯度可达99%,因此折合成通入的氧气为1630.1÷0.99=1646.6 kg即在反应过程中,需再连续通入1646.6kg氧气。
化工过程设计 第三章 物料衡算与热量衡算(1)
各流股组份数一览表
HAC 24%
11 循环流 进料 HAC 30% H2O 69.8% H2SO4 0.2% 萃 取 塔 4
流股号 1 2 3
组份数 3 3 3 4 2 2 2 2
1
2
12
3
混合器1
4
5 6 7 8 9 10 11 12
E 7% HAC H2O H2SO4 混合器2
溶 剂 回 收 塔
7(2) E 99% H2O 1%
附加关系式数
自由度
9(4)
(2)溶剂提馏塔及整体的自由度分析
11(2) 循环流
HAC 24%
进料 HAC 30% 1(3) H2O 69.8% H2SO4 0.2% 混合器1 2(3)
萃 取 塔
3(3) 12(2) 溶 剂 回 收 塔 产品流 HAC 99% H2O 1% 产 品 精 馏 塔
独立MB方程数
已知流股变量数 已知其它关系式数 自由度 2、具体MB计算(略)
在开始下一节讲授之前,大家先考虑一个精馏塔的MB问题。 例题:有人提出了一个无反应的单精馏塔流程的方案,试做其MB计算:
100 C3 i-C4 i-C5 C5 kmol/h 0.20 0.30 0.20 0.30
2 1 精 馏 塔 3
MB与HB计算是化工工艺设计中最基本,也是最主要的计算内容。
一、化工流程(过程)中MB、HB、EB三者之间的关系 1、MB与HB之间的关系 MB有可能能单独(不依赖HB而独立)求解; HB一般不能单独求解; (间壁式换热器除外) 当MB不能独立求解时,它就必须与HB联合起来,求解CB。 2、EB与HB之间的关系 流程压力水平不高,而且压力变化也不大,系统能量只考虑其热 焓,而忽略其动能、势能等机械能,在这种情况下:
最新第三章物料衡算和能量衡算(热量)
例题: • 两种组成不同的煤气在预热器中混合。并从25℃加热到127℃,
以供燃烧炉使用。两种煤气的流量分别为0.4kmol/s和0.1kmol/s。 预热器的热损失为150kJ/s。试计算预热器应提供的热量。 计算中煤气的焓取下列数值: 25℃时,第一种煤气为765kJ/kmol;第二种煤气为846kJ/kmol。 127℃时,混合煤气的焓值为3640kJ/kmol。
p
' c
和假临界温度
T
' c
,求得
混合气体的对比压力和对比温度,
解: 以1s为计算基准。根据公式:
( ) ∑ ∑ ( ) ∑ Q =n iH io- utn jH jin
Q Q 提 + Q 供 损 Q 提 1 供 k 5J0
H o= u ( 0 t .4 0 .1 ) 3k 6 J 1 4k 8 0J 20
H in ( 0 . 4 7 0 6 . 1 8 5 ) k 4 3 J 6 . 6 k 9J 0
• 例题: 已知常压下气体甲烷0~t℃的平均定压摩尔热容数据如下:
• 试求常压下甲烷在200℃到800℃温度范围的平均定压摩尔热容, 并计算15kmol甲烷在常压下从800℃降温到200℃所放出的热量。
解:假设如下热力学途径:
• 从 C p,m t 表中查得,
Cp,m3.9 6k6J/k ( mK o)l Cp,m5.5k6J/k ( mK o)l
• 1、热容 • 2、焓 • 3、汽化热 • 4、反应热
1. 热容
(1)热容与温度的关系 • 热容是给定条件下,系统每升高1K所吸收的热。随温度
而变。根据过程不同,用分为等压热容和等容热容。 • 描述定压热容Cp与温度之间的关系一般有三种方法:
化工中物料衡算和热量衡算公式
化工中物料衡算和热量衡算公式一、物料衡算公式1.物料总量计算公式物料总量计算公式可以根据物质的密度(ρ)和体积(V)来计算。
公式如下:物料总量=密度×体积2.物料质量计算公式物料质量计算公式可以根据物质的密度(ρ)、体积(V)和物质的质量(m)之间的关系得出。
公式如下:质量=密度×体积3.物料浓度计算公式物料浓度计算公式可以根据溶质的质量(m)和溶液的体积(V)来计算。
公式如下:浓度=质量/体积4.溶液的重量和体积之间的关系溶液的重量可以根据溶液的密度(ρ)和溶液的体积(V)相乘得到。
公式如下:重量=密度×体积1.热量传递计算公式热量传递计算公式可以用于计算传热功率(Q)和传热面积(A)之间的关系。
公式如下:Q=h×A×ΔT其中,h为传热系数,ΔT为温差。
2.物料的热量计算公式物料的热量计算公式可以根据物料的质量(m)、比热容(Cp)和温度变化(ΔT)来计算。
公式如下:热量=质量×比热容×温度变化3.水的蒸发热计算公式水的蒸发热计算公式可以根据水的质量(m)和蒸发热(ΔHvap)来计算。
热量=质量×蒸发热三、补充说明1. 密度(ρ)是物质单位体积的质量,常用的单位有千克/立方米(kg/m^3)或克/立方厘米(g/cm^3)。
2. 比热容(Cp)是物质单位质量的热容量,表示单位质量物质温度升高1℃所需的热量,常用的单位是千焦/千克·℃(kJ/kg·°C)或焦/克·℃(J/g·°C)。
3.传热系数(h)是衡量热传导性能的参数,表示单位面积上的热量流入或流出的速率,常用的单位是瓦特/平方米·℃(W/m^2·°C)。
4.温度变化(ΔT)是物质的温度差,常用的单位是摄氏度(℃)或开尔文(K)。
5. 蒸发热(ΔHvap)是物质从液态转变为气态所需的热量,常用的单位是焦耳/克(J/g)或千焦/千克(kJ/kg)。
《化工设计》 第三章物料衡算和热量衡算
对于没有化学反应的过程,一般上列写各组分的衡算方程, 只有涉及化学反应量,才列写出各元素的衡算方程。
• 稳态过程(连续),体系内无物料积累。
F
x f1
P
xp1
W
xw1
F
x f2
P xp2
W
xw2
7.将物料衡算结果列成输入-输出物料表(物料平 衡表),画出物料平衡图。
物料衡算表
组分
输入
质量,kg/d
组分
输出
质量,kg/d
杂质 合计
杂质 合计
8.校核计算结果(结论)。
五、无化学反应的物料衡算
• 在系统中,物料没有发生化学反应的过程, 称为无反应过程。
(三)、物料衡算基准 物料衡算过程,必须选择计算基准,并在整个运算
中保持一致。若基准选的好,可使计算变得简单。
①时间基准 (单位时间可取1d、1h或1s等等)。 ②批量基准; ③质量基准 例如: 可取某一基准物流的质量为100Kg
为基准计算。 ④物质的量基准; ⑤标准体积基准;
(四)、物料衡算的基本程序
100.00
解:
水F1 1200kg/h
吸 收 塔
混合气体F2,1.5 (mol)%丙酮
空气F3
蒸 馏 塔
冷凝器
废料F5:丙酮5%,
95% 水
产品F4 丙酮99%,水1%
本系统包括三个单元.即吸收塔、蒸馏塔和冷凝器。由于 除空气进料外的其余组成均是以质量百分数表示的,所以 将空气-丙酮混合气进料的摩尔百分数换算为质量百分数。 基准:100kmol气体进进料。
(完整word版)物料衡算和热量衡算

3 物料衡算依据原理:输入的物料量=输出的物料量+损失的物料量3.1 衡算基准年生产能力:2000吨/年年开工时间:7200小时产品含量:99%3。
2 物料衡算反应过程涉及一个氧化反应过程,每批生产的产品相同,虽然有原料对叔丁基甲苯和溶剂甲苯的循环,第一批以后循环的物料再次进入反应,但每批加料相同。
在此基础上,只要计算第一个批次的投料量,以后加料一样.反应釜内加热时间2h、正常的反应时间18h、冷却时间1h。
加上进料和出料各半个小时,这个生产周期一共2+18+1+1=22h。
所以在正常的生产后,每22小时可以生产出一批产品。
每年按300天生产来计算,共开工7200小时,可以生产327个批次.要求每年生产2000吨对叔丁基苯甲酸,则每批生产2000÷327=6.116吨。
产品纯度99 %(wt %)实际过程中为了达到高转化率和高反应速率,需要加入过量对叔丁基甲苯做溶剂,反应剩余的原料经分离后循环使用。
3。
2.1 各段物料(1)原料对叔丁基甲苯的投料量设投料中纯的对叔丁基甲苯为X kg,则由C11H16C11H14O2M 148。
24 178.23m x 6054.8得x=6054。
8×148。
24÷178.23=5036.0 kg折合成工业原料的对叔丁基甲苯质量为5036。
0÷0。
99=5086。
9kg实际在第一批生产过程加入的对叔丁基甲苯为6950。
3kg(2)氧气的通入量生产过程中连续通入氧气,维持釜内压力为表压0.01MPa,进行氧化反应.实际生产过程中,现场采集数据结果表明,通入的氧气量为1556.8 kg,设反应消耗的氧气量为x kg3/2O2C11H14O2M 31。
99 178.23m x 6054.8得x= 3/2×6054。
8×31.99÷178。
23=1630。
1kg此时采用的空气分离氧气纯度可达99%,因此折合成通入的氧气为1630.1÷0.99=1646。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第3章物料与热量计算
原始数据:
(1)生产能力25万吨/年硬PVC-U塑钢型材;
(2)年生产时间6744小时;
(3)PVC-U型材合格率99%;
(4)产品规格:壁厚2.5mm,加强筋1.5mm。
3.1 生产能力计算
3.1.1 计算基准的选取
一年工作日的计算
(1)年工作小时数:365-27(法定假日)=338天×24=8112小时
(2)设备维修和检查:设定25天/年=600小时/年
(3)紧急情况停止生产:设定15天/年=360小时/年
(4)挤出机机头、滤网等部件的清洗与更换:设定1次/6天;8小时/次,则
[338天-(25天+15天)]×1/6次/天×8小时/次=397.33小时=17天
(5)实际生产时间则为:
365天-27天-25天-15天-17天=281天
281天×24=6744小时
综上所述,可得设备利用系数:
K=实际开车时间/年工作时间=6744/8112=0.831
3.2 物料衡算
3.2.1 挤出成型工段
(1)挤出成型工段物料损耗率见表3-1[13]
(2)物料衡算
总共混合料需求量:250000/0.94=254957.44t
自然损耗量:254957.44×0.1%=254.94t
扫地料:254957.44×0.4%=1019.83t
下脚料:254957.44×5.5%=14022.65t
下脚料回收破碎量(破碎损失为5%):14022.65×(1-5%)=13331.52t
颗粒料中需加回收料量(总量的5%):254957.44×5%=12747.88t
回收率:(12747.88/14022.65)×100%=90.91%
(3)挤出成型工段物料损耗量具体见表3-2。
3.2.2 挤出前各工段
(1)确定各岗位物料损失率
经过经验数据,由于工人操作不慎以及设备残留等因素,使物料有一定的损失,首先。
见表3-3[14]
进入工序的物料量=该工序总的出料量/(1-工序的损失率)
那么可得
进入输送的物料量:254957.44×(1-5%)=242209.57t(半成品混合料1吨其中有加入回收料5%)
242209.57/(1-0.2%)=242694.96t
进入冷辊机的物料量:242694.96/(1-0.1%)=242937.90t
进入高辊机的物料量:242937.90/(1-0.1%)=243181.10t
进入筛选输送物料量:243181.10/(1-0.5%)=244403.10t
(3)混合各段物料量,具体见表3-4:
表3-4 混合工段物料平衡表
3.2.3 物料中各组分的用量
物料中各组分需求量计算方法:
(1)年组分所需要用量(t)
物料年实际需要量×组分物料百分比=该组分物料年需要量
(2)日组分需要量(t)
组分物料年需要量÷实际工作天数(281)=改组分日需要量
(3)又上所述,可算的物料的年实际用量和每天物料的使用量
根据物料衡算,混合料年需要量为254957.44吨,计算出每年需要配好的粉料量为268376.25吨。
考虑到回收,所以实际料量=计算物料量-回收量
=268376.25-(268376.25-244403.10)
=244403.1t
3.3 能量衡算
3.3.1 电能
查得TSH-135双螺杆挤出机的生产能力5t/h,则需生产线条数:
254957.44/(6744×5)=7.56,则选择8条生产线满足生产要求。
(1)破碎机耗能
全年需要破碎下脚料为14022.65吨,选用PE-200×300型破碎机,破碎量力3-6/h,功率为7.5 kW,则全年的使用时间为:
14022.65÷6=2337.1h
消耗功率:
2337.1×7.5=17528.3 kW h
(2)研磨机
全年需磨粉废品量14022.65t,每小时破碎量为3-6t/h,功率10 kW,全年的使用时间:
14022.65÷6=2337.1h
消耗功率:
2337.1×10=23371 kW h
(3)混合机组
因为车间共有8条生产线,4条生产线需要一台混合机组。
选用WLD-H-35型高速加热/冷却混合机组。
功率为90 kW h
①热混机:
单次产量21000kg,混合时间10min;全年使用时间为:
254957.44÷21÷6=2023.5 h
2台热混设备的消耗功率:
2023.5×90×2=364230 kW h
②冷混机:
每锅使用时间:10min
254957.44÷21÷6=2023.5 h
2台热混设备的消耗功率:
2023.5×90×2=364230 kW h
(4)PVC-U型材生产线
生产线的配套设备见表3-6:
生产线功率:
125.25+4.75+3+1.1=134.1 kW
8条线总耗电量:
134.1×6744×8=7267147.2 kWh
(5) 照明设备
车间照明设备20盏,功率0.4kW使用时间取5000小时,则耗电量为:
0.4×20×5000×2=80000 kWh
车间的年耗电量见表3-7:
损耗系数一般为80%,则实际耗电量为: 8076506.5/80%=10095633.13kWh 3.3.2 冷却水
根据设备的技术参数:
混合机组:5m3/h
型材生产线:4m3/h
年总耗水量:
5×953.3+6744×4×2=58718.5m3
考虑到到一定的损耗量,取系数:冷却水1.20,则实际为:
58718.5×1.2=70462.2m3能量消耗统计,表3-8:。