新版FMEA-失效模式与影响分析实战训练(1)
FMEA-失效模式与效应分析(1)
FMEA (Jan 2008) Jun Cheung Slide 17
Continued
C Process Function Potential Failure Mode Potential Effect(s) of Failure S e v l a s s Potential Cause(s) Mechanism(s) of Failure O c c u r Current Process Control Prevention Detection D e t e c R. P. N. Recommend Action(s) Responsibility & Target Complete Date Actions Taken Action Results S e v O c c D e t R. P. N.
1
2
3
4
5
6
7
8
9
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
以FPC安装为例 Process and Function: XXXX-XXX-SSS安装FPC
FMEA (Jan 2008) Jun Cheung Slide 9
Item 2: Potential Failure Mode
C Process Function Potential Failure Mode Potential Effect(s) of Failure S e v l a s s Potential Cause(s) Mechanism(s) of Failure O c c u r Current Process Control Prevention Detection D e t e c R. P. N. Recommend Action(s) Responsibility & Target Complete Date Actions Taken Action Results S e v O c c D e t R. P. N.
FMEA失效模式和效果分析培训教材
product/process and the effects of that failure 识别和评估一个产品或过程的潜在失效模式及其影响; 2. List down the actions which could eliminate or reduce the chance of the potential failure occurring 确定能排除或减少潜在失效发生的机率的措施; 3. Document all the elements for review and action 文件化整个过程。
•Taken from “The Certified Quality Engineer Handbook” ASQ
书山有路勤为径, 学海无涯苦作舟
Definition of FMEA FMEA定义 (II)
FMEA : Failure Mode and Effects Analysis FMEA:失效模式和效果分析
书山有路勤为径, 学海无涯苦作舟
Definition of FMEA FMEA定义
•An FMEA can be described as a systematic group of activities intended to : •FMEA 是一系列系统化的活动,其目的是 : 1. Identify and evaluate the potential failure modes of a
FMEA培训教材(失效模式和后果分析)
AUTHORITY CONSULTING
失效模式和后果分析(FMEA)
课程目的
AUTHORITY CONSULTING
掌握FMEA的概 念和运用时机 发现,评价产品/过程中 潜在的失效及其后果 找到能够避免或减少这 些潜在失效发生的措施 书面总结上述过程
Fቤተ መጻሕፍቲ ባይዱEA发展简史
AUTHORITY CONSULTING
Failure Model And Effect Analysis
FMEA应用的主要行业 -- 航空业 ——复杂的体系,产品和过程, 小批量生产 -- 汽车业——复杂的体系,产品和过程,大 批量生产 -- 其它行业
FMEA发展简史
AUTHORITY CONSULTING
正式使用FMEA技术是美国六十年代的阿波 罗登月计划.
AUTHORITY CONSULTING
新设计, 新设计,新技术或新过程 设计FMEA 对现有设计或过程的修改 将现有的设计或过程用于 新的环境, 新的环境,场所或应用 过程FMEA
FMEA实施说明
概念提 出和批 准
FMEA介绍-APQP过程图
项目批准 样件 试生产 投产
AUTHORITY CONSULTING
策划
DFME A
产品设计和开发
PFME A
过程设计和开发 产品与过程确认 生产
计划和确定 项目 产品设计和开 发验证 过程设计和开 发验证 产品和过程确认
FMEA介绍-总原则
AUTHORITY CONSULTING
总原则:每一个设计或过程功能/模式,对"失效的结果"分 总原则:每一个设计或过程功能/模式, 失效的结果" 析应能量化失效模式没有纠正导致的风险
过程失效模式及影响分析(过程FMEA)
探测度 (D)
AP
特 殊 特 性
筛选器 代码 (选 填)
预防 控制
负
探测 措施
责 人 姓
目标 完成 时间
名
初始状态-过去经过验证 的控制和/或将要采用的
控制
1-10
H、M、L 、NA
CC
LL
为降低频 度所需的 附加措施
为改善 探测所 需的附 加措施
姓名
根据规范MRKL5039对
电机性能曲线进行100%
更多。量值/规格为 、过程项、最终用户)
可选,请查看过程文 建议在三个考虑方面旁
档。例如:压力、机 列出严重度评级,并使
器温度、冲洗液浓度 用最高的严重度评级。
、速度等。在过程进 例如,最终用的某个方面
行中可对过程特性进 可能并不总是获得最高
行测量。
的严重度评级。
1-10
失效模式 在“过程工作要
在产品 素的功能和过程
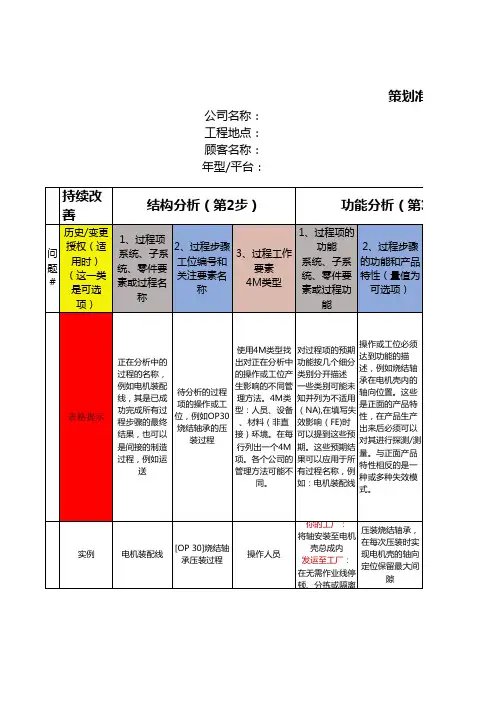
公司名称: 工程地点: 顾客名称: 年型/平台:
策划准备(第一步)
持续改 善
结构分析(第2步)
功能分析(第3步)
历史/变更
问 题 #
授权(适 用时) (这一类 是可选
项)
1、过程项 系统、子系 统、零件要 素或过程名
称
2、过程步骤 工位编号和 关注要素名
称
3、过程工作 要素
4M类型
1、过程项的 功能
跨职能团队:
分析(第3步)
失效分析(第4步)
失效影响的严重度 (S)
3、过程工作要 1、对于上一高层级
素的功能和过程 要素或最终用户的
特性
失效影响(FE)
2、关注 要素的 失效模
式 (FM)
过程FMEA失效模式及后果分析PPT培训课件
评估失效模式的 后果
确定失效模式的 严重程度…
制定预防和探测 措施
食品加工过程,包括原料 采购、加工、包装和储存 等环节。
例如,原料可能存在农药 残留、微生物污染等问题 ;加工过程中可能出现烘 烤不均匀、切割尺寸不对 等;包装过程中可能出现 标签错误、密封不严等。
例如,农药残留可能导致 消费者健康问题;烘烤不 均匀可能导致食品口感和 质量下降;标签错误可能 导致消费者对产品的误解 。
THANKS FOR WATCHING
感谢您的观看
跟踪实施效果
对改进措施的实施情况进行跟 踪和效果评估,持续改进。
02 过程FMEA的实施过程
确定分析范围和边界
确定分析对象
明确过程FMEA的分析对象,如产品、服务或系统 等,并定义其边界和范围。
确定分析阶段
确定失效模式可能发生的阶段,如设计、制造、 运输、安装等。
确定分析重点
根据分析对象和阶段,确定失效模式分析的重点 和关注点。
如何制定有效的改进措施和行动计划?
制定改进措施和行动计划是FMEA分析的最终目的。
根据风险优先级,选择具有最大潜在改进的失效模式进行改进。这可能包括设计更改、工艺改进、过 程控制强化等。制定行动计划时,应明确责任人、完成时间和检查点,以确保改进措施的有效实施。
如何持续改进FMEA分析?
持续改进FMEA分析可以提高其有效性和可靠性。
明确分析的对象,包括产品、系统、过程等,并对其进行 定义和描述。
列出所有可能的失效模式
全面考虑可能出现的失效模式,并对其进行分类和归纳。
评估失效模式的后果
分析失效模式可能导致的影响和后果,包括对产品、系统 、过程的影响以及对顾客的影响。
确定失效模式的严重程度、发生频率…
FMEA失效模式及后果分析手册精选全文

可编辑修改精选全文完整版FM E A 失效模式及后果分析手册FMEA (Failue Mode &Effect Analgsis ) Failue :失效、失败、不良 Mode :模式Effect :后果、效应、影响 Analgsis :分析一、FMEA 思维逻辑方法:D ’FMEA —→分析着重点BOM 表的零件及组装件P ’FMEA —→分析着重点OPC/AC 的零件加工及组装的工艺流程PRN 高风险优先系数 重点管理原则控制重点少数,不重要大多数列为次要管理 轻重缓急,事半功倍类比量产品(模块化) 工艺流程 过程参数/工艺条件 质量特性类比量产品 质量不良履历失败经验产品病历卡预设未来新产品投产后可能/潜在的会出现类似的不良事前 分析原因 整改措施(鱼刺图)先期产品质量策划结果控制计划(欧美) QC 工程表(台/日)新产品投产施工的要求监视和测量(首中末件检查)开发新产品例:有20项不良,前3项不良占70%,对策能解决50%的不良,70%*50%=35%后17项不良占30%,对策能解决100%的不良,30%*100%=30%①质量管理AC 柏拉图分析②物料管理MC 物料ABC法避免待料停工目的降低库存量的成本二、在何种情况下应进行FMEA分析:新产品开发阶段1、RP N≥1002、严重度/发生度/难检度(任一项)≥7;3、严重度≥7,发生度≥3;4、发生度≥5,难检度≥4量产阶段秉持持续改善的精神三、FMEA建立与更新时机1、新产品开发时;2、设计变更时(材质变更,BOM变更);3、工程变更;4、检验方法变更(检验设备/项目/频度)5、定期审查更新(建议每季度修订,至少也要每半年)四、FMEA分析表作成说明35%>30%重效果大,轻效果小活性化文件随时更新有效版本的识别(以修订日期)1、增加零件编号与名称:与BOM 表一致(D ’FMEA 分析,着眼在构成零件及组装件);2、增加工序编号与名称:与OPC/AC 表一致(P ’FMEA 分析,着眼在加工与组装工艺流程,D ’FMEA 可省略)3、功能与要求:已含外观、颜色、尺寸及ES TEST 功能质量要求;4、潜在失效模式:类比量产品质量不良履历(历史档)→产量履历→失效分析累积5、潜在失效效应(后果):万一不良时会造成的后果,如影响安全性/功能性/一般性,必须站在广义的客户中思考,包含: ● 下工程● 直接客户:下购销合同者/客户:如代理商 ● 最终客户:user/消费者6、严重度:参照对照表予以评估,复合型≥7;功能性4~6;一般性<4;7、分类(等级)class :与CC/SC 管制特性计划清单一致,包含符号识别,如FORD ▽,通用,依客户指定或本司对等的符合标注。
fmea培训资料最新版(141页)
FMEA培训资料最新版(141页)FMEA(失效模式和影响分析)是一种系统的、结构化的方法,用于识别和评估产品或过程中的潜在失效模式,以及这些失效模式对最终用户的影响。
FMEA培训资料旨在帮助参与者了解FMEA的基本概念、方法和工具,以便在实际工作中应用FMEA来提高产品或过程的质量和可靠性。
一、FMEA概述FMEA是一种预防性的质量工具,它通过系统性地识别和分析潜在的失效模式,以及这些失效模式对产品或过程的影响,来降低失效风险。
FMEA通常分为两个阶段:设计FMEA(DFMEA)和过程FMEA (PFMEA)。
DFMEA关注于产品设计和开发阶段,而PFMEA关注于制造和装配过程。
二、FMEA的基本步骤1. 定义项目范围:确定要分析的系统和子系统的范围。
2. 建立团队:组建一个跨职能的团队,包括设计、工程、制造和质量等部门的代表。
3. 识别失效模式:团队成员共同识别潜在的失效模式,并记录下来。
4. 分析失效影响:评估每个失效模式对最终用户的影响,包括安全性、成本、性能和可维护性等方面。
5. 评估失效严重性:根据失效影响的严重程度,对每个失效模式进行评分。
6. 评估失效发生概率:根据失效模式的已知历史数据或专家经验,评估每个失效模式的发生概率。
7. 评估检测难度:评估检测每个失效模式的难度,包括检测方法的有效性和成本。
8. 计算风险优先级数(RPN):将严重性、发生概率和检测难度相乘,得到每个失效模式的风险优先级数。
9. 采取预防措施:根据RPN,制定和实施预防措施,以降低失效风险。
10. 跟踪和更新:定期跟踪和更新FMEA,以确保其持续有效。
三、FMEA工具和模板FMEA工具和模板可以帮助团队更有效地进行FMEA分析。
常用的FMEA工具包括:1. FMEA表格:用于记录失效模式、影响、严重性、发生概率、检测难度和RPN等信息。
2. FMEA软件:提供自动化的FMEA分析功能,包括数据输入、计算和分析报告。
失效模式与影响分析(FMEA) 讲义
探測度评价基准参考表
检出率 几乎无法检出
非常微小 微小 非常低 低 中度 中高 高 非常高
几乎一定
等级 10 9 8 7 6 5 4 3 2 1
检出机会 <= 80.0%
> 80.0% > 82.5% > 85.0% > 87.5% > 90.0% > 92.5% > 95.0% > 97.5% > 99.5%
FMEA
失效模式與影響分析
Content
一.FMEA概論 二.FMEA作業流程 三.SOD的確定及判定準測 四.FMEA案例解析 五.FMEA實施注意事項
一.FMEA概論
定義
FMEA( Failure Mode and Effect Analysis) 是指在設計
或過程實施階段對構成的子系統﹑零件,以及構成的各 工序逐一進行分析,找出所有潛在的失效模式并分析出 可能的后果,從而預先采取必要的防范措施以提高產品 的品質和可靠性,提升過程的能力及穩定性等,并將全 過程形成文件的一種系統化的活動.
模后 式果
功能 要求
功能、特 性或要求 是什么?
后果是 什么?
会是什么问题? -无功能 -部分功能/功能 过强/功能降级 -功能间歇 -非预期功能
严级 潜
重别 在
度
失
S
效
起
因
机
理
有多
糟糕
?
起因是 什么?
频 现行 探 R 建
度 控制 测 P 议
O
预 防
探 测
度 D
N
措 施
责任 及目 标完 成日 期
潜在失效模式与后果分析(FMEA)培训
表面加工规范错误 维修保养说明错误
演算法不适当
维修保养说明不适当
16. 发生率(O):在设计的寿命中某一特定失效起 因/机理发生的可能性。描述发生率的级别数重在 其含义,而不是具体的数值。通过设计更改更改 来预防或控制该失效模式的起因/机理是降低发生 率级别数的唯一途径。
确定等级需考虑: 维修历史情况 部件是否全新设计 环境有无变化 用途有何变化 是否采取了预防性控制措施 针对用途,是否作了工程分析(如可靠度)来估计
构成零件
组件 功能件 子系统 系统
人、环境等
零件故障
对组件 的影响
FMEA的分析层次
对功能 件的影响
对子系 统的影响
对系统 的影响
对人和环境 等的影响
图1-1 FMEA的影响分析层次
设计FMEA的一个关系方块图(分析中所考虑的项目)
也可用其他形式的方块图
开关
3
2
灯泡总成
灯罩
4
4
1
极板
电池
弹簧
5
5
连接方法:1.不连接(滑动配合) 2.铆接 3.螺纹连接 4.卡扣连接 5.压紧装接
• “系统”的概念
1、“系统”。系统是指具有全部功能并可达成要求的任务 的产品,如汽车、轮船、飞机等可以称为机械系统;电脑、 卫星、移动电话等可称为电子系统。
2、子系统。子系统是系统的构成部分,能达成系统的部分 功能,如汽车的动力系统、电脑的显示系统等。
3、构成件。构成件是构成子系统和系统的单元,可分为功 能件、组件和零件。
没有特定的RPN值要求强制措施
1、小组的焦点应该定位于严重度最高等级的失效模式,当严重 度等级为9或10时,必须强制确保风险通过存在的设计控制 或建议措施来陈述
新版潜在失效模式及后果分析(FMEA)1
例举本次分析的产品失效模式:
31
➢ 步骤四:失效分析
失效链 FMEA中对失效的分析包括三个不同方面 ▲失效影响(FE) ▲失效模式(FM) ▲失效起因(FC)
30
➢ 步骤四:失效分析
失效 系统和子系统的失效模式描述是功能损失或退化。 功能的失效由功能推导而来。潜在失效模式包括但不限于以下 种: • 功能丧失(即无法操作、突然失效) • 功能退化(即性能随 间损失) • 功能间歇(即操作随机开始 停止 开始) • 部分功能丧失(即性能损失) • 非预期功能(即在错误的时间操作、意外的方向、不相等的性能) • 功能超范围(即超出可接受极限的操作) • 功能延迟(即非预期时间间隔后的操作) 例如:当向左打方向盘时,车辆向右转,这是非预期功能;
FMEA的定义和分类
FMEA的术语定义
• 失效(failure): 是指产品丧失规定功能的状态,又可译为故障。 失效与故障在含义上略有差别,失效是对不可修复产品而言;故障 是对可修复产品而言的。这里的失效含有这两方面的含义。
* 潜在失效模式(failure mode): 是指可以发生,但不一定非 得发生的失效模式,这时工程技术人员对设计、制造和装配过程中 认识到或感觉到的可能存在的隐患。
24
➢ 步骤二:结构分析
3.系统结构可视化:
灯泡
3
总成
4
D
极板
5
E
+ 零件
A.灯 罩
B.电 池
C.开 关
D.灯泡总成
E.电 极
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
新版FMEA-失效模式与影响分析实战训练
●课程背景
德国汽车工业协会(VDA QMC)在德国柏林召开股东会议,并正式宣布新版AIAG-VDA FMEA标准发布!这是一个历史性时刻,历经了长时间汽车行业专家的反复研讨和修订,第一版的AIAG-VDA标准终于正式发布!本次培训将根据最新发布的AIAG-VDA FMEA 要求,系统地讲解新版FMEA的背景,重要变化点以及企业如何应对等,并对新的AIAG-VDA FMEA七步法进行详细讲解,帮助企业迅速掌握新版FMEA的使用。
FMEA是1960 年代美国太空计划所发展出来的一套手法,为了预先发现产品或流程的任何潜在可能缺点,并依照其影响效应,进行评估与针对某些高风险系数之项目,预先采取相关的预防措施避免可能产生的损失与影响。
近年来广为企业界做为内部预防改善与外部对供货商要求的工具,是从事产品设计及流(制)程规划相关人员不得不熟悉的一套运用工具。
FMEA是系统化的工程设计辅助工具,主要利用表格方式协助进行工程分析,使其在工程设计时早期发现潜在缺陷及其影响程度,及早谋求解决之道,避免失效之发生或降低影响,提高系统之可靠度。
因此尽早了解与推动失效分析技术,是业界进军国际市场必备的条件之一!
●培训对象
研发总监、经理、工程师;质量总监、质量经理、质量主管、质量工程师、质量技术员;技术总监、经理、工程师、技术员;产吕流程总监、经理、工程师、技术员;生产经理、生产主管以及所有工程师(PE,ME,QA,SQE等)。
●培训时间
2-3天
●课程收获
1.了解最新版FMEA的背景及主要变化点
2.理解和掌握新版FMEA的七步法
3.预先考虑正常的用户使用和制造过程中会出现的失效
4.有助于降低成本提升效益,预防不良品的发生
5.建立产品可靠度保证系统,具备整体的概念
6.认识失效的类型及其影响
7.熟悉并运用失效模式与效应分析手法预防产品设计与制程规划可能发生的不良现象
8.累积公司相关不良模式与效应处理之工程之知识库,不断改进产品可靠性
课程大纲
第一章FMEA的发展过程
一.了解FMEA
二.FMEA定义
三.FMEA的目的
四.什么时候用FMEA
五.新版FMEA的主要变化
1.七步法代替以前的“填表法”
2.全新的SOD评分标准
3.全新的措施优先级AP取代RPN
4.增加了优化措施的状态跟踪
5.监视及系统响应的补充FMEA(FMEA-MSR)
6.全新的表格等
第二章FMEA简介
一.FMEA的时间顺序
二.FMEA集体的努力
三.成功的FMEA小组
四.FMEA小组的守则
五.FMEA小组决定的标准/模式
第三章执行新版PFMEA和实例
一.执行新版PFMEA的步骤
二.流程图的介绍与分析
三.特殊特性矩阵图的分析与练习
四.新版PFMEA模板和样例
五.新版PFMEA第一步:策划和准备
1.目的
2.PFMEA项目确定和边界
3.PFMEA项目计划
4.确定基础PFMEA
5.过程FMEA表头和练习
1)公司名称
2)制造地点
3)顾客名称
4)年型/项目
5)项目
6)PFMEA开始日期
7)PFMEA修订日期
8)跨职能团队
9)PFMEA ID编号
10)过程职责
11)保密级别
六.新版PFMEA第二步:结构分析
1.结构分析的目的
2.结构树的分析与练习
3.过程项
4.过程步骤
5.过程工作要素
6.结构分析实例
七.新版PFMEA第三步:功能分析
1.功能分析的目的。