西门子840D数控系统调试,编程和维修[课件]
西门子数控系统结构及应用(SINUMERIK 840D sl)最新版教学课件第3章
表3-2 七段数码显示管显示信息
显示数字 含义
1 CF 卡和 SRAM 数据不匹配。
2
3
调试程序已初始化。
4
NCK操作系统已成功激活。
LED
RDY
RUN STOP SU/PF SF DP DP/MPI PN SY/MT
OPT
功能
NCU系统 准备状态
PLC运行 PLC停止 PLC激活 PLC错误
维修状态
线路故障
表3-1 LED灯显示信息
颜色
红色2Hz闪烁 红色/橙色2Hz闪烁
橙色 橙色0.5Hz闪烁
橙色2Hz闪烁
绿色/橙色1Hz运行(保护模式) 停止 启动时重置存储器(MRES) 无相关功能
(4) NC及PLC总清操作方法 1)将NCU上的旋转开关做如下设置:将NCK调试开关转到位置“1”; 将PLC调试开关转到位置“3”。 2)将控制系统断电并重新上电,或按“Reset”(重置)按钮来启动 重置。 3)等待系统运行并出现如下信息:等待7段显示屏上显示5; LED“STOP”闪烁,LED“SF”亮起。 4)在3秒内,依次将PLC调试开关转到“2”→“3”→“2”:此时, LED“STOP”先快速闪烁,然后变为稳定的灯光。 5)将PLC和NCK开关转回到位置“0”。 6)正常启动后,NCU数码管显示数“6”,同时右下角小数点不停闪烁; LED RUN持续亮起且呈绿色。 7)PLC和NC处于循环运行模式下,总清完毕。
在Drive-CliQ的使用基础上,840D sl系统提供了结构拓扑识别这一 实用性功能,它可以大大节省进行配置的时间及精力。基础的工作可以 交给系统自己进行识别完成,但也给安装调试人员提出了更高的要求。 想要解决拓扑后出现部分设备不能正常识别,及在系统中插入西门子系 统兼容性能不好的硬件等问题,还是需要手动配置、调试进行解决。
840D讲义第五讲

20
·611A主轴控制单元编码器报警的屏蔽
驱动控制板能对连接的编码器进行监控,如果有 异常,则产生相应的报警,611A的主轴控制板可以 通过对参数MD P- 90的位2置1屏蔽该报警.
21
·611D驱动的V/F控制 有时为了诊断用,需要对驱动进行开环 的频率控制, 该方法仅能用于诊断用, 且转速不能设得太高.设驱动参数 MD1014为1即为开环的频率控制
22
·驱动的优化
数控的驱动由电流环,速度环和位置环组成的,其优化一般由里及 外层层优化,但由于电流环的参数在电机和功率模块的型号确定 后用厂家的默认参数即可, 一般不需要优化,故优化时先优化速度 环,再优化位置环即可. 速度环的优化,一般涉及到速度环增益和速度环时间常数, 速度环 时间常数越大和增益越低,速度环越稳定 ,但精度和动态特性越差, 一般来说,速度环时间常数设在10ms左右, 而速度环增益调整在 使速度环的阶约响应有20-40的超调. 位置环的优化涉及到位置环增益和加速度, 调整时先可以减少加 速度值,再增加位置环增益值,保证系统稳定, 然后在适当增加加 速度值,使之适应机床的机械特性,注意同一组的插补轴的位置环 增益要一致,否则会影响加工精
GETRAG(Jiangxi)Transmission Co.,Ltd Yudu branch 格特拉克(江西)传动系统有限公司于都分公司
SIEMENS 840D 数控系统
第五讲: 第五讲:常见维修故障分析
编 制:孙 元 红
1.机床运行方式和通道的选择 .
由于NCK的功能不断加强,一个NCK可以 完成原来多个系统才能完成的工作,因而 可以有多个通道,一个通道相当与一个独 立的NC,840D最多可以有十个通道,每个 通道都有自己的零点徧置,刀具补偿和R参 数等,但程序区是共用的,每个通道有自己 的工作方式,如果几个通道的工作方式一 直相同的话,这就构成了一个方式组.在 840D上,方式是用方式开关来选择,通道是 用键W1…n来选择.
840Dsl数控系统模拟主轴的调试
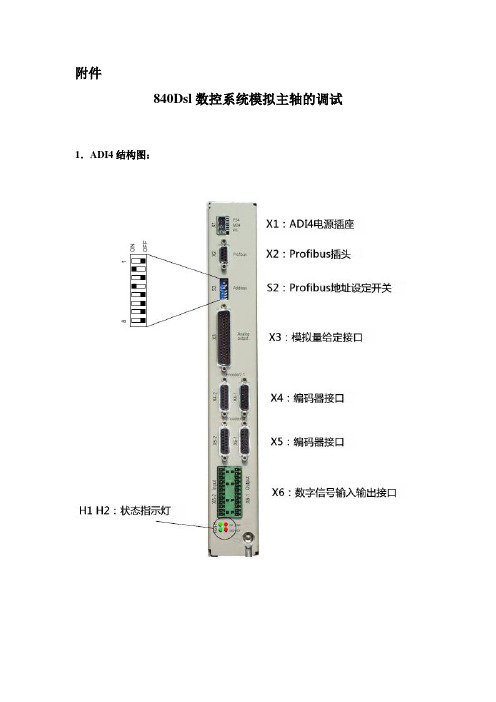
附件
840Dsl数控系统模拟主轴的调试1.ADI4结构图:
1.1 DC24V电源插头X1
P24 +24V
M24 0V
PE 接地
1.2 Profibus插头X2
ADI4通Profibus总线与数控系统通讯,在802Dsl中,通过总线连接的还有I/O信号的PP板,因此在正常连接的时候除了要正规标准的制作Profibus总线插头外,还要注意插头的ON/OFF的位置,避免拨错位置,导致无法通讯。
1.3 Profibus地址设定开关S2
地址分配采用的是BCD码
若总线地址是17:将1、5开关置位。
如下图:
1.4 模拟量输出X3
1.5 数字输入信号接口X6-2
1.6 在STEP7的“hardware”中挂站编译并保存
1.7 参数设置
因为ADI4可以配置4个轴,根据机床的实际情况将13050的轴号与ADI4匹配,在“hardware”中将ADI4中的数值改成参数[13050]的“4340—4460”。
MD13060=3
MD13070=80FH
MD13080=4
重新上电,调试结束。
840D讲义第二讲

840D系统具有数控机床具有的自动、手动、 编程、回参考点、手动数据输入等功能。
· MDA: MDA跟自动方式差不多,只是它的 程序可以逐段输入,不一定是一个完整的 程序,它存在NCK里面一个固定的MDA缓 冲区里,可以把MDA缓冲区的程序存放在 程序目录里,也可以从程序区里调程序到 MDA缓冲区来.
6
840D系统具有数控机床具有的自动、手动、 编程、回参考点、手动数据输入等功能。
· REPOS:重定位功能,有时在程序自动执 行时需要停下来把刀具移开检测工件,然 后接着执行程序,需要重定位功能,操作方 法是在自动方式下暂停程序执行,转到手 动,移开相应的轴,要重新执行程序时,转到 重定位方式,按相应的轴移动按钮,回到程 序中断点,按启动键程序继续执行.注意在 这个过程中不能按复位键.
8
二.系统的连接与调试
9
(一)硬件的连接
1. SINUMERIK810D/840D系统的硬件连接从两方面 入手:] 其一,根据各自的接口要求,先将数控与驱动单元, MMC,PLC三部分分别连接正确: (1) 源模块X161种9,112,48的连接;驱动总线 和设备总线;最右边模块的终端电阻(数控与驱动单 元)。 (2)MMC及MCP的+24V电源千万注意极性(MMC)。 (3)PLC模块注意电源线的连接;同时注意SM的连接。 其二,将硬件的三大部分互相连接,连接时应注意: (1) PI和OPI总线接线一定要正确。 (2) CU或NCU与S7的IM模块连线。
2
840D系统具有数控机床具有的自动、手动、 编程、回参考点、手动数据输入等功能。
人机交换界面负责NC数据的输入和显示, 它由MMC和OP组成 MMC(Man Machine Communication)包括: OP(Operation panel)单元,MMC,MCP (Machine Control Panel)三部分。MMC实际上 就是一台计算机,有自己独立的CPU,还可以带 硬盘,带软驱;OP单元正是这台计算机的显示 器,而西门子MMC的控制软件也在这台计算机 中。
西门子数控系统调试、编程和维修概要

西门子数控系统调试,编程和维修概要作者:唐寅喜西门子数控系统调试,编程和维修概要概述西门子公司数控系统产品结构数控系统的基本构成第一讲西门子数控系统的基本构成一.西门子840D系统的组成SINUMERIK840D是由数控及驱动单元(CCU或NCU),MMC,PLC模块三部分组成,由于在集成系统时,总是将SIMODRIVE611D驱动和数控单元(CCU或NCU)并排放在一起,并用设备总线互相连接,因此在说明时将二者划归一处。
l 人机界面人机交换界面负责NC数据的输入和显示,它由MMC和OP组成MMC(Man Machine Communication)包括:OP(Operation panel)单元,MMC,MCP (Machine Control Panel)三部分。
MMC实际上就是一台计算机,有自己独立的CPU,还可以带硬盘,带软驱;OP单元正是这台计算机的显示器,而西门子MMC的控制软件也在这台计算机中。
1.MMC我们最常用的MMC有两种:MMCC100.2和MMC103,其中MMC100.2的CPU为486,不能带硬盘;而MMC103的CPU为奔腾,可以带硬盘,一般的,用户为SINUMERIK810D 配MMC100.2,而为SINUMERIK840D配MMC103.※ PCU(PC UNIT)是专门为配合西门子最新的操作面板OP10、OP10S、OP10C、OP12、OP15等而开发的MMC模块,目前有三种PCU模块--PCU20、PCU50、PCU70, PCU20对应于MMC100.2,不带硬盘,但可以带软驱;PCU50、PCU70对应于MMC103,可以带硬盘,与MMC不同的是:PCU50的软件是基于WINDOWS NT的。
PCU的软件被称作HMI,HMI有分为两种:嵌入式HMI和高级HMI。
一般标准供货时,PCU20装载的是嵌入式 HMI,而PCU50和PCU70则装载高级HMI.2.OPOP单元一般包括一个10.4〞TFT显示屏和一个NC键盘。
840D调试步骤及部分注意点

调试步骤及说明:1.将PCU硬盘旋钮旋至OPERATING位置,激活硬盘。
2.如系统未装HMI界面,通过USB将HMI界面安装软件传入系统,并安装. 3.进入HMI界面后,进入菜单-调试—--HMI---选择中文。
4.如驱动启动后,NCU状态灯显示为3(或者无法总清,有可能PC卡中未写入软件), PC卡为空卡,通过CardWare写入软件(电脑必须标配PC卡插槽,否则软件无法使用),然后安装对应版本的工具盘(PLC库文件)。
5.插入PC卡后,进行NCK和PLC总清,最上面两个绿灯亮后,总清完成。
6.接下来可以通过适配器将电脑连接NCU进行PLC编辑调试了.7.参数14504、14506、14508(分别对应14510、14512、14514的个数)可先设好以备PLC使用。
8.PLC初步调试后,开始配置驱动器,进入菜单—调试——-驱动配置—--选择功率模块(主轴为ARM,进给轴为SRM)。
激活轴参数30130和30200、30240、38000(螺距补偿最大点数,此参数一定要先设好,如果后设此参数的话,内存要重新分配,驱动数据和加工程序等会丢失)后NCK重启即可配置驱动数据,进入菜单—调试——-驱动数据-——电机控制器-——电机选择…9.各个轴动作后,如配的是西门子的迷你手轮,手轮摇时,界面轴+-交替变换,脉冲不正常时,可将手轮盒内前四个短接片断开试试(参见DoconCD)。
VB27000012可监控手轮脉冲。
10.轴自动优化,在调试---最佳化测试---自动控制设置,不带PLC,监控:激活,上限:200,下限:-200,上限和下限的数值在绝对位置两边,设置方式:速度控制器:标准设置,Z轴优化时抱闸要打开11.如何进入Windows 界面,开机后当画面出现840D POWERLINE右下角有V08—06—00-02这样的版本号时,马上按数字3,选择DESKTOP在对话框内输入NAME:AUDUSER、PASSWORD: SUNRISE 切换到OK 12.报警文本:系统F:\dh\mb。
SINUMERIK-840D-系统调试

实验:SINUMERIK 840D 系统调试(X,Y,SP1)实验目的:1.掌握840D系统结构及硬件设备功能及硬件设备接口连接2.PLC和NC调试3.主轴调试4.回参考点及手轮配置5.840D优化及试运行4.报警编辑实验设备:➢硬件●PC(内置CP5512卡)、PROFIBUS-DP总线一根、●SINUMERIK 840D(PCU50.3 , 电源模块, NCU572.5单双轴驱动模块各一个)、●伺服电机3台(内置编码器);X-1FT6044 Endat cable 6FX5002-5EQY-1FT6044 Incre cable 6FX5002-2CASP-1PH6064 Incre➢软件—●HMI adv (PCU50.3)●STEP 7 V5.4 SP3●840D TOOLBOX-V6.5;实验步骤:1.硬件设备及连线1.1硬件设备外部设置1)电源模块(55KW)电源正常时只有yellow灯处于常亮状态。
2)NCU-572.5●48端子与9短接;●63,64端子<==>PLC的Q54.0; Q54.1连接[地址54在STEP7-Config中设置];NS1&NS2必须短接—本实验系统:63- Q54.064- Q54.1外部四个开关左上(red)—I54.1右上(red)—I54.3左下(green)—I54.2右下(green)—I54.4PLC 时序控制编程:3)611U1.2硬件设备连线1)PC & PCU & NCU2)611U与Motor611U的A1接口(底部后侧)和-X411接口连接电机1;A2 ……………………-X412……………….2.[注]:接反会有电机过温报警。
2.实验先前准备工作2.1安装STEP 7S7软件存在光盘上,并附带一张授权软盘。
S7软件可在WINDOWS环境下安装。
找到软件根目录,双击“SETUP.EXE”文件即可。
第二课840D数控基础编程课件

AMIRROR X0 Y0 Z0
MIRROR
取消镜面反射
PPT文档演模板
第二课840D数控基础编程课件
五、框架命
令 4.进给率控制和主轴运动
4.1、进给率
G94 按mm/min G95 按mm/rev
F…按G94,G95指定的单位计的进给值
4.2、主轴速度S
PPT文档演模板
第二课840D数控基础编程课件
三、定位指
令 1. 绝对/增量尺寸,G90/91
绝对尺寸
G90(模态) X100 绝对尺寸(非模态)
增量尺寸
G91(模态) X100增量尺寸(非模态)
例:N10 G90 G0 X45 Y60 Z2 T1 S2000 M3
N20 G1 Z-5 F500
刀具横进给
CR=-...:角度大于180
整圆不能用CR=编程,但必须用圆终点和插补参数...Y...Z...I...J...K...TURN= 6、恒定导程的螺纹切削,G33
TURN:全循环 次数
G33 X...Z...K...SF=...* (K指锥角45)
G33 X...Z...I...SF=...* (I指锥角45)(SF=只需要对多线数螺纹编
“/”。几个相连程序段亦可跳越,不执行跳越程序段中的指令,程序从下一个不 的程序段处继续。
PPT文档演模板
第二课840D数控基础编程课件
二、程序编制概述
1.3 注解
为了使其它用户和程序员更容易理解NC程序,建议在程序中插入有意义的注解
用分号(“;”)
例: N10 G1 F100 X10 Y20
;解释NC块的注解
TRANAS
取消可编程零补偿 适合所有轴