烘炉升温曲线图
锅炉烘炉.(烘干)记录doc
锅炉烘炉(烘干)记录C 2.3.6.13 编号:建筑施工技术,建筑施工组织,建筑工程计量与计价,建筑工程经济,混凝土结构,建筑构造与识图,钢结构,砌体结构,高层建筑施工,工程测量,工程结构抗震,装配化施工技术,建筑工程资料管理,建筑工程质量与安全管理,建筑CAD,天正建筑,BIM。
建筑工程技术专业主要包括土建、采暖卫生与煤气工程、电梯和消防,给排水工程五个方面,专业应具备建筑工程技术人员从业必须的文化基础与专业理论知识,从事建筑工程施工一线技术与管理等工作的高等技术应用型人才。
技术交底的作用与分类1什么是施工技术交底技术交底是施工企业极为重要的一项技术管理工作,是施工方案的延续和完善,也是工程质量预控的最后一道关口。
其目的是使参与建筑工程施工的技术人员与工人熟悉和了解所承担的工程项目的特点、设计意图、技术要求、施工工艺及应注意的问题。
2技术交底的作用使参与施工活动的每一个技术人员,明确本工程的特定施工条件、施工组织、具体技术要求和有针对性的关键技术措施,系统掌握工程施工过程全貌和施工的关键都位。
使参与工程施工操作每一个工人,通过技术交底,了解自己所要完成的分部分项工程的具体工作内容,操作方法、施工工艺、质量标准和安全注意事项等,做到施工操作人员任务明确,心中有数达到有序地施工,以减少各种质量通病,提高施工质量的目的。
3施工技术交底的分类(1)施工组织设计交底①重点和大型工程施工组织设计交底:由施工企业的技术负责人把主要设计要求、施工措施以及重要事项对项目主要管理人员进行交底。
其他工程施工组织设计交底由项目技术负责人进行交底。
②专项施工方案技术交底:由项目专业技术负责人负责,根据专项施工方案对专业工长进行交底。
(2)分项工程施工技术交底由专业工长对专业施工班组(或专业分包)进行交底。
“四新”技术交底:由项目技术负责人组织有关专业人员编制并交底。
(3)设计变更技术交底设计变更技术交底:由项目技术部门根据变更要求,并结合具体施工步骤、措施及注意事项等对专业工长进行交底。
烘炉曲线图

烘炉曲线图Document serial number【UU89WT-UU98YT-UU8CB-UUUT-UUT108】1、采用热风炉烘炉,烘炉曲线的温度控制以热风温度为准。
2、烘炉废气先由炉顶放散排出。
3、烘炉初期操作:a、开始送风时,务必先由混风管送入(混风调节阀、混风切断阀事先已全开),然后根据烘炉曲线对风温要求,决定是否经热风炉送风。
b、若需经热风炉送风时,其操作步骤是:开热风阀、开冷风闸阀,然后根据需要手动缓缓开启冷风调节阀(蝶阀),将风温调至所需水平。
c、初始风量可使用1000m3/min,然后可将风量加2000m3/min,风量调节幅度不宜过大,一般每次增减100m3/min为宜.D、风量已加至额定风量,风温稳定在150℃左右1小时即可开始按曲线升温。
4、烘炉风量的调剂应满足烘炉曲线和炉顶温度的要求,400℃前,按曲线控制风温,以顶温不大于300℃为原则,争取用较大的风量(参考风量1800-2000m3/min)。
5、在炉顶温度、气密箱温度低于上限的情况下,在保持规定烘炉温度的同时,应争取使用较大的风量,以加速干燥过程。
6、严格控制炉顶温度和气密箱温度,在任何情况下不允许炉顶温度超过300℃和气密箱温度超过65℃。
7、如果发现冷却器漏水,立即查清漏水部位,及时处理。
8、可关闭一个炉顶放散,轮换进行。
9、每班记录炉顶膨胀位移标记的情况。
10、烘炉结束时间的最终确定,应视实际烘干程度而定:a、各排气孔不在有水气排出,且已持续一段时间;b、废气的湿度比较稳定,接近大气湿度(差值小于2g/m3),如果达不到烘炉结束标准,烘炉时间顺延。
烘炉要求:1、经检查各准备工作到位,相关负责人签字确认后,由烘炉小组组长下达烘炉指令,高炉当班工长通知生产调度室联系鼓风站、热风炉等部门进行烘炉。
2、开一个炉顶放散,烘炉后每隔4小时倒换一次,先开后关。
3、烘炉开始先冷风吹扫2小时后,全开混风大闸和混风调节阀,用冷风阀的开度调剂风温,在冷风阀未全开之前,严禁用混风调节阀调剂风温,风温达到一定值且冷风阀全开后方可用混风调节阀调剂风温。
烘炉曲线图
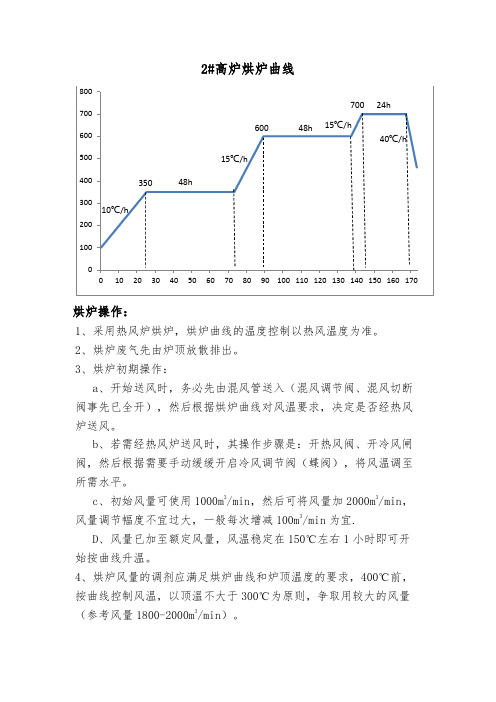
2#高炉烘炉曲线烘炉操作:1、采用热风炉烘炉,烘炉曲线的温度控制以热风温度为准。
2、烘炉废气先由炉顶放散排出。
3、烘炉初期操作:a、开始送风时,务必先由混风管送入(混风调节阀、混风切断阀事先已全开),然后根据烘炉曲线对风温要求,决定是否经热风炉送风。
b、若需经热风炉送风时,其操作步骤是:开热风阀、开冷风闸阀,然后根据需要手动缓缓开启冷风调节阀(蝶阀),将风温调至所需水平。
c、初始风量可使用1000m3/min,然后可将风量加2000m3/min,风量调节幅度不宜过大,一般每次增减100m3/min为宜.D、风量已加至额定风量,风温稳定在150℃左右1小时即可开始按曲线升温。
4、烘炉风量的调剂应满足烘炉曲线和炉顶温度的要求,400℃前,按曲线控制风温,以顶温不大于300℃为原则,争取用较大的风量(参考风量1800-2000m3/min)。
5、在炉顶温度、气密箱温度低于上限的情况下,在保持规定烘炉温度的同时,应争取使用较大的风量,以加速干燥过程。
6、严格控制炉顶温度和气密箱温度,在任何情况下不允许炉顶温度超过300℃和气密箱温度超过65℃。
7、如果发现冷却器漏水,立即查清漏水部位,及时处理。
8、可关闭一个炉顶放散,轮换进行。
9、每班记录炉顶膨胀位移标记的情况。
10、烘炉结束时间的最终确定,应视实际烘干程度而定:a、各排气孔不在有水气排出,且已持续一段时间;b、废气的湿度比较稳定,接近大气湿度(差值小于2g/m3),如果达不到烘炉结束标准,烘炉时间顺延。
烘炉要求:1、经检查各准备工作到位,相关负责人签字确认后,由烘炉小组组长下达烘炉指令,高炉当班工长通知生产调度室联系鼓风站、热风炉等部门进行烘炉。
2、开一个炉顶放散,烘炉后每隔4小时倒换一次,先开后关。
3、烘炉开始先冷风吹扫2小时后,全开混风大闸和混风调节阀,用冷风阀的开度调剂风温,在冷风阀未全开之前,严禁用混风调节阀调剂风温,风温达到一定值且冷风阀全开后方可用混风调节阀调剂风温。
烘炉曲线

烘炉曲线1、钢纤维浇注料施工完毕具有脱模强度时再脱模,脱模后,自然养护1—2天即可进行烘烤。
2、烘炉是不定形耐火材料施工和使用过程的关键环节,烘炉得当,可避免意外事故的发生,并可保证窑炉的使用寿命,因此在烘炉过程中应严格执行烘炉曲线。
3、烘炉之前应做好各项准备工作,严禁出现中途停车停火的现象发生。
4、烘烤过程中在600℃以下严禁火焰直接接触耐火衬体。
5、烘炉之前应将热电偶设置在温度最高,升温最快的耐火衬体位置,低温时设置临时低温热电偶,同时安装之前一定要校正其精确度,检验其是否灵敏。
6、不得随意提高升温速度和缩短保温时间,在应升到保温点而升不到时,应延长保温时间。
7、烘炉曲线温度范围℃升温速度℃/h 所需时间h 累计时间h30~15015 8 8 1500 36 44 150~25015 6.7 50.7 250 0 24 74.7 250~30015 3.3 78 300 0 24 102 300~45015 10 112 450 0 24 136 450~60015 10 146 600 0 12 158 600~110020 25 183在温度至300℃阶段,最易引起局部爆裂,如在300℃保温后及有大量蒸汽排出,应延长保温时间,在向下一阶段升温时也要减缓升温速度。
中钢集团耐火材料有限公司2013年5月2日镁铬砖烘烤曲线温度范围(℃)最高升温速度(℃/h)所需时间(h) 累计时间(h)常温150℃10 13 13150℃保温0 24 49150℃—400℃10 25 74 400℃0 24 110 400℃—800℃15 27 137800℃保温0 12 173 800℃—1300℃20 25 198 1300℃0 20 218镁铬砖砌筑完毕后,自然干燥3—5天,让部分水分自然挥发,但时间不宜过长,防止因地区温度较低而受冻或材料水化。
自然通风干燥后,再按照要求曲线进行烘烤。
低温阶段是炉体耐火材料排出水分的关键阶段,烘烤前期升温速率尽量放缓,如果在升温的某个阶段水分排除较多时,应该在该温度段延长保温时间,以便于能够更好排出水分。
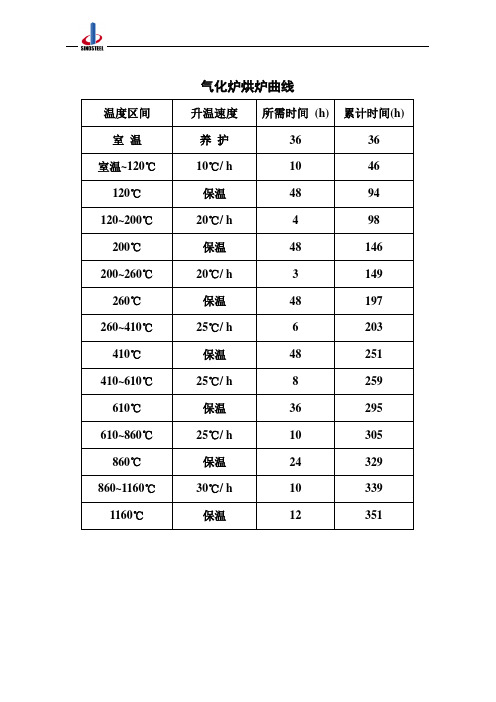
煤气化炉烘炉曲线
25℃/ h
8
259
610℃
保温
36
295
610~860℃
25℃/ h
10
305
860℃
保温
24
329
860~1160℃
30℃/ h
10
339
1160℃
保温
12
351
第二次升温烘炉
第一次烘炉结束后,再次升温可按下列曲线升温。
温度范围(℃)
升温速度(℃/h)
所需时间(h)
室温~300
20
20
10
32
650-450
15
13.5
45.5
450-210
12
20
65.5
210-40
10
17
82.5
注:砌筑完毕后自然干燥3~4天,让部分水分自然挥发,但时间不宜过长,防止材料水化;自然通风干燥后,再按照以上曲线进行烘炉。低温阶段是气化炉耐火材料排除水份的关键阶段,为了确保烘炉质量,建议严格按照烘炉曲线执行。
14
300
保温
12
300~600
25
12
600
保温
12
600~800
25
8
800
保温
12
800~投料温度
30
约18
合计
88
降温参考曲线
温度区间(℃)
降温速度(℃/h)
所需时间(h)
累计时间(h)
1360-1260
30
3.5
3.5
1260-1100
25
6
9.5
1100-850
20
12.5
烘炉曲线

KDZS50吨蒸汽锅炉的烘炉曲线
因为本锅炉采用膜式壁结构,外铺硅酸铝纤维板和岩棉等保温材料,仅中间隔墙和各门孔洞处有耐火混凝土材料,所以我们允许用户烘炉时间缩短为3天,并在正常运行初期相对较小负荷运行。
KDZS50吨锅炉烘炉需按照锅炉安装使用说明书及相关烘炉标准进行,一般采用木材烘炉,火力均匀,温度容易控制。
烘炉前,将锅炉底部的冷凝水排放管口打开,锅炉的水位应按照安装使用说明书进行,千万不要将炉水进入过热器。
烘炉时必须控制炉膛出口烟气温度,我们提供简易烘炉曲线供贵单位参考,烘炉的时间长短可自行掌握。
烘炉阶段应有人员监视。
保证炉膛内火焰连续,控制火焰大小,以保证炉膛出口烟温不超过曲线范围。
烘炉人员还应监视锅炉蒸汽压力和水位,可打开过热集箱上的排空阀放空和人工开泵上水。
以上工作结束,通过炉内换水冷却锅炉后,可进入炉膛内部对各门孔处的混凝土以及隔墙处按照要求测试含水率,合格即为完成整个烘炉过程。
高温烘炉曲线推荐图
一、温度叙述:
★常温—150℃升温25℃/h 时间6小时★150℃—300℃升温50℃/h 时间3小时
★300℃—300℃恒温3小时★300℃—400℃升温50℃/h 时间2小时
★400℃—400℃恒温2小时★400℃—500℃升温50℃/h 时间2小时
★500℃—500℃恒温2小时★500℃—670℃升温50℃/h 时间4小时
★670℃—670℃恒温4小时★670℃—760℃升温4小时,开始进入运行
二、高温烘炉目的:
低温烘炉有效的将耐火耐磨材料内的游离水分蒸发析出,得到了充分的干燥,并使耐火耐磨层缓慢、充分、而又均匀地膨胀。
但新砌筑的浇注料还含有结晶水,同时还需使耐火耐磨材料发生晶相反应,完成莫莱石化,达到最终性能的要求;锅炉每一次冷却后,重新启动时初始热膨胀过程中过快、不均匀,会因热应力集中或耐火耐磨材料晶格转变时膨胀不均匀造成耐火耐磨层损坏。
总之,新启动锅炉特别是初期24小时须在一个均匀的温度场下,受控的提升温度是CFB锅炉启动运行前的一项重要工作。
三、高温烘炉控制:
在第一阶段烘炉结束后,所有的烘炉机及其相关装置应全部拆除,当机组具备整组启动条件后,在整组启动时,利用吹管和试运行初期阶段,应首先用锅炉主油枪按曲线对耐火材料进行第二阶段烘炉。
为满足升温曲线的要求,油枪投运时油量和油枪投运数量应予严格控制。
烘炉曲线
第五章工业炉烘炉制度工业炉砌成后,在投产前必须进行烘炉,烘炉是按照预定的烘炉曲线进行的。
其目的是排除砌体中的水分,并使砖的转化完全,避免砌体产生开裂和剥落现象,而影响炉衬的使用寿命。
通过烘炉可以对炉子的供热、空气循环、水冷系统、传动装置以及炉子工作温度进行一次考验,以便满足生产要求。
同时,通过烘炉又可以对炉子的制造或修理进行一次最现实的检查。
第一节烘炉曲线烘炉时必须遵守的升温速度、保温时间以及用时间-温度来表示的图表,称为烘炉曲线。
1.烘炉的3个阶段(1) 水分排出期炉子升温从常温至200℃是泥浆中的水分以及砌体内的部分潮气的排出期。
这时必须打开炉门,同时在200℃时要保温较长的时间,以保证水分的充分排出。
(2) 砌体膨胀期从200~600℃期间,是砌体开始膨胀及膨胀变形期,这时应缓慢升温,如果升温快,往往容易因砌体急剧膨胀而产生裂纹、损坏。
特别是硅砖或铬镁砖,则膨胀更为严重,在此期间更应注意升温速度,一般建议升温速度不超过50℃/h。
(3) 保温期在600℃以上可随炉子工作温度的不同而确定升温速度和保温时间,每升高100~200℃,也应适当保温一段时间,过急往往容易损坏砌体。
2.影响烘炉曲线的因素(1) 烘炉时间的长短与炉子大小、耐火材料性能、修炉季节及施工方法等有关,如厚度大的砌体所需时间比厚度小的砌体长;硅砖砌体比耐火粘土砖砌体长;冬季施工的砌体比夏季施工的砌体长(长10~20%);耐火混凝土砌体比耐火砖砌体长。
总之,炉子越大烘炉时间就越长,但最小的炉子,其烘炉时间也不应低于20h。
(2) 烘炉升温速度主要取决于砌体的热膨胀情况。
如一般耐火粘土砖、高铝砖的砌体可按25~50℃/h的升温速度升温,耐火混凝土的砌体可按10~20℃/h的速度升温。
(3) 烘炉的保温温度和保温时间主要取决于砌体水分(游离水和结晶水)的排出和砖的晶型转化的胀缩情况。
3.燃料炉的烘炉曲线(1) 燃料炉的烘炉时间见表5-1。
图说煅烧1#、3#、4#炉烘炉总结
图说煅烧1#、3#、4#炉烘炉总结从2011年4月20日开始了三台煅烧炉的烘炉工作,2011年7月22日3#煅烧炉开始转产,预计月底可以生产出合格产品。
至此,煅烧车间1#、3#、4#煅烧炉的烘炉工作圆满完成,而且顺利转产,生产出合格产品,烘炉质量达到理想效果。
1、这次烘炉,领导重视,专业技术力量强大,车间组织员工有力,是最终能够顺利、圆满完成此项任务的最主要基础。
2、煅烧车间的全体干部、员工,放弃休假,积极参与,团结协作,克服重重困难努力奉献的行动和精神,是取得这次成绩的关键。
他们都为这次烘炉工作做出了不可或缺的贡献。
班长和老员工要帮助新员工适应这项陌生的工作,而且还要根据炉体膨胀情况,及时准确的调整长度和宽度拉经。
班长还每班测量记录高度和水平膨胀值。
3、制定合理的烘炉曲线【参见附件】,严格精确的按照曲线合理的现场操作,更是这次烘炉能顺利达产达标的核心。
4、针对2#炉负压调节拉板被卡住的情况,在几台煅烧炉砌筑时,就预留了足够的膨胀缝,三台煅烧炉都没出现火道移位和卡负压调节拉板。
对煅烧炉的改动是成功的。
5、2#煅烧烘炉时,天然气压力维持不住高温阶段的需要;本次烘炉前,重新安装了口径更大的天然气管道,每台炉在冲击高温时都很轻松。
由于使用天然气,也是温度控制很稳定的有利因素。
6、砌筑完成后,就立即进行烘炉作业,排水的难度比较大。
本次烘炉重点放在排除水分阶段,以及鳞石英、方石英的晶型转化温度为主【即:117℃、163℃、180℃~270℃几个温度段】。
3#、4#煅烧炉特意放慢了200℃~300℃阶段的升温速度。
7、高度膨胀累积曲线接近一条平稳的斜线,见后1#、3#、4#高度膨胀累积曲线。
能做到稳步的膨胀,是煅烧烘炉的理想状态。
下图为1#煅烧高度膨胀累积曲线,横坐标为班次,与烘炉曲线一致。
1#刚结束砌筑,就开始烘炉,炉体水分很重,在起步阶段就特意放慢了升温速度,前5天膨胀很少。
高度膨胀比较快的区间,正好对应火道温度300℃以前,该温度段花费了整个烘炉时间的一大半。
烘炉说明及曲线图
烘炉说明及曲线图锅炉烘炉锅炉燃烧室或者高温烟道在进行耐磨、耐火材料砌筑及浇注料浇注时,会加入大量的水分,造成材料水分含量很多。
施工结束后应严格根据材料性能进行烘炉。
若烘炉不能按正确的烘炉方法进行,必然会使材料内部蒸汽压过大,造成材料结构剥落或材料内部的热应力损伤,严重影响锅炉的安全运行及材料的使用寿命。
因此,锅炉在正式投运前,烘炉是至关重要的一个环节。
烘炉目的是排除耐火材料施工后衬体中的游离水、结晶水,以获得耐火材料的高温使用性能。
正确的烘炉操作是缓慢地驱逐砌体内水分,不使之骤然发生应力,并应制定具体烘炉措施,绘制正确的烘炉升温曲线,避免无序、任意操作。
耐火材料衬体施工完毕后,在点火烘炉前应进行自然干燥养护。
其干燥程度主要取决于环境温度和经历的时间。
一般要求施工完成后经7天左右的自然干燥养护,方可加热干燥。
自然干燥养护后,炉衬中仍有大量的水分,不定型耐火材料中含有的大量游离水和结晶水必须在烘炉时排出。
根据厂家提供的耐火浇注料在不同温度下的试验,浇注料表面水分在80~110 ℃时蒸发,此后排水速度减缓,随着温度继续升高,到300 ℃时,游离水和结晶水不断排除,到600 ℃时完成晶型转化和聚合作用,800 ℃时达到设计要求的烧结强度,完全释放热应力。
为充分排除深层的游离水和结晶水并完成晶型转化,必须在80、110、300、600 ℃时恒温一段时间.烘炉时,测温点的位置应有代表性,一般设在烘烤温度最高、升温速度最快的部位,同时热电偶端面应与衬体工作面平齐或缩进5 mm左右,以真实地反应衬体温度。
在燃油燃烧过程中,当烟气温度升至烘炉曲线要求的范围时,停止升温,恒温烘炉。
烘炉时,80~300 ℃这个阶段是烘炉的关键阶段,这主要因为水在110 ℃时变为水蒸汽,此阶段脱水量大,脱水速度快,排出水分速度对浇筑料的影响很大,如果水分排出太快,内部残存水分扩散速度不及表面蒸发速度,内部水也会受热变成蒸汽,产生膨胀,致使浇注料收缩发生龟裂,降低粘结强度,使强度削弱,因此应适当延长这段时间的保温。