封头人孔利群:封头出现变形的原因42P
封头的制造缺陷

第三章封头制造缺陷在封头制造过程中,缺陷也是时常出现,例如麻点,划伤,鼓包,变形,橘皮现象,焊缝棱角度突变等。
[9](1)麻点:麻点现象可能是由于本身板材表面的就有麻点,也有可能是在冲压,压鼓,旋压各个工序中,模头处理不干净引起的。
解决办法:比较轻的麻点现象,可以利用打磨处理,超过0.2mm就要进行补焊,补焊后,打磨赶紧。
(2)划伤:主要是在搬运过程中,操作不当引起的。
例如:吊钩划痕,叉车划痕。
解决方法:首先在吊钩和叉车与封头接触面垫保护膜,出现划伤后,进行打磨,严重的进行补焊,划伤面积超过25%要整体处理。
(3)鼓包:由于压边模压边力过小,也有可能材质厚薄不均匀引起的。
解决方法:利用专业的鼓包修整机,修正不了就需要用旋压修正,一点一点修正。
(4)变形:由于圆片的大块与接头本身的实际厚度不一致,冲压冲边力不均匀或热处理时,冷热不均与引起的。
解决方发:可以利用热胀冷缩原理,对变形封头进行加热,然后用水迅速冷却,或者是可以用旋压修正。
(5)橘皮现象:大多数的橘皮现象出于板材本身有分层现象,然而肉眼是观察不出来的,只能是在冲压,压鼓工序中,橘皮现象才能被发现。
解决方法:比较浅的橘皮现象,可以经过细微的打磨处理干净,比较深的,则需要进行补焊,补焊后再打磨。
(6)减薄率:成型封头的厚度均匀可以避免应力集中,增加封头的使用周期,根据制造工艺确定加工裕量[10],以确保凸形封头和热卷筒节成形后的厚度不小于该部件的名义厚度减去钢板负偏差。
第四章来料加工4.1来料加工意义来料加工是我厂扩展业务的一项重要途径。
很多小厂因为设备或者技术上的缺陷,就把手头的业务转交给我们厂制作,从中赚取差价。
同样,来料加工虽然不是我们自己的材料,但是重视度是很高的。
因为在封头制作工程中,万一来料加工的圆片发生撕裂等质量事故时,我厂所需赔偿的不仅仅是一块圆片那么简单,更多的是信誉,和消极方面的影响。
4.2来料加工作业标准(1)来料板材必须有正规的材质证明书,而且板材要有明显的喷码或明显的标记移植(2)来料板材的厚度必须能够达到所做产品的工艺要求(3)复验材质证明书中P,S,C,Cr,含量。
封头人孔利群:什么是椭圆封头80P

封头人孔利群:什么是椭圆封头80P
封头人孔利群/文
这里的椭圆封头指的是正半2:1的椭圆球封头,在行业里面,椭圆封头有两种,一种就刚才所说这种椭圆球封头,而另外一种指的是像鸭蛋形状的椭圆形封头。
这两种形状的封头都被称之为椭圆形封头,但是它们的外观,尺寸完全不一样正半2:1椭圆球封头,这种封头属于标准封头,所以我们常常所说的椭圆形封头指的就是这种,它是由一个椭圆画出来的,通过2:1的比例,它的口径其实也是一个圆形的,只是它的截面部分看上去像一个椭圆形状。
而另外一种椭圆形封头,也就是像鸭蛋形状的这种,它的直径长短不一样,除了一般的罐车上面使用,其它地方用得非常少,所以这种封头基本上是属于一种非标封头,而我们在实际操作中,也是通过两个2:1椭圆封头焊接加工,再做成这种形状的,加工难度也更大些。
(整理)封头的制造缺陷

第三章封头制造缺陷在封头制造过程中,缺陷也是时常出现,例如麻点,划伤,鼓包,变形,橘皮现象,焊缝棱角度突变等。
[9](1)麻点:麻点现象可能是由于本身板材表面的就有麻点,也有可能是在冲压,压鼓,旋压各个工序中,模头处理不干净引起的。
解决办法:比较轻的麻点现象,可以利用打磨处理,超过0.2mm就要进行补焊,补焊后,打磨赶紧。
(2)划伤:主要是在搬运过程中,操作不当引起的。
例如:吊钩划痕,叉车划痕。
解决方法:首先在吊钩和叉车与封头接触面垫保护膜,出现划伤后,进行打磨,严重的进行补焊,划伤面积超过25%要整体处理。
(3)鼓包:由于压边模压边力过小,也有可能材质厚薄不均匀引起的。
解决方法:利用专业的鼓包修整机,修正不了就需要用旋压修正,一点一点修正。
(4)变形:由于圆片的大块与接头本身的实际厚度不一致,冲压冲边力不均匀或热处理时,冷热不均与引起的。
解决方发:可以利用热胀冷缩原理,对变形封头进行加热,然后用水迅速冷却,或者是可以用旋压修正。
(5)橘皮现象:大多数的橘皮现象出于板材本身有分层现象,然而肉眼是观察不出来的,只能是在冲压,压鼓工序中,橘皮现象才能被发现。
解决方法:比较浅的橘皮现象,可以经过细微的打磨处理干净,比较深的,则需要进行补焊,补焊后再打磨。
(6)减薄率:成型封头的厚度均匀可以避免应力集中,增加封头的使用周期,根据制造工艺确定加工裕量[10],以确保凸形封头和热卷筒节成形后的厚度不小于该部件的名义厚度减去钢板负偏差。
第四章来料加工4.1来料加工意义来料加工是我厂扩展业务的一项重要途径。
很多小厂因为设备或者技术上的缺陷,就把手头的业务转交给我们厂制作,从中赚取差价。
同样,来料加工虽然不是我们自己的材料,但是重视度是很高的。
因为在封头制作工程中,万一来料加工的圆片发生撕裂等质量事故时,我厂所需赔偿的不仅仅是一块圆片那么简单,更多的是信誉,和消极方面的影响。
4.2来料加工作业标准(1)来料板材必须有正规的材质证明书,而且板材要有明显的喷码或明显的标记移植(2)来料板材的厚度必须能够达到所做产品的工艺要求(3)复验材质证明书中P,S,C,Cr,含量。
封头人孔利群封头的厚度与筒体的厚度需要一样吗 51P

封头人孔利群:封头的厚度与筒体的厚度需要一样吗? 51P
对于封头的厚度与筒体的厚度要不要一样这个问题,主要是取决于设备的压力范围,像一般压力较小的设备中,你的筒体采用的是3mm的,但是因为没什么压力,那么封头也就可以采用2mm的材料来制作就可以。
但是当封头与筒体厚度不一样时,一定要注意的问题就是如何焊接,厚度不一样了,那么周长肯定也会不一样,所以当你向厂家定购封头时,一定要说明一下,您的情况。
而封头与筒体厚度不一样,我们要注意什么问题呢?
两种厚度不一样,导致了它们的外径不同,焊接时候较困难,所以我们可以通过改变封头的尺寸或改变桶体的尺寸,这样使设备焊接起来非常平整。
直径在1200以上的任意封头尺寸,可以使用旋压工艺,将封头的外圆周长旋压到与筒体相对应;但是1200以下的封头尺寸较小,旋压处理出来外观不好看,这种情况如果封头与筒体厚度不一样的话,需要在卷制筒体的时候将周长做到与封头的外圆周长一致。
所以,无论封头的厚度与筒体的厚度需要一致,这主要取决于设备的压力,当不一致时,只要注意到两者周长相同时,并不会影响它的使用。
不锈钢封头开裂分析及对策
不锈钢封头开裂分析及对策支泽林 王富岐 陕西省锅炉压力容器检验所某封头厂受压力容器制造厂委托,压制了8张材料牌号为304奥氏体不锈钢椭圆型封头。
经检查,钢板规格为6000×1500×10mm和6400×1800×10mm,坯料直径、外观质量,均满足成型要求。
封头厂采用两次冷拉伸成型工艺,在2010年2月7日前压制完毕并进行了切边,同时对成型后的封头进行了外观、形状、几何尺寸等检查,未见异常,遂被制造厂运走。
在2010年2月12日后,发现封头在直边和圆弧部位沿垂直于封头端面方向上均出现了开裂,长度约30~200mm,裂缝都为穿透性开裂,其中有一个封头出现了20多处。
304奥氏体不锈钢压制封头较普遍,但开裂情况较罕见。
为此,本文针对304奥氏体不锈钢封头失效情况进行分析,找出开裂产生的原因和失效机理,提出解决对策。
1 检查与试验取封头直边和圆弧部位沿开裂处,进行光谱分析、力学性能、弯曲性能和金相分析。
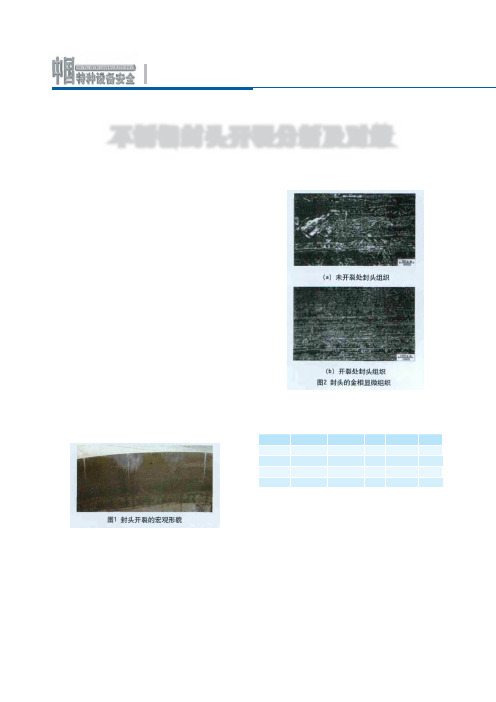
1.1 封头开裂的宏观形貌封头的材料为304,规格为φ1500×8m m 和φ1400×8mm,封头开裂的宏观形貌如图1所示。
图1 封头开裂的宏观形貌1.2 封头材料化学成分对封头开裂和未开裂部位进行光谱分析,其化学成分满足GB24511-95的标准要求。
1.3 金相分析封头开裂部位和未开裂部位金相组织如图2所示,可以看出,两个部位的金相组织均为奥氏体和形变马氏体,晶粒度6~7级,清晰可见。
压制前金相组织应该是奥氏体(含孪晶)+碳化物+少量铁素体。
(a)未开裂处封头组织(b)开裂处封头组织图2 封头的金相显微组织1.4 力学性能分析力学性能试验结果见表1。
表1 力学性能根据GB/T4237-2007,R m ≥520、R p0.2≥206、A ≥40%、力学性能符合标准。
2 结果讨论2.1 材料分析经原厂家提供的《产品质量证明书》表明交货状态为:固溶、酸洗、热轧。
封头人孔利群:大口径瓜瓣封头的相关知识59P

封头人孔利群:大口径瓜瓣封头的相关知识59P
封头人孔利群/文
因封头加工尺寸范围有限,大型封头均会采用另外一种加工方式:瓜瓣成型;即由几片组合焊接成接,不是整体压制。
那么瓜瓣封头应该注意些什么问题呢?
1、成形的瓣片和顶圆板拼接制成的封头以及先拼板后成形的封头,封头上各种不相交的拼接焊缝中心线间的距离,至少应为封头材料厚度δs的3倍,且不小100mm。
2、成形封头的端部应切边,作边尺寸形状检测的测量基准,不允许毛边交货。
当端部需加工坡口时,坡口的形状与尺寸由供需双方在订货技术协议中确定。
瓜瓣封头使用最多的是球形封头与超大直径封头中,一般在1500以上的球形封头均是采用
瓜瓣形式焊接压制。
瓜瓣封头的优点是:任意大尺寸的封头均可定做,没有局限性;而它的缺点是:是由几片拼接而成,所以焊缝较多,而且一般是较大直径才会选用瓜瓣,所以运输也会相对比较困难。
封头正火热处理变形控制

通 过设 计 出几 个 防变 形 环 板就 可 覆 盖 一 系列 的封 头 尺寸 ,使防变 形环 板俱有 较强 的通用性 。 5)顶部 的支撑 柱 有效 地 减小 了高 度方 向上 的
变形 。
综合 上述 ,采用 正火 防变形 工装 可取得很 好 的 防变 形效 果 ,并且 正火 防变形 工装 可重复 使用 ,节 约 能源 ,且易 于操作 ,通用 性较 强 。
常见 ,也最 难于控 制 。封头 变形造 成 的结果 ,轻微 变形则 导致 尺寸超 差 与简体 对接 困难 ,严重 变形则
热 冲压成形 封 头 :材料 Q 4 R ( B 1 — 0 8) 35 G 7 3 20
22 实验 方法 .
在 正火 热处 理前 ,封 头端 面加 防变形 环板 ,配 合 顶部 支撑 的正 火 防变形 工装 ,在 热处 理炉 倒扣摆
式 ,可有效 减小 正火 时封头 的变形 ,防变形 工装可 重 复使用 ,节 约能源 ,且 易于操作 ,通 用性 较强 。
封头 垫 环 ( 30 6≥3 0, 0),垫 环 与
封头均匀点焊4 ,每段 3- 0 m 段 04r a 垫环与封头接触侧倒直角 l 0
支 撑柱 ( 钢 或 工字 钢 1 号 以上 ) 槽 4
K≥ 1 0
图 1
3 实验结果 与讨论
通 过十个 封 头 ( 表 1 见 )的测 试分 析 ,试验结 果表 明 ,采用 上述 正火 防变 形工 装效 果非 常理想 ,
板与封头连接 , 采用榔头敲打几次筋板 ,即可轻易
拆 除工装 。
4 结
论
正火封头采用端面加防变形环板 , 配合顶部支
撑 的正 火 防变 形 工 装 ,在 热 处理 炉 倒 扣 摆 放 的方
封头人孔利群: 铝封头冷成形后应进行热处理的条件61P

封头人孔利群/文
不同材质的封头用途不一样,那么处理的条件也不一样,比如铝封头,这种封头经常用在一些风机上面。那么在压制这类封头时冷压成形后进行热处理需要在什么样的条件下才行呢?
铝镁合金及铝镁硅合金制椭圆形、碟形、锥形封头冷成形后应符合以下条件时应进行热处理,热处理规范应符合JB/T4734的有关要求,铝镁合金及铝镁硅合金制平底形封头冷成形后是否应进行热处理,由供需双方订货技术协议确定。
铝封头冷成形后应进行热处理的条件
封头名称
封头类型代号
封头名义厚度≥
椭圆形封头
EHA、EHB
1.2%DN
碟形封头
THA、THB
0.7%DN
锥形封头
CHA(45)
1%N
CHA(60)
0.7%DN
温州浩邦有多年相关的非标制造与研究经验,可以为您配置、设计最佳封头方案,让您以最低的价格,买到最称心的产品,并为您解答设计中的难题。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
封头出现变形的原因
有这样的一部分客户找到利群,说以前在别处买到的封头,变形非常大,拿回去焊接非常不好使,你们家不会出现这样的问题吧!后来,给客户详细讲了关于封头出现变形到底是怎么造成的呢?
其实,封头有这样一个情况,就是椭圆度的问题,一般封头测量外圆的时候,分别取出四个点的值,是不一样的大小,都会偏差,而我们就按几个值取平均值为准。
如果封头出现这种椭圆度偏差较大,那就是封头已经变形了,而造成封头变形的原因可能会是因为以下这两点:
1、封头下料误差变形:由于下料尺寸不准,使成型后的封头形状超出了标准规定,一般压制封头下料之后都应是呈圆形状,如下料之后呈椭圆状的话,会对压制封头成型有影响;
2、封头成型误差变形:封头在压制过程中,是由模具和液压机相配合冲压成形的,一般模具是使用数控车出来,精度是非常准的,基本上不会有问题,但是在冲压过程中,封头材料的厚度,以及压制过程的压力,特别是厚度较薄的封头,压力过大或压力过小时,模具向下冲压的时候,就容易出现变形的情况。
关于封头变形的问题,都是因为工人在操作中的一些不细致才会出现的,只要稍加注意,就可以完全避免,所以选择合作封头厂的时候还是要多参考一下,选择一家比较有经验的合作。