铣球面
传统光学加工(第一章粗磨)

磁性装夹是利用电磁吸力将工件固定的一种装夹方 式。透镜的磁性装夹,是将工件先粘在具有一定平 行度要求的金属导磁圆盘上,然后把粘好零件的导 磁圆盘放到铣磨机的磁性工作盘上,并使二者对好 中心,接着,打开磁力开关,将粘有透镜的导磁圆 盘吸住。另外,采用磁性装夹铣磨球面时定中心较 困难,而且粘结上盘下盘和清洗等辅助工序又费工 时,因此,球面铣磨很少采用磁性装夹,它多用于 平面的铣磨中。
(二)粒度磨料的粒度是以颗粒的大小分类的 。我国的磨料粒度号规定,对用筛选法获得 的磨料,粒度号用一英寸长度上有多少个筛 孔数来命名的。
二、磨具 通常采用的磨具有两种,一种是普通磨料制 成的砂轮,另一种是用结合剂固着的金刚石 磨具。 (一)金刚石磨具的结构 1.金刚石层:它是金刚石磨具的工作部分,由 金刚石颗粒和结合剂组成。 2. 过渡层:只含有结合剂,对金刚石层和基体 之间起着连接固结作用。过渡层厚一般为1~ 2mm。
(二)真空装夹的夹具设计
真空装夹是利用真空吸附的作用力,将工件固定在 夹具上。 真空吸附装夹的优点是:操作方便,易于实现自动 化,不仅能单件加工,而且也适用于立式铣磨机上 成盘加工,生产效率高。其缺点是:对工件的直径 公差要求严格,一般要求直径公差在(-0.02)~(0.05 )mm。
(三)磁性装夹的夹具
过大的偏心量将增大磨边的磨削量,甚至造成零 件的报废。造成球面偏心的重要原因是夹具定位 面的偏心。因此在夹具制造中,要特别注意夹具 定位面d与口径D对工件回转袖线的同心度。
§1-7 球面铣磨夹具的设计
一、球面铣磨夹具的设计
在透镜铣磨中,所用的夹具通常有弹性装夹 、真空吸附装夹和磁性装夹。
无论设计和使用哪种夹具,都必须满足以下 要求: 1. 夹具装夹零件必须牢固可靠。如果装夹不 牢,加工零件会产生松劲,这不仅要影响加 工精度,甚至可能损坏零件,同时也容易造 成磨轮的磨损。
第六章铣削曲面和球面

2023最新整理收集 do something
第一节铣削曲面 第二节铣削球面
第一节铣削曲面
一、铣削曲面的方法
1.手动进给铣削曲面 单件、小批量生产,且精度要求不高的曲线回转面,通常采用
按划线由双手配合手动进给的方法,在立式铣床上用立铣刀的圆周刃 铣削。 (1)工件装夹工件装夹前,先在工件上画出加工部位的轮廓线并打上样 冲眼。用压板将工件压紧在工作台台面上,工件下面应垫以平行垫铣, 以防止铣伤工作台。工件在工作台上的装夹位置要便于操作,如图61所示。
(2)铣削方法铣削时,用双手分别操纵横向和纵向进给手轮,使靠模铣刀 的柄部外圆始终沿着靠模板的型面做进给运动,即可将工件的曲面铣 出。粗铣时,铣刀的柄部外圆不与靠模板直接接触,而是保持一定距 离,以使精铣余量均匀;精铣时,双手配合均匀进给,铣刀与靠模之 间接触压力适当、稳定,以保证获得圆滑、平整的加工表面。
上一页 下一页 返回
第一节铣削曲面
2.用回转工作台铣削曲面 (1)铣削前的工作铣削由圆弧或由圆弧和直线组成的曲线回转面工件时, 在数量不多的情况下,大多采用回转工作台在立式铣床上加工,如图 6 -2所示。 (2)铣削方法用回转工作台铣削曲面时,应先找正回转工作台中心与铣 床主轴的同轴度,再找正工件圆弧面中心与回转工作台的同轴度,然 后调整铣刀与回转工作台中心的距离,调整好后方可铣削。
返回
图6-4用成形铣刀铣削成形面
返回
图6-5成形面的粗、精铣讨程
返回
图6-6凹、凸圆弧检验样板
返回
图6-7用凸圆弧样板检验工件
返回
图6 -8平面截球的截形圆
返回
图6-9铣削球面用的铣刀及刀头
返回
图6-10单柄球的铣削原理
普通铣床铣圆方法

普通铣床铣圆方法
普通铣床在铣圆时,可以采用以下几种方法:
1. 利用圆弧铣刀。
首先,将工件固定在铣床工作台上,并与铣刀相切或有一定的间隙。
然后,通过移动工作台或铣刀,使铣刀的切削轨迹形成一个圆弧,从而实现铣削工件表面形成圆形。
2. 利用旋转工作台。
在普通铣床上,可以使用计算机数控(CNC)系统控制工作台的旋转。
通过设定工作台的旋转半径和转速,可以实现在工件上铣削出一个完整的圆形。
此方法适用于需要铣削多个不同直径的圆形。
3. 利用索引头。
索引头一般安装在铣床进给工作台上,通过旋转索引头上的分度盘和齿轮,可以使工件围绕中心点旋转,实现铣削出圆形。
索引头可以根据需要调整旋转的速度和角度,适用于需要铣削多个圆心位置相同但直径不同的圆形。
4. 利用分度盘。
分度盘是一个固定在工作台上的具有齿轮的设备,通过分度盘的旋转和齿轮的传动,可以实现工件的旋转和索引。
通过调整分度盘和齿轮的设置,可以实现在工件上铣削出不同直径的圆形。
在使用以上方法铣削圆形时,需要根据工件的尺寸和精度要求,选择合适的切削工具和工艺参数,以确保铣削出的圆形符合设计要求。
轨迹法铣削内圆球面的加工原理

- 0) 由此 可 以 得 到 截 交 圆 曲 线 半 径 的计 算 公 :,
式:
r —Rs g或 r i n =RCs O
尺—— 为球 体 的半径 。 如果 让 平 面 M 过 A 点 , 以定 角 度 值 ( 一 a 9 。 亦 为 定 值 ) 续 旋 转 切 割球 体 , 截 交 圆 0一 连 则
的连线 L ) d O 一d) 连接 0、 、 三 点得 为 ( O1 ; 0lA △O 1 可 以 证 明△0O A 为 直 角三 角 形 , 中 O A, 其
0(1 9A一 9 。 设 O1 一 口 OAO 口一 9 。 0, OA ( 一 O
2 铣 削成形原 理及 其切 削成 形运 动 、
R! R l > 。
下进给 进刀 或升 降 台的 向上 运动 带运工 件 的进给 来 完 成进刀 运动 , 图 2所示 。 如 3机 床 、 、 刀具和 工件 的工作 条件
为保证 内球 面 的正确 加工 , 由图 2可知 : 刀具
610) 4 1 0
( 内江 职 业 技 术 学院 , 四 川 内江
摘
要 : 文 从 几 何 原 理 的 角度 . 绍 一 种 加 工 尺寸 调 整 范 围宽 、 作 和调 整 简 单 且 实 用 的 内 圆球 面轨 迹 法铣 本 介 操
削的机械加工方法 。
关 键 词 : 迹 法 铣 削 ; 圆球 面 ; 工 原 理 。 轨 内 加
NO 2 Vo . . 12 ( 0 8 2 0 )
内 江职 业技 术 学 院学 报 NE J ANG Z YE J S II HI I HU XUE YUAN XUE A( B )
・ 33 ・
轨 迹 法 铣 削 内 圆 球 面 的加 工 原 理
铣磨加工工艺流程【全面解析】

一、球面铣磨原理球面铣磨加工原理如下图所示,金刚石磨轮刃口通过工件顶点,磨轮轴线和工件轴线相交于O点,并且两轴夹轴夹角为α,磨具绕自身轴高度旋转,工件绕自身轴低速转动,这种运动轨迹的包络面就形成球面。
图:球面铣磨原理α:磨轮轴线倾角Dm:磨轮中径R:被加工工件的曲率半径r:磨轮端部刃口圆弧半径o:磨轮轴与工件轴的交点磨轮中径的选择:铣磨加工的磨轮中径一般为透镜直径的3/4,约为透镜直径的70%。
当透镜表面特别陡峭时,例如在加工超半球的工件时,对磨轮的要求也很严格;而曲率半径较大或加工平面零件时,对磨轮中径要求相对来说就不那么严格,只要超过透镜直径的一半就可以了。
夹角的选择:球面半径的大小与两轴的夹角α有关,当磨轮选定后,中径Dm和端面圆弧半径r为定值,调节不同的α角,即可加工不同曲率半径R的球面。
其R与α的关系式如下:Sinα=DM/2(R±r) 或:α=αrc sinDM/2(R±r)式中凸面取“十”号,凹面取“—”二、试磨:1.在机床主轴上装夹好零件,开动机床试磨。
试磨后零件的曲率半径与要求的不一致时,则再次调整a角(a 角减小零件曲率半径增大,a角增大半径减小),再行试磨,直至零件的曲率半径达到要求为止。
在试磨中往往会出现内外凸包现象。
如图所示。
其原因是由于磨轮刃口的中心没有与零件表面的旋转中心调至重合。
为消除此种疵病,在进行角度调整的同时,就要注意使两者中心重合。
试磨零件(尽可能缩短铣磨时间)按较清晰的螺纹状砂纹决定调整方向,其调整数量为凸包的直径一半。
以后再重复调整,每调一次进刀量约0.3~O.4毫米。
几次调整后凸包越来越小,则磨削时间越应缩短,最后至凸包基本消失为止。
产生凸包示意图(a)外凸包(b)内凸包2.在调整好a角和两者中心以后,如铣出的表面不规则,则要调整磨轮轴线的高低.这可通过磨轮轴上的偏心轴套调节,直至机床主轴与磨轮轴线在一水平面上为止。
3.最后再调整零件的磨削量(磨削量是指在一个加工周期的时间内磨削总量的大小,即从开始铣磨到最后光刀表面的距离)。
球面圆角的数控铣削加工要点
机械化工
科技风 '()* 年 + 月
"自动编程加工球面圆角 除了可以用手工宏指令编程加工以外在加工球面圆角上 经常采用自动编程比较常用的自动编程软件是 =STC;B?F= G7?FWF@AY;B=#<< 本文主要介绍 G7$%&% 版本自动加工 球面圆角的具体过程 首先打开 G7$%&%进入建模状态绘制 如图三所示的零件三维模型椭圆上轮廓线倒 JH 圆角 进入 加工状态"设置加工坐标系将加工坐标系放置在上表面中 心的位置 #选定部件零件整个三维模型加工毛坯及加工 区域圆弧区域 $设置加工刀具选择球头铣刀铣削尺寸为 JH %设置加工参数粗加工切深设置为 %&$ZZ精加工切深 设置为 %&%$ZZ &铣削方式为顺铣层优先 '设置合适的 机床转速和进给 /点击生成 0点击确定即可生成刀路轨 迹 在执行之后对生成的刀路进行仿真加工自动生成加工椭 圆圆角的程序然后进行后处理生成 7代码加工程序 从而 保证传输到机床上的 7代码程序能够顺利将圆角加工出来 因为加工轮廓为椭圆曲线的球面圆角自动生成的加工程序相 对而言有比较复杂的步骤要依据上面的步骤设置假如球面
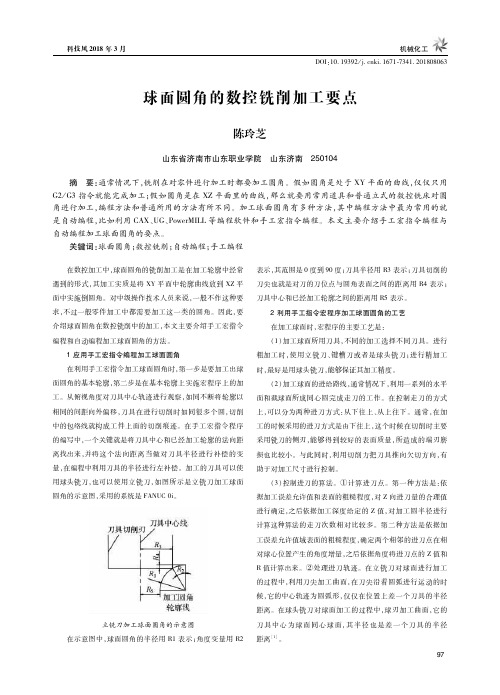
&应用手工宏指令编程加工球面圆角 在利用手工宏指令加工球面圆角时"第一步是要加工出球 面圆角的基本轮廓"第二步是在基本轮廓上实施宏程序上的加 工# 从俯视角度对刀具中心轨迹进行观察"如同不断将轮廓以 相同的间距向外偏移"刀具在进行切削时如同很多个圆"切削 中的包络线就构成工件上面的切削痕迹# 在手工宏指令程序 的编写中"一个关键就是将刀具中心和已经加工轮廓的法向距 离找出来"并将 这 个 法 向 距 离 当 做 对 刀 具 半 径 进 行 补 偿 的 变 量"在编程中利用刀具的半径进行左补偿# 加工的刀具可以使 用球头铣刀"也可以使用立铣刀"如图所示是立铣刀加工球面 圆角的示意图"采用的系统是 OF^G?%/#
铣削圆弧面和球面案例分析

式 中 , 为 立 铣 头 主 轴 倾 斜 角 (。 ) ; 为 1二件 圆 弧 、仁 径 (m m ) ;,为 飞 丁]旋 转 半
(mm)。
2.用 小 直 径 刀盘 和 回转 工 件 台铣 削大 直 径球 面
在 生 产 中 有 时 遇 到 球 径 d> 300mm的 外 球 而 , 加 工 精 度和 表 面 质 量 要 求较 高 。 为此 , 可 卧 式 铣 床 上 ,把 工 件 安 装 在 回转 工 作 台 上 , 采 用 _,J盘 进 行 铣 削 和 滚 压 加 工 ,如 图2所 示 。
(3)铣 削方 法 :工 件 在 回 转 工 作 台 卜安 装 好 后 , 首 先 移 动 铣 床 纵 向和 升 降 工 作 台 的 位 置 , 使 刀 具 旋 转 中 心 线 和 工 件球 面 中 心 相 重 合 , 其 方 法 可 采 用 划 线 和 试 切 法 , 直 到 铣 出 的 了)纹 为 交 叉 网状 纹 。 铣 削 用 量 ,在 粗 铣 时 ,Vc=lO0~l50m/min,v ̄=50~ lOOmm/min, . =2~4mm;在 精 车 时 ,v =l50~l80m/min,v r=30 ~ 60m m/m in,ao:0.5mm左 右 。
64
,,,
参磊 工f 冷加工
刀 具
CUTTIN6 TOO LS
此 时 工 件 球 面 的 表 面粗 糙 度 值 可 达R =3.2 m。
(4)球 面 的滚 J 加 工 :为 了 使 球 面 表 面 粗 糙 度 值 达 到尺 =1.6 ~ 0.8 m, 可 采 用 图3所 示 的 滚
3.用 回转 工 作 台 和 刀盘 铣 削 截球 面
图4所 示 为 大 直 径 截 球 面 工 件 。铣 削 前 ,先 将 粗 车 好 的 工 件 顶 面 划 一一以 工件 中 心 的 圆线 ,其 尺 寸 为 图 样 要 求 的 直 径 。 然 后在 J二件 毛坯 外 圆上 划 一 条 垂 直 于铣 刀旋 转 中 心 的 线 , 并 在 此 线 上 划 出 中 心 点且,通 过 点 的水 平 面 划 一 条 圆 周 线 , 再测 量 H={此 线 的 圆 周 直径 J9。 将 划 好 线 的 工件 安 装 住 回转 工 作 台 f:,将 立 铣 头 在 垂 直 面内 扳 转 一 个 口 角 , 口角 用 下 式 计算 :
数控铣半球程序注解

数控铣半球程序注解一、数控铣床半球编程技术百科:1、数控铣床做半球面怎么编程序?答、如果是端面半球的话,普通外圆铣刀就可以加工。
棒料的话要先做好粗加工,精加工程序示例如下:样子R35的半球就铣出来了。
如果是径向半圆的话,建议使用圆形铣刀,这样才可以在没有。
2、数控铣床做半球面怎么编程序:数控铣床半球编程答、如果是端面半球的话,普通外圆铣刀就可以加工。
棒料的话要先做好粗加工,精加工程序示例如下、R35的半球就铣出来了。
如果是径向半圆的话,建议使用圆形铣刀,这样才可以在没有。
3、数控铣床做半球面怎么编程序?答、以G71数控机床为例,精加工程序示例如下、G71U()R ()U是X轴切削量,R是X轴退刀量G71P()Q()U()W()F()P是循环开始段Q是结束段,U,W是精铣X,Z 轴余量,不写时不留余量,F是进给。
这样R半径的半球就出出来了。
4、如何用数控铣床铣半球答、采用G71或者G73循环编程调用循环程序就可以了,编程主要根据毛坯料的形状确定内球用G03,外球用G02。
主要是刀具的选择要正确合理,外圆球普通铣刀就可以。
主要是内孔球,刀具选择如果不合理铣出来的球中心会有很小的凸台。
5、数控编程在数控铣床铣半球形状的东西该用什么G指令答、一般情况下,数控铣床铣半球用G03指令,用外圆刀从中心向外加工。
6、数控铣床加工半球答、起始点应该设在铝棒的中心,一点一点的往后面铣。
铝棒中心也就是你要铣出来半球的最高点,铣刀应该也是球面刀吧。
7、数控铣床铣削一个半球形零件用什么铣刀数控铣床半球编程答、半球用正偏也行。
8、数控铣床g02,g03走不出半球的工件怎么办数控铣床半球编程答、半球只走45度可以了。