游标卡尺的正确读数方法
游标卡尺的读数方法分为哪几步

游标卡尺的读数方法分为哪几步游标卡尺是一种常用的测量工具,主要用于测量物体的长度和厚度。
它的读数方法分为以下几步:第一步:清零游标卡尺使用前需要将游标卡尺置于一个平整的表面上,然后按下清零按钮将游标位置归零。
这是为了消除可能的误差,确保测量的准确性。
第二步:将物体放入卡尺中将待测物体放置在游标卡尺两个测量尖端之间。
确保物体与尖端垂直,并且尖端与物体表面接触充分。
此时,物体的长度或者厚度对应于游标卡尺两个尺度之间的距离。
第三步:读取主尺度上的数值游标卡尺上的主尺度是一条直尺刻度,用来读取物体的整数部分。
读取主尺度上与尖端对应的最后一个刻度上的数值,这个数值即为主尺度上距离尖端的长度。
如果读数是2,则表示该尺度之前的整数刻度为2。
第四步:读取游标尺上的数值游标卡尺的游标是一条会移动的刻度,用来读取物体的小数部分。
注意,游标和主尺度之间存在一个固定的差值,这个差值通常为0.02毫米。
游标的位置将提供剩余的长度。
需要注意的是,游标的位置并不是固定的,它取决于待测物体的宽度或厚度。
因此,在读取游标位置时,需要对应到主尺度相应的刻度上,以获取准确的小数部分。
第五步:计算总长度将主尺度上的数值与游标尺上的数值相加,即可得到物体的总长度或厚度。
最后进行单位转换,例如可以将毫米转换为米或英寸等。
总结:游标卡尺的读数方法分为清零、将物体放入卡尺、读取主尺度上的整数部分、读取游标尺上的小数部分和计算总长度等几个步骤。
通过逐步操作,可以准确地测量长度或厚度,并得到精确的测量结果。
这种测量方式不仅简单易行,而且具有较高的准确性,被广泛应用于各种工业制造和科学研究中。
游标卡尺读数方法
游标卡尺读数方法
游标卡尺是一种用于测量长度的常见工具,它可以精确测量小于一个毫米的长度。
下面是游标卡尺的读数方法:
1. 清零:在使用游标卡尺之前,先将游标卡尺调整到零点位置。
2. 合上卡尺:将游标卡尺的两个测量脚合拢,确保其紧密贴合。
3. 确定主尺读数:游标卡尺上的主尺上有一条刻度尺,上面标记着毫米和厘米的刻度。
通过观察主尺上离零点最接近的刻度,确定主尺的读数值。
4. 确定游标读数:游标卡尺上的游标是一条可以滑动的尺子,它与主尺垂直,并且有自己的刻度尺。
通过观察游标尺上与主尺对齐的刻度,确定游标的读数值。
5. 确定总长度:将主尺的读数和游标的读数相加,即可得到测量物体的总长度。
需要注意的是,游标卡尺的读数精确到0.02毫米,因此在读数时要仔细观察并尽量减小误差。
另外,游标卡尺的使用方法可能会因不同的型号而有所不同,请参考具体的说明书进行正确使用。
数字游标卡尺的读数方法
游标卡尺按下列规则读数:1、以游标零刻线位置为准,在主尺上读取整毫米数。
2、看游标上哪条刻线与主尺上的某一刻线(不用管是第几条刻线)对齐,由游标上读出毫米以下的小数。
3、总的读数为毫米整数加上毫米小数。
游标卡尺(游标卡尺)是一种用于测量长度、内径、外径和深度的测量工具。
游标卡尺由一个主尺和一个连接在主尺上的滑动游标组成。
毫米的主要统治者通常是作为一个单元,有10个,游标20或50点,根据不同的点,游标卡尺可分为十度游标卡尺,20度游标卡尺,50度游标卡尺等,9毫米的游标为10度,20度的19毫米,50分49毫米。
一、精度常用游标卡尺按其精度可分为三种:即0.1mm、0.05mm和0.02mm。
精度为0.05mm和0.02mm的游标卡尺。
其工作原理和使用方法与本文介绍的精度为0.1mm的游标卡尺相同。
一个精度为0.05毫米的游标卡尺在总长度为19毫米的游标上有20个等距标记。
测量时,将游标上的第11刻度线与主尺对齐,小数点部分的读数为11/20mm =0.55mm。
如果第十二刻度线与主标尺对齐,小数点部分的读数为12/20mm=0.60mm。
一般来说,光标在n=规模,他们的总长度和脚(n-1)的总长度等于一个统一的规模,如果光标规模最小的长度(x)的最小规模的脚长度nx=yy(n-1),x=y(y/n)脚和最低规模之间的区别光标Δx=y-x=y/纽约/n称为游标卡尺的精度,它决定读数字的结果。
从公式中可以看出,提高游标卡尺的测量精度是增加游标上的刻度数或减小主尺上的最小刻度值。
正常情况下,Y为1mm,N为10、20、50,对应的精度为0.1、0.05mm、0.02mm。
精密度0.02mm机械游标卡尺由于结构精度和人眼对两条线的对准度分辨率的限制,其精度无法提高。
二、保管方法使用游标卡尺后,用棉纱擦拭干净。
如果长时间不使用,应擦上黄油或机油,将两个测量爪合上并拧紧紧固螺丝,放入卡尺盒内盖好。
游标卡尺有4个最小读数:0.1mm(游标上10个均分刻度)、0.05mm(游标上20个均分刻度)、0.02mm(游标上50个均分刻度)和0.01mm(游标上100个均分刻度)。
使用游标卡尺的读数方法及注意事项

使用游标卡尺的读数方法及注意事项游标卡尺是一种用于测量物体尺寸的工具,它具有高精度、易于操作等优点,被广泛应用于各种领域。
但是,要想正确地使用游标卡尺,我们必须掌握一些读数方法和注意事项,以确保测量结果的准确性和可靠性。
一、读数方法1. 内径测量内径是指物体内部空间的直径,测量内径时,我们需要将游标卡尺的两个钩子放入物体内部,将钩子向外旋转,直到它们与物体内壁接触。
此时,读数应该是两个钩子的距离,也就是内径的大小。
2. 外径测量外径是指物体外部的直径,测量外径时,我们需要将游标卡尺的两个钩子放在物体的两端,轻轻地将卡尺固定在物体上,然后读取两个钩子的距离,即为物体的外径大小。
3. 深度测量深度是指物体内部的深度或者物体表面到内部深度的距离,测量深度时,我们需要将游标卡尺的钩子放入物体内部,然后轻轻地将卡尺固定在物体上,读取钩子与物体表面之间的距离,即为物体的深度。
4. 高度测量高度是指物体的高度或者物体表面到顶部的距离,测量高度时,我们需要将游标卡尺的钩子放在物体表面上,然后轻轻地将卡尺固定在物体上,读取钩子与物体顶部之间的距离,即为物体的高度。
二、注意事项1. 使用前检查在使用游标卡尺之前,我们需要检查它的钩子是否清洁、是否有损坏或变形等问题。
如果钩子有问题,我们需要及时更换。
2. 操作时轻柔在使用游标卡尺时,我们需要轻柔地操作,避免对测量物体造成损伤。
同时,我们也需要避免过度使用力量,以免影响测量结果的准确性。
3. 放置时注意在使用完游标卡尺后,我们需要将它放置在干燥、清洁、无尘的地方,避免受到潮湿、污染等因素的影响。
同时,我们也需要避免将卡尺放置在高温或者低温环境中,以免影响卡尺的使用寿命。
4. 维护保养在使用游标卡尺之后,我们需要将它清洁干净,并涂上适当的油脂,以保持其灵活性和精度。
同时,我们也需要定期检查卡尺的精度和功能,以确保其正常使用。
综上所述,游标卡尺是一种非常实用的测量工具,但是要想正确地使用它,我们需要掌握一些读数方法和注意事项。
游标卡尺的主尺读数方法
游标卡尺的主尺读数方法游标卡尺是测量工具中非常常见的一种,它适用于精度较高的测量。
选购好游标卡尺非常重要,但是如果不正确地读取它的读数,就无法得出准确的结果。
本文将围绕“游标卡尺的主尺读数方法”展开,详细讲述正确的读数步骤。
第一步:判断精度和分度值在读取游标卡尺的读数前,需要了解该卡尺的精度和分度值。
一般而言,游标卡尺的精度有0.05mm、0.02mm、0.01mm等,分度值也有2mm、1mm等。
因此,在准确读取球阀的读数前,需要根据卡尺精度和分度值来判断读数的小数位数。
例如,如果选择了精度为0.01mm的卡尺,读数的小数位数就应该是2位。
第二步:读取主尺上的整数位数主尺是游标卡尺上最长的刻度,一般而言刻度线为1mm一格。
读取主尺上的整数位数时,需要将主尺卡尺面与被测物品接触,并尽量将卡尺面调整为垂直于被测量物的表面。
然后,观察主尺刻度线的末端,读取其所对应的整数值。
请注意,最后一个读数应该是刻度线左侧的数字,并且应该比右侧的数字小。
第三步:读取游标上的小数位数读取游标上的小数位数时,需要通过微调旋钮来让游标滑动到被测物品表面。
在游标滑动到表面后,需要读取游标上所对应的刻度线末尾的数字。
如果刻度线刚好在数字上,那么小数位数为0,否则小数位将是游标各个刻度之间的距离。
第四步:计算总读数在确定了主尺和游标上的读数后,可以通过加法来计算出总读数。
将主尺上的整数位数和游标上的小数位数相加,即可得出最终的读数。
例如,如果主尺读数为12mm,游标上的小数位数为0.52mm,那么最终的读数将为12.52mm。
总结:游标卡尺是一种精度很高的测量工具,但要在使用时正确读取读数。
读数的过程可以分为四步:判断精度和分度值、读取主尺上的整数位数、读取游标上的小数位数以及计算总读数。
掌握这些读数方法可以帮助我们更好地使用游标卡尺来进行精准测量。
游标卡尺的读数方法

游标卡尺的读数方法并举例(图)
游标卡尺是机械加工中广泛使用的一种量具。
它结构简单,使用方便,测量精度较高。
它可以直接量出工件的外径、内径、长度和深度。
它的结构如图13-1所示。
游标卡尺由主尺和副尺(又称游标)组成。
主尺与固定卡脚制成一体;副尺与活动卡脚制成一体,并能在主尺上滑动。
游标卡尺有0.02,0.05,0.lmm三种测量精度。
1)读数方法
游标卡尺是利用主尺刻度间距与副尺刻度间距读数的。
以图13-2所示0.02mm游标卡尺为例,主尺的刻度间距(即每1小格)为1mm,当两卡脚合并时,主尺上49mm刚好等于副尺上50格,副尺每格长为=0.98mm。
主尺与副尺的刻度间距相差为1-0.98=0.02mm,因此它的测量精度为0.02mm(副尺上直接用数字刻出)。
游标卡尺读数分为三个步骤。
下面以图13-3所示0.02mm游标卡尺的某一状态为例进行说明:
(1)在主尺上读出副尺零线以左的刻度,该值就是最后读数的整数部分。
图示为33mm。
(2)副尺上一定有一条刻线与主尺的刻线对齐。
在副尺上读出该刻线距副尺零线的格数,将其与刻度间距
0.02mm相乘,就得到最后读数的小数部分。
图示为0.24mm。
(3)将所得到的整数和小数部分相加,就得到总尺寸为33.24mm。
游标卡尺的正确读数方法
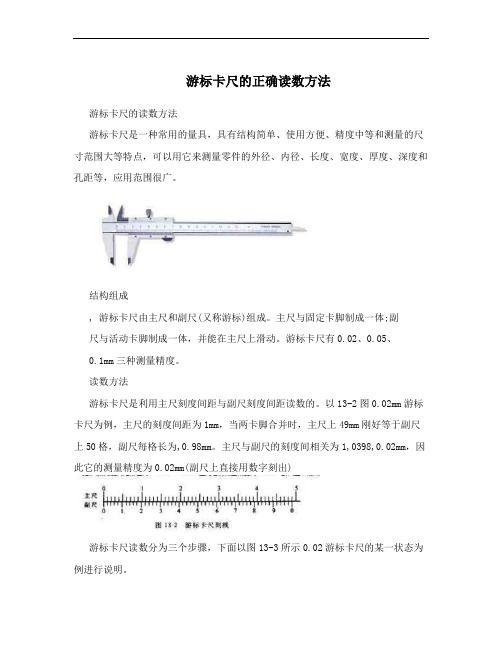
游标卡尺的正确读数方法游标卡尺的读数方法游标卡尺是一种常用的量具,具有结构简单、使用方便、精度中等和测量的尺寸范围大等特点,可以用它来测量零件的外径、内径、长度、宽度、厚度、深度和孔距等,应用范围很广。
结构组成, 游标卡尺由主尺和副尺(又称游标)组成。
主尺与固定卡脚制成一体;副尺与活动卡脚制成一体,并能在主尺上滑动。
游标卡尺有0.02、0.05、0.1mm三种测量精度。
读数方法游标卡尺是利用主尺刻度间距与副尺刻度间距读数的。
以13-2图0.02mm游标卡尺为例,主尺的刻度间距为1mm,当两卡脚合并时,主尺上49mm刚好等于副尺上50格,副尺每格长为,0.98mm。
主尺与副尺的刻度间相关为1,0398,0.02mm,因此它的测量精度为0.02mm(副尺上直接用数字刻出)游标卡尺读数分为三个步骤,下面以图13-3所示0.02游标卡尺的某一状态为例进行说明。
1. 在主尺上读出副尺零线以左的刻度,该值就是最后读数的整数部分。
图示33mm。
2. 副尺上一定有一条与主尺的刻线对齐,在刻尺上读出该刻线距副尺的格数,将其与刻度间距0.02mm相乘,就得到最后读数的小数部分。
图示为0.24mm。
3. 将所得到的整数和小数部分相加,就得到总尺寸为33.24mm。
游标卡尺的使用方法量具使用得是否合理,不但影响量具本身的精度,且直接影响零件尺寸的测量精度,甚至发生质量事故,对国家造成不必要的损失。
所以,我们必须重视量具的正确使用,对测量技术精益求精,务使获得正确的测量结果,确保产品质量。
使用游标卡尺测量零件尺寸时,必须注意下列几点:1. 测量前应把卡尺揩干净,检查卡尺的两个测量面和测量刃口是否平直无损,把两个量爪紧密贴合时,应无明显的间隙,同时游标和主尺的零位刻线要相互对准。
这个过程称为校对游标卡尺的零位。
2. 移动尺框时,活动要自如,不应有过松或过紧,更不能有晃动现象。
用固定螺钉固定尺框时,卡尺的读数不应有所改变。
在移动尺框时,不要忘记松开固定螺钉,亦不宜过松以免掉了。
(完整版)游标卡尺的读数方法

0 12 3 4 56 78 9 0
1
2
B
0
1
2
答案:11.14mm
游标卡尺读数练习
答案:10.55mm
游标5 卡尺读数练6 习
0
5
10
答案:54.5mm
游标卡尺读数练习
答案:41.20mm
6
7
8cm
0 1
10
20
2
3 cm
01234567890
50分度游标卡尺
游标卡尺读数练习
0
1
2
3
4
5主尺
0
10
20 游标尺
答案:11.50mm
游标卡尺读数练习
10
11
12 cm
0
10
20
答案:102.35 mm
游标卡尺读数练习
答案:20.30mm
游标卡尺读数练习
答案:29.35mm
A
游标卡尺读数练习
游标尺的构造
游标尺包括:尺身、主尺、游 标尺、深度尺、内测量爪 、 外测量爪和紧固螺钉七个部分。
紧固螺钉
深
主
度
尺
尺
0
1
2
3
4
5
6
7
8
9
10
尺
0 12 3 4 5 6 78 9 0
身
10分度游标卡尺
0
1
0
5
10
20分度游标卡尺
0
1
2
3
0
10
20
游标尺的读数方法
游标尺的读数包括以下三个步骤:
1、从主尺上读出主要部分,即游标尺的零刻度线对 准的主尺上的刻度值A(应以mm为单位)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
游标卡尺是一种常用的量具,具有结构简单、使用方便、精度中等和测量的尺寸范围大等特点,可以用它来测量零件的外径、内径、长度、宽度、厚度、深度和孔距等,应用范围很广。
结构组成
游标卡尺由主尺和副尺(又称游标)组成。
主尺与固定卡脚制成一体;副尺与活动卡脚制成一体,并能在主尺上滑动。
游标卡尺有、、0.1mm三种测量精度。
读数方法
游标卡尺是利用主尺刻度间距与副尺刻度间距读数的。
以13-2图0.02mm游标卡尺为例,主尺的刻度间距为1mm,当两卡脚合并时,主尺上49mm刚好等于副尺上50格,副尺每格长为=0.98mm。
主尺与副尺的刻度间相关为1-0398=0.02mm,因此它的测量精度为0.02mm(副尺上直接用数字刻出)
游标卡尺读数分为三个步骤,下面以图13-3所示游标卡尺的某一状态为例进行说明。
1.在主尺上读出副尺零线以左的刻度,该值就是最后读数的整数部分。
图示
33mm。
2.副尺上一定有一条与主尺的刻线对齐,在刻尺上读出该刻线距副尺的格
数,将其与刻度间距0.02mm相乘,就得到最后读数的小数部分。
图示为
0.24mm。
3.将所得到的整数和小数部分相加,就得到总尺寸为33.24mm。
游标卡尺的使用方法
量具使用得是否合理,不但影响量具本身的精度,且直接影响零件尺寸的测量精度,甚至发生质量事故,对国家造成不必要的损失。
所以,我们必须重视量具的正确使用,对测量技术精益求精,务使获得正确的测量结果,确保产品质量。
使用游标卡尺测量零件尺寸时,必须注意下列几点:
1.测量前应把卡尺揩干净,检查卡尺的两个测量面和测量刃口是否平直无
损,把两个量爪紧密贴合时,应无明显的间隙,同时游标和主尺的零位刻线要相互对准。
这个过程称为校对游标卡尺的零位。
2.移动尺框时,活动要自如,不应有过松或过紧,更不能有晃动现象。
用固
定螺钉固定尺框时,卡尺的读数不应有所改变。
在移动尺框时,不要忘记松开固定螺钉,亦不宜过松以免掉了。
3.当测量零件的外尺寸时:卡尺两测量面的联线应垂直于被测量表面,不能
歪斜。
测量时,可以轻轻摇动卡尺,放正垂直位置,图2-6所示。
否则,量爪若在如图2-6所示的错误位置上,将使测量结果a比实际尺寸b要大;
先把卡尺的活动量爪张开,使量爪能自由地卡进工件,把零件贴靠在固定
量爪上,然后移动尺框,用轻微的压力使活动量爪接触零件。
如卡尺带有微动装置,此时可拧紧微动装置上的固定螺钉,再转动调节螺母,使量爪接触零件并读取尺寸。
决不可把卡尺的两个量爪调节到接近甚至小于所测尺寸,把卡尺强制的卡到零件上去。
这样做会使量爪变形,或使测量面过早磨损,使卡尺失去应有的精度。
4.用游标卡尺测量零件时,不允许过分地施加压力,所用压力应使两个量爪
刚好接触零件表面。
如果测量压力过大,不但会使量爪弯曲或磨损,且量爪在压力作用下产生弹性变形,使测量得的尺寸不准确(外尺寸小于实际尺寸,内尺寸大于实际尺寸)。
在游标卡尺上读数时,应把卡尺水平的拿着,朝着亮光的方向,使人的视线尽可能和卡尺的刻线表面垂直,以免由于视线的歪斜造成读数误差。
5.为了获得正确的测量结果,可以多测量几次。
即在零件的同一截面上的不
同方向进行测量。
对于较长零件,则应当在全长的各个部位进行测量,务使获得一个比较正确的测量结果。