铺管船 托管架
深水海底管道S型铺设形态分析

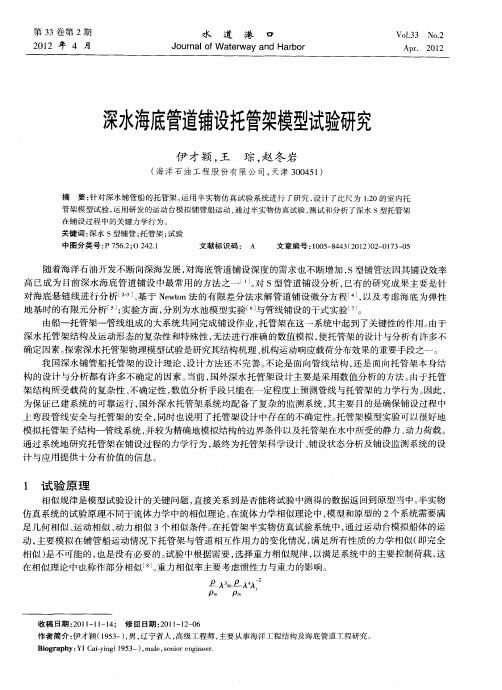
由于托管架半径 RS 已知,所以只要确定了升离点的位置则托管架部分的管道形态就可以求出。将反 弯点以下部分、中间段和托管架部分的形态组合起来就可以得到管道的整体铺设形态。
2 计算分析程序的开发
求解 S 型铺管法的铺设形态关键在于确定升离点和反弯点的位置。首先要确定管道张力的水平分量 H ,假设反弯点位于托管架底端,计算出反弯点处管道倾角θ (1) 和托管架底端角度θ S 的差 Δθ 。如果 Δθ < 0 则升离点在托管架上某处,水平分力即为控制应变对应的水平分力 H ;如果 Δθ ≥ 0 则管道“搭”在托管架底 端,为了防止管道在托管架底端处失效破坏适当地增大水平分力 H ,此时管道的最大弯曲应变小于控制应 变。已知水平分力 H ,接着确定升离点和反弯点的位置,在托管架上取若干个点作为升离点的位置储存于 数组中,对于每个升离点取一系列反弯点的位置并求出每个反弯点的误差,求出最小误差作为该升离点的
1= 1 − 1 R(a) R0 (a) RW (a)
(11)
式中:1 R0 (a) 为升离点的弯矩引起的曲率,1 RW (a) 为管道自重引起的曲率, a 为中间段上任意点至升离
点的距离。其中1 R0 (a) 和1 RW (a) 可表示为:
1 = 1 (ch T a − sh T a) , 1 = W cosθ
平分量 H 以及 Lb 、 α 、 z0 、 σ 和 h 等反弯点以下所有参数。
1.3 S 型铺设管道整体形态
T
θL
M
升离点
a
W
θ( a )
T
M
图 3 中间段曲率计算示意图
通过上面的求解过程可以进行反弯点以下部分管道形态的计算分析,而图 3 所示的升离点至反弯点之 间的中间段部分,其上任意点的曲率可以根据梁理论表示为[4] :
深水铺管船托管架总装工艺探讨
深水 铺 管 船 托 管 架 总装 工 艺探 讨
郑 晓娟 ,高指 林 ,张 国 中,赵 庆 利 ,宋建 峰
( 海 洋 石 油 工 程 股 份 有 限公 司 ,天 津 3 0 0 4 5 2 )
提
要
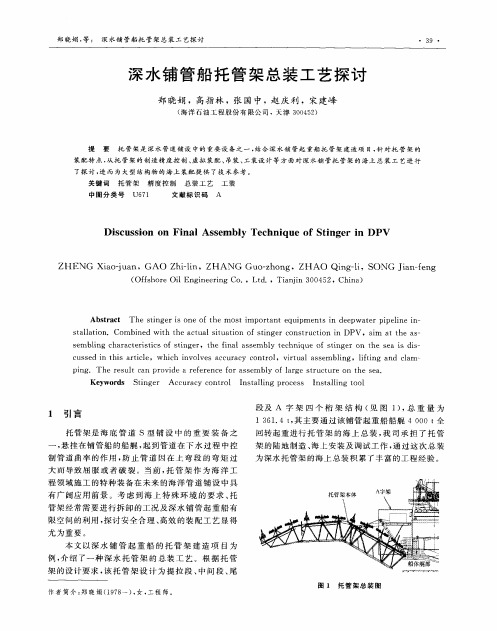
托 管 架 是 深 水 管道 铺 设 中 的 重要 设 备 之 一 . 结 合 深 水 铺 管 起 重 船 托 管 架建 造 项 目, 针 对 托 管 架 的
图 1 托 管 架 总装 图
造 船 技 术
2 0 1 4年 第 1 期( 总第 3 l 7期 )
2 总 装 难 点 分 析
本 项 目中总 装 的 托 管 架 为 一 焊 接 钢 结 构 组 合 体, 主要包 含 A字 架及 托 管 架 本体 。A 字架 由两 钢 臂组成 E 臂水平 放 置 , 其 前端 的眼 板 与船 体上 起 重 机底 座后 部 的 A 字架 支 座铰 接 ( 共 四处 销轴 连 接 ) 。
1 引言
托 管架 是 海 底 管 道 s型 铺 设 中 的 重 要 装 备 之
一
段及 A 字 架 四个 桁 架 结 构 ( 见图 1 ) , 总 重 量 为 1 3 6 1 . 4 t , 其主要 通过 该铺 管起 重船船 艉 4 0 0 0 t 全
回转起重 进行 托 管 架 的 海上 总装 , 我 司承 担 了托 管 架 的陆地 制造 、 海 上安装 及调 试工 作 , 通 过这 次 总装
为深 水托 管架 的海 上总装 积 累 了丰富 的工程 经验 。
,
悬挂 在铺 管船 的船 艉 , 起 到 管道 在下 水 过程 中控
制 管道 曲率 的作 用 , 防止 管 道 因在 上 弯段 的 弯 矩 过
深水海底管道铺设托管架模型试验研究
脱离 角度 以及 配重 质量 。 文 主要考 虑在 200m水 深情 本 0 况下 , 对 1 针 2i n管道铺 设 时静力 和 动力2种 试验 工况 。 静 力试 验将管 道安 装在 托管 架上 , 加 配重荷 载并直 接测量 施 托管架 与管 道 的作 用力 ; 动力试 验施 加配重 荷 载并利 用作 动器驱 动振 动 台模 拟船体 运动 , 测量 托管 架 与管道 的作 用
通 过 系统 地研 究托 管架 在铺 设过 程 的力 学行 为 , 终 为托 管架 科学设 计 、 最 铺设 状态 分析及 铺设 监测 系统 的设
计 与应 用 提供 十分 有价 值 的信 息 。
1 试 验 原 理
相 似 规律 是模 型试 验设 计 的关键 问题 , 接关 系 到是 否能将 试验 中测得 的数据 返 回到原 型 当中 。 实物 直 半
对 海 底 悬链 线 进行 分 析 [ 、 于 N w o 2 基 引 et n法 的有 限差 分 法 求解 管 道铺 设微 分 方 程 E , 以及 考 虑海 底 为 弹性 地 基 时 的有 限元 分 析 E ; 验方 面 , 别 为水池 模 型实 验 [ 与管 线铺设 的干式 实验 。 实 分 6
B o r p y: I a—i ( 3 ) m l ,e i n ie r ig a h Y i n 1 5 一 , ae sno e g e. C y g 9 r n
14 7
水
道
=
港 口
第3 3卷第 2期
AF A
式 中: P为原型 密度 ; p 为模型 密度 ; A为几何 比尺 ; 时 间 比尺 ; A为 A 为力 的 比尺 。 运动 台控 制 中 , 在 需要 使用
伊 才颖 , 王 琮 , 冬 岩 赵
托管架调整绞车设计
t e m,e t c . , t l 1 t h e in w c h o f s t i n g e r o f d e e p - w a t e r p i p e — l a y i n g s h i p a s a s t u d y o b j e c t .
,
悬 挂在 铺 管 船 的 船 尾 ,起 到 管 道 在 下 水 过 程
鉴于 海洋 环 境 条 件 下 进 行 铺 管 作 业 ,对 铺 管 设备 的 要 求 高 ,因此 ,托 管 架 调 整 绞 车应 该从 以
下几 方面 考虑 :
中控 制 管 道 在 托 管 架 上 的 曲 率 的作 用 ,从 而 防 止
设计 、国 内制 造 为 主 ,本 文 以深 水 铺 管 船 托 管 架
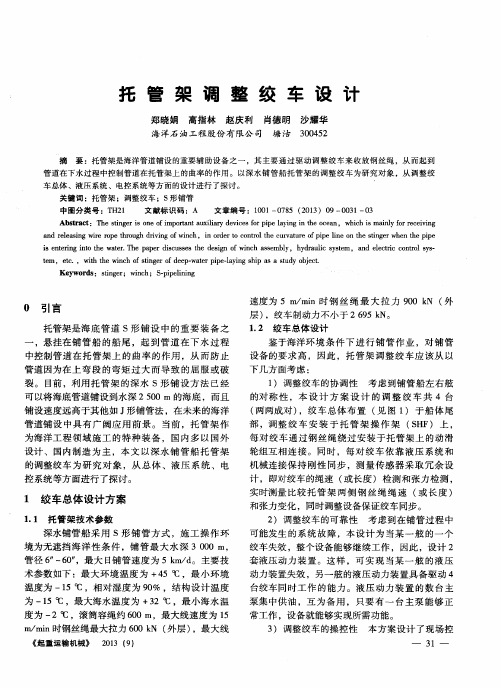
1 )调 整绞 车 的协 调性
考 虑 到铺 管 船左 右 舷
的对 称 性 ,本 设 计 方 案 设 计 的 调 整 绞 车 共 4 台 ( 两 两成对 ) ,绞 车 总体 布 置 ( 见图 1 ) 于 船 体 尾 部 ,调整 绞 车 安 装 于 托 管 架 操 作 架 ( S HF )上 , 每 对 绞 车 通 过 钢 丝绳 绕 过 安装 于托 管 架 上 的动 滑 轮组 互 相 连 接 。 同 时 ,每 对 绞 车 依 靠 液 压 系 统 和 机械 连接 保 持 刚 性 同步 ,测 量 传 感 器 采 取 冗 余 设
Ke y wor ds: s t i ng e r ; wi n c h; S- p i p e l i n i ng
0 引言
托 管架是 海 底 管 道 s形 铺 设 中 的 重 要 装 备 之
一
速度 为 5 m / mi n时 钢 丝 绳 最 大 拉 力 9 0 0 k N ( 外 层) ,绞 车制 动力不 小 于 2 6 9 5 k N。 1 . 2 绞 车总体 设计
铺管船托管架整体调试方法探讨
铺管船托管架整体调试方法探讨摘要:本文介绍了大型深水铺管船托管架系统设备组成及基本参数,总结托管架整体调试的技术和管理方法,对后续的铺管船托管架的整体调试工作具有现实的指导意义。
关键词:铺管船;托管架;调试方法commissioning method discussion for stinger of pipelaying vesselwangwei, yuanhongyu, zhangsong,(offshore oil engineering co., ltd,tianjin,300452)abstract: this paper introduced components and basic parameters on stinger system of a large deepwater pipelaying vessel, and summarized the technology and management methods of stinger commissioning, and the methods will be have some strong sense of guidance for the subsequent stinger commissioning project.key words: pipelaying vessel; stinger ;commissioning method1、引言随着国家海洋石油工业开采的发展,越来越多的铺管船正在建造和使用中,托管架作为铺管作业船舶的一个非常关键的设备,悬挂在铺管船的船尾,起到海管在下水过程中控制管道在托管架上的曲率的作用,防止海管因为在上弯段的弯矩过大而导致的屈服或者破裂,通过托管架与张紧器的协同作业,调节各种参数,保证海管的安全铺设。
托管架上一般装有海管支撑滚轮组,确保其高度一般可以调节,以适应不同管径及不同铺设深度的要求,两侧加装保护支架,防护海管偏离方向。
“汇众301”铺管起重船托管架系统镗孔工艺研究
栓 11 卡码螺母 12 卡码 13 卡码螺母 14 卡码固定螺栓。
81
广东造船 2021 年第 3 期(总第 178 期)
耳板上的 Φ252 的孔三者同轴;下铰点镗孔难度在于 伤到母材;
需将 V 形板、可拆短节耳板、锁钩板三者组成一套锁
(2)镗孔需在第一节和第二节托管架主体结构热
紧机构进行镗孔,这三者之间相互配合,销轴孔同轴 工作业完成、焊缝外观检验、探伤检验、结构精度检
影响; (3)施工步骤
① 利用激光检测仪测量结构尺寸精度,要求销轴
孔间距、半宽符合图纸要求;
② 利用激光检测仪定出销轴孔圆心并作出标记,
保证销轴孔同轴度公差符合图纸要求;画出销轴孔定
位加工圆线、检验圆线,以方便后期检验校准;
③ 安装工装,固定镗杆、镗机,校准镗杆;
④ 粗镗;
⑤ 精镗;
2 镗杆轴承 3 轴承图调2节图框铸2 铸钢4钢件件轴镗镗承孔调孔精节度 精固要度求定要螺求母 5 轴承调节固定螺⑥栓 精镗结束后,刮削销轴孔两端平面,保证端面
③ 安装锁钩板,调整 Φ204、Φ152 各孔圆心与 V
形板上孔圆心对准,检查各孔加工余量是否满足镗孔
尺寸要求;
图 4 第一节托管架 V 形板
④ 安装工装,固定镗杆、镗机,配镗两组 Φ204 孔;
图 4 第一节托管架 V 形板 图 5 锁钩板 ⑤ 拆除镗杆、镗机及工装,安装 2 根 Φ204 销轴,
保证销轴孔同轴度公差符合图图纸要6求; 第画二出销节轴托孔定管架可拆短节耳图板9 A 字架结构孔
位加工圆线、检验圆线,以方便后期检验校准;
③ 安装工装,固定镗杆、镗机,校准镗杆;
4 结束语
④ 粗镗;
近年来,随着全球对能源需求不断扩大,海上
深水S型铺管托管架-船体-管线耦合分析
s p o n s e o f t h e l a y b a r g e a n d t he c o n t ib r u t e f o r c e f r o m t he pi p e c a n b e a c h i e v e d b y c a l c u l a t i o n . Th e e mp i ic r a l f o r mu-
Co u p l i ng a n a l y s i s o f s t i n g e r ・ - l a y b a r g e - - p i p e l i n e o f S- l a y i n s t a l l a t i o n i n d e e p wa t e r
第3 4卷第 4期
2 0 1 3年 4月
哈
尔
滨
工
程
大
学
学
报
Ve 1 . 3 4 N o . 4
Ap r .201 3
J o u r n a l o f Ha r b i n En g i n e e in r g Un i v e r s i t y
深 水 S型 铺 管 托 管 架 一船 体 一管 线 耦 合 分 析
力定位. 通过计算 得到了铺 管作业工况下船体 的运动响应和管线对船 体运 动贡献力. 同时通过 S型铺管 弯曲应 力经验公
深水S型铺管船托管架连接部件接触分析
ANS YS 支 持 刚体 一柔 体 的面 一面 的接 触 单 元 , 刚 性 面 被 当 作“目标 ” ,分 别 用 T re 6 和 面 ag 1 9 T re 7 来 模 拟 2 ag 1 0 一D 和 3 D 的 “目 标 ”面 , 柔 性 体 的 表 面 被 当 作 “ 触 ”面 , 用 —_ 接 C na l o t1 2 o t1 3C na 来模 拟 。一 个 目标 单元和 一 个接触 单 元叫 作~ 个“ o tl C na , na , o t14 7, 7C 7 7 接触 对” ,程 序通 过 一个共 享 的实常 号来 识别“ 触对” 接 ,为 了建 立一个 “ 接触对 ” 目标单 元和接 触 单元指 定相 同的 给 实 常的 号 。
图 3 连接部件模型
图 4 托管架轴力 图
24 8 ,Biblioteka 闺 造 船
学 术 论文
23 接触 定义 .
如 图 3 所 示建 立 的实 体模型 1 。该接触 问题 为刚 体一柔 体 的面一面的接 触 ,使用 T re 7 和 — 5 ag 10
C na7 o t1 3来定 义 3D 接触 对 。其中刚 性而 被 当作“ 一 目标 ” ,用 T re 7 面 ag l 0来模 拟 3 的“ D 目标” ,见实 面
2】有 限元模 型 .
本 文采用 S I 4 OLD 5单元 建立 连接 部件 的实 体模 型 。S LD4 O I 5单元用 于构造 三 维实 体结 构 ,单 元
通 过 8个 节点来 定义 ,每 个节 点有 3个沿着 XYZ方 向平 移 的 自由度 。单 元具有 塑 性 ,蠕 变 ,膨胀 , 应 力强 化 ,大 变形 和大应 变 能力 ,有用 于沙 漏控制 的缩 减积 分选 项 。
海上深水铺管船托管架监控设备初步分析
海 上深水铺管船托管架监控设备初步分析
李 学云 ,郭 琳,张 垄 ,刘 强
( 海洋石油工程股份有 限公 司,天津 3 0 0 4 5 2)
摘
并对原设计进行 了合理 的系统优化及 改造。
要
通过对海上深水铺管船托管架集成监控系统的研 究分析 , 总结出系统中的各类 电仪设备的功能及定位 。
1 . 4 倾 角仪
托 管架 的角度 监控部 分共有 3 个 倾角 仪 ,如 图 5 所示。
图 5 倾 角 仪 布 置 图
1 号和 2号倾角 仪分别 安装在 托管 架 Hi t c h段尾 部 的左舷 侧和右 舷侧 , 用 于测量 托管 架 Hi t c h段 的
绝对 角度 。
3号仪 器 为参考倾 角仪 ,安装 在船 体托管 架控制 室 的左舷侧 ,用 于测量 船体 的倾斜 角度 。铺 管 作
5 4卷
增刊 2
分 别从 内部 贴贴 一组压应 片 ,用来 测量作 业过 程 中产生 的剪切 力 。而在销 轴 中心 位 置 内部 ,安装 另一 组 压应 片 ,用 以监测销轴 承 受的挠 曲力 。
此 时 ,在一 个销轴 上测 量 的 2个剪切 力和 1 个 挠 曲力 通过信 号 转换 、放大 ,然后 传输 到控制服 务
业 时 ,系统会将 1 、2号 倾角 仪与 3号倾角 仪进行 比较 ,从 而算得 托管 架与船 体 的相 对 张角 。
1 . 5 测深传 感 器
托 管架 集成监 控系 统包含 2个测 深传 感器 :其 中一个 为水下 深度传 感器 ,位 于托 管架最末 端 ,用 于测 量 托管架末 端 在水 中收到 的压 强 ;另一个 为参考传 感器 ,位 于托 管架控 制室外 部 ,用于测 量外 部
铺管船简介
▪ 起重铺管船是海洋工程船的一种,具有铺管 和起重功能,属于高附加值船舶,造价高, 建造技术高。
▪ 铺管船按铺管方式分为:
▪ S-LAY
▪ J-LAY ▪ REEL-LAY卷筒类 ▪ Carousel-LAY转盘类 ▪ 垂直类
各种铺管方式优缺点
▪ S型:
J型铺管船
▪ 铺管作业方式:
海洋石油201 深海起重铺管船
“蓝疆号”起重铺管船
蓝疆号主要参数
铺管船主要定位方式
▪ 锚泊定位
动力定位
铺管船设备简介——托管架
张紧器
张紧器工作原理
锚泊系统
锚泊系统
收弃管设备——A/R绞车
起重机
▪ 深海起重铺管船,兼具起重与铺管两种功能, 起重是其重要功能。设置有超大型全回转起 重机,是铺管船的重要设备。
▪ 主要确定铺管船在铺管过程中,管线所受载 荷与运动相应情况,对管线强度进行分析, 保证管线曲率。
▪ 计算托管架所受环境压力与管线所给的压力, 确定托管架的角度长度等参数。
动力定位
海洋石油海洋石油201201是世界上第一艘同时具备是世界上第一艘同时具备30003000米级深水铺管能力深水铺管能力40004000吨级重型起重能力和吨级重型起重能力和dp3dp3级全电力推进的动力定位并具备自航能力的船型深水铺电力推进的动力定位并具备自航能力的船型深水铺管起重工程作业船能在除北极外的全球无限航区管起重工程作业船能在除北极外的全球无限航区作业集成创新了多项世界顶级装备技术船舶的作业集成创新了多项世界顶级装备技术船舶的详细设计和建造在国内自主完成是亚洲和中国首详细设计和建造在国内自主完成是亚洲和中国首艘具备艘具备30003000米级深水作业能力的海洋工程船舶其米级深水作业能力的海洋工程船舶其总体技术水平和综合作业能力在国际同类工程船舶总体技术水平和综合作业能力在国际同类工程船舶中处于领先地位代表了国际海洋工程装备制造的中处于领先地位代表了国际海洋工程装备制造的最高水平
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铺管托架系统包括托辊箱组件、两套45吨管架绞车、两套Pendandlinedavit系统、一套托管架电控系统、以及两套包含液压控制的托管架锁定系统、一套用于管理100米水深视频、声纳、承重、角度、水深等各类遥测设备的遥感勘测管理系统
舱底压载,阀门遥控系统介绍及其在船舶中的作用
1. 压载系统
作用是为了船舶正常的营运而进行入、排、调拨压载水(74000DWT散货轮无调拨压载水功能)。
为了船只的适航性,安全性,设计时要确定满载吃水,空载吃水等吃水线。
压载系统需要保持船只空载时的稳定性,适航性;重载时的适航性(比如航道经过距水面较低的固定式桥,则需要注意船舶在满压载时的高度能否保证顺利通过,否则要临时切割上层建筑)。
船舶经过大风浪的航区(如大西洋)时,一定要加压载保持稳定。
压载水的调拨目的是控制船只的纵、横倾。
比如江南厂造的火车渡轮,采用风机来实现左右调水以控制横倾(采用风机配紫铜管可以快速调水但管子的腐蚀量大);潜艇通过用泵前后调水以控制纵倾,实现姿态的调节。
在设计工作中,要求管系在船舶倾斜角5o的条件下,系统可以正常工作。
而对于主机则要求横倾15o,横摇22.5o的条件下可以工作。
应急消防泵要求横摇22.5 o,纵倾10 o时可用。
可见对于设备的要求比管系要高。
注意在压载舱中两套吸口,一般压载吸口较大,扫舱吸口较小。
吸口布置在舱的尾部,若舱的长度大于35m,则首尾均需要布置吸口。
由于压载泵的排量大,当吸口的吸水量大于舱中水流动到吸口的流动量时,就会由于大量空气混入而无法排水;这时需要用喷射泵扫舱。
压载系统与扫舱系统共用一根压载总管,而不需要另外设置扫舱总管。
尽管压载总管通径较大,但经过实践证明这种设计可以较好的发挥作用。
注意压载管要采用套筒焊接穿舱壁筒,而不可用法兰。
货舱,油舱(如散货轮的4号货舱)作压载舱用,则需要在压载管上装盲板或其他隔离措施。
(江南厂设2套截止阀,从4号货舱的污水井进入。
)注意压载管路中不能设止回阀。
通入艏压载舱的管子穿过防撞舱壁,需要将阀用座板直接装在防撞舱壁上,以前是将阀装在舱壁的前面,并引上艏楼甲板手动操作。
但是2004年4月之后,规范要求不能在航行时让船员经过危险区域去操作阀。
因此目前采用将阀装在舱壁的后面管弄中,通过遥控操作。
因为压载管是一节节的焊在各个舱壁上,而船舶在航行时会产生较大的船体变形,为了防止管路随之的变形及热胀冷缩,可以在各个舱室的管路中设滑动式伸缩接头,按照规范要求该形式的接头要做STOP,且要布置在船员可接近处,即只能在管弄中。
如果船只不设置管弄,则需要采用波纹管式接头(不锈钢制),其成本较高。
压载泵的容量(74000DWT散货轮为200m3/hX2)要保证船舶营运的安全,满足边装货边排水,一般8-9hour可排空。
其排量= (系数a由船体等不定因素决定)。
在装货时比较高效的泵的操作是开开停停,便于水流动到压载吸口除。
2. 舱底系统
船舶在运行中由于冷凝或雨水等往往会集聚舱底水,不利于设备。
故在机舱,货舱,隔离空舱,管弄中均需要设置舱底水吸口。
一般在两舷设置,小船则可在中部设置。
管系的布置同样要保证纵横倾小于5o的排水有效。
其吸水口的布置包括:
1)直接吸口,即直接接到舱底泵的吸口;机舱至少要1个直接吸口。
2)间接吸口,通过舱底水总管到舱底泵的吸口。
舱底管系需要防止水倒流,吸口都要设止回阀或截止止回阀。
舱底与压载吸口都要装泥箱(起滤器的作用),但应急吸口不能装。
应急吸口需要与排量最大的动力泵相连。
其吸口处的设1止回阀,其手轮引到花钢板上460mm处,并作铭牌标志。
舱底水总管的内径:
(mm)
L为船长(m),B为船宽(m),D为型深(m)。
舱底水支管的内径:
,B,D对应舱室的长、宽、高。
注意,内径的最小值为50mm.
舱底水泵的容量Q=5.66d12×10-3(m3/h),两台舱底泵需要有自吸能力,散货轮采用喷射泵,也可采用离心泵+自吸装置或活塞泵。
注意管路的布置要避免积留空气。
舱底、压载系统主要的工作水泵包括舱底水泵,压载水泵,应急舱底水泵(按照规范要求采用最大的动力泵)。
压载管系的布置和压载舱吸口的数量,应使船舶在正常营运条件下的正浮或倾斜位置均能排除和注入各压载舱的压载水。
74000DWT散货轮的吸口通常需要具备自吸能力,可以通过采用具有自吸能力的泵来实现(如螺杆泵,活塞泵,喷射泵等),也可以采用一套真空装置来实现。
吸口包括:
直接吸口:直接连入机舱内的泵;
间接吸口:连入总管。
应急吸口:通常不需要自吸能力(使用时针对破舱而机舱大量进水的情况)。
舱底总管的布置:客船舱底总管距船舷的距离不能小于船宽的1/5,舱底管需要膨胀接头连接以防止因船体变形或热胀冷缩而损坏。
舱底管系的吸口一定要设止回装置。
机舱舱底水的排放需要国际通岸接头,并且舱底水排舷外一定要经过油水分离器,含油量不能超过15PPM。
按照规范要求,自2005.1.1以后舱底水油水分离器不仅要分油,而且需要打碎乳化物(采用螺杆泵或齿轮泵作舱底泵,压头大,易使油乳化而很难分离);含油量上限仍为15PPM,但报警纪录要求更高。
舱底水泵如能代替消防泵,则无须两个泵组合。
目前的组合方式有:两级泵,两个叶轮串并联,串联消防泵,并联舱底泵。
定期检查消防泵的工作情况及对应阀组的调节。
注意:集装箱船对压载系统要求更高:打、排压载水要迅速。
按照最新规则,舱底水系统艏部的几只阀的安装需要注意。
3. 液位遥测系统
主要使用的液位遥测装置有:
1. 吹气式;向舱内吹压缩空气,用反压力来测量(最简单)。
2. 气电式;
3. 纯电式;采用压力变送器将压力转化为电信号。
4. 雷达式:成本较高,适用于易燃易爆,对密封要求高的液体。
阀门遥控系统:
主要使用的遥控阀包括:
1. 电液式(油压式):需要一套液压泵站,蓄压器等设备。
一般采用多芯管走机械油,可较好的防止泄露。
2. 气动式:采用电磁阀来控制,由船厂提供压缩气体。
3. 纯电式:采用电液传动,阀门自带一套油马达,油箱等的液压设备,只需要电信号的输入。
可大大减少船厂的工作量与船东的维护工作量。