焊缝余高造成伪缺陷波识别探析
焊缝超声波中一种伪缺陷的判定识别

波形 , 结合工艺特 征判定识别。
4 耦 合剂的选 择
于配件尺寸偏差出现锥 头端部 外径小 于钢管 内径。在插入 钢管 耦合剂应选用具有适 当性 的液体糊状 物 , 并对材料 和人体没 时出现 1m m~2I n空 隙 , L T r 经探 伤检 验 , 深度 6FT处 出现 连 在 ll t l 有损 伤作用 , 又便于检 验后清理 。根据 实际需要 , 还可 以在耦合 续 缺陷回波 , 深度指 示从 入射 点算起 , 接连使用小 K 值 和大 K 值
DAC一1 d 6B
D C 0旧 A 一1 (
DA C一1( 6旧
D C一8B A ( 1
DAC一1 d 4B
2 探 头的选择
值, 以便增加一次 波声程 , 避免近场区探伤 , 探伤前必须在试块上 实测 K 值 , 并在 工作 中经常校验 。探 伤厚 度较 大工件 时宜 用大 晶片 , 较小的 K 值 , 以减少 衰减 , 提高 灵 敏度 , 定 缺 陷指示 长 测 度 。当缺陷回波只有 一个波高点时 , 采用 6c l 长法 ; B波 当缺陷 回 波有多个波高点时, 采用端 点波高法 。探 伤前在 C K一C试块 上 S 1 实测 K 值 , 宜用 小晶片探头 , 此工程使用 5 6 K2 5探头。 P ×6 .
图 1 距 离一 波 幅 曲线 的 灵敏 度
6 试验 结果
试验 1 选取 <5 ll ll 管与锥 头杆件焊缝 , : / 9Fl×6Fl 钢 , t 1 T t T 装配时
浅析锻件超声波探伤中缺陷波和伪缺陷波的识别

浅析锻件超声波探伤中缺陷波和伪缺陷波的识别摘要:锻件经常用于承受应力复杂、冲击震动、重负荷载等类型的零部件中,其一旦出现问题,将造成严重后果。
基于此,文章介绍了锻件超声波探伤中关于缺陷波和伪缺陷波的识别方法,希望能够为锻件生产提供一定的指导,达到对锻件探伤的目的。
关键词:锻件超声波探伤;缺陷波;伪缺陷波;识别引言近年来,锻件在石油化工、兵器、航天、能源、机械、冶金等行业获得广泛应用,逐渐成为这些行业生产过程中的重要设备。
如果锻件质量出现问题,会严重影响这些行业的发展。
因此,应用超声波探伤并找出反射波的规律,识别其中的缺陷波和伪缺陷波显得尤为必要。
1识别锻件缺陷波和伪缺陷波的重要性锻件常应用于承受重负载荷、冲击振动以及复杂应力等类型零部件中。
这些零件损坏或者是失效以后会引发严重后果,轻则影响到系统功能,重则可能会危及到工作人员的生命安全,并给相关产业带来巨大的经济损失。
因此,保证锻件质量需要正确识别锻件超声波探伤中的缺陷波以及伪缺波,以此来指导锻件的生产。
超声波探伤是一种检查接焊缝内部缺陷的方法,具有灵敏度高、检测速度快并且使用方便等优点,可以有效检测出锻件的质量问题。
2缺陷波识别方法2.1根据缺陷特征分析缺陷性质对于平面状缺陷,可以从不同方向进行探测,根据缺陷回波高度的差异识别缺陷波。
在垂直于缺陷方向探测,缺陷回波高,在平行于缺陷方向探测,缺陷回波低,甚至无缺陷回波。
一般来说裂纹、夹层、折叠等属于这种缺陷。
对于点状缺陷从不同方向探测,缺陷回波无明显变化。
一般包括点状夹渣和密集气孔以及单个气孔。
点状夹渣和气孔的缺陷回波波形稳定,高度较低,从任何方向探测,反射波的高度差别不大,但稍一移动探头就消失。
但两者也有所不同,其原因主要是其内含物声阻抗的不同。
白点、气孔等内含气体,声阻抗小,反射率更高,波形陡直尖锐,而金属夹渣或非金属夹渣声阻抗较大,反射回波低。
另外,不同类型缺陷的反射波形状也存在一定差异,夹渣界面反射率较低,表面粗糙,波形宽大带锯齿;气孔界面反射率较高,波形尖锐、陡直,两者反射波形的对比图如图1所示。
设备对接焊缝超声检测中余高形成若干伪缺陷波的辨析

设备对接焊缝超声检测中余高形成若干伪缺陷波的辨析林燏【摘要】本文对非轴线声束在焊缝余高上形成的波及余高上形成的变型波进行研究分析,并提出了辨别的方法.【期刊名称】《科技资讯》【年(卷),期】2010(000)016【总页数】3页(P109-110,112)【关键词】焊缝余高;伪缺陷;扩散角【作者】林燏【作者单位】厦门市特种设备检验检测院,福建厦门,361004【正文语种】中文【中图分类】TG115.28+5超声波检测是目前国内外应用最广泛,使用频率最高且发展较快的一种无损检测技术。
它具有灵敏度高、穿透能力强、速度快、检测成本低、对人体及环境无害以及便于现场使用等特点[1],但在设备对接焊缝探伤过程中,却常常遇到焊缝余高引起的反射回波。
这些回波虽不是由于焊缝内部缺陷引起的,但却给超声波检测带来辨别真伪缺陷的困难,很可能造成误判和错判。
为了尽量避免误判、错判,以下就实际操作过程中常见的由焊缝余高引起的几种伪缺陷波进行辨析。
对接焊缝进行超声探伤时,常发现距母材上表面或下表面几个毫米深度范围内的焊缝及热影响区附近有不同长度的,连续的超标反射回波,有时甚至在焊缝全长都有此回射波,现就该情况进行分析。
由声波特性可知,当声波遇到焊缝余高的圆弧面时,若入射方向与圆弧面的切平面方向相垂直,声波便会产生回射。
本文以板厚为T,上下焊缝余高分别为h和δ,焊缝宽度为1T的对接焊缝为探伤对象。
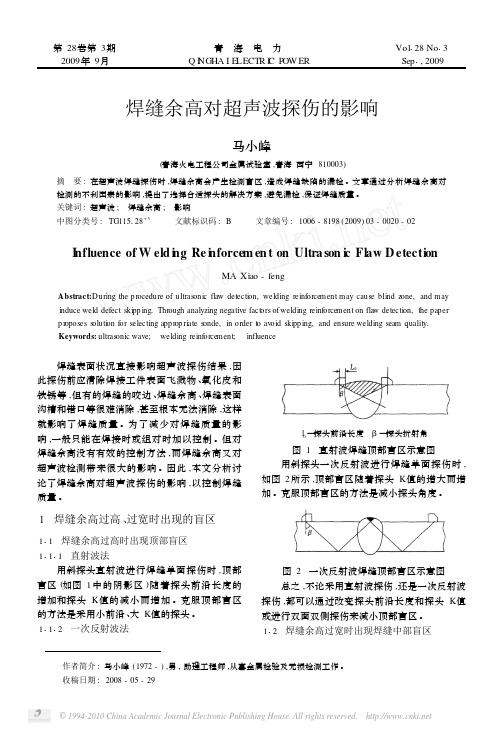
当直射波能在余高表面上产生回波反射时,探伤示意图如图1所示。
如图1所示探头发出的声波在焊缝圆弧面A点产生回射,A点距工件下表面的距离为r,探头的入射角为α,此时探头距下表面焊缝右侧焊角的水平距离为2T,仪器示波屏上显示声程为S。
由于探头发出的声束有一定的扩散角[2],根据声束及焊逢的几何特征可知,如果扩散角内的某声束能在圆弧面A点产生回波反射,则必定是唯一的。
因此在探伤过程中有以下三种产生超标波形的可能情况:(1)轴线上声束在A点产生回波反射,其入射角为α,即探头入射角;(2)上半扩散角内的某声束在A点产生回波反射,其入射角为βα+;(3)下半扩散角内的某声束能在A点产生回波反射,其入射角为γ−α;则三种情况下仪器上的声程显示数值计算公式如下:S1为轴线声束在A点产生回波反射,仪器上的声程数值(mm)。
设备对接焊缝超声检测中余高形成若干伪缺陷波的辨析

T ( + rcs )o a
CoS I c。s 【 工
=
T+r 4 ()
操 作过 程 中 常见 的 由焊 缝 余 高 引起 的 几 种 伪缺陷波进行辨析 。
产 生 回波 反 射 , 入 射 角为 , 其 即探 头 入 射 角 ;2 上 半 扩 散 角 内 的 某 声 束 在 A点 产 生 () 回波 反 射 , 入射 角为 + ;3 下 半 扩 散 其 () 角内 的 某 声 束能 在 A点 产生 回波 反射 , 入 其
超 声 波 检 测 是 目前 国 内 外 应 用 最 广 泛 , 用 频 率 最 高 且 发 展 较 快 的 一 种 无 损 使
如 图 1 示 探 头 发 出 的 声 波 在 焊 缝 圆 所 弧面 A点产 生 回射 , A点 距 工件 下 表 面 的 距 离为 , 探头 的 入 射 角 为 , 时 探头 距 下 ., 此
工业技术
SC TNG2 N6圆 CE EOY l _ &CL 1O j E HO. { N 。 0 . 。 1 0
设备对种 设备检 验检 测院 福建 厦门 3 1 0 ) 厦 6 4 0
摘 要: 本文对非 轴线 声束 在焊 缝余 高上形 成的波及 余 高上 形成 的变型波 进行研 究分 析 , 并提 出 了辨 别的方法 。 关 键 词 : 缝 余 高 伪 缺 陷 扩 散 角 焊 中 图分 类号 : G1 . 8 T 1 2 +5 5 文 献标 识 码 : A 文 章 编号 : 7 -3 9 ( 0 ) 0 a-O 0 -0 1 2 7 12 1 0 ( ) 1 9 3 6 O
An An l s s f Fa s a h c I Be a s f W e d Re n O c me t i a y i o l e Fl ws W i h s c u e o l if r e n n W el d Joi t n UIr s n c Te t t a o i s
焊缝余高对超声波探伤的影响
第28卷第3期2009年9月青 海 电 力Q I N GHA I ELECT R I C P OW ER Vol 128No 13 Sep 1,2009 作者简介:马小峰(1972-),男,助理工程师,从事金属检验及无损检测工作。
收稿日期:2008-05-29焊缝余高对超声波探伤的影响马小峰(青海火电工程公司金属试验室,青海西宁810003)摘 要:在超声波焊缝探伤时,焊缝余高会产生检测盲区,造成焊缝缺陷的漏检。
文章通过分析焊缝余高对检测的不利因素的影响,提出了选择合适探头的解决方案,避免漏检,保证焊缝质量。
关键词:超声波; 焊缝余高; 影响中图分类号:TG115128+5 文献标识码:B 文章编号:1006-8198(2009)03-0020-02I nfluence of W eld i n g Re i n force m en t on Ultra son i c Fl aw D etecti onMA Xiao -fengAbstract:During the p r ocedure of ultras onic flaw detecti on,welding reinf orce ment may cause blind zone,and may induce weld defect ski pp ing 1Thr ough analyzing negative fact ors of welding reinf orce ment on flaw detecti on,the paper p r oposes s oluti on for selecting app r op riate s onde,in order t o avoid ski pp ing,and ensure welding seam quality 1Keywords:ultras onic wave; welding reinf orce ment; influence 焊缝表面状况直接影响超声波探伤结果,因此探伤前应清除焊接工件表面飞溅物、氧化皮和铁锈等,但有的焊缝的咬边、焊缝余高、焊缝表面沟槽和错口等很难消除,甚至根本无法消除,这样就影响了焊缝质量。
焊缝超声波探伤异常反射波的分析与判断

山 西 建 筑
S HANXI ARCHI TECTURE
V0 . . 6 136 No 3
De . 2 1 c 00
・4 ・ 9
文 章 编 号 :09 6 2 (0O)60 4 —2 10 —8 5 2 l 3 —0 9 0
焊缝 超 声 波 探伤 异 常 反射 波 的分 析 与 判 断
张 代 立
摘 要: 针对焊缝超声波探伤 中出现的异常现象进 行 了分析, 对焊缝状况 、 陷波特征作 了简单 阐述 , 缺 并对 反射波的分析 与判断加以深入探讨 , 最后对未融合缺陷 的危害 、 点等作 了9纳 , 特 3 - 为检测人 员做好检测 工作 奠定 了理论基础。
3 焊 缝状况
式: V形 坡 口。4 坡 口角 度 :5 。5 切割 方式 : 焰 自动 切 割 。 ) 4。 ) 火
乱反射 , 同时各部 分反 射波 由于有相 位差 而产生干 涉 , 使缺 陷 回 波波高随粗糙度 的增大 而下 降; 当声 波倾斜 入射 时 , 回波波高 随
4 缺 陷波 的特征
5 分析 与依据
波垂直入 射时 , 回波波高为 l 当声波入射角为 2 5 时 , ; . 。 回波 波幅
杜星文, 宋宏 伟 . 柱 壳 冲 击 动 力 学 及 耐 撞 性 设 计 [ . 圆 M] 北 [ ] 李 3
珠, 张善 元 . 压 作 用 下 充 液金 属 圆 柱 壳 屈 曲的 实验 研 轴
烁感 , 缺陷幅度很高 , 远远超过判废 标准 , 过水平 和垂商距离 定 经 位后 , 初步判断缺陷或位 于焊 缝下 ( ) , 位 于焊缝及 热影 响 上 部 或
远 场 区轴 线 上 的声 压 随 距 离 增 加 单 调 减 小 。 3 超声波远场区的声压分布是不 同的 , ) 在 >N 的 远 场 区 内
焊缝超声波探伤缺陷性质的判断

焊缝超声波探伤缺陷性质的判断1.1.陷性质判断的适用范围本方法适用于A型脉冲反射法对焊缝进行超声检测缺陷定性。
对余高磨平的焊缝,焊缝区域内的各种缺陷均可用本方法进行定性,对有余高的焊缝,只能对不包括余高的焊缝区域内的各种缺陷定性。
对缺陷定性用探头应与规定的检测探头相同。
1.缺陷性质判断依据焊缝超声波检测对缺陷定性依据为:(1)工件结构与坡口形式;(2)母材与焊材;(3)焊接方法和焊接工艺;(4)缺陷几何位置;(5)缺陷最大反射回波高度;(6)缺陷定向反射性;(7)缺陷回波静态波形;(8)缺陷回波动态波形。
2.缺陷性质判断程序缺陷性质判断的程序如图1所示,具体程序为:(1)缺陷波高H F在JB4730标准评定线以下时,一般不作记录,也不考虑对其定性。
如操作人员认为有必要的,也可作进一步定性。
(2)缺陷波高H F位于JB4730标准Ⅲ区(含判废线)时,定为线状缺陷或平面状缺陷或多重缺陷。
(3)缺陷波高H F位于JB4730标准Ⅱ区(含定量线)时,当缺陷指示长度△L≤L S时,如A扫描显示一个光圆波可定为点状缺陷,否定为线状或平面状缺陷或多重缺陷,当缺陷指示长度△L>L S时,可定为线状或平面状缺陷或多重缺陷。
L值为:当板厚6mm≤t<20mm时L S=t,当板厚t≥20mm时,L S=20mm。
(4)缺陷波高H F位于JB4730标准Ⅰ区(含评定线)时,当缺陷指示长度△L≤L d时,如A扫描显示一个光圆波,可定为点状缺陷或多重缺陷;当缺陷指示长度△L>L d时可定为线状缺陷或平面状缺陷或多重缺陷。
L d值为:当板厚6mm≤t<30mm时L d=t,当板厚t≥30mm时,L d=30mm。
(5)定为线状或平面状缺陷或多重缺陷后,再进一步测定缺陷平面和深度位置、缺陷高度、定向反射特性、缺陷倾斜度、静态波形、动态波形,然后结合工件结构、坡口形式、材料、焊接工艺和焊接方法及探头扫查方式,进行综合判断,最终定出缺陷的实际性质。
焊缝探伤中缺陷性质与伪缺陷波的判别

固定 时 . 当降低 仪 器灵 敏 度 。用 手指 适
沾油 轻 轻 敲打 焊缝 边缘 咬边处 . 察 反 观
射信 号 是否 有 明显 跳 动现 象 . 信 号 跳 若
耒 溶 合 中间 未焊 透 根 部未 焊透
动. 则证 明是 咬边 反射 信号 咬 边 辨 别 方 法 如 下 : 先 , 量 这 首 测
形较稳 定 从各 个方
向探 测 . 射 波 高且 反
大致 相 同 . 稍一 移 但
动探 头就 消失 密 集
检 验 速 度 快 、 本 低 、 备 轻 便 和 对 人 成 设 体无 害等 优点 超 声波 在钢 材 内部穿 透 能 力很 强 . 因此 可 检测 较 厚 的钢板 及 焊
气孔 为一 簇 反 射 波 . 其 波 高 随 气 孔 的 大
链 状气孔
【...... . ... ... . . ... . .. . .. . .. 。 .. . .
密 集 气孔
() 6 咬边 反射 。这种 缺 陷 反射 波 一
般 出现 在一 次与 二次波 的前 边 当探 头
夹渣
匡
横 向裂 纹
在焊缝两侧探伤时 . 般都能发现( 一 见 图 2 。 探头移 到 出现最 高反 射信 号处 )在
和 密集 气 孔 ,单 个气 孔 回波 高 度低 , 波 反 射 .用 单 斜 探 头 探 测 时 有 漏 检 的 危
() 5 裂纹 。一般 来说 . 纹 的 回波 高 裂
度较 大 , 幅宽 。 出现 多峰 。探 头平 移 波 会
[二工二 二]二二 二 = = [二 ]
E二 二 二 二二[_ = 二 ]
焊缝 探伤 中缺 陷性质 与伪 缺 陷波 的判 别
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
余高引起的变型纵波在超声波检测球罐焊缝时,焊缝余高会引起一种变型波反射现象。
本文,笔者总结该种变型波的特点,提出了推广应用在任意厚度焊缝的检测中识别该种变形纵波的方法。
一、检测分析
一台壁厚为18mm容积为200m3的储氢气球罐,管理级别要求最高。
对焊缝全部实施了超声检测,条件是:CTS-26型超声波探伤仪,探头K值为2.65,按JB1152《锅炉和钢制压力容器对接焊缝超声波探伤》标准在试声CSK-IA和CSK-ⅢA上调试仪器,深度比例2∶1,使用洗洁精耦合剂,在球罐外表面实施检测。
在检测过程中发现球罐赤道带的3条立缝多处出现可疑信号,其特征是:波形单一尖锐,幅度很高,位于定量线以上10~18dB,信号出现在直射波和一次反射波声程之间,视在深度为31mm,换算成实际深度是距探测面以下5mm处的反射信号(图1所示的E 点),为分析该信号是否由焊缝内缺陷引起,作了如下分析判断。
1.用带糨糊的手指敲打焊缝余高表面,难以确认信号有跳动现象。
2.在探测面焊缝的两侧进行检测,有的部位有对称波形出现,有的不对称或一侧根本没有该波形;在内表面同一部位进行检测,没有发现该种波形。
3.测量探头的水平位置可判断直射波的反射点应在内侧余高上(图1中B点)。
4.改用K值为2.0的探头,未发现上述现象。
5.焊缝内、外表面经磁粉探伤均未发现缺陷;采用射线拍片有代表的3处,没有发现内部缺陷。
6.假定在D点有缺陷引起直射波的反射,则E点应为虚拟反射波源(图1中已计算出E点位置),为慎重起见,用直射探头检测了焊缝附近的母材区域,没有发现可疑信号。
综合以上分析,判断该信号可能是由球罐内表面焊缝余高引起的伪信号。
二、理论分析
如图1所示,入射横波由正面A点进入母材(图中用S、L分别表示横波和纵波),在反面焊缝余高表面B点处强烈反射,形成反射纵波。
设母材厚为T,焊缝内、外表面余高分别为δ1,δ2,超声波在钢中的纵、横波速分别为CL,CS,仪器按横波进行了深度比例调节,则在C点处的反射纵波沿原路返回A点被仪器接收后以横波表现出的视在深度H为:。
注意,在上式中作了如下的近似:由余高所引起的声程增加取为余高高度的一半,由于余高相对于母材厚度很小,这种近似计算误差相对荧光屏读数精度来讲是可以接受的。
对于前面所述的球罐,将T,δ1,δ2,CS,CL,分别为18.0mm,3.0mm,
2.0mm,3 230m/s,5 930m/s代入公式(1)中计算得出视在深度H=30.66mm。
可以看出该数值非常接近上面提到的可疑信号视在深度31mm,这说明在深度31mm处出现的信号即为C余高引起的伪缺陷信号。
但既然是余高表面反射,为什么用带糨糊的手指敲打没有观察到波的明显跳动现象呢?这可以解释为由于纵波倾斜射于C点本身敲打就不敏感,再者探头在现场难于稳定耦合以及仪器波形本身不是十分稳定的缘故。
考虑在这种焊缝上会产生变型纵波的原因,经过仔细观察,发现焊缝内、外表面均较光滑,此罐材质为SPV50Q,焊完后所有焊缝均经过打磨处理,而且内表面余高较外表面要陡窄一些,在B点处恰好形成了有足够反射能量的纵波,于C处又形成足够能量的返回纵波,再经B点反射成横波沿原路返回由探头接收,从而造成了余高变形纵波的假缺陷信号。
过于粗劣的余高表面由于对声波的散射以及难以形成巧合的几何反射条件,将不会造成上述变形纵波信号的出现。
因此,一般焊缝超声检测中很少发现这种现象,出现这种情况时须仔细谨慎分析以免误判或漏判。
三、结论
1.焊缝余高所引起的变型纵波伪缺陷信号的产生需要一定的几何条件。
条件是焊缝两面余高较为光滑,斜探头K值较大,一般为
2.5左右,探头水平位置在直射波附近。
2.公式(1)对判断余高变形波伪缺陷信号具有普遍应用价值,当在该视在深度位置出现波形信号时,如果探头位于直射波附近位置且波形单一尖锐波幅较高,信号位置不变,则一般可判断其属于余高引起的变型纵波伪缺陷信号。
3.有一种特殊情况需要注意差别,假定在D点有一平行于母材表面的面状缺陷存在,横波在该处有足够的反射能量,恰好在E点也有一缺陷反射横波形成反射,则在H深度位置也能形成真实缺陷信号。
同时满足这种巧合条件的自然缺陷在实际焊缝中是罕见的,但为避免误判或漏判缺陷,需要用上述方法仔细慎重判别。